
Development of a nanocomposite meal bag for individual military rations
Abstract:
It has been known for some time that quality food and rations are important for providing health, morale, and discipline to the men and women of the armed forces. Military rations and supplies have undergone quite a few progressive changes throughout the years, as new technologies have paved the way for next generations of military feeding systems. The latest significant effect on the development and progression of future ration systems is nanotechnology. By utilizing the advanced mechanical, thermal, and barrier properties of nanocomposite systems, the next generation of packaging materials for MREs™(Meal Ready-to-Eat™) are being developed, to be lighter weight, recyclable, and to outperform the current MRE™ individual ration packaging systems. This chapter summarizes the progression of modern military rations and introduces research and development of new ration packaging systems based on the use of nanotechnology.
15.1 Introduction
This case study details an effort by the United States Army Natick Soldier Research Development and Engineering Center (NSRDEC) to develop a next-generation, high performance, nanocomposite package for military rations by incorporating nanoparticles into commodity resins used in packaging applications. Specifically, this nanocomposite material was targeted for the Meal Bag component of the United States military’s individual combat ration known as the Meal Ready-to-Eat™ (MRE™). As part of its mission, NSRDEC designs and develops MRE™ packaging systems and food components to feed soldiers when other food supplies are unavailable. Three MREs™ are nutritionally sufficient to provide a full day’s supply of food, and the MREs™ must meet stringent conditions for long-term storage and rugged handling required of MRE™ packaging compared to commercial packaged retail foods. MREs™ consist of a number of components that are assembled together in an additional package called the Meal Bag that contains all of the packaged ration items, an accessory packet, and the heating unit for one soldier’s meal.
NSRDEC has targeted an improved Meal Bag for a variety of reasons. One reason in particular is to lessen the load for the soldier by producing a lighter weight Meal Bag than the existing one. Also, the solid waste generated by the military rations is an enormous military problem. Each year, it is estimated that the Army disposes of substantial quantities of ration-related solid waste. The volume of solid waste that the Army generates, coupled with the rising costs of waste disposal, has significantly increased the need to investigate alternative materials for combat ration packaging applications. For example, in 2004 over 144 million MREs™ were purchased for field and base camp feeding of troops (US Army Assessments, 2007), and this level of feeding is estimated to have resulted in approximately 67 000 tons (60781 metric tons) of solid waste, of which, 14 000 tons is packaging related. Solid waste generated by group field feeding would substantially increase the estimated amount of packaging related waste. With an average collection and disposal fee of approximately $50/ton (including both incineration and landfill disposal), these costs are significant expenditures, and they are expected to escalate over the foreseeable future. The increased use of lightweight polymeric packaging materials in the commercial market and the military field feeding system has created a need for the development of novel, recyclable, and environmentally friendly packaging structures with improved barrier, thermal and mechanical properties to replace existing heavy-duty packaging. However, military performance specifications for high barrier packaging require characteristics that exceed the capabilities of many commercially available materials, and makes replacing existing packaging a challenging endeavor (Froio et al., 2005).
Past and current research and development efforts conducted by NSRDEC have resulted in the first demonstration of a lightweight nanocomposite Meal Bag for the MRE™ that displays significantly enhanced performance over the current Meal Bag. The improved properties of this nanocomposite material may allow it to replace the current polyethylene material of the existing MRE™ Meal Bag with packaging that is approximately half the thickness and features improved barrier, thermal and mechanical properties. This enhancement could potentially reduce the amount of non-biodegradable plastic waste deposited in landfills or incinerated annually by over 1300 metric tons.
15.1.1 Historical background of food for the military
Historically, rations consumed by soldiers in the early years of the United States Army did not have the benefits of scientific and technological advances in health, nutrition, safety, processing, and packaging familiar to many consumers today. During the Revolutionary War, the All-Purpose ration included beef, pork, or salted fish, bread, peas, beans, and milk or cider, with occasional variations, depending on available supplies. Immediately after the Revolutionary War, meat and fresh foods virtually disappeared from the military ration, but more soldiers were dying of sickness and malnutrition than ever before. By the close of the Civil War, the basic ration included pork or bacon, fresh or salt beef, and 18 oz. (510 g) of flour. The soldier was provided with potatoes, peas, beans or rice, coffee or tea, sugar, vinegar, salt and pepper, candles, and soap, in varying proportions based on 100 rations. On campaigns or marches, corn meal and hard bread were issued. For items not officially approved or always available, soldiers would often resort to foraging to augment their diet. Three special- purpose rations came into general use in World War I called the: 1) Reserve Ration, 2) Trench Ration, and 3) Emergency Ration. The Reserve Ration was an individual packaged ration which the soldier carried for use when regular food was unavailable. The Reserve Ration, which sought to provide a complete food allowance for one man for one day, included a 1-lb. (454 g) can of meat (usually corned beef), two 8-oz. (227 g) tins of hard bread, 2.4 oz. (68 g) of sugar, 1.12 oz. (32 g) of roasted and ground coffee, and 0.16 oz. (4.5 g) of salt. It weighed about 2.75 lbs (1.2 kg) and contained about 3300 calories. The food was considered ample and satisfying, but the packaging, cylindrical tin cans of 1-lb. (454 g) capacity, was large, cumbersome to carry, and uneconomical. The Trench Ration (1917–1918) was an answer to the problem of feeding soldiers on the front lines whose kitchen-prepared food was often spoiled by gas attacks. It was a variety of canned meats (salmon, corned beef, sardines, etc.) that were commercially procured and sealed in a large tin box covered in canvas. It was bulky and heavy and the Soldiers began to get weary of the limited menu. The Emergency Ration (1907–1922) comprised preserved meat, cheese, biscuit, tea, sugar and salt for use in the field in the event of their being cut off from regular food supplies. The Emergency Ration was sealed in a tin packet and weighed approximately 0.5 kg (1 lb) (Longino, 1946).
The main rations of World War II included the D, C, and K rations. The D ration consisted of a 600-calorie chocolate bar stabilized by oat flour to prevent low temperature melting. The D ration was intended for use as an emergency ration to delay the hunger caused by a missed meal. The C and K ration soon followed, as the D ration was being misused as a full combat ration. The 1944 version of the C ration included three cans of bread, three cans of meat, and one accessory packet. This accessory packet included cigarettes, water purification tablets, a book of matches, toilet paper, chewing gum, and a can opener. The K ration was developed for mobile units such as parachute troops, tank corps, and motorcycle troops. This ration contained breakfast, lunch, and dinner cartons containing various food components and was used to supply soldiers that needed a ration that was easy to transport without re-supply (Koehler, 1958).
The Meal, Combat, Individual (MCI) was the first ration which had been adopted to meet the new subsistence concept of supplying nutritionally balanced meals rather than rations. It was intended as a modest improvement over the earlier canned Type C or C ration, with the inclusion of additional menu items to reduce monotony and encourage adequate daily feeding and nutrition. The MCI was issued by the US Military beginning in 1958 and was designed for issue either as individual units of a meal or in multiples of three as a complete ration. Its characteristics emphasized utility, situational flexibility, and an increased variety of food components compared to its predecessor the C ration. Twelve different menus were included in the specification, and each menu contained one canned meat item, one canned fruit, a bread or dessert item, and one B unit (accessory packet) containing cigarettes, matches, chewing gum, toilet paper, coffee, cream, sugar, and salt, and a spoon.
15.2 Introduction of the Meal Ready-to-Eat™ (MRE)
The design and development of the MRE™, first available to soldiers in 1981, was a response to changes in operational and organizational concepts, such as increasing combat ration acceptability, reducing the weight of rations, the need for a ration that could be used as sole dietary source for several consecutive days, and longer acceptable shelf life. In the late 1940s it was proposed that heat processing, to extend the shelf life and ensure the safety of foods could be done in flexible packaging materials as opposed to cans, which was considered a wildly visionary concept at the time (Schutz and Meiselman, 2003). By the late 1950s, pouch technology developed to the point it could be used to hold food that was sterilized at the high temperatures (121 °C) and elevated pressures (18–19 psi) of a retort, and these advances led to the formulation of the ration and the associated packaging that would become the MRE™ The goal was to increase acceptability and reduce the weight of the MCI (Schutz and Meiselman, 2003). By 1961, the concept was sufficiently developed according to organizational and operational requirements, and the specifications for developmental engineering were approved.
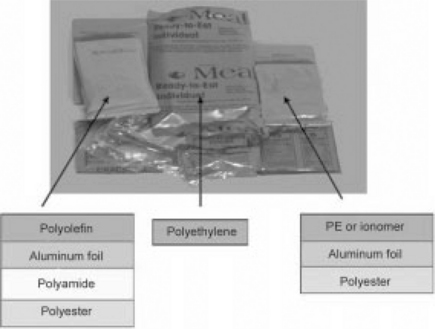
The MRE™ is used by all military services to sustain individuals during operations where food service facilities are not available. This ration is the cornerstone of military field feeding, and it is intended to provide a soldier with subsistence for up to 21 days of deployment (three MREs™ daily provide a soldier with the Office of the Surgeon General’s approved nutritional requirements for amilitary ration). As shown in Fig. 15.1, each meal contains an entrée, starch (e.g., sweet potato casserole, Santa Fé style rice and beans), spread, dessert, snacks, beverages, hot beverage bag, accessory packet, plastic spoon, and a flameless ration heater (FRH). There are 24 menus available, which provide flexibility and variety to meet the diverse tastes and to boost morale of soldiers. The range of environments in which the MRE™ is utilized spans the globe. For this reason, MRE™ packaging must maintain its properties in humid and dry conditions, as well as in temperatures ranging from arctic to desert or tropical. Each MRE™ component has a minimum shelf life requirement of 3 years at 27 °C (80 °F), or 6 months at 38 °C (100 °F). The Meal Bag packaging must provide protection from microbiological contamination and insect and rodent infestation. The MRE™ must also be capable of withstanding various levels of abuse during transportation and distribution, including low altitude freefall airdrop of individual cases and high altitude parachute drop of pallet loads (Ratto et al., 2007).

The MRE™ was adopted as the Department of Defense (DoD) standard combat ration in 1975. The first large-scale production test began in 1978, with delivery to the military in 1981. The MRE™ increased the acceptability of combat rations, reduced package weight in comparison to cans, thereby making the ration lighter and easier to carry, and also eliminated problems of rust, corrosion, and de-tinning that compromised foods in the MCI. The MRE™ also had a longer shelf life than was obtainable with the MCI. In addition, it eliminated the problems of dependency upon commercially available can sizes, making the ration easier to improve as field feedback was received. Feedback from the field feeding tests in 1983, 1985, 1987, and 1988 resulted in a comprehensive MRE™ improvement program dedicated to increasing the acceptability and consumption of the MREs™ by the soldier.
In 1988, MREs™ became significantly different than earlier issues in the following five ways: (1) ‘Wet pack’ retort pouch entrées and fruits replaced their freeze-dried counterparts in the existing 12 menus; (2) nine of the 12 entrées were changed to satisfy changing soldier consumer tastes; (3) entrée portion sizes were increased from 5 to 8 oz.; (4) a fruit-flavored beverage powder and liquid hot pepper sauce was included in all menus; and (5) a pre-moistened towelette was added to the accessory packets. In 1992, the FRH was included to heat each MRE™ entrée. When water is added to the FRH (which contains milled magnesium, iron, and salt embedded in a polymeric matrix) an exothermic chemical reaction (the iron-activated magnesium-water reaction) occurs to generate substantial heat with the concomitant formation of hydrogen gas as a by-product. The rectangular pouch containing the main entrée is placed flush against the heater, and the entrée is heated by 100 °F in 15 minutes, to produce a more acceptable, hot meal without requiring dry matches, fuels, or fires (US DMAT Newsletter, March 2004). MREs™ are packed 12 per case, with Case A containing Menus 1–12 and Case B containing Menus 13–24. The approximate weight and volume per meal is 0.68 kg and 2.27 dm, respectively (US Army Natick PAM 30-25, Operational Rations of the Department of Defense, 8th Edition, September 2008).
Feedback generated from soldiers during Operation Desert Shield/Storm indicated that warfighters would consume more of the rations, if their individual preferences were taken more into consideration. In 1993, the Fielded Individual Ration Improvement Project (FIRIP) was initiated to enhance the variety, acceptability, consumption, and nutritional content of individual rations, with the purpose of enhancing performance on the battlefield. As a result, continuous improvements to the MREs™ through advances in food and packaging science and technologies are sought. Changes to MRE™ menus, such as the addition or removal of food items, are driven by field feedback of the wants, needs, and ideas of the Soldiers themselves (US Army Natick PAM 30-25, Operational Rations of the Department of Defense, 8th Edition, September 2008). The Joint Services Operational Rations Forum’s (JSORF) Integrated Product Team meets annually to approve all menu changes based on laboratory and field test results.
15.2.1 MRE™ components, properties and criteria
The following case study focuses on the development of a new nanocomposite Meal Bag by incorporating nanoparticles into commodity resins used in packaging applications; however, the packaged food components within the Meal Bag will also be reviewed to help understand the design criteria and function for the Meal Bag.
Meal Bag
Individual components of the MRE™ ration system are currently packaged together in a Meal Bag made from food-grade polyethylene, with a minimum thickness of 254 μm and inside dimensions of 20.6 × 31.8 cm. Figure 15.1 illustrates the Meal Bag and the inner components of the MRE™ Specifications for this pouch call for seal strength of the side seals to be not less than 4 pounds per inch of width (714 g/cm) and that a peel-able seal located at the top of the pouch will not exceed 10 pounds per inch of width (1785 g/cm), when tested in accordance with ASTM F 88, Seal Strength of Flexible Barrier Pouch (MRE™ Assembly, ACR-M-024, 5 Nov 03). The closure seal must be a minimum of 4 pounds per inch of width. The thickness of the Meal Bag is intended particularly to keep burrowing insects from penetrating the package and infesting the MRE™.
Retort pouch
Currently, the main entrée in the MRE™ is packaged in a quad-laminate pouch that, from inside to outside, consists of 46–62 μm thick polyolefin layer, a 5–11 μm thick aluminum foil layer, 9 μm thick bi-axially oriented nylon 6, and an 8 μm thick polyester outer layer. This layering configuration was designed to meet the performance criteria for the pouch. Figure 15.2 illustrates the layer configuration of the current retort pouch. In order to meet strict shelf-life requirements of three years when stored at 27 °C or six months when stored at 38 °C, the pouch material, independent of the Meal Bag, shall not exceed an oxygen transmission rate limit of 0.06 cm3/m2-day and a water vapor transmission rate limit of 0.01 g/m2-day, in accordance with ASTM D 3985 (Standard Test Method for Oxygen Gas Transmission Rate Through Plastic Film and Sheeting Using a Coulometric Sensor) and ASTM F 372 (Standard Test Method for Water Vapor Transmission Rate of Flexible Barrier Materials Using an Infrared Detection Technique), respectively, before and after the retort sterilization process. The retort pouch must also pass pouch abuse tests, which are drop tests conducted at pre-defined heights based on the volume of the package at low temperature (–2 °C) and high temperature (71 °C). The pouch must also be able to withstand an internal pressure of 1.4 MPa for 30 sec (Military Specification MIL-C-44073 F, 12 February 2003).
Non-retort pouch
A non-retort pouch is used to contain items such as crackers, snack items, cakes, and cookies, which are not subjected to the retort process for preservation. This pre-formed pouch is fabricated from 51 μm thick ionomer or polyethylene film laminated or extrusion-coated on 9 μm thick aluminum foil, which is then laminated to 13 μm thick polyester. This three-ply laminate is configured with the polyester on the exterior of the pouch. Figure 15.2 illustrates the current configuration of this pouch. It is further required that the material shows no evidence of delamination, degradation, or foreign odor when fabricated into pouches. The material must be suitable for food packaging, not imparting odors or flavors to the product. Specifications for this pouch state that all seals should have an average seal strength not less than 6 pounds per inch of width (1072 g/cm) (Military Specification MIL-C-44072C, 12 February 2003). Unlike the retort pouch, there are currently no performance requirements for oxygen transmission rate and water vapor transmission rate for the non-retort pouch.
Accessory packet
The MRE™ currently contains one of several types of accessory packets that are used to package items such as napkins, utensils, salt and pepper, hot-sauce bottles, chewing gum, and other sundry items. Accessory packet A, C, D, and E are made from polymeric films or film combinations (e.g., polyethylene, polypropylene, polyethylene terephthalate) with adequate strength and thickness to contain and protect the components. The water vapor transmission rate (WVTR) of the film must not exceed 6.2gm/m2/24 hrs/90%rh/100 °F when tested in accordance with ASTM F 372, Standard Test Method for Water Vapor Transmission Rate of Flexible Barrier Materials Using an Infrared Detection Technique; ASTM E 96, Standard Test Methods for Water Vapor Transmission of Materials or Method 3030 of FED-STD-101, Test Procedures for Packaging Materials. Accessory packet ‘B’ is made from 38 μm thick polyethylene bonded to 9 μm thick aluminum foil which is bonded to 13 μm thick polyester.
15.2.2 Design criteria for next generation Meal Bag
There are strong environmental motives, such as petroleum dependence and the recycling and disposal of plastic materials, to produce a Meal Bag that will reduce the amount of solid waste. The design criteria reviewed here indicate how the development of a new nanocomposite Meal Bag will retain or improve performance characteristics, while significantly easing disposal costs and protecting the environment from non-biodegradable wastes.
Thickness reduction
Currently, the Meal Bag is fabricated from 280 μm thick low-density polyethylene (LDPE) or linear low-density polyethylene, to protect the inner components from infestation by insects and rodents during storage. Boring insects that commonly infest packaged commodities can be divided into two groups; invaders and penetrators. Species considered penetrators are the Cigarette beetle, the dermested beetle (including the Warehouse beetle), and the wandering phase larvae of the Indian Meal-moth, and invaders include the Red Flour beetle and the Saw-toothed Grain beetle. A reduction in thickness without compromising the ability of the bag to resist burrowing insects, will reduce the overall volume and cost of material needed to produce the Meal Bag.
Weight reduction
Weight is always a critical dimension in military packaging considering the mobility and logistics that are required to fulfill the multi-faceted missions of the US military. A recently deployed brigade commander reported that total loads of 90–110 lbs. (40.9–50 kg) per Soldier were normal and loads as great as 130 lbs. (59.1 kg) were not uncommon in some situations (Crowder et al., 2007). Food packaging weight reductions would have minimal effect on a per soldier load carriage basis; however, the replacement of the existing MRE™ Meal Bag with packaging that has less weight than the current polyethylene material would reduce overall material costs, shipping and fuel costs, and disposal costs, with a reduction in total plastic packaging weight of over 1400 tons per year.
15.3 Research and development of the MRE™ nanocomposite Meal Bag
15.3.1 Overview of nanocomposites
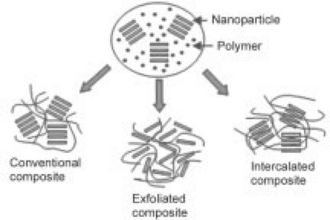
Nanocomposites are defined as a multiphase solid material where one of the phases has one, two or three dimensions of less than 100 nanometers (nm), or structures having nano-scale repeat distances between the different phases that make up the material (Ajayan et al., 2003). For packaging applications, nano- composites have been shown to yield large improvements in barrier properties (oxygen and moisture permeability), and physical properties such as tensile strength, tensile modulus, and heat distortion temperature. A key factor determining the improvements in these properties is the compatibility of the polymer/nanoparticle and the dispersion of the layered silicate particles within the polymer matrix. The nanoparticle typically used is organically modified montmorillonite layered silicate (MLS), a mica-type silicate, which consists of sheets arranged in a layered structure.
MLS has a high cation exchange capacity, high surface area (approximately 750 m2/g) and large aspect ratio (larger than 50) with a platelet thickness of 10 Å. As shown in Fig. 15.3, a conventional composite consists of two distinct phases, the polymer and the nanoplatelet, with minimal interface between them (Thellen et al., 2005). Intercalation occurs when a small amount of polymer moves into the gallery spacing between the MLS platelets, resulting in a well- ordered multilayer with alternating polymer/MLS layers. Exfoliation is achieved when the MLS platelets become further separated by the polymer chains, resulting in a well-dispersed nanocomposite with the potential of enhanced mechanical, thermal, and barrier properties.
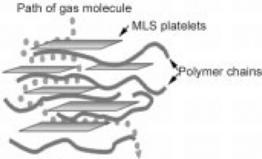
The reduction in permeability has been attributed, in part, to the presence of well-dispersed, large aspect ratio silicate layers, which cause solutes to follow a tortuous path. As shown in Fig. 15.4, this results in much larger effective diffusion distances, thereby lowering permeability. It has also been suggested that the presence of nanoparticles, with a very high surface area to volume ratio, significantly restricts the dynamic behavior of the polymer chains, creating a reinforcement effect. This type of interface facilitates stress transfer to the reinforcement phase, thereby improving mechanical properties. A major advantage of nanocomposites, as compared to conventional fillers, is that only 2–8% loading is required to achieve these property improvements (Ratto et al., 2006).
15.3.2 Research: optimization of nanocomposite formulation
Extensive research was conducted to develop a nanocomposite formulation with maximized interaction and dispersion of nanoparticles in the polymer matrix. The materials investigated in this study included LDPE (Dow, grade 683I), MLS nanoparticles (Southern Clay, Cloisite 20A), and a compatibilizer that enhances miscibility at low levels (Crompton Corporation, Polybond 3109). LDPE nano- composites were prepared using two methods: (1) amasterbatch method, in which LDPE was compounded with 30% MLS and adjusted to the desired percentage using pure LDPE and 2.5% compatibilizer during the blown film processing step resulting in formulations with MLS weight percentages of 2.5–7.5%; and (2) a dry blend method by which MLS was dry blended at weight percentages of 2.5–7.5% with LDPE. A Zenix ZPT-30 30 mm co-rotating twin screw extruder was utilized for compounding trials and a ThermoHaake Polylab conical twin-screw extrusion system with a 19 mm diameter spiral flow blown film was used during blown film extrusion. High and low temperature profiles and screw speeds were also investigated to determine if changes in shear rate would affect overall dispersion and interaction of nanoparticle in the polymer matrix.
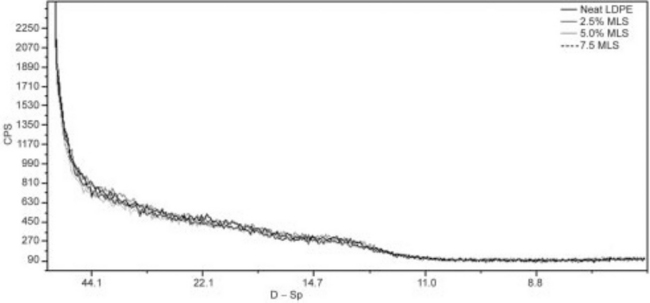
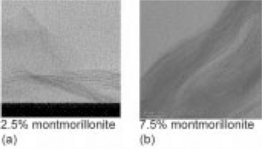
From these studies it was found that all of the tested formulations, regardless of MLS concentration over the range 2.5–7.5%, showed a high degree of dispersion and interaction between the polymer and nanoparticle. As shown in Figs 15.5 and 15.6, x-ray diffraction (XRD) and transmission electron microscopy (TEM), respectively, revealed an exfoliated morphology for formulations with various percentages of MLS in the composition. Screw speed did not appear to affect the interaction and dispersion of the polymer and MLS. TEM confirms intercalated composite.
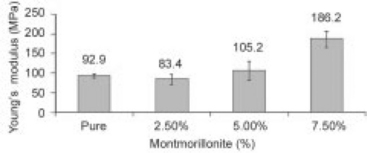
As shown in Fig. 15.7, the addition of small amounts (2.5–5.0%) of MLS to LDPE resulted in minor improvements (0–13% increase) in Young’s modulus (stiffness), and samples containing 7.5% MLS showed significant improvements in Young’s modulus (100%) in comparison to the values seen for the pure LDPE (93 MPa). Mechanical properties were tested using an Instron 4400R following ASTM D-822 at ambient conditions. Screw speed, however, was shown to have no effect on mechanical properties.
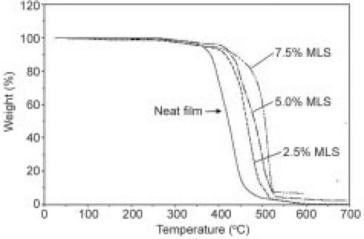
Oxygen transmission rate was tested at 0%RH and 23 °C using a MOCON Ox-Tran 2/20 following ASTM D-3985, and water vapor transmission rate was tested at 90%RH and 37.8 °C using a MOCON Perma-tran 3/31 following ASTM F-1249. As shown in Table 15.1, films with 7.5% MLS content also showed better oxygen and water vapor barrier performance than those with a lower percentage of MLS or without MLS. Unlike mechanical properties, a higher screw speed did result in further improvement of oxygen and water vapor barrier performance. Thermogravimetric analysis (TGA) results (Fig. 15.8) show an improvement in thermal stability by 80 °C with the addition of the MLS. From this data, it was observed that as the percentage of MLS increased, so did the onset of decomposition temperature. TGA testing confirmed the accuracy of the amounts of MLS added to LDPE, as indicated by the percentage of residue. TGA data gives percent residue of the MLS particles themselves, and does not include the added weight resulting from chemical modification of the MLS surface, as this organic portion burns off during the experiment. The overall percentage of MLS is therefore calculated based on the percent weight loss on ignition for the specified MLS grade, which is reported by Southern Clay as 38% for Cloisite 20A (Cloisite 20A: Typical Physical Properties Bulletin).
15.3.3 Film development and properties
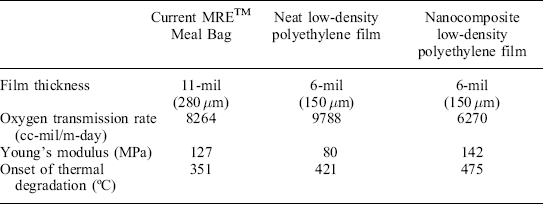
Through optimization of film formulation and processing techniques, a 6-mil LDPE/7.5% MLS nanocomposite blown film was generated that offered superior performance to the LDPE material of the existing MRE™ Meal Bag. Young’s modulus of the film was improved by 100%, gave corresponding values, which is significant especially understanding that MREs™ can be subject to extreme conditions and rough handling, including free fall and aerial delivery via parachute. Thermal stability for the nanocomposite improved by 80 °C compared to pure LDPE, with the onset of degradation of the nanocomposite film occurring at 450 °C versus occurring at 370 °C for pure LDPE film. The oxygen barrier of the 7.5% nanocomposite improved to nearly twice that of the barrier properties of pure LDPE film. Oxygen barrier improvements of this magnitude create the potential to down-gauge the materials used for inner components, since the outer packaging will reduce the performance required by the inner packaging. Meal Bags fabricated from the nanocomposite films also passed both insect resistance and rough handling testing, which are major performance requirements for military food packaging. Rough handling testing was conducted through drop, vibration and seal strength tests while insect resistance was analyzed through exposure of the packaging to burrowing insects. A summary of the performance improvements is presented in Table 15.2.

15.3.4 Pilot scale film production and results
Successful results at the laboratory scale with the LDPE/7.5% MLS nanocomposite led to several pilot-scale production trials, in an effort to prove the reproducibility and repeatability of this technology at scales beyond the laboratory level. The first trial was conducted at Alcan Corporation (Neenah, WI), to determine whether this LDPE/7.5% MLS nanocomposite formulation could be processed into blown films at the pilot plant scale. Materials used in this study were compounded at Foster Corporation (Putnam, CT). During the production run, 50 μm and 150 μm thick unfilled and nanocomposite LDPE films were produced using 135 kg of resin to produce nanocomposite films. These films were analyzed for barrier, mechanical, and thermal properties, according to the procedures mentioned previously, and the results are compiled in Table 15.3. Analyses determined that improvements in barrier, mechanical, and thermal properties seen in the nanocomposite films produced in the pilot scale equipment were comparable to those films produced in laboratory scale equipment.

Owing to the success of the pilot-scale production run at Alcan Corporation, a trial was scheduled at Diversapack (Cincinnati, OH), a prior MRE™ Meal Bag supplier, to process the nanocomposite material on an actual Meal Bag processing line to demonstrate manufacturing capability at production levels. A 114 kg masterbatch of the LDPE nanocomposite was compounded at Standridge Color Corporation (Greensboro, GA) that consisted of the LDPE resin, the MLS nanoparticles, and a compatibilizer. This master batch was shipped to Diversapack for use in the nanocomposite Meal Bag production run. An additional 295 kg of LDPE resin was used during the production run to ‘letdown’ the master batch to the 7.5% MLS loading requested in the nanocomposite bags. Control bags (no nanoparticles) were also produced during this trial in order to have a comparison between the nanocomposite and the control materials. Control bags and nanocomposite bags were produced at both the 150 μm and 280 μm thicknesses. Full characterization was performed on these bags and the results are reported in Table 15.4.
The nanocomposite Meal Bags had weak seal strength values due to the addition of MLS nanoparticles. The nanoparticles produced a rough texture on the surface of the bag that inhibited a uniform seal. The tear strength, from the addition of MLS in the 150 μm monolayer Meal Bags, was increased significantly in the transverse direction (TD), but decreased in the machine direction (MD), however, not as much in magnitude for the 280 pm nanocomposite Meal Bag. This is mainly due to the nanoparticles acting as stress concentrators during a tear. When they are orientated in the MD, they provide reinforcement to tearing in the TD and weaker tear strength in the MD. The dart drop impact resistance of the nanocomposite Meal Bags showed a decrease compared to the control Meal Bags. One potential explanation for this change in impact resistance is that nanoparticles act as nucleating agents that increased crystallinity, and therefore resulted in a decrease in the impact strength of the polymer.
15.3.5 Demonstration/validation – program plans
Although these bags were developed and proved to be promising for the military, a demonstration and validation program is currently being executed to transition this technology further. This study is supported by the Department of Defense Environmental Security Technology Certification Program (ESTCP) and includes the insect infestation studies, air drop study, storage study and field study of these Meal Bags in comparison with the existing Meal Bag. Under this study, nanocomposite materials have also been incorporated into the retort and non-retort pouches, to evaluate a complete nanocomposite packaging system. Research and development conducted under the US Army Solid Waste Reduction Program for the project Nanocomposites for Optimized Packaging Structures (NANOPS) program has led to initial airdrop testing of nanocomposite prototype pouches at Yuma Proving Ground (YPG). This initial work has provided the investigating team with preliminary data as well as experience for planning and executing future aerial delivery testing. Figure 15.9 is a representative photograph of an MRE™ bundle after it was dropped from 7300 meters during a test conducted on MRE™ nanocomposite Meal Bags in July, 2007. The tests indicated that the sealing parameters for closure of the nanocomposite MRE™ bags had to be modified as the nanoscale additives inhibited seal strength. Airdrop tests have allowed engineers to identify problems in prototype Meal Bag packaging and enabled them to optimize MRE™ packaging structures and designs to minimize failure.

In order to demonstrate and validate this new Meal Bag technology, a full-scale production run will be conducted and the packaging systems will be subjected to operational testing and evaluation. Meal Bags and MRE™ meals will be evaluated for resistance to boring insects commonly encountered in military storage facilities such as Red Flour Beetle, Tribolium castaneum (Herbst) (Coleoptera: Tenebrionidae); Sawtoothed Grain Beetle, Oryzaephilus surinamensis (Linnaeus) (Coleoptera: Silvanidae); Indianmeal Moth, Plodia interpunctella, (Htibner) (Lepidoptera: Pyralidae); Warehouse Beetle, Trogoderma variabile Ballion (Coleoptera: Dermestidae); and the Cigarette Beetle, Lasioderma serricorne (Fabricius) (Coleoptera: Anobiidae).
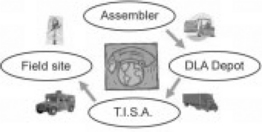
Distribution/transportation studies will also be conducted in order to accurately simulate transportation conditions that MRE™ rations typically encounter. Figure 15.10 shows a representative shipping cycle that MRE™ pallets might encounter within the military logistics system. The MREs™ will be shipped from the Assembler to a Defense Logistics Agency (DLA) Depot (e.g., Mechanicsburg, PA or Tracy, CA). After each shipment, statistical samples will be pulled and inspected for defects. The MREs™ will then be shipped to a Troop Issue Subsistence Activity (TISA) and, subsequently, to a field site.
In order to validate the acceptability and functionality of the prototype packaging from the soldier’s point of view, a field evaluation will be conducted with troops engaged in typical training scenarios. One Company of soldiers (ca. 125 soldiers) will be fed MREs™ during the training over a 4–6 day period. Each soldier will be issued meals, approximately half of which will be packaged in conventional packaging, and half will be packaged utilizing the nano- composite Meal Bag and nanocomposite ration component packaging (retort and non-retort pouches), to ensure that each soldier has repeat experiences with both. Data will be collected on a daily basis with the primary variables of interest including feedback from the participants on the Meal Bags and component packaging (e.g., ease of use, reports of damage). In addition, soldiers will rate the acceptability of the ration components, in order to determine any potential effects of packaging on soldiers’ perceptions of the foods. Based on the requirements of the field portion of the evaluation, consideration must be given to the climatic conditions in various locations. Table 15.5 lists locations and climatic conditions that occur during the calendar year. A field test will be conducted in 2010 at selected installations, depending on availability and choice of climatic conditions.
Table 15.5
Field testing candidate locations
| Climate | |
| Ft. Drum, NY | Summers: warm to hot and humid Winters: cold wet environment, ice storms |
| Ft. Campbell, KY | Spring: rainy season Summer: hot and humid Winter: mild |
| Ft. Benning/Ft. Stewart, GA | Spring: mild with rain Summer: hot/humid; rainy (afternoons) |
| Ft. Bliss, TX | Summer: hot and dry Winter: mild some rain, possible ice |
| Ft. Lewis, WA | Spring/summer: rain, temperate weather Winter: rain/snow/ice |
| Ft. Wainwright, AK | Summer: mild with some rain Winters: extreme cold, dry environment |
| Ft. carson, cO | Summer: mild Winters: mixed weather; cold, wet |
15.4 Future trends
Nanotechnology is being applied to military food packaging components, and nanocomposites show large improvements in barrier properties (resistance to water vapor/oxygen transmission) and physical properties such as tensile strength. Accordingly, nanotechnology could potentially be used to meet the shelf life and survivability required for existing combat ration packaging systems, thereby eliminating the necessity of the currently used aluminum foil laminates, while significantly reducing waste and costs of disposal and recycling. However, research over the past several years at NSRDEC has shown that the nanocomposite packaging for military rations cannot maintain the high barrier at elevated/high humidity levels. To be able to use the nanocomposite packaging for the military food pouches, further research is needed to develop a multilayer high barrier Meal Bag to meet this requirement.
Additionally, many menu items are removed from their retail packaging and re-packaged with a higher oxygen barrier film used with MRE™ ration components since the Meal Bag provides no barrier to oxygen permeability. If a nanocomposite Meal Bag provided a sufficient barrier to oxygen, standard retail packaging could potentially be used for some items and eliminate the need for re-packaging to satisfy this requirement. The benefits of this approach include:
• Source reduction through down-gauging the Meal Bag.
• Elimination of waste by using thinner Meal Bags and reducing the repackaging of commercial products.
• Improved food consumption for the Warfighter resulting from the use of retail packaging.
As stated previously, the current outer MRE™ Meal Bag is composed of 280 μm thick LDPE and it holds all the individual components. It is thick to resist burrowing insects. The LDPE bag provides a good moisture barrier, but it is relatively low in tensile strength and is a poor barrier to oxygen. Because of this, the current outer Meal Bag provides virtually no shelf life benefit to the package contents. If the outer Meal Bag provided a barrier to oxygen ingress, a lower barrier packaging of the individual menu items contained within the 280 μm outer Meal Bag would be required. Such a barrier Meal Bag, presumably made of nanocomposites, could be utilized as a tool for extending the shelf life of the items packaged within by extending the time it takes for the oxygen to affect the food.
15.5 Sources of further information and advice
1. US Army Natick Soldier Research Development and Engineering Center available at http://www.natick.army.mil (accessed 29 January 2010). More information on MREs™ available at http://www.mreinfo.com (accessed 28 January 2010).
2. The Strategic Environmental Research and Development Program. 13 January 2009 <http://www.serdp.org>.
3. , Polymer-Clay Nanocomposites January 2001. T.J. Pinnavaia, G.W. Beall. John Wiley & Sons Ltd, Chichester, West Sussex, England, 2001. [370 pp].
4. , Polymer Nanocomposites February 2006. Y.-W. Mai, Z.-Z. Yu. Woodhead Publishing Limited, Abington, Cambridge, England, 2006. [608 pp].
15.6 References
Ajayan, P.M., Schadler, L.S., Braun, P.V. Nanocomposite Science and Technology. New York: Wiley; 2003.
Crowder, T.A., Beekley, M.D., Alt, J., Buckley, C.M., Duffey, M.J. Effect of heavy loads during constant-speed, simulated road marching. Military Medicine. 2007; 172:592–595.
Froio, D., Lucciarini, J., Ratto, J., Thellen, C., Culhane, E., Developments in high barrier non-foil packaging structures for military rations. Proceedings of the Flexible Packaging Conference 2005, 2005. [Orlando, FL, 14–17 March 2005].
Koehler, F.A., Special Rations for the Armed Forces: Army Operational Rations – A Historical Background, QMC Historical Studies, Historical Branch, Office of the Quartermaster General, 1958. [Washington, DC].
Longino, J.C., (Col.) Rations in review. The Quartermaster Review. 1946. [May–June].
Meal Ready-To-Eat Assembly Specification, Acr-M-024, 2003. [5 November 03].
Military Non-Retort Pouch Specification, MIL-C-44072C, 2003. [12 February 2003].
Military Retort Pouch Specification, MIL-C-44073F, 2003. [12 February 2003].
Ratto, J., Lucciarini, J., Thellen, C., Froio, D., D’souza, N., The Reduction of Solid Waste Associated with Military Ration Packaging. Technical Report: Natick/TR- 06/023, Us Army Research, Development and Engineering Command. 2006.
Ratto, J., Lucciarini, J., Thellen, C., Froio, D., Niedzwiecki, J., Barkhouse, L.A., Lightweight and Compostable Packaging for the Military. Annual Technical Report to the Strategic Environmental Research and Development Program for Project SI-1479. 2007.
Schutz, H.G., Meiselman, H.L. History of food acceptance research in the Us Army. Appetite. 2003; 40(3):199–216.
Southern Clay Technical Bulletin: Cloisite 20a, Available at www.scprod.com.
Thellen, C., Orroth, C., Froio, D., Ziegler, D., Lucciarini, J., Farrell, R., D’souza, N., Ratto, J. Influence of montmorillonite layered silicate on plasticized poly(L-lactide) blown films. Polymer. 2005; 46:11716–11727.
United States Army Assessments, 2007. www.defenseindustrydaily.com
United States Disaster Medical Assistance Teams Newsletter, March 2004.
Us Army Natick Soldier Research Development And Engineering Center Pam 30-25 Operational Rations of the Department of Defense. 8th, 2008. [September].
Us Military Operational Rations Information. Website www.mreinfo.com, 2008. [(accessed 14 December 2008)].