Appendix D. Formal Safety Review Report for Example 10-4
RESEARCH MEMORANDUM
CHEMICAL ENGINEERING
SAFETY REVIEW FOR PILOT PODBIELNIAK
LIQUID-LIQUID EXTRACTION SYSTEM
AUTHOR: J. Doe SUPERVISOR:W. Smith
November 8, 1988
Summary
Chemical Engineering’s Podbielniak (POD) liquid-liquid extraction pilot system has been reassembled. It will be used to evaluate the water-washability of toluene. A formal safety review was held 10/10/88. Main action items from that review included (1) padding all vessels containing solvent with nitrogen, (2) grounding and bonding all tanks containing solvent, (3) adding dip legs to all vessels, (4) using elephant trunks at drum openings, (5) adding heat exchangers equipped with temperature gauges to cool hot solvent, (6) purging all vessels containing solvent with nitrogen before startup, (7) changing the emergency procedure to activate the spill alarm in the event of a spill and to trip the sewer isolation valve, and (8) adding receiving drums for all output streams containing solvent.
Subsequently, a few equipment changes were made during initial system checkout and test runs. These changes were made to enhance operability, not safety; for example, (1) the pump (P1) generated insufficient head and a stronger spring was installed; and (2) a light liquid in sample point, a few check valves, and additional temperature and pressure gauges were installed.
I. INTRODUCTION
A. Process summary
The following procedure is used to wash toluene in the equipment provided.
1. An appropriate amount of solvent is transferred from the solvent storage tank to the emulsion tank.
2. Water is added to the solvent to form an emulsion.
3. The emulsion is heated to 190°F.
4. The emulsion is separated in the centrifugal contactor (POD), which produces a stream containing water-soluble impurities and a stream of washed solvent.
B. Reactions and stoichiometry
No reaction takes place. As far as stoichiometry is concerned, typically one part water is added to one part solvent. Flow rates are based on a maximum of 1000 cc/min solvent to the POD.
C. Engineering data
Toluene has a vapor pressure of 7.7 psi at 190°F. System operating pressures are normally 40–50 psig around the POD, with pumps capable of delivering 140 psig. System temperatures are maintained between 190° and 200°F. Typical viscosities are under 10 centipoise at this temperature.
II. RAW MATERIALS AND PRODUCTS
A. Solvents
The most frequently used solvent is toluene. Toluene boils at 231°F but forms an azeotrope with water boiling at 183°F. Because this is below the system operating temperature, hazards are present because of flammability and volatility. In addition, toluene presents special problems from a personnel exposure viewpoint as a suspected teratogen.
To minimize hazards, the following precautions will be taken:
1. All vessels containing solvent are N2 padded and grounded.
2. All potential solvent exposure points will be in close proximity to elephant-trunk exhaust ducts for ventilation.
3. All product streams are cooled before discharge or sampling.
4. Colorimetric sampling tubes will be available for ambient air monitoring.
The possibility exists for using other solvents in the system. Safety reviews for each will be conducted as needed.
III. EQUIPMENT SETUP
A. Equipment description (sketches attached)
1. Emulsion tank: The emulsion tank consists of a jacketed, agitated 50-gal glass-lined Pfaudler reactor with N2 pad and relief valve. Emulsion is heated in the vessel by applying steam to the jacket. Temperature is controlled by means of a temperature-indicating controller that measures the temperature in the vessel. The controller modulates a control valve in the steam line to the jacket. Emulsion is circulated from the bottom of the reactor to the POD system and back to the reactor top by means of a Viking pump driven by a 2-HP 1745-rpm motor.
A slipstream is fed from this loop to the POD system. Pressure in this circulating loop is controlled by means of a backpressure controller located in the return line to the top of the reactor.
2. Solvent system: The solvent storage tank is a 75-gal stainless steel pressure vessel (112 psi at 70°F) with an integral sight glass, N2 pad, and relief valve. Solvent is pumped from the bottom of the storage tank to the emulsion tank. The pump is a Burks turbine pump driven by an XP rated, 3/4-HP 3450-rpm motor. A dip pipe is used to vacuum-charge solvent through a dip leg in the vessel where grounding and bonding is secured.
3. POD system: The POD system consists of a Baker-Perkins Model A-1 Contactor (that is, a Podbielniak centrifugal contactor) fabricated in stainless 316. A variable speed drive is capable of rotating the unit at speeds up to 10,000 rpm. The normal operating speed is 8100 rpm.
The solvent/water emulsion is heated in its subsystem and flows through a Micro Motion mass flow meter. The emulsion is fed to the POD, where the water and organic phases are separated. Through this contact and separation the impurities are extracted into the aqueous phase. This results in a relatively clean solvent.
4. Washed solvent system: The washed solvent tank is a grounded 55-gal drum. An elephant trunk positioned over the bung vents the drum to the exhaust system. Material fed to the drum is cooled from the POD operating temperature of approximately 190°F to 80°–110°F by a stainless steel heat exchanger.
5. Waste water system: The waste water tank is also a grounded 55-gal drum vented to the exhaust system. The heavy liquid out (HLO) stream from the POD system is cooled before discharge into the drum by a stainless steel heat exchanger. Disposal depends on the solvent used, its solubility in water, and environmental constraints.
B. Equipment specifications
1. Emulsion system
Reactor: 50-gal, glass-lined, jacketed Pfaudler
Agitator: Turbine, 3.6 HP, 1750 rpm, XP rated motor, variable speed drive
Circulating pump: Viking series HL124, 2 HP, 1745 rpm, XP rated motor
Micro Motion mass flow meter: stainless steel 316L, 0–80 lb/min mass flow range, accuracy of 0.4% of range, XP rated with electronics unit mounted separately in nonhazardous area.
2. Solvent system
Tank: 75 gal, stainless steel, rupture disc set at 112 psi
Pump: Burks turbine, model ET6MYSS; 3/4 HP, 3450 rpm, XP rated motor
3. POD system
POD: Baker-Perkins A-1 centrifugal contactor, 316 SS; maximum temperature, 250°F; maximum pressure, 250 psig; maximum speed, 10,000 rpm
Drive: Variable speed Reeves Motodrive, 935–3950 rpm, 3 HP, 1745 rpm motor, XP rated
Tank: 55-gal drum
Light liquid out (LLO) cooler: American Standard, single pass, SS, model 5-160-03-024-001; maximum temperature, 450°F; maximum working pressure, 225 psig shell, 150 psig tube
5. Waste water system
Tank: 55 gal drum
HLO cooler: Same as LLO cooler
IV. PROCEDURES
A. Normal operating procedures
1. Purge solvent and emulsion tanks with nitrogen by valves V1a and V1b.
2. If necessary, solvent and emulsion tanks are vented to elephant trunks and into the exhaust system through valves V2a and V2b.
3. Pull a vacuum (15 in Hg) on the solvent storage tank, and charge with solvent by sucking it from the appropriate drum. Check the tank level using the level glass. Periodically check the air for toluene by using colorimetric tubes.
4. Break the vacuum, and pad with nitrogen through valve V1a.
5. Make sure valve V3 is closed from the water head tank to the emulsion tank.
6. Charge the proper amount of softened water through valve V4 to the water head tank located above the emulsion tank.
7. Close valve V4, and pad the water head tank with nitrogen through valve V5.
8. Turn on the emulsion tank agitator.
9. Pump solvent from the solvent storage tank to the emulsion tank.
a. Line up valves from solvent storage tank through pump P2, to the top of the emulsion tank.
b. Start pump P2.
c. Stop pump and close valves when addition is complete.
10. Open valve V3, and add water in the head tank to the emulsion tank. Close valve V3 when addition is complete.
11. Establish circulation in the emulsion system.
a. Close valve V6 on the feed stream to the Micro Motion mass flow meter.
b. Line up valves from the bottom of the tank to pump P1 and from the return line back to the top of the vessel.
c. Start pump P1.
d. Open steam flow to the jacket of the feed tank.
e. Bring emulsion up to temperature (190°F).
12. Turn on cooling water to the solvent (LLO) discharge cooler and to the aqueous (HLO) discharge cooler.
13. Line up valves on the HLO and LLO streams from the POD to the coolers and to their respective waste tanks.
14. Open valve V10 to fill the POD.
15. Start the motor for the POD and slowly bring up to the desired rpm.
16. Open valve V6 to begin emulsion flow.
17. Adjust flow to obtain desired rate on Micro Motion flow meter.
18. Control backpressure on the POD LLO and HLO streams by adjusting valves V11a and V11b, respectively.
19. Samples can be obtained from the LLO stream via valve V12a and from the HLO stream via valve V12b.
20. To shut down the POD after a run has been completed:
a. Close valve V6.
b. Reduce pressure on the LLO stream (valve V11a), and slowly reduce rotor speed.
c. Turn off POD motor.
d. Close valve V10 after the rotor has stopped.
e. Shut down emulsion system.
f. Shut off steam and cooling water.
B. Safety procedures
1. The safety concerns unique to this operation are:
a. The solvent used is volatile and flammable and is also being used at a temperature above its normal atmospheric boiling point.
b. The materials are all hot (190°F or greater) and capable of producing thermal burns.
c. Toluene presents a special handling problem because of potential health hazards.
2. The specific procedures to be followed to minimize the risks associated with the above are:
a. Flammable solvents
1. Solvents are exposed to atmosphere only with adequate ventilation.
2. Solvents are transferred into and out of the system only when cold. Do not operate if coolers are not functioning properly.
3. All solvent-containing process vessels are N2 purged and maintained under N2 pad or blanket.
4. Vapors containing solvent are vented only to the exhaust ducts, never into the worker area.
5. Initial opening of sample and product valves to atmosphere is done slowly to avoid flashing.
6. All transfers of solvent-containing streams to or from drums are done in accordance with accepted bonding and grounding procedures.
7. All equipment is electrically grounded.
b. Hot material
1. Avoid contact with hot process lines and vessels. Most lines are insulated for personnel protection.
2. Wear gloves when working on potentially hot equipment.
3. Periodically check stream temperatures and cooling water flow to ensure that coolers are working properly.
c. Health hazards (toxicity, etc.)
1. Handle potentially hazardous material only when material is cool and when adequate ventilation is present.
2. Periodically check operating area for leaks with colorimetric tubes.
3. Repair any leaks immediately.
3. Emergency shutdown
a. Close solvent valve at bottom of solvent storage tank (if open).
b. Shut off solvent pump P2 (if operating).
c. Close valve at bottom of emulsion tank.
d. Shut off emulsion pump P1.
e. Shut off steam to the emulsion tank jacket.
f. Shut down POD drive system.
4. Fail-safe procedures
a. Steam failure: No negative consequences.
b. Cooling water failure: Shut down system.
1. LLO to washed solvent drum will flash and be sucked into vent system.
2. HLO to waste drum: Some solvent may flash off and be sucked into vent system.
c. Electrical failure: Close HLO and LLO valves to protect the unit while it coasts to a stop.
d. N2 failure: Stop any operational procedures.
e. Exhaust system failure: Shut down system.
f. Pump failure: Shut down system.
g. Air failure: All steam control valves fail closed. All cooling water control valves fail open.
5. Spill and release procedures
a. Solvent spill: Follow hazardous spill response as outlined in Safety Manual.
1. Sound alarm and evacuate if warranted (for example, large drum quantity spill or hot solvent spill).
2. Vent system on high speed.
3. Trip sewer isolation valves.
4. If safe to do so, isolate equipment and ignition sources, and absorb or dike the spill.
5. Allow excess to evaporate. Check area with explosimeter and colorimetric tubes. Do not enter explosive atmosphere.
6. When safe to do so, sweep up any absorbent material into waste drums for proper disposal.
7. Consult with Environmental Department if material is trapped in sewer system.
C. Waste disposal
The washed solvent is collected in drums for disposal. The aqueous stream, after analysis, can be sent directly to the publicly owned treatment works (POTW). Limits have not yet been set for dumping versus waste disposal in drums. If the solvent being used is a regulated substance (such as toluene), drum disposal of the HLO may be the only acceptable way.
D. Cleanup procedure
Minor spills are soaked up with absorbent material and disposed of in drums. Equipment is washed with hot and/or cold water as necessary.
V. SAFETY CHECKLIST
______ Purge emulsion tank with nitrogen, fill, establish nitrogen pad.
______ Purge solvent storage tank with nitrogen, fill, establish nitrogen pad.
______ Purge washed solvent tank with nitrogen, establish nitrogen pad.
______ Check cooling water flow in two coolers.
______ Vent system operational.
______ Availability of absorbent material and disposal drum.
______ Availability of impervious gloves, goggles/face shield.
______ Sniff area with colorimetric tubes for hazardous solvents.
______ Availability of air line hood.
______ Check all drums for proper grounding.
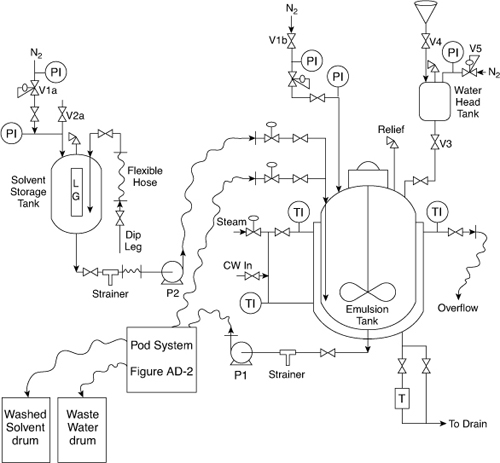
Figure AD-1. Podbielniak extraction system.
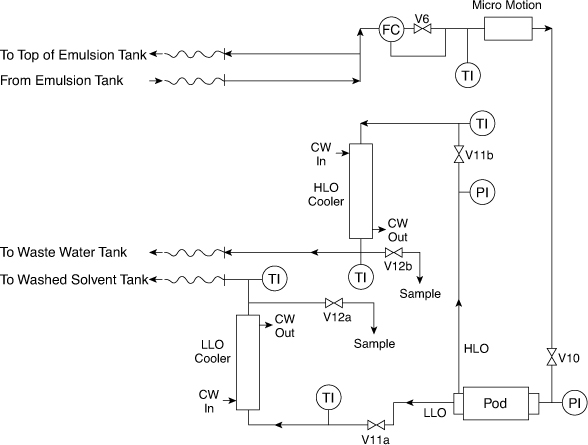
Figure AD-2. Piping diagram for Podbielniak solvent water wash system.
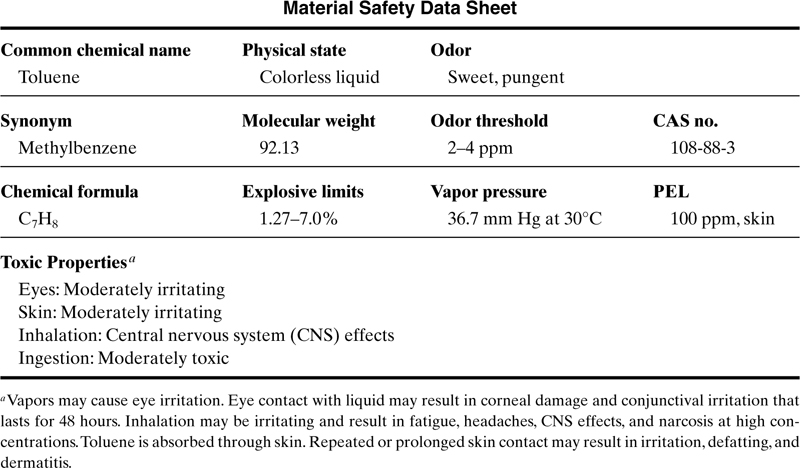
Occasionally, chronic poisoning may result in anemia, leukopenia, and enlarged liver.
Some commercial grades of toluene contain small amounts of benzene as an impurity. Benzene is an OSHA-regulated material.
Personal protection
Goggles, impervious gloves, protective clothes and shoes are recommended. Chemical cartridge respirators are sufficient for routine handling. Air-line respirators or self-contained breathing apparatuses are recommended for high concentrations.
First aid
Eyes: Flush thoroughly with water. Consult a physician.
Skin:Wash affected areas with plenty of water. If irritation persists, get medical attention.
Inhalation: Remove to fresh air. Aid in breathing if necessary. Consult a physician.
Ingestion: If swallowed, do not induce vomiting. Call a physician immediately.
Special precautions/considerations
This is a flammable liquid. The flash point is 40°F and should be handled accordingly. During transport and storage, protect against physical damage. Outside or detached storage is preferable. Separate from oxidizing materials.