CHAPTER 5
The Unusual EPC Lump‐Sum Strategies
As discussed in Chapter 3, the primary contracting strategies account for about 90 percent of industrial projects. But there some other strategies that have been developed to address some of the problems that bedevil the standard EPC and split forms. Most of these strategies are FEPC strategies that take single contractors all the way from the beginning of FEED (or even a bit earlier) through the end of construction (and may include startup as well). All of these unusual strategies are “continuity strategies,” which is a feature that makes them attractive to owners who worry about being capable of managing transitions.
The following are the unusual EPC‐LS strategies:
- Functional specification contracts (also called duty specification or performance specification contracts)
- Design competitions
- Convert to EPC lump‐sum (also called convertible contracts)
- Guaranteed Maximum Price (GMP, also called not‐to‐exceed [NTE] contracts)
Of course, there are compelling reasons why these contract approaches have remained niche applications in the industrial sectors rather than mainstream. Some relate to difficulty of use and others to very specific market situations. All of these unusual strategies have some strong advocates, even in situations in which they are not appropriate. Because they will be recommended from time to time, it is important to understand what the approaches entail and their strengths and weaknesses. That is our task in this chapter.
Functional Specification Contracting (Duty Spec)
At the beginning of Chapter 2, we described the typical owner stage‐gated front‐end development process. After the business case for a capital project was developed, an owner team is assigned to develop the scope of the project. In duty spec contracting, the owner team does a very basic description of the need and requirements that the capital project is intended to fill. The team specifies all needed details about location of facilities and in the case of on‐shore projects may provide any site‐specific soils and logistics information available, but usually not as Rely Upon.1
In duty spec contracting, the owner must be very clear about what the functionality requirements are for the facility, including capacities, precise product requirements and detailed specifications, range of feedstock specifications, operational performance, operating personnel and other operating costs, uptime requirements, turn‐down requirements, startup and shutdown, etc. Any needed feature of a facility that is not included in the specification document will become a potentially expensive change later. At the same time, the owner must take care that all of the hoped for bidders can deliver a facility with the specified characteristics. Specifications that can be realistically met by only one or two providers defeat the purpose of a functional specification approach by creating a noncompetitive bidding situation.
When the specification is complete, the owner issues an invitation to bid to the providers of this sort of facility in the market. As implied in the last sentence, this entire approach to industrial contracting is premised on there being a developed set of providers in the market. As a consequence, duty spec contracting is generally confined to very standard facilities, such as air separation, nitric and sulfuric acid plants, natural gas cleanup facilities where the gas composition is very common, hydrogen manufacturing units, certain petrochemical units such as ethylene, plain vanilla office buildings, and so forth. It is also commonly employed in a set of offshore oil and gas production facilities called floating production, storage, and off‐loading (FPSO) platforms.
The bidders respond with a lump‐sum price for delivering a project that fully meets the duty spec requirements in a given period of time. In their bids they provide the details of their offering and often how and why it is superior to others in the particular application at hand. Beyond the requirements of the ITB, the owner has no rights to stipulate the technology, equipment, or execution and development approach. Duty spec contracts will often include performance warranties with penalties associated with underperformance. Duty spec is the most “owner hands‐off” of all contracting approaches.
Duty spec projects can be very large or quite small. In oil and gas production, the average FPSO duty spec contract is more than $1 billion. So too are ethylene plants done on duty spec. At the other end of the spectrum, many “package plants” done on a duty spec basis are less than $50 million. Duty spec projects are also more likely to be “build‐operate‐transfer” projects than nonduty specs. The contractor may operate such a project for a year or more to shake out any bugs before transferring the asset to the owner. And some projects are leased assets or even build‐operate contracts in which the owner pays a fee for product on a unit basis and never owns and operates the asset.
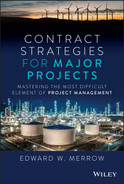
Results for all of the contract types discussed in this chapter and the next will be presented in the format shown in Figure 5.1. The first three bars show the competitiveness of the contract approach in terms of capital cost effectiveness, execution schedule effectiveness, and cycle time effectiveness, along with the variation around each outcome. The fourth and fifth bars show the cost growth and schedule slip outcomes for the contract type and the variation for each. The measure for those two outcomes is on the right‐hand vertical axis. We maintain the same axes throughout all in order to provide easier comparison.
As shown in Figure 5.1, the term average doesn't mean very much for duty spec projects—their results are all over the place. The most cost‐effective duty spec projects in our database were less than 70 percent of industry average cost. One of those projects was $3.8 billion project, meaning that the owner saved a billion dollars relative to industry average. Another duty spec was a $2.7 billion project that cost more than double the industry average. Almost all of the lack of cost competitiveness in functional specification projects was associated with cost growth (Pr.|t|<.001), and cost growth was very strongly associated with schedule slip (Pr.|t|<.0001).
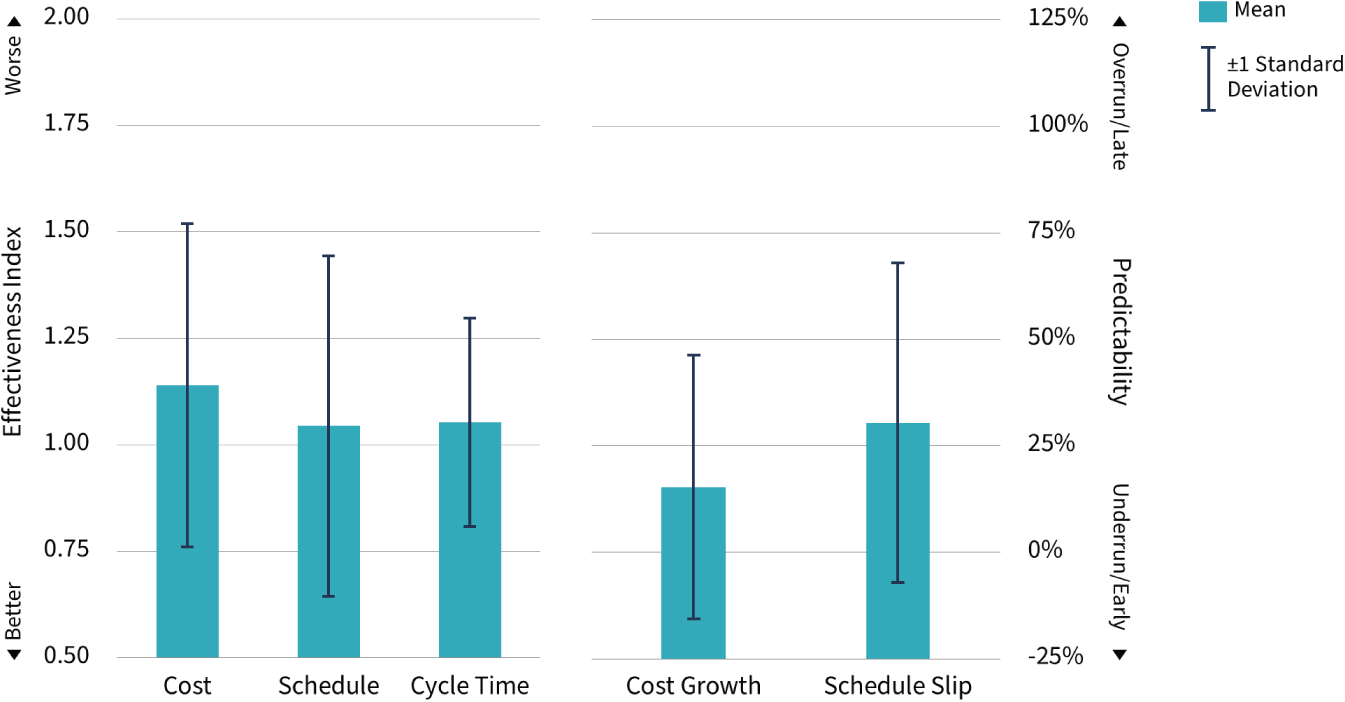
FIGURE 5.1 Functional specification project results are highly variable.
The point is that from the owner's perspective, there are very good duty spec projects, and there are horrible duty spec projects. So what determines which is which? Changes are the key problem. A duty spec contract is premised on the assumption that the market provides a complete solution for the given owner requirement. If it does not, duty spec is not an appropriate strategy for the need. Second, duty spec contracting assumes that the owner will be satisfied with the solution put forward by the winner of the duty spec competition as long as it fulfills the requirements in the specification document. However, one of the things we have learned over the years is that some owners are never satisfied with any solution that does not have their fingerprints all over it. I plead with such owners to not use duty spec contracting, but they don't always listen. They never end up happy.
When examining the outcomes shown in Figure 5.1, note that the duty spec projects end up at about industry average speed, but feature a 30 percent slip in execution. This tells us that when owners use duty spec contracting, they believe (or at least hope) that the project will be much faster than industry average. Sometimes the owner believes the contractor will skip FEED, but in fact they have to do the FEED. But there is some basis for believing duty specs should be faster. If a contractor is offering a technology solution they have executed many times before, that should provide much better speed than the usual development process. It often does. But if the owner changes the requirements, much of that speed is lost, which creates much of the schedule slip. And, of course, duty spec projects are as subject to unpleasant surprises in the market conditions as any other type of project.
Finally, if a duty spec project is to be a part of a larger project, which is often the case, it is important to try to shield the duty spec project from any interference from the larger effort. This is often difficult to do. The contract terms and conditions become important in such cases in determining who loses money—the owner or the contractor. If the contract does not clearly state that interference is the owner's risk, the contractor can face a sizeable loss. It is my impression that duty spec contracts end up in arbitration or court more than any other contractual form.
So, duty spec is a workable and even efficient contracting strategy if all of the following apply:
- The market offers a complete solution to the owner's need with at least three or more providers of solutions.
- The functional specification document has been carefully crafted to include all owner requirements.
- The owner is disciplined enough not to “dabble” with the winning contractor's solution.
- It is reasonably certain that the duty spec project can be isolated from other owner or third‐party projects and activities going on around the duty spec scope.
- Finally, at the end of the project, it must be straightforward to measure and test whether the project has achieved the functionality required in the specification. Any ambiguity here opens the door to endless wrangling about whether the facilities are acceptable.
Design Competitions
Design competitions are the most elegant of all EPC‐LS strategies for industrial projects. A design competition has the owner develop the scope in FEL‐2 in the normal fashion, but then instead of selecting a contractor to execute FEED and prepare an ITB for bidding the project competitively, the owner hires two or more contractors to develop FEED that will result in competing EPC‐LS bids by those contractors. The winning FEED contractor will then execute the EPC‐LS.2 We have only 24 true design competitions in our sample, but their results are so uniform that statistical significance of the results in not in question. Like functional specification, design competitions are often used for large projects. The largest in our dataset is in excess of $10 billion.

FIGURE 5.2 Design competitions produce excellent projects.
Figure 5.2 shows the results of the design competitions. The projects were highly cost effective.3 Only 3 of the 24 projects cost more than industry average, and only 1 of the 24 projects cost more than 20 percent above the industry average. They average no cost growth, and most projects underran by a few percent—just part of owner's contingency not used. They were execution schedule effective and cycle time effective. Their only flaw as a group is that they average a 20 percent slip in execution schedule, about 3 percent more than the overall average.
To progress a design competition, the owner needs to prequalify the EPC contractors that have the capability to execute his project. Rather than the standard prequalification routine, the owner usually enters into direct discussion with the contractor about whether they are willing to enter the design competition and the rules that will apply. One of the important rules is that the contractors must be willing to sign a contract that will bind the contractor to the terms and conditions for both FEED and execution and startup if the project is turnkey. After the competing FEED contractors have been selected, the owner provides a separate fully staffed owner team to each FEED competitor. There is supposed to be full separation of the teams from each other—the term Chinese wall is often used. This is so that any ideas or technology that a FEED competitor considers proprietary will be protected.4
The provision of separate owner teams is a necessity for design competitions and sometimes induces the owner to have only two competitors. As shown in Figure 5.3, more than two competitors is the rule, and sometimes as many as five have been used.
There are several important advantages to design competitions. First, they eliminate one of the worst features of EPC‐LS projects—the long bidding cycle between the end of FEED and the start of execution. In FEED competitions, the winner starts execution immediately; there is not even a negotiation of the contractual provisions needed because they have all been agreed to when the original contract was signed.
Second, design competitions usually meet the legal requirements in those countries where competitive bidding is required for contracting. In those cases, at least three FEED competitors are required and occasionally more. As shown in Figure 5.4, having more competitors is associated with better cost and execution schedule performance even though it means footing the bill for more FEEDs. Recall that the FEED costs for all competitors are included in the capital costs in our analysis.
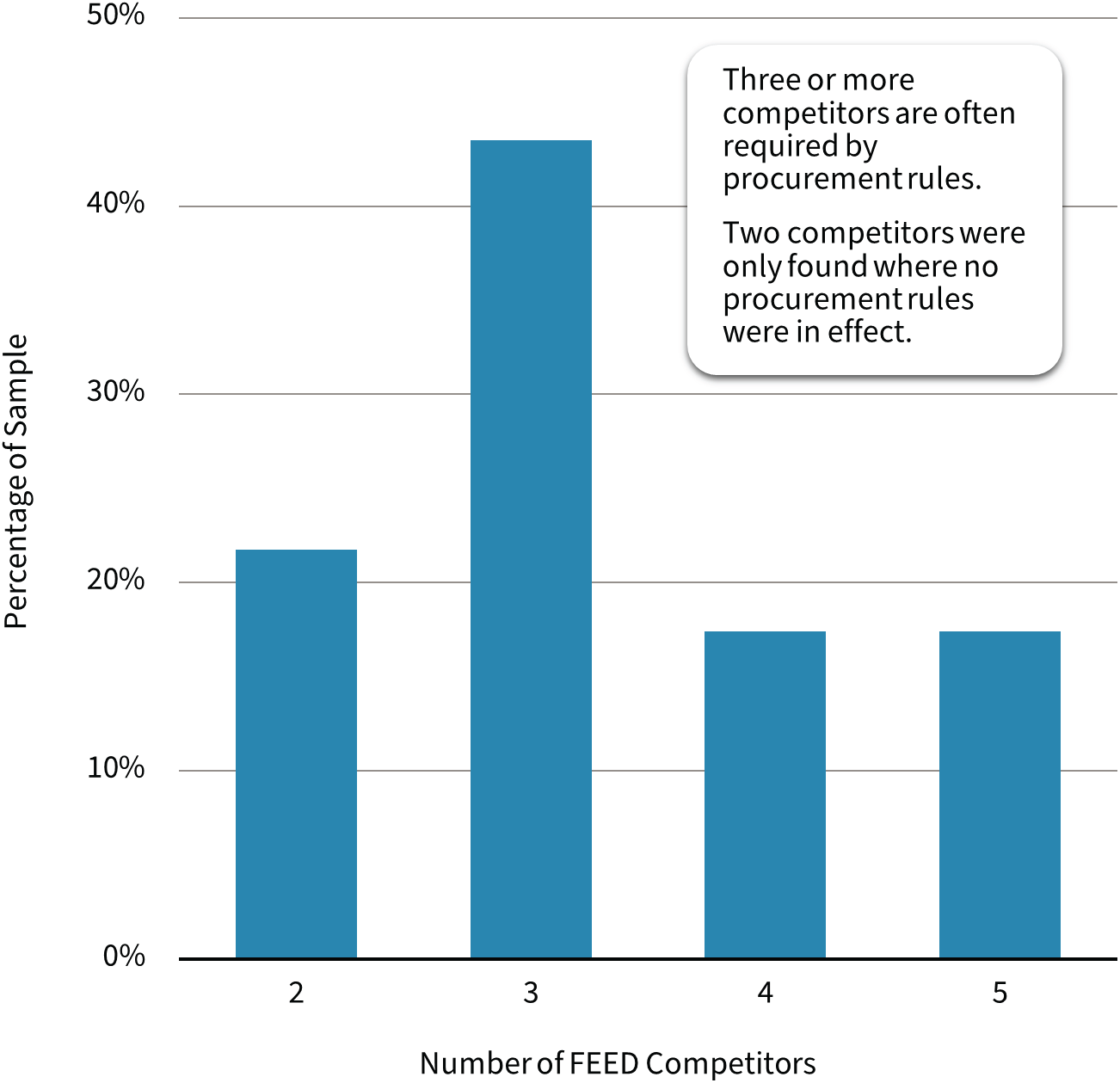
FIGURE 5.3 Most design competitions include three or more competitors.
Third, in almost all cases, design competitions result in very complete FEEDs, which is one of the keys to project effectiveness. And there is no two‐ to three‐month FEED review period at the start of execution. The period the owner needs to review and compare FEED packages is minimal as the owner project team has been working closely with each contractor as the FEED work progressed. This ensures that the bids will follow a uniform format making bid tabulation easy. Finally, there is no possibility of the execution contractor having any basis for change orders or claims based on the inadequacy of the FEED work.
FIGURE 5.4 More players improve design competition results.
There were two bad projects in the set of design competitions, and both projects illustrate some of the things that can go wrong. The first was a project of about $400 million. The owner employed only two FEED competitors but with the stipulation that the loser would be reimbursed for only $1.5 million of his costs while the winner would be fully reimbursed.5 For reasons unexplained (and perhaps inexplicable), this was thought to be an incentive. But the project was schedule driven by the owner who cut the FEED competition short and told the competitors to produce a bid, which they did. The project was awarded to the lower bidder, but the fact that the FEED work was not complete meant that the contractor had justifiable change orders and claims. The project ended up very late with a great deal of cost growth and was about 16 percent more expensive than industry average.
The other failed project was far worse. Unlike the previous bad project, this one was a megaproject. It is also the one project with very poor cost results among the design competitions. Again, the owner decided to go with only two FEED competitors. Toward the end of FEED, one of the competitors withdrew from the competition, citing too much other work. The remaining competitor was now sole source and declined to continue on an EPC‐LS basis, demanding and getting an EPC reimbursable instead. The owner decided they were better off going reimbursable because putting the project out for bid would cost them at least 18 months and they would have to depend on their remaining contractor to prepare the ITB. The project proceeded to overrun by nearly 50 percent and ended up 80 percent over industry average cost. It was a debacle for the owner but a huge windfall for the contractor.
What are the lessons? For both projects, go with three or more competitors, not two. For the first project, however, FEED competitions are not suitable for schedule‐driven projects! The whole purpose of a design competition is to get a rock‐solid EPC‐LS bid based on a rock‐solid FEED. Cutting FEED short undermines the entire rationale. I almost think the lesson learned for the project is the old lesson “Don't be stupid anymore!” For the second project, the owner did experience some bad luck. But failing to take the time needed to develop a third and possibly a fourth competitor was very short‐sighted. Ironically, one of the potential competitors they excluded “because they don't do FEED” was the winning competitor in a FEED competition two years later for a similar scope and performed very well. Alas, it was for a different owner.
Should the owner pay 100 percent of the losers' costs? Some owners try to run design competitions without fully paying the losers. There is no reason to believe that paying only the winner's full cost acts as an effective incentive. More importantly, when the contractors are spending out of pocket, they are much more likely to skimp rather than do the work thoroughly. We see this problem repeatedly in public‐sector infrastructure projects in which competing contractors are given a “stipend” that is far less than the needed cost to complete the equivalent of FEED. The slight added cost of fully paying for the work (up to a ceiling, obviously) seems like an excellent investment. Remember the principle: owners are from Mars; contractors are from Venus. Owners are heavily capitalized; contractors are not.
If design competitions are so effective, why are they so uncommon? Two reasons have been offered when we ask that question—one a pretty solid reason and the other moronic. The solid reason is the owner just does not have the needed personnel to field three FEED teams for a single project. Owner organizations are often too lean to staff the projects in their portfolio even once, much less more than once. For the 9 to 18 months of FEED, design competitions do consume a lot of owner talent. That puts design competitions out of reach for many owners except during down cycles.
The moronic objection we hear much more often than one would hope is when the business sponsor rejects the idea of a design competition saying “I'm not paying those [expletive] contractors more than one time to do FEED. Do you take me for an idiot?” It's probably best to bite your tongue.
Design competitions are the most underemployed of contract strategies. Just like the split strategies, they do not degrade as projects get larger. Unlike the split strategies, they do not require the owner to deeply understand construction management. And unlike traditional EPC‐LS, they have good cycle time performance while providing excellent cost, schedule, and quality results.
Convert to EPC Lump‐Sum (Convertibles)
Convert to EPC lump‐sum is a form of FEPC contract that starts as a reimbursable contract in FEED and contains the option contractually to convert at one or more points to EPC‐LS. Generally, when an owner selects a convertible form, it is with the expectation that conversion will occur at the designated point. The most common expected conversion point is after “second model review” when final HAZOP6 has been completed and any changes from the HAZOP are incorporated into the design. This is at about 60 to 70 percent design complete. At that point in the development of a project there should be essentially no further change. It is, therefore, a good point at which to ask the contractor to provide a lump‐sum amount to complete the project. In almost all cases, the contractor's estimate is to be “open book.”7 The convertible contract could have the conversion to lump‐sum occur at other points as well. We have examples of intended conversion at the end of FEED and intended conversion at the end of detailed engineering.
This convertible strategy should not be confused with the practice of bidding construction packages on unit rates and then converting those bids to lump‐sum when the quantities to be installed are fully defined after the given area of engineering is complete. The construction contractor knows that conversion to lump‐sum is possible or certain and that it will be done by formula. The bidding of unit rates to convert to lump‐sum construction is done to reduce the bid‐to‐award time and mitigate any delay.
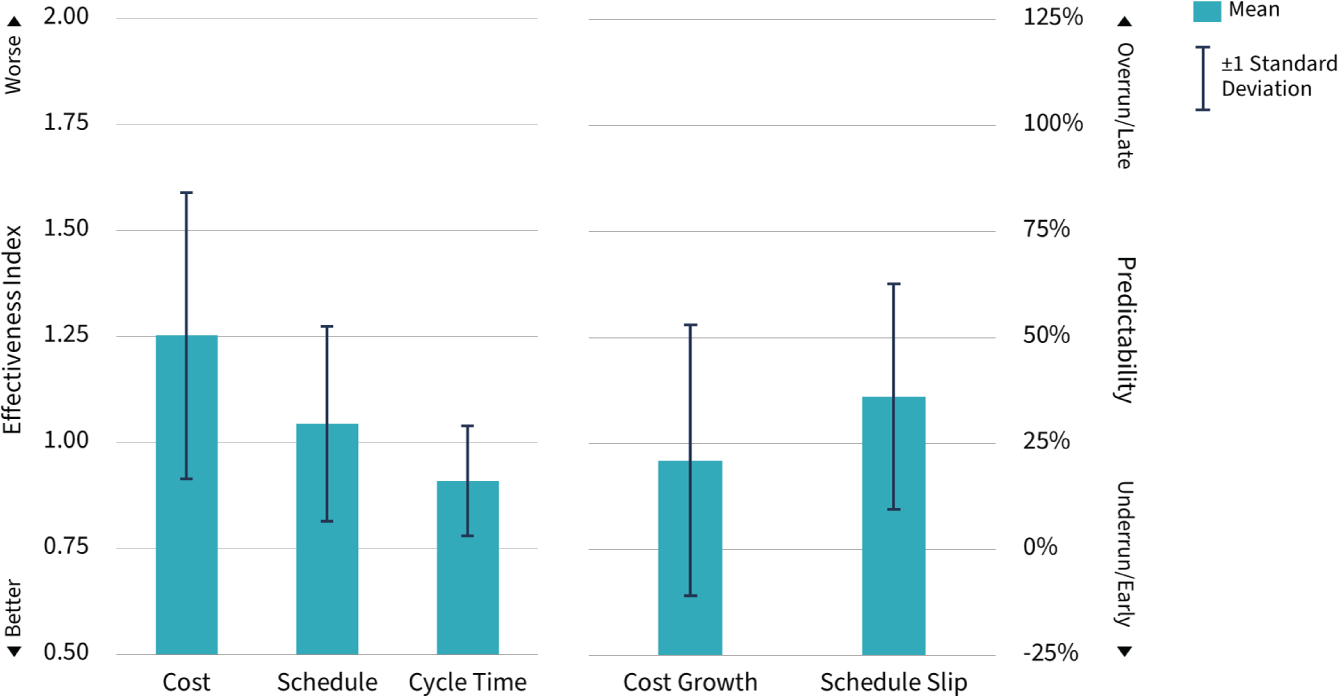
FIGURE 5.5 Convert to EPC lump‐sum is a problematic strategy.
Figure 5.5 shows the results of convertible contracts in our data and reflects our general experience with convertibles as well. Convertibles tend to produce very expensive projects. They also suffer a good deal of cost growth, which tends to occur early in a project if the conversion ultimately happens and later if it does not. The convertible projects tend to have good cycle time performance, which is generated from abnormally fast front‐end loading.
Convertibles display more execution schedule slip than any other form at over 36 percent. Much of the slip is generated by grossly unrealistic execution schedules. The schedule forecast at FID was about 80 percent of industry average, but ironically the convertibles were not made up of schedule‐driven projects; they are about average in that regard with only about a third being schedule‐driven. Very poor front‐end loading facilitated the optimism in the schedules.8 Convertibles were less likely than other contract approaches to complete FEED (Pr.|t|<.03). Poor FEL also generates part (but only part) of the cost growth.
Key Problems in Convertible Contracting
The principal‐agent problem comes to the forefront when we think about convertible contracts. The principal‐agent problem is the reality that the interests of owners and the interests of contractors are never, I mean never, perfectly aligned. Convertibles are an FEPC contracting model. The contractor who will execute the project executes FEED and with it the estimate and schedule for execution. Control of the FID estimates and schedules is no different than the situation in EPC‐R and EPCM contracting approaches.
The big issue with convertibles is that the contractor always in fact controls the conversion decision. The contract provisions say that the owner controls the decision. The contractor, who has been with the project from the end of scope development, understands the owner's “pain point” for conversion. Above a certain amount, the owner will consider the conversion amount too high. But in most cases the owner is not in a position to either control the field execution as a reimbursable or exercise its “off‐ramp” to switch to a different contractor. The result is that the project proceeds to convert to lump‐sum at a high cost point or continues on as a reimbursable with poor controls. Either result is poor for the owner.
Exercising the “off‐ramp” option is really difficult. If conversion was supposed to occur at second model review, but the owner wants to switch to different contractors for construction, the contract normally requires that the original contractor complete engineering and procurement of engineered materials. That means the contract must have fully defined all of the engineering and procurement deliverables to a very complete degree, and the owner has devised a mechanism to encourage or require that the contractor complete the engineering and procurement work in a timely fashion. That would require, for example, target hours for engineering and procurement after which contributions to overheads would be withdrawn plus provisions such as forfeiture of a letter of credit for abandoning the project.
In our experience, owners rarely have written the convertible contracts well enough for the off‐ramp to be taken gracefully. The owner is often in the unenviable position of having to select the least bad of a set of bad options. Devising an effective off‐ramp at the end of FEED would be relatively easy but rarely would the owner want to exercise at that point. Any later exit is very problematic, including at the end of detailed engineering because work in the field should have already begun in earnest. That would then require an awkward field construction hand‐over.
Owners entertain the possibility of using convertible contracting because it appears to offer the best of all worlds—complete contractor continuity for the project plus an EPC lump‐sum. It appears very plausible but on close inspection rarely works out the way the owner expects. All this is especially painful because convertible contracting is most often employed on difficult large projects, which are already prone to failure. Often the owner had tried to secure contractor interest in an EPC‐LS competition, found no takers, and went to a convertible as a backup strategy. It should not be considered a viable fallback strategy. Convert to EPC‐LS is the only contracting strategy that I would never recommend to an owner under any circumstances. They are just too difficult to control.
Guaranteed Maximum Price (GMP)
A GMP is an FEPC form with a ceiling on cost excluding cost generated by owner changes or contract‐specified additional items. It is an (F)EPC reimbursable on the downside of the agreed price and an EPC‐LS on the high‐side of the strike price. Outside of payment scheme, GMPs usually carry the terms and conditions associated with reimbursable contracts, rather than EPC‐LS. For example, liquidated damages for delays are not used, and the liability framework is like a reimbursable.
GMP is an uncommon industrial project strategy; we have only 32 in our dataset. Three quarters of those projects come from pharmaceuticals or consumer products. The contract form is only common in those sectors. The GMP projects in our dataset are the smallest with the median cost of only $50 million. No megaprojects employed the form. Most of the GMP projects were relatively simple projects.
The immediate question that one normally gets about GMP is why would a sane contractor accept a contract with only downside risk? The simple answer is they wouldn't on any project they deem significantly risky from a cost perspective. The outcomes of GMPs in Figure 5.6 support this view.
The GMPs were slightly expensive with an average cost index at 1.07, and they were unusually predictable in cost. The average project had no cost growth or underrun with a modest 10 percent standard deviation. When the projects did overrun, it was mostly for things that would be added to the cost ceiling, such as owner changes. Owners must remember that the GMP cost ceiling gets raised for every owner change made after the “maximum price” is set. There were no reports of contractors losing money on GMPs, which is very different from EPC‐LS. The projects were also efficient users of time, with reasonable schedule competitiveness and relatively little schedule slip.
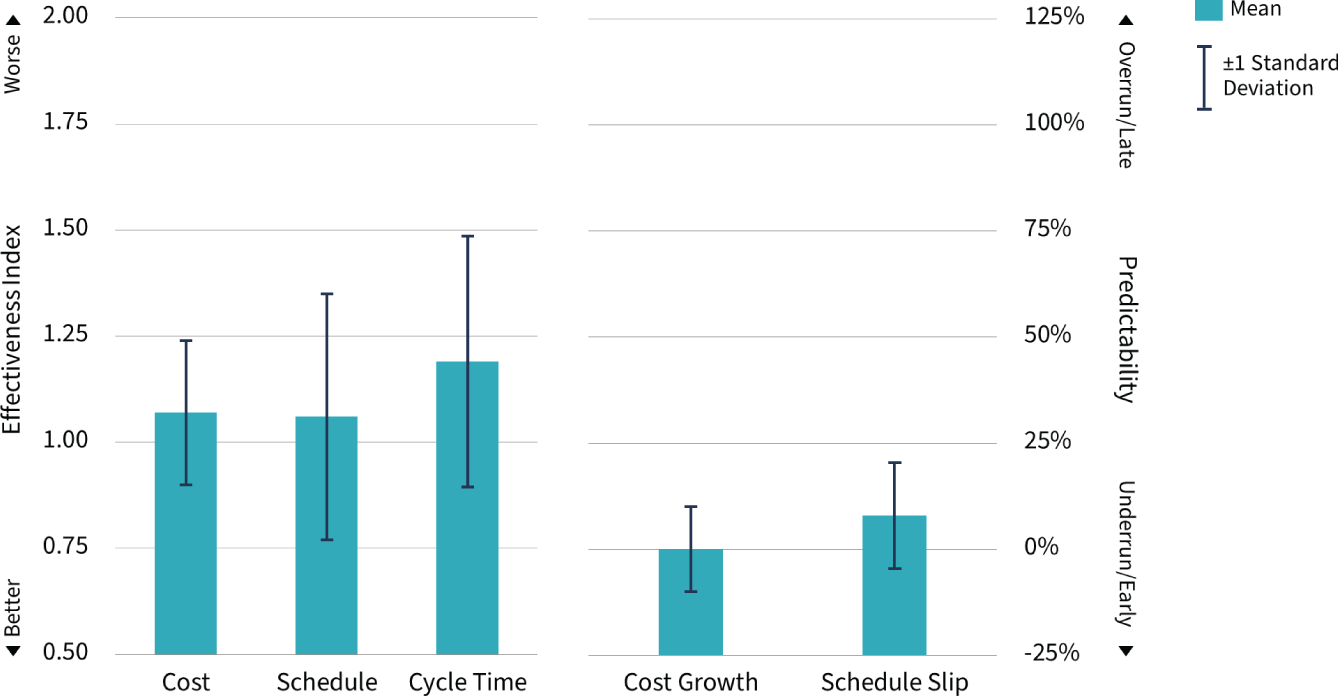
FIGURE 5.6 GMP is cost predictable.
There is an aspect to our set of GMPs, however, that is a bit misleading. Most of the projects were done by contractors that had a very close long‐term relationship with the owner. In addition, this is an FEPC form, which is to say that the contractor developed the cost estimate. Like most other FEPC forms, the estimates were somewhat generous, and the contractor was quite confident that the project could be done for the amount in the GMP or they lobbied for a different contract type. In other words, there is a substantial amount of self‐selection going on in this form. Because the GMP projects were often repetitive, the projects (and the contractual relationship) likely benefit from some degree of learning curve.
Because a GMP is an FEPC form, there is at least opportunity for the contractor to take advantage of the situation, so why is the principal‐agent problem not costing the owner more money? First, remember that the GMP projects are small by industrial standards. Smaller projects are more transparent to the owner and therefore less subject to the principal‐agent problem. The second important reason is because of the long‐term owner/contractor relationships. When an owner and a contractor work together on projects over a number of projects, a “normal” relationship between a supplier and a buyer of professional services can take hold. By a normal relationship, I mean a relationship in which the contracts are self‐enforcing. Neither owner nor contractor seek to take advantage because the relationship is working for both parties, and the only way for it to keep working is for neither to take unfair advantage. That is the way things are supposed to work. Engineering and construction service relationships are the exception in the world of professional services generally. Engineering and construction services contracts are often not mutually self‐enforcing because the provider (the contractor) feels that every assignment is a “one‐off” engagement and that the quality of work on this project will have only the slightest effect on whether the next assignment is won. This situation is the norm on large projects in particular.
The tendency for large project contracting to be one‐off and therefore not a self‐enforcing relationship has not always been the case in industrial projects. Thirty years ago when owners had much stronger in‐house project organizations, those organizations kept careful track of the performance of the various contractors with whom they worked. Every engagement was carefully rated, and those ratings played a key role in the selection for the next project. As owner project organizations weakened and other functions, such as procurement, encroached on contractor selection decisions, the relationships between owner and contractor became progressively transactional. The transactional nature of industrial contracting substantially exacerbates the principal‐agent problem by removing from the contractor the single most important incentive to do the best possible work and not exploit the situation: the desire for more work.
Summary
The unusual EPC lump‐sum contracting options run the full gamut in terms of outcomes, from very good in the case of design competitions to distressingly awful in the case of convert to lump‐sum. How they turn out is largely governed by the way the principal‐agent problem plays out for the different strategies. Among the unusual EPC‐LS strategies, the only one that does not suffer from the one‐off transaction problem is GMP. It is important to remember, however, that GMP, when not employed in the context of an ongoing owner/contractor relationship, will also be subject to the principal‐agent problem, especially for large projects.
I believe that most owner project organization managers are acutely aware of the non‐self‐enforcing nature of most contract forms and have tried various alternative approaches to mitigating the problem, but with only limited success. The use of incentives in contracts is one example, which we will discuss in Chapter 8. Another is the use of “collaborative contracting” approaches such as integrated project delivery/alliancing, long‐term partnering, and what we dub “repeat supply chain.” We discuss those in the next chapter.
Notes
- 1 Rely Upon is a legal term of art indicating that the contractor need not verify the information for purposes of making their bid and that risk associated with any errors in the information remains with the owner. In the event that the Rely Upon information is incorrect, the contract ceiling will be adjusted to reflect the higher costs. In general, more extensive Rely Upon information lowers the risk profile of a project for the contractors bidding lump‐sum.
- 2 Depending on the procurement rules in effect, the winner can be selected on the basis of low bid or best value. It is important, however, to detail the selection criteria in the terms and conditions at the start of the contest to ensure fairness and in some cases compliance with law.
- 3 The capital costs of the design competitions include 100 percent of the money paid to all of the contractors for their FEED work. There are no costs excluded in the calculation of the cost effectiveness index for these projects.
- 4 It does sometimes appear that those Chinese walls are more akin to “Japanese walls”—that is, not as thick as advertised.
- 5 Typical FEED costs for a $400 million process facility would be between $8 million and $12 million. The amount provided could not possibly cover costs.
- 6 HAZOP is a methodology to review all facets of process design to ensure that it will perform safely under all operating conditions including startup, shutdown, and emergency upsets. HAZOP analyses should be first done late in FEED as soon as the P&IDs are complete and done in final form at about 60 percent design complete. HAZOP analyses frequently find needed changes to design that are not otherwise apparent.
- 7 In our experience, the “open book” provision, which means that the contractor's estimate calculations are supposed to be fully transparent, has no effect on the course of convertible contracts. It does not appear to constrain contractors' ability to set the estimate as they want.
- 8 Paradoxically, poor project preparation routinely accompanies unrealistic optimism. The poor preparation should make those involved pessimistic about the project’s chances of achieving good outcomes. But it is the nature of projects that what you don't know about a project is free and takes no time. There is nothing like a detailed carefully crafted critical path analysis to blow up the expectation that a particular project can be done in a fraction of industry‐average time.