Chapter Ten. Modeling for Manufacture and Assembly
Objectives
After studying the material in this chapter, you should be able to:
1. Describe the role of design in manufacture, assembly, disassembly, and service.
2. List the major manufacturing processes.
3. Look up accuracy and surface finishes for manufacturing processes.
4. Describe the role of measuring devices in production.
5. List factors that determine the cost of manufactured goods.
6. Define computer-integrated manufacturing.
7. Distinguish between static and dynamic assemblies.
8. Describe the role of intelligent assemblies in top-down design.
9. Identify how standard and static parts are used in assembly models.
10. Discuss methods of constraining assemblies made using solid modeling and parametric modeling.
11. Describe issues in modeling fasteners and springs.
12. Use an assembly model to test for fit and interference.
13. Evaluate the accuracy of mass properties calculations.
14. Define the file formats used for exporting CAD data.
15. List analysis methods that can use the CAD database.
16. Describe how rapid prototyping systems create physical models from CAD data.
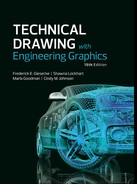
This 3D assembly model can be used to simulate the mechanism’s range of motion. (Courtesy of Leo Greene, www.e-Cognition.net.)
Design for Manufacture, Assembly, Disassembly, and Service
Design and manufacturing are interrelated, not separate, activities. Each part or component of a product must be designed so that it meets design requirements and specifications, and can be manufactured economically and efficiently. This improves productivity and allows a manufacturer to remain competitive.
This area is termed design for manufacture (DFM). DFM is a comprehensive approach to producing goods that integrates the design process with materials, manufacturing methods, process planning, assembly, testing, and quality assurance. Effectively implementing DFM requires a fundamental understanding of the characteristics, capabilities, and limitations of materials, manufacturing processes, and related operations, machinery, and equipment. This includes such considerations as variability in machine performance, dimensional accuracy and surface finish of the workpiece, processing time, and the effect of processing method on part quality.
You must be able to assess the impact of design modifications on manufacturing process selection, assembly, inspection, tools and dies, and product cost. Establishing quantitative relationships is essential for optimizing the design for ease of manufacturing and assembly at minimum product cost (also called producibility). Computer-aided design, engineering, manufacturing, and process planning techniques, using powerful computer programs, allow such analysis. Expert systems provide capabilities to expedite the traditional iterative process in design optimization.
After individual parts have been manufactured, they have to be assembled into a product. Assembly is an important phase of the overall manufacturing operation and requires consideration of the ease, speed, and cost of putting parts together. Also, many products must be designed so that disassembly is possible, enabling the products to be taken apart for maintenance, servicing, or recycling of their components. Because assembly operations can contribute significantly to product cost, design for assembly (DFA) as well as design for disassembly are now recognized as important aspects of manufacturing. Typically, a product that is easy to assemble is also easy to disassemble. Design for service, ensuring that individual parts or subassemblies in a product are easy to reach and service, is another piece of the puzzle.

(Copyright Dmitry Kalinovsky/Shutterstock.)
Methodologies and computer software (CAD) for DFA utilize 3D conceptual designs and solid models. In this way, subassembly and assembly times and costs are minimized while maintaining product integrity and performance; the system also improves the product’s ease of disassembly. Combining design for manufacture and design for assembly into the more comprehensive design for manufacture and assembly (DFMA) recognizes the inherent interrelationships between design and manufacturing.
There are several methods of assembly, such as using fasteners or adhesive, or by welding, soldering, and brazing, each with its own characteristics and requiring different operations. The use of a bolt and nut, for example, requires preparation of holes that must match in location and size. Hole generation requires operations such as drilling or punching, which take additional time, require separate operations, and produce scrap. In contrast, products assembled with bolts and nuts can be taken apart and reassembled with relative ease.
Parts can also be assembled with adhesives. This method, which is being used extensively in aircraft and automobile production, does not require holes. However, surfaces to be assembled must match properly and be clean, because joint strength is adversely affected by the presence of contaminants such as dirt, dust, oil, and moisture. Unlike mechanically fastened parts, adhesively joined components, as well as those that are welded, are not usually designed to be taken apart and reassembled, hence are not suitable for the important purposes of recycling individual parts of the product.
Parts may be assembled by hand or by automatic equipment and robots. The choice depends on factors such as the complexity of the product, the number of parts to be assembled, the protection required to prevent damage or scratching of finished surfaces of the parts, and the relative costs of labor and machinery required for automated assembly.
Sometimes seemingly small decisions and variations in the design can add to the cost of the part. Even a small amount per part can be important when thousands or millions of the part will be produced. During the process of designing a part, communicate with the people responsible for having it manufactured and work together to produce the best design possible.
The processes used to manufacture parts may change over the production lifetime of a part. As a device becomes more and more accepted by consumers and production volumes increase owing to demand, it may become cost-effective to produce the device in new ways. Molded plastics, cast parts, machined parts, and sheet metal parts are common low-cost production methods. Design and modeling for these types of parts will alert you to issues you should consider and investigate as you model parts.
10.1 Assembly Models
Individual part files make up a large part of the digital database for a design. Parts within the database may be organized by levels. At the highest level, all the parts are shown in the final assembly. (Figure 10.2 shows the many individual parts in a coffee brewer assembly.) Within a large assembly, subgroups may be broken out into sub-assemblies. Subassemblies are groups of parts that fit together to create one functional unit, often one that can be pre-assembled in some fashion to fit into the assembly as a unit. Breaking a design into levels can make it easier to divide tasks among different groups working on the same project. It can help in presenting, managing, and understanding large, complex assemblies. Some subassemblies may even be reused in other designs as a unit.

10.1 Car Bodies Crushed for Recycling (Courtesy of Edward Cross/Photolibrary.com)
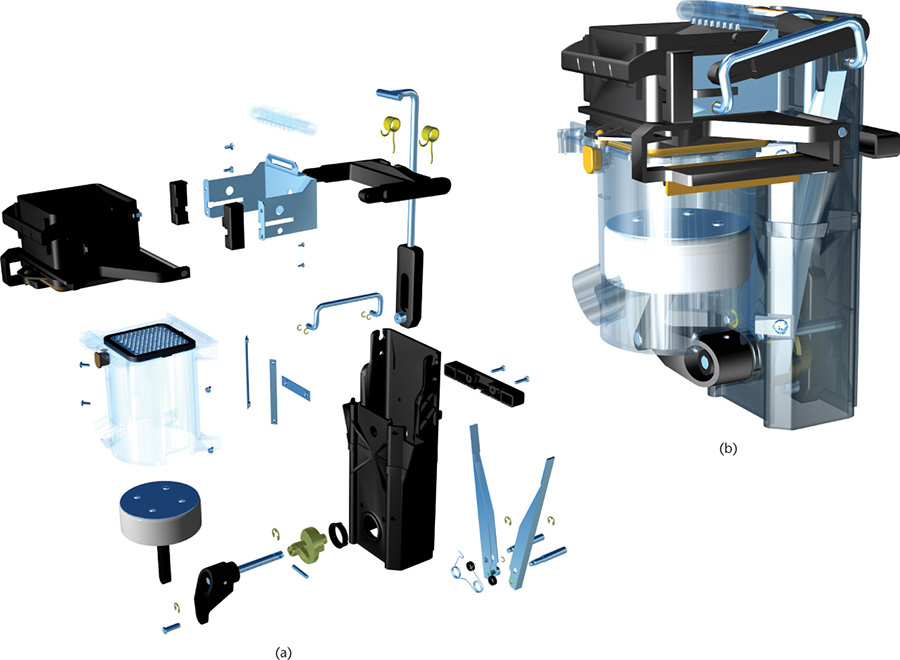
10.2 The exploded view of the Zuma coffee brewer in (a) shows the individual parts that make up the assembly, shown assembled in (b). Each part is stored in its own part file and linked through external references to the dynamic assembly model. (Courtesy of VKI Technologies, a division of Keurig, Canada, Inc.)
You can combine individual parts into assemblies using your 3D CAD software in different ways. One method is to insert copies of your solid parts into a single assembly model. Assemblies that are created by copying 3D solid parts like these are static assemblies; that is, they do not change to reflect alterations in the individual parts. Because there is no link established between the part files and the assembly, if the individual parts are changed, they must be recopied or reinserted into the assembly model to update it. The two are completely separate, and changes made to either one will not affect the other. In contrast, in a dynamic assembly, parts are imported into the assembly through a linking process that allows the software to update the assembly as individual part files are modified.
Constraint-Based Assemblies
Constraint-based assemblies rely on subassembly and part files to be available for you to view them or make changes to the assembly. If you lose the file for a part, it will not show up in the assembly.
The associativity built into many constraint-based modelers may allow you to make changes to parts while viewing the assembly model or to alter a model by making changes to a drawing view. These changes update and modify the individual part files. This two-way updating capability is illustrated in Figure 10.3.
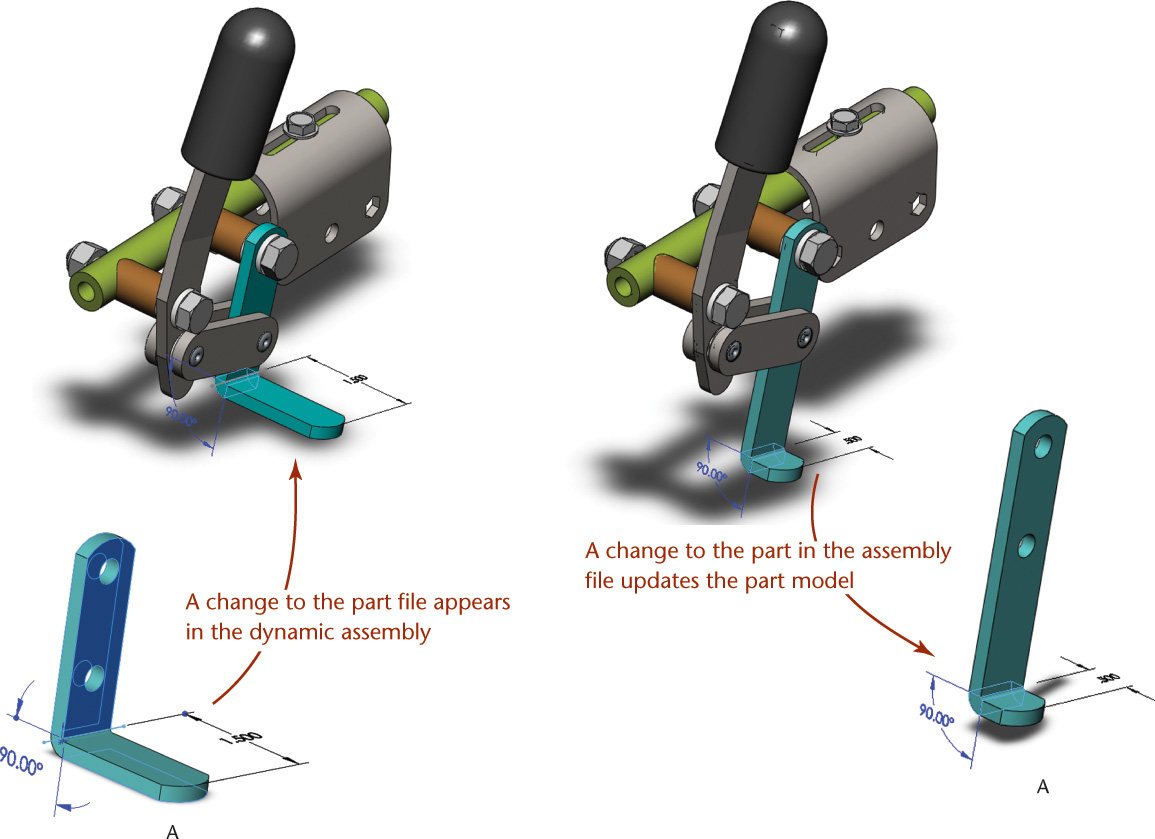
10.3 The links between part and assembly files are analogous to the bidirectional associativity between model and drawing. A change made to part A in the assembly updates the part file, and vice versa.
With constraint-based modeling software, you use assembly constraints to create the relationships between parts. The first part you add to the assembly is the parent part. As you add parts, you specify the constraints between the parent part and the added child part that reflect the design intent for the assembly. Mating parts have features that should fit together in an assembly. For example, if you want two holes to line up, you can use an assembly constraint to align them. If a part changes, it will still be oriented in the assembly so that the holes align.
Choosing the Parent Part
Constraint-based assemblies differ in the parent-child relationships that are built into the model. The first part that is added to the assembly acts as the parent part for other added parts, just as the base feature is the parent for any other features in the part model. These parent-child relationships are critical. If the parent is moved, the children move along with it. This can be a great advantage: if one of the parts in the assembly moves or changes, the child parts move to update their positions relative to it.
If you delete a part that is the parent of some other part in the assembly, then the location of the child part is undefined. As the modeling software tries to generate the assembly from the parts and relationships stored in the database, undefined locations require you to redefine the placement of the child parts and may, in the worst case, cause the file to fail to open or the software to crash.
One strategy is to use a standard set of datum planes as the first part in your assembly so that all other parts are children of this blank part that never changes (see Figure 10.4). Using a set of datum planes as the parent part in the assembly also helps fix your assembly on the coordinate system. Assemblies that are not fixed on the coordinate system may move in undesired ways when you are later trying to animate assembly motions.
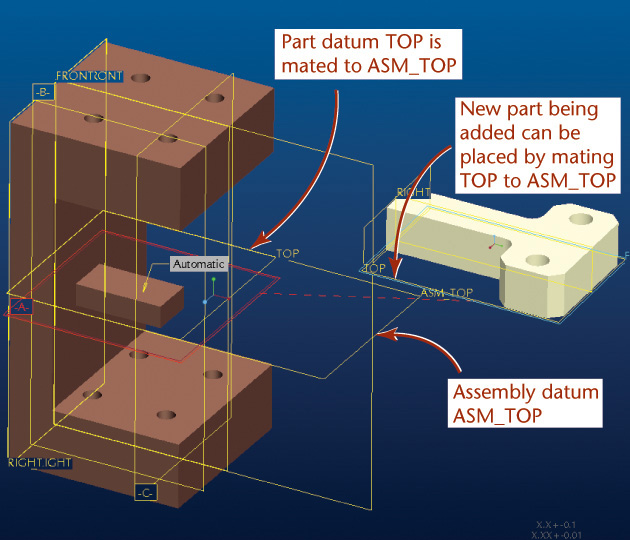
10.4 Assembly Datums. Using assembly datums and establishing logical parent-child relations are key to assemblies that are updated easily. (Courtesy of Mark Perkins.)
When choosing the parent part to start out your assembly:
• Consider adding a blank set of datum planes as the first part in the assembly, particularly if your modeler does not already start with assembly datums. These can often be handy even for small tasks like reorienting subassembly parts. Additional datums are rarely detrimental. Manage the display of the datums to hide them when they are not needed.
• Start with major parts to which other parts connect.
• Start with key parts that are unlikely to be eliminated from the design or to be drastically changed.
• Mate the first part to datum planes to fix it on the coordinate system, so that it does not move.
• Assemble functional units into subassemblies first before adding them to the main assembly.
Assembly Constraints
Different software packages offer a similar set of constraint options. Become familiar with those available to you in your software. Table 10.1 on page 422 lists some of the common assembly constraints and their definitions.
Table 10.1 Common Assembly Constraints.
Name |
Definition |
Illustration |
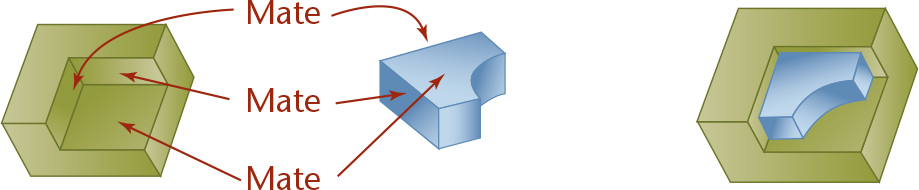
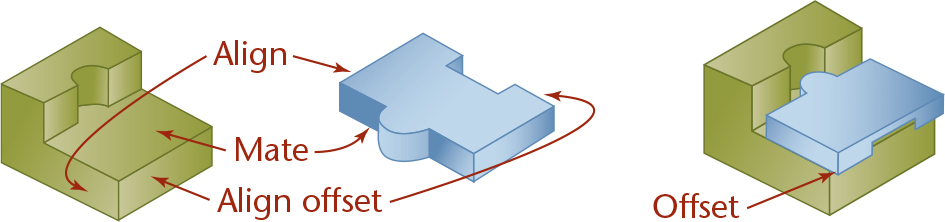
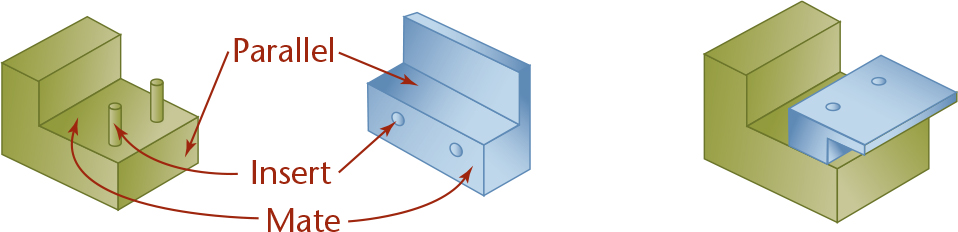
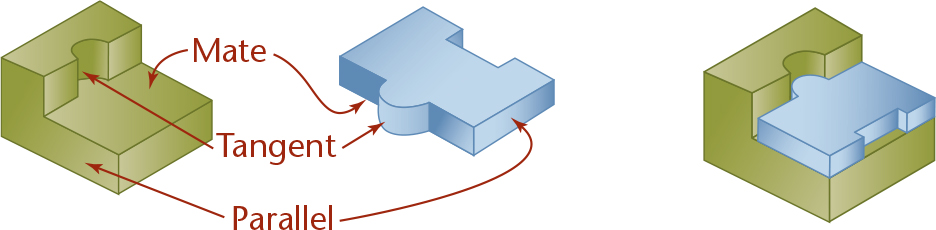
Mate |
Mates two planar surfaces together |
|
Mate Offset |
Mates two surfaces together so they have an offset between them |
|
Insert (Concentric) |
Inserts a “male” revolved surface into a |
|
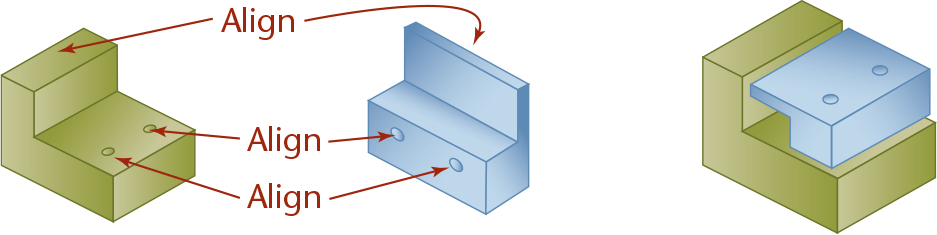
Align (Coincident) |
Aligns two surfaces, datum points, vertices, or curve ends to be coplanar; also aligns revolved surfaces or axes to be coaxial |
|
Align Offset |
Aligns two planar surfaces with an offset distance between them |
|
Parallel (Orient) |
Aligns two surfaces, edges, or axes to be parallel (equal distance apart over their |
|
Perpendicular |
Aligns two surfaces, edges, or axes to be perpendicular (at 90° to one another) |
|
Tangent |
Aligns plane and curved surfaces, or two curved surfaces or edges to be tangent to one another |
|
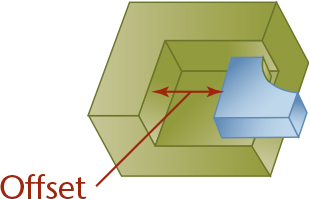
Offset |
An option for an assembly constraint that allows you to specify the relationship with distance between the entities |
|
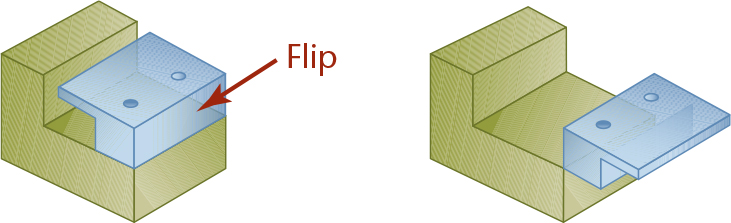
Flip |
An option for an assembly constraint that allows you to choose the opposite orientation for a plane, axis, or other entity |
|



Just as feature relationships are important to the way you create a model, assembly relationships can make your assembly model work for you. Consider the following as you add parts to the assembly:
• Use constraints to orient the new part that reflect relationships that will persist in the assembly.
• Think about the mechanism and the types of connections that parts should have to be a working device.
• Leave fasteners until last and insert them in manageable groups.
You can create a subassembly in much the same way that you create an assembly: by making an assembly of the subassembly components. This subassembly can be added to the main assembly in the same way you add a part. Organizing the model so that it comes together as it will on the assembly line aids in visualizing assembly difficulties. If a group of components are likely to be changed or replaced, linking all the subparts to a main component can make it easy to substitute an alternative design for that group of parts.
Spotlight: Dynamic Assemblies: The Zuma Brewer
Dynamic assemblies provide an advantage to design teams sharing files over a network. The assembly model brings together individual part design with the overall product effort. Most systems let you dynamically update your view of a part in the assembly even while someone else is actively changing it. This keeps the assembly current and ensures that the part you are designing fits with the other parts in the assembly.
Many benefits of constraint-based modeling directly related to assembly capabilities. VKI Technologies’ single-cup coffee brewers require many moving parts and sophisticated electronics all contained in a compact, easy-to-use coffee maker. Using constraint-based modeling helped them fit the many components into smaller machines while reducing design time almost 50%.
The Zuma brewer assembly pulled together 62 different parts, shown in Figure 10.5. The assembly allowed the designer to be sure the components fit compactly yet did not interfere with one another. Moving parts were rotated through their range of motion in the assembly model to analyze and eliminate conflicts with other parts.
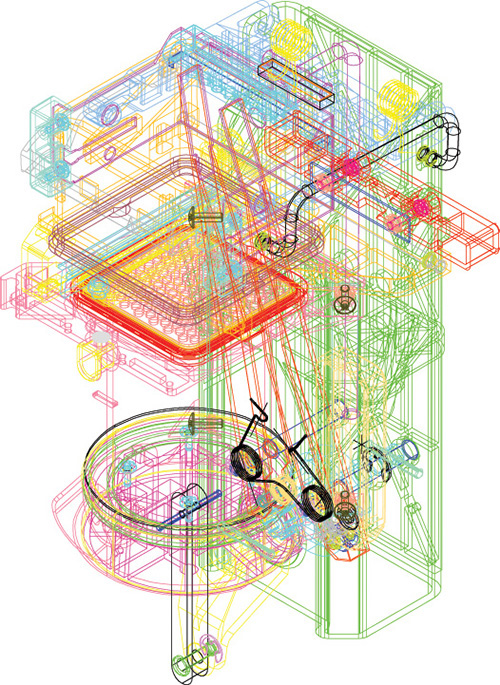
10.5 The 62 individual parts in the assembly model of the Zuma brewer are shown in a wireframe view. (Courtesy of VKI Technologies, a division of Keurig, Canada, Inc.)
A big advantage of an assembly model is its role as a virtual prototype. For the Zuma brewer, the ability to visualize parts in 3D and evaluate them for fit with other parts almost eliminated the need to create physical models of the parts. When the brewer design was complete, the model was used to generate molds for the 15 plastic parts in the brewer. When the first real molded parts were available, they fit together well enough to make a functional brewer. In the past, with many parts and a limited amount of time, it was not uncommon for fit problems to be discovered after manufacture, not before.
Managing Assembly Files
The links between files that make dynamic assemblies possible also make it important to manage your files effectively. Use directory structures and naming conventions to keep your files organized. The extra time it takes to name and store your file in the appropriate directory can save hours of searching for the file at a later date.
File management is especially important when you are working in a design team using networked computers. Manage your files so that everyone can easily find them. Without good communication and an organized system for storing files, it is not unusual for one engineer to spend considerable time modifying a part only to have the latest modification not be used in the assembly because it was stored in the wrong directory.
It can happen that two different people modify the same part, undoing each other’s changes. If you work as part of a team, make it clear who has the responsibility for changing different parts. One person should have “ownership” and the ability to make changes to the part file. If a change in another part requires a change to a part for which you are responsible, you should be notified of the changes so you can update your part accordingly. Some systems allow other team members to work with the file in read-only mode. This way, everyone can view the part, and perhaps even indicate changes, but changes are not made until the owner of the part approves them. This prevents different designers from concurrently changing the part.
Your software may manage how files are linked or externally referenced and how others access the files (see Figure 10.6). As you create assembly models, be aware of these options and how your work group uses them. Some companies invest in Product Data Management (PDM) systems that organize the design database and control the work flow process.
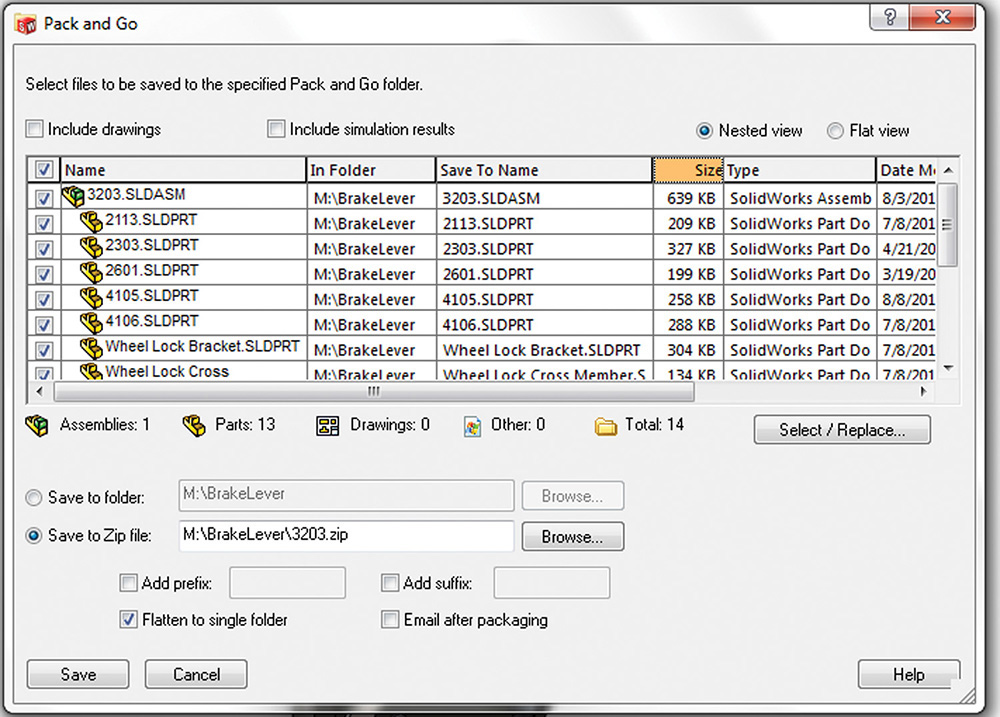
10.6 The SolidWorks Pack and Go feature lets you gather the assembly, parts, drawings and other model information to copy or move a project, without losing the linked files. If you did not use this feature, you would need to remember to copy or move each of the individual files to open the assembly file. (Image courtesy of ©2016 Dassault Systèmes SolidWorks Corporation.)
10.2 Assemblies and Design
To work efficiently and concurrently, it is important that each designer be clear on the design intent so that problems of fit are minimized at later stages. Constraint-based modeling software also allows you to start with an assembly framework that can be used to define the design intent or parameters for individual parts and to help coordinate the work of different team members.
With this method, parts are designed so they link to a framework that defines major relationships in the assembly. This may be a skeleton using lines, arcs, curves, and points to show the assembly relationships. When you create the framework for each part up front, all parts do not have to be finished before they can be assembled. Parts can be assembled onto the skeleton at any stage of completion. Allowing the assembly to evolve as the parts are designed and refined allows each designer to see the parts the others are creating—or at least the critical relationships between parts—by looking at the assembly.
Top-down design starts the design by examining the function of the entire system, breaking that down into subassemblies or component groups based on their major functions, and, finally, defining each part that must be manufactured and assembled to create the design.
Bottom-up design starts at the part level, sizing individual components and building the design up from them. This is typically the approach used when components are standardized parts.
Middle-out design combines these two methods: some major standardized parts are used in the assembly to begin the design. The new components are designed to fit with these parts and function in the overall assembly.
An example of middle-out design is the Romulus Predator prototype, which was planned to combine racing capability with everyday street driving (Figure 10.7). This vehicle was never intended for mass production; the design and production costs would be recouped from a small manufacturing run. The design team used commercially available components such as brakes, steering column, steering wheel, and engine components to keep development costs down. These off-the-shelf parts were modeled in 3D and added to the assembly model. The custom parts were designed to work with these stock parts.
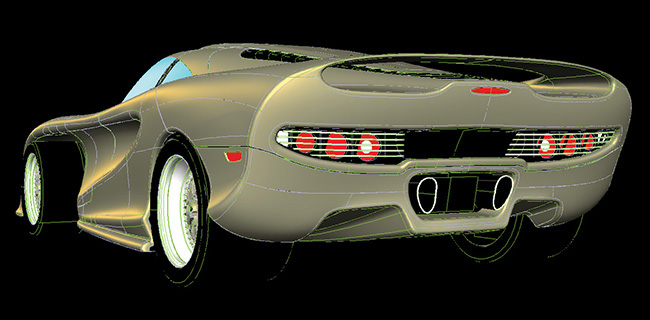
10.7 The Predator’s use of off-the-shelf components is an example of middle-out design. This view of the Predator was taken from the surface model created in ICEM Surf. (Courtesy of Mark Gerisch.)
Layout Drawings
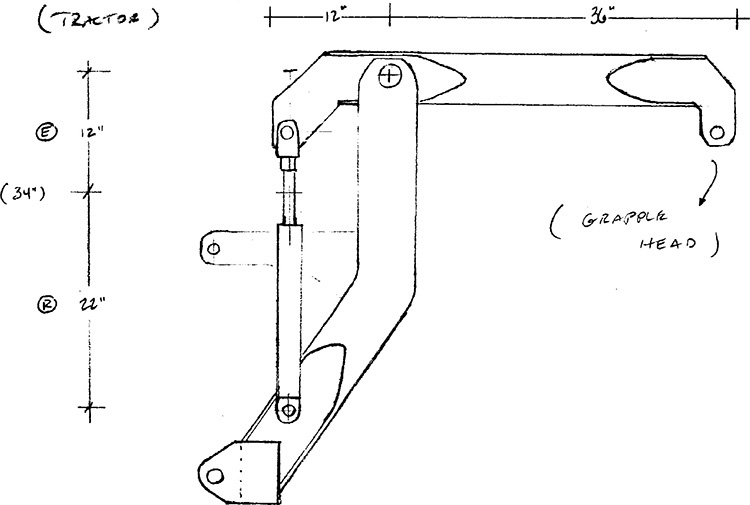
Traditionally, top-down design uses layout drawings to show the relationships between major functional items in the design. Layout drawings are especially useful when the product or system being designed has to fit with existing equipment. By defining the critical distances for fit with the existing equipment, the layout drawing documents the size constraints for the new equipment.
A typical layout drawing is shown in Figure 10.8. Note that the drawing is not complete in every detail but shows the major centerlines, sizes, and relationships between parts.
Assembling to a Skeleton
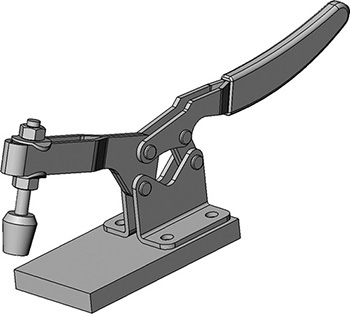
A wireframe skeleton in a 3D model serves the same purpose as a layout drawing. It is a framework on which the individual components can be located. Figure 10.9 shows a skeleton model used to control the location and position of parts in the assembly model of a clamp.
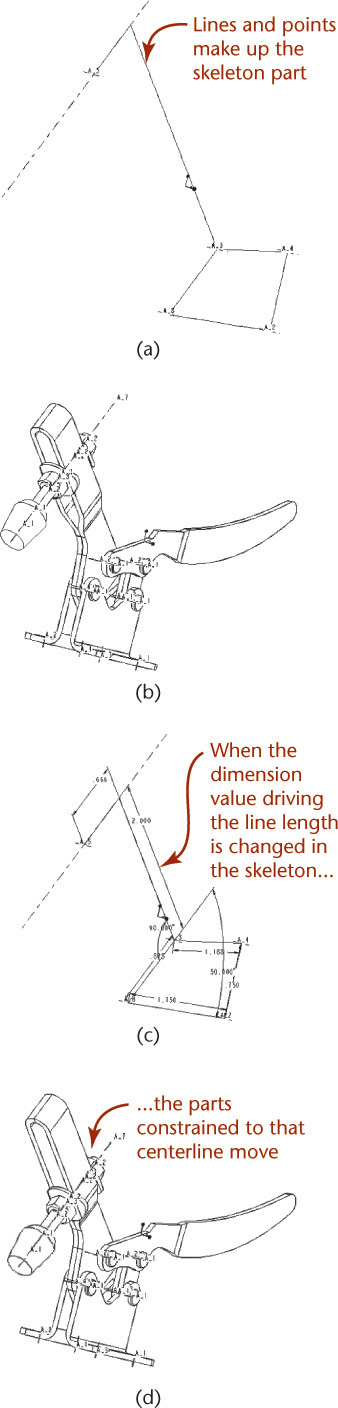
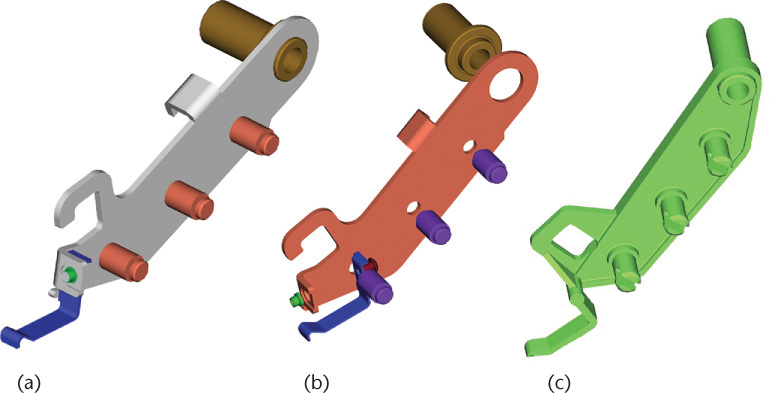
10.9 (a) Skeleton model for the clamp assembly; (b) parts assembled onto the skeleton; (c) changing dimensions of the skeleton controls the positions in the assembly; (d) resulting change in the assembly. (Courtesy of Mark Perkins.)
To create a skeleton model, first define the critical dimensions in your assembly. What dimensions are fixed—because of a physical space requirement, sizing requirement, or some other relationship? What dimensions are likely to change later in the design process? How will each part relate to the others in the assembly? Begin your skeleton as a part model made up of a constraint-based framework of 3D planes, lines, curves, and points that identify the basic relationships between parts in the assembly.
Figure 10.10a shows a skeleton model created for a laser printer. The dimensions between the planes, lines, points, and other entities making up the skeleton can be changed as needed as the design evolves to preserve the interfaces between parts. Changing the dimensions of the skeleton also allows the clearances and interferences between parts to be checked when the device is in different positions. By establishing this framework initially, each designer can upload a part to the assembly at any time to see how it will operate within the constraints established by the framework. Because the skeleton is made up of lines, planes, points, and other entities that do not have volume, using a skeleton will not change the mass property analysis for the assembly.
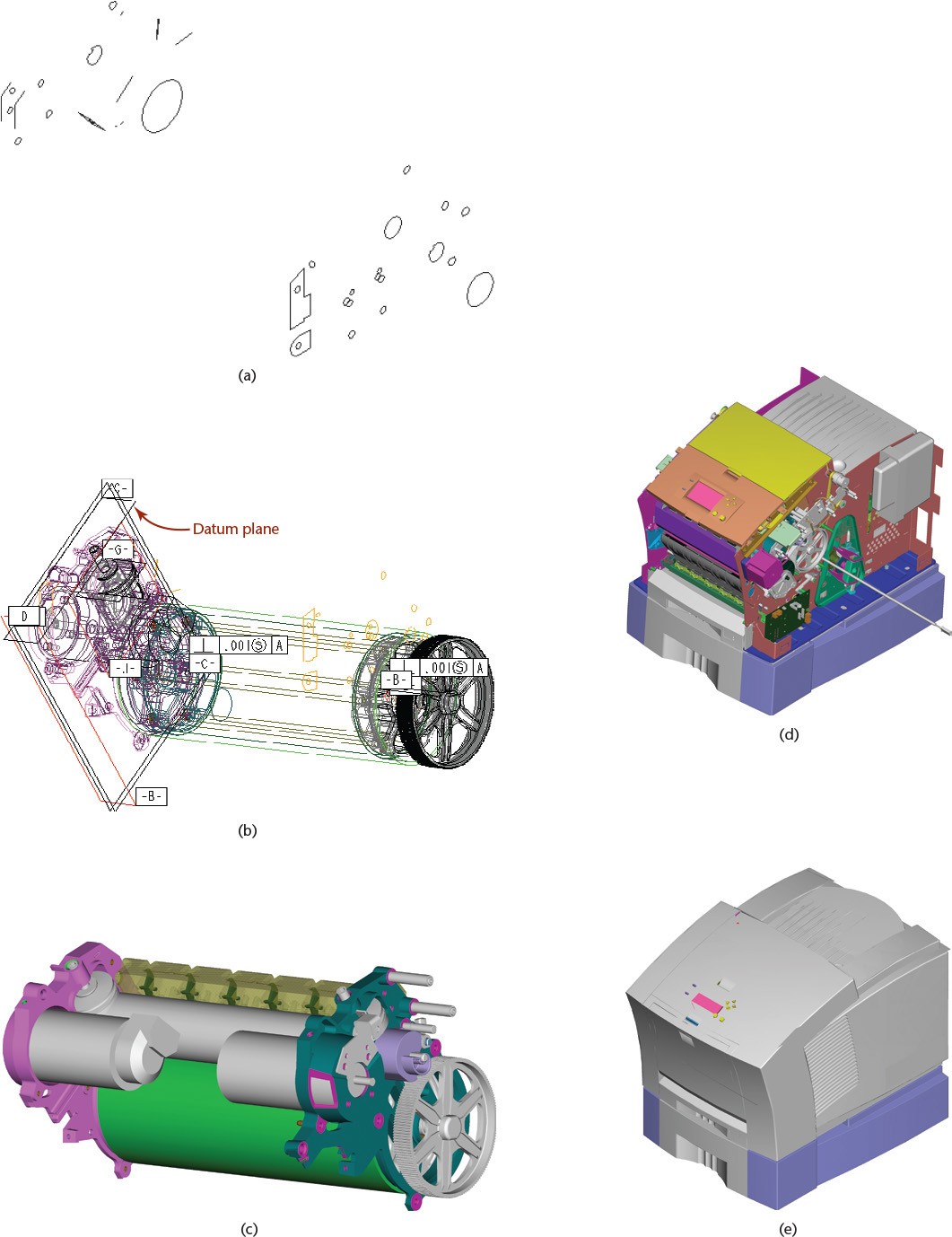
10.10 Printer Assembly. (a) The skeleton model for this laser printer subassembly establishes a 3D framework for relationships between parts or groups of parts. (b) As parts are designed, their center points or edges are matched to the datum planes and axes of the skeleton. (c) In the completed subassembly all the parts are matched to their locations. (d) The completed printer assembly is shown with the covers removed. (e) The finished printer assembly. (Courtesy of Xerox Corporation.)
Global Parameters
A global parameter is one that is the same across multiple parts. You can use global parameters to control the size of a feature so that mating features can be resized as a group.
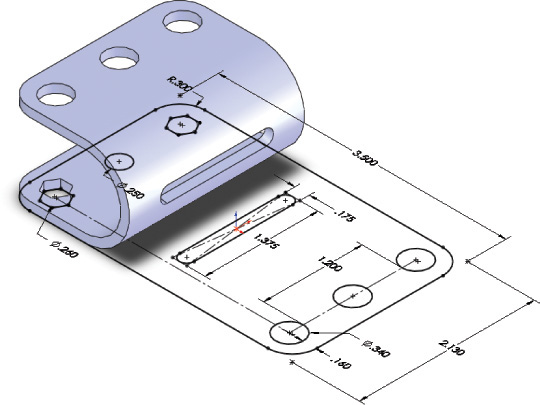
Consider the fit between the mating parts shown in Figure 10.11. The holes on the mounting brackets and tray must align and must be roughly the same size so that a machine screw will fit through both parts. By creating a global parameter for the size of the hole, called in this case Hole_Size, you can change the size of the hole feature on both the brackets and the tray at once.
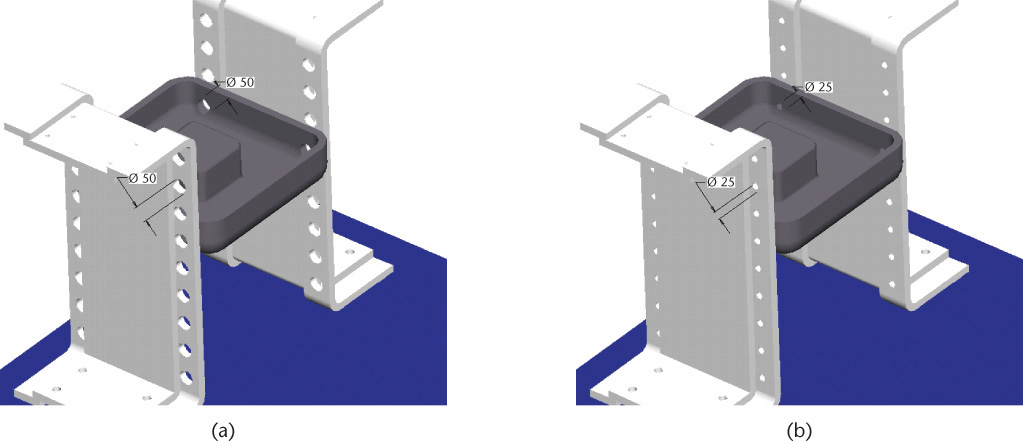
10.11 (a) The holes in the brackets and tray are defined by the global parameter Hole_Size that has the value .50 to fit a .50-diameter round head machine screw. (b) The holes in both parts are changed to .25 by updating the global Hole_Size parameter value.
Global parameters can be defined for any dimension to be shared by parts in the assembly. You may define a global parameter from the skeleton itself to drive critical distances on part features.
Global parameters also make it possible to build relationships into the assembly as you would for an individual part. The drilling rig in Figure 10.12 contains more than five thousand parts but was designed to be resized to fit different drilling situations. Changes can be made at the assembly level (the top level) to change the width from any corner, the overall height, and the height of any bay. Equations in the dimension parameters for individual parts reference global parameters that when changed cause all parts in the assembly to be updated to the new size.

10.12 IRI International has parametric models for different derrick styles. The basic rig structure is quickly reshaped to begin work on the design of custom parts for the new rig. (Courtesy of National Oilwell Varco (NOV).)
Seed Parts
Seed parts, also called templates or prototype drawings, are another technique for assembling parts effectively and for starting new drawings quickly and systematically. Seed part files contain elements you want every model to contain. A seed part might have a set of datum planes defined according to the company standard, named view orientations matched to the datum planes, unit settings, coordinate systems, layer names, and other items. Starting your new parts from a seed part saves you the time it would take to create these settings and elements in a new file.
Seed parts can help you assemble parts by providing a standard orientation. For example, when you assemble two parts, you may want a common datum surface to face the same direction on each part. Using a seed part, where standard datum planes have already been set up and named to make them easy to identify, can help you quickly insert your part in the correct orientation with respect to the rest of the assembly. Using standard view names as a part of your seed drawing helps you quickly produce views from your models (Figure 10.13).
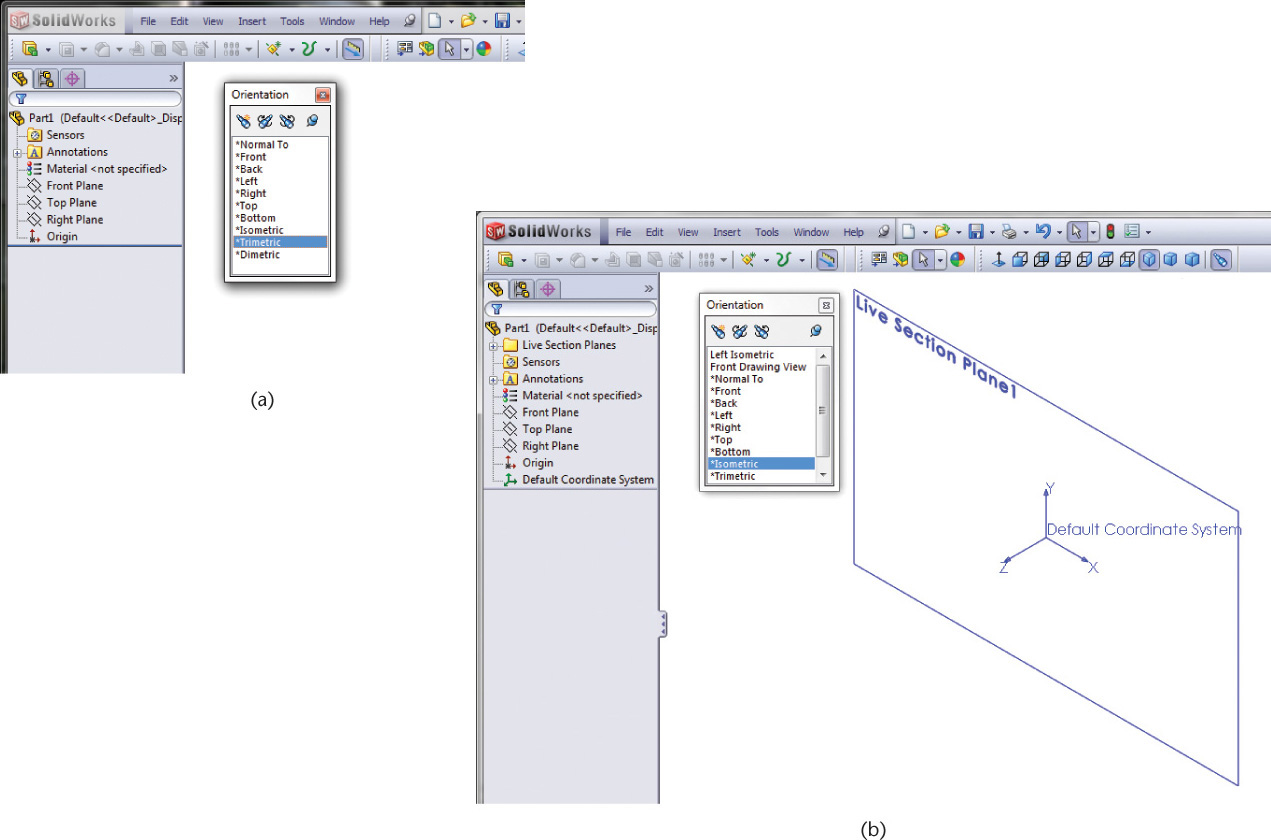
10.13 Templates. (a) The default template starts with some standard planes and view orientations. (b) This custom part template (or seed part) includes additional views, a coordinate system, and a live sectioning plane (a plane that will show a 3D section view of the model without actually changing the model). (Images courtesy of ©2016 Dassault Systèmes SolidWorks Corporation.)
Other members of the design team save time in creating a drawing from your model when you use consistent view-naming conventions.
Seed parts with consistent layer names can eliminate confusion in viewing assemblies. By starting parts with the same basic set of layers, you can keep the assembly organized and make it easy for other users to identify on which layer a feature would typically be shown.
If your company has a standard title block, tolerance block, notes, and set of required views, seed parts or prototype drawings can help produce drawings that all have the same high-quality appearance even when created by different users. Even if such a file is not a company standard, setting one up with this information eliminates having to re-create it each time. Standard notes that you can edit or delete if not appropriate also remind you to include important information on the drawing.
Modeling packages come with default settings for new files. Some settings that are stored with the drawing or model file may be included in a seed part. If you find that you are consistently changing a setting with every new drawing, the setting might be a candidate for inclusion into a seed part, template drawing, or stored custom interface. Scripts and macros are other great time savers when you have a repeated task.
Constraint-Based Drawing Elements
Another way to add borders, title blocks, and other drawing elements to your drawing is to link them parametrically as you would a part file. This allows you to create a title block and reuse it for all your drawings. This title block can prompt you for the engineer’s name, approval date, material information, tolerances, and other information as parameters. If you use linked title blocks and other drawing information, you must manage the files for these linked items carefully as deleting the original title block makes it unavailable to any drawings where it was used.
Tip
You can save time creating new parts by adding often-used views and default settings to a seed part or template. Read about template files in your modeler’s Help to determine which settings can be saved with such a file. Common items are the following:
• Datum planes
• Named 3D views
• Unit settings
• User coordinate systems
• Layers and layer names
• Drawing elements such as title and revision blocks and standard notes
• Drawing styles and views
• Customized workspace settings
10.3 Assemblies and Simulation
An accurate and detailed assembly model allows simulation of the interactions between components in your design. Creating a skeleton model to drive the assembly geometry is one way to make a dynamic assembly that allows you to study component interactions. Another method is to assemble your parts using special “mechanism”-style assembly constraints. For example, instead of aligning the centers of a hole and a shaft, you can specify a “pin”-type joint. These joints restrict the degrees of freedom of the part in the assembly. Once you have the assembly defined in this way, you can use it to explore real-world behaviors of the mechanism. Figure 10.14 shows an example mechanism with forces applied to simulate the assembly function.

10.14 This assembly model simulates the real-world forces on a Maserati MC12 race car suspension. Notice the yellow symbols showing the forces that are applied to the model. (Copyright © PTC Inc.)
Depending on the software you have, you may be able to simulate part contacts; measure interference between parts; simulate gravity, springs, dampers, belts, gears, friction, and ergonomics; as well as perform kinematic analysis directly in your modeling environment. You will learn more about this later in this chapter.
10.4 Parts for Assemblies
To fully enjoy the benefits of a digital assembly model, your design database should include all the parts designed for the assembly. Most constraint-based modeling software allows you to add and import non-constraint-based parts to the constraint-based assembly so they can be represented during the design refinement process (see Figure 10.15).
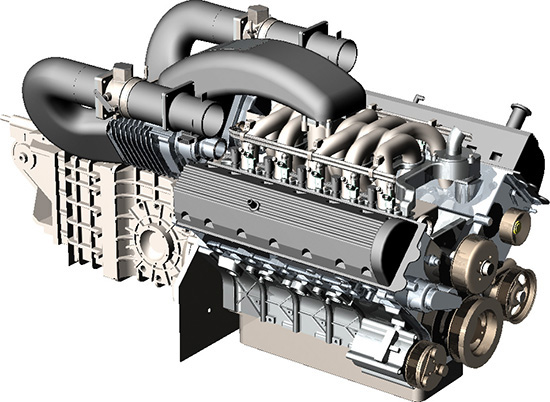
10.15 All the components of this engine assembly were modeled as solids—whether they were new or off-the-shelf—so that the Predator assembly model would be complete and could serve as a virtual prototype for the car. (Courtesy of Mark Gerisch.)
Standard Parts
Using standard company parts (or purchased parts that are readily available) can be cost-effective for two reasons:
• They do not have to be designed. Many suppliers provide models of their parts in a variety of CAD formats that you can insert into your assembly model. Using standard company parts that were designed for another project saves design effort.
• Parts manufactured in quantity have a lower per-piece price. Some companies maintain a library of parts on the network that can easily be used. Sharing the part among more products helps increase the volume used. A parts database is useful even when manufacturing quantities are not high, as the company saves design time for every part reused.
When a company part is not available, a part that meets your need may be available from a supplier. Some engineers spend up to 20% of their time redrawing standard parts to show how they will fit with the newly designed parts in the assembly. Finding a model available from the supplier lets you spend your time designing the new components needed to get the job done.
Many sites provide their parts in standard 2D and 3D formats (such as .dxf, IGES, or STEP) and in the native formats for different modelers (such as AutoCAD and SolidWorks). Figure 10.16 shows a plastic knob available in 2D and 3D CAD formats from the vendor Davies Molding.
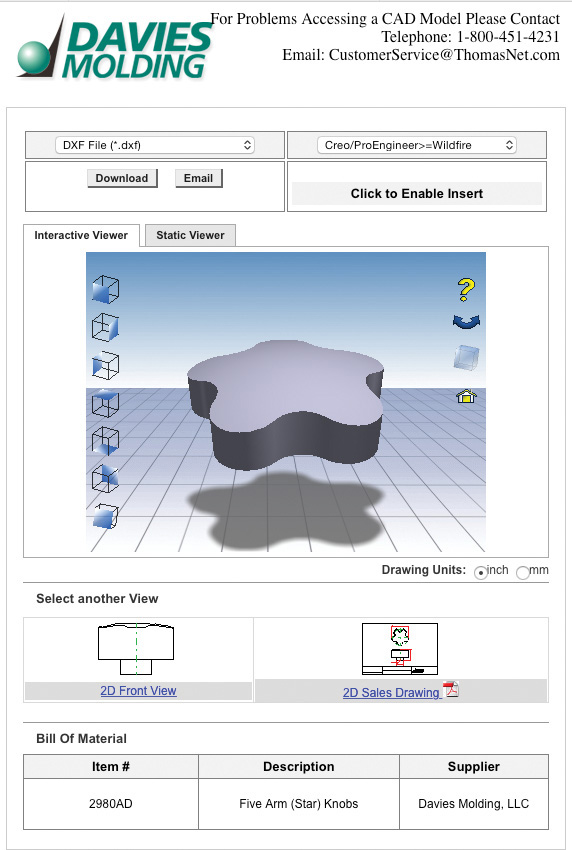
10.16 CAD models of this plastic knob are available in a variety of formats. The CAD Drawings selection from ThomasNet.com makes it easy to find vendor part models like this one. (Courtesy of Davies Molding, LLC.)
Common parts are also available in libraries that ship with your software or in third-party part libraries. These parts often have the advantage of being modeled using constraints so their sizes can easily be changed.
Fastener Libraries
Many modeling packages provide part libraries for fasteners, bearings, and other items that are a frequent part of many designs (see Figure 10.17). If your software does not, you may want to build a library of typical fasteners used by your company so that you can quickly place them into assembly models. Many suppliers provide 3D models of their parts to make it easy to show them in your assemblies (Figure 10.18).

10.17 SolidWorks provides drag-and-drop fasteners as a part of the Toolbox parts library. Notice the list of configurations for the fastener shown. These allow one model to serve different sets of parameter values stored. Because the basic shape of the fastener is the same, it can quickly be resized to different sizes. After a configuration is chosen, it can be further customized, as shown in this screen. (Image courtesy of ©2016 Dassault Systèmes SolidWorks Corporation.)
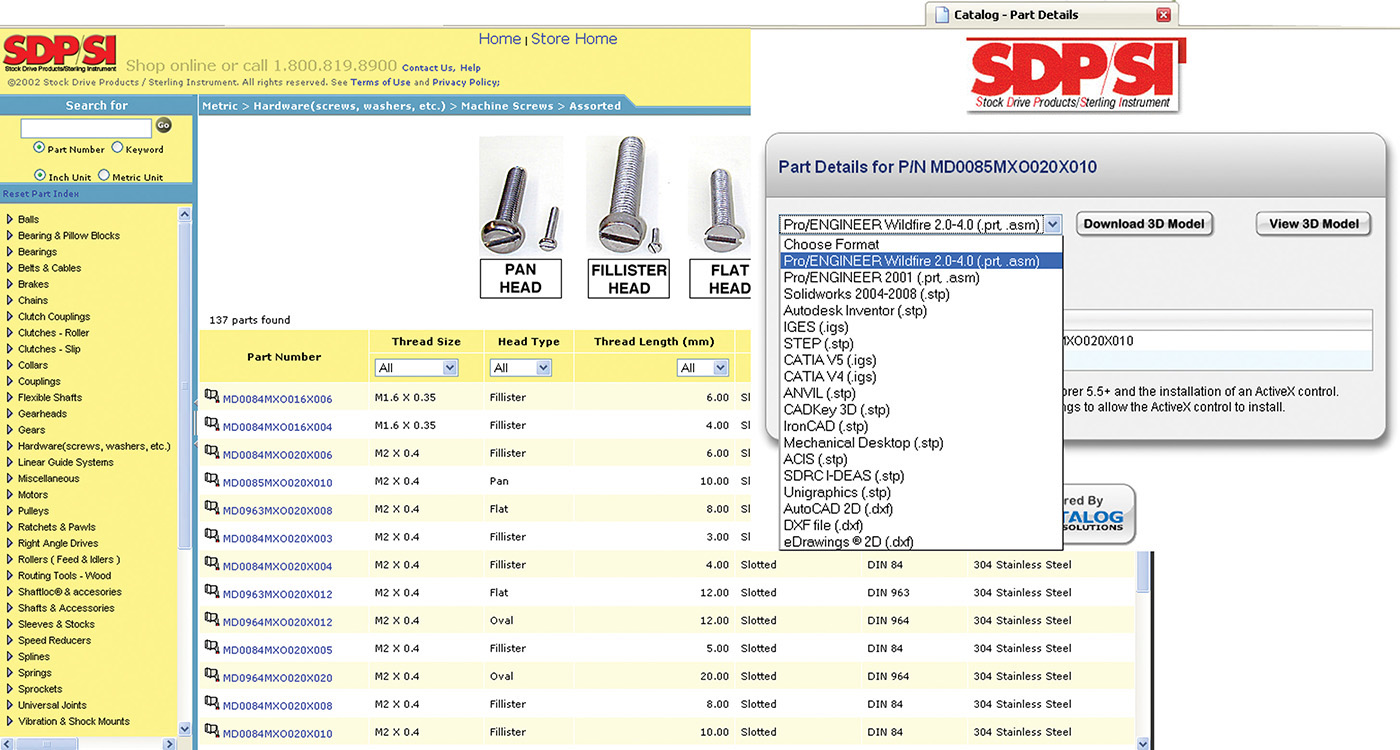
10.18 CAD models of standard parts are available for download from companies like Stock Drive Products/Sterling Instrument. (Courtesy of Stock Drive Products/Sterling Instrument, sdp-si.com.)
10.5 Using your Model to Check Fits
When parts are accurately modeled in 3D and organized into an assembly, you can use the assembly to perform fit and interference checking on the models. Doing a thorough study of how the parts will fit once assembled can save time and money. After tooling has already been produced to manufacture parts, changes to the design become very expensive.
Because the parts in the assembly can be shaded and viewed from any direction on the computer monitor, you can visually inspect the fits and clearances. You can also make measurements and list dimension values to compare parts with one another. Most solid and constraint-based modeling software also provides a command for checking the interference between two parts.
Interference Checking
Interference is the amount of overlap between one part and another. When you use a command to check the interference between two parts in an assembly, the solid modeling software will report that the solids do not interfere or will indicate the amount of overlap—sometimes by creating a new solid to represent the overlap (see Figure 10.19).
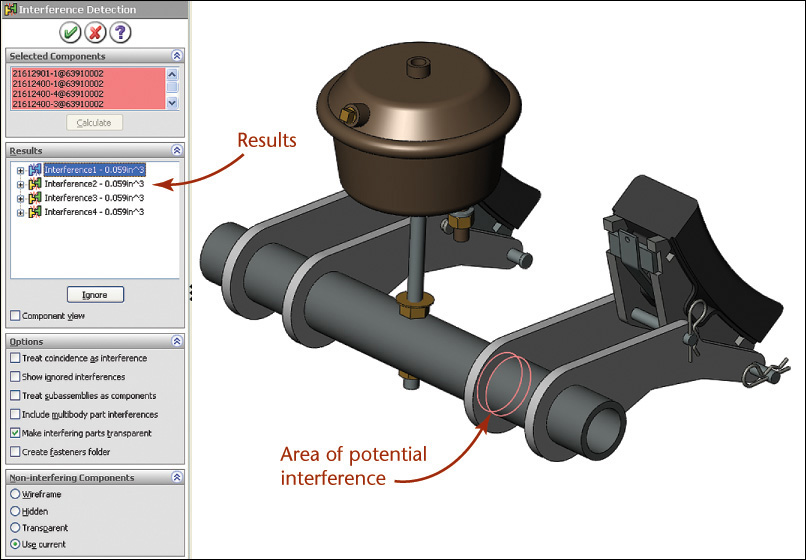
10.19 The shaft is checked against the support arms to see whether these parts interfere. (Courtesy of Dynojet Research, Inc.)
Because constraint-based modeling software makes it easy to assemble parts early in the design process, interference checking tools can also facilitate more effective concurrent engineering. For example, Boeing’s designers are responsible for checking their work in the digital pre-assembly model of the aircraft to identify places where the system or component they are designing will interfere with work in progress in other areas of the design. Each designer then takes steps to resolve the interference with the appropriate designers for the systems involved.
Manufacturing processes have certain ranges of accuracy. Requiring a high tolerance—one with very little allowable deviation—can limit the choice of manufacturing process to those that can be expected to meet that level of accuracy. Specifying very small tolerance values can increase the cost of the finished piece. In general, tolerances should allow as much variation as possible without affecting the functionality of the design.
Material selection also plays a role in the accuracy of the finished parts. Parts can be manufactured more accurately from some materials than others. In addition to determining the tolerance range for a part based on its function in the assembly, talk to personnel in manufacturing or the vendors who will make the parts. You should fully understand the issues in manufacturing the part to the dimensions and accuracy you specified and the effect this has on the price for the finished parts.
Some CAD software allows you to specify a tolerance range for a dimension and then apply that to the feature at either the upper or lower end of the dimension range. By doing so, you can run a check on how the parts will fit at the minimum and maximum clearance values. Figure 10.20 shows the options for analyzing tolerances using PTC® Creo®.
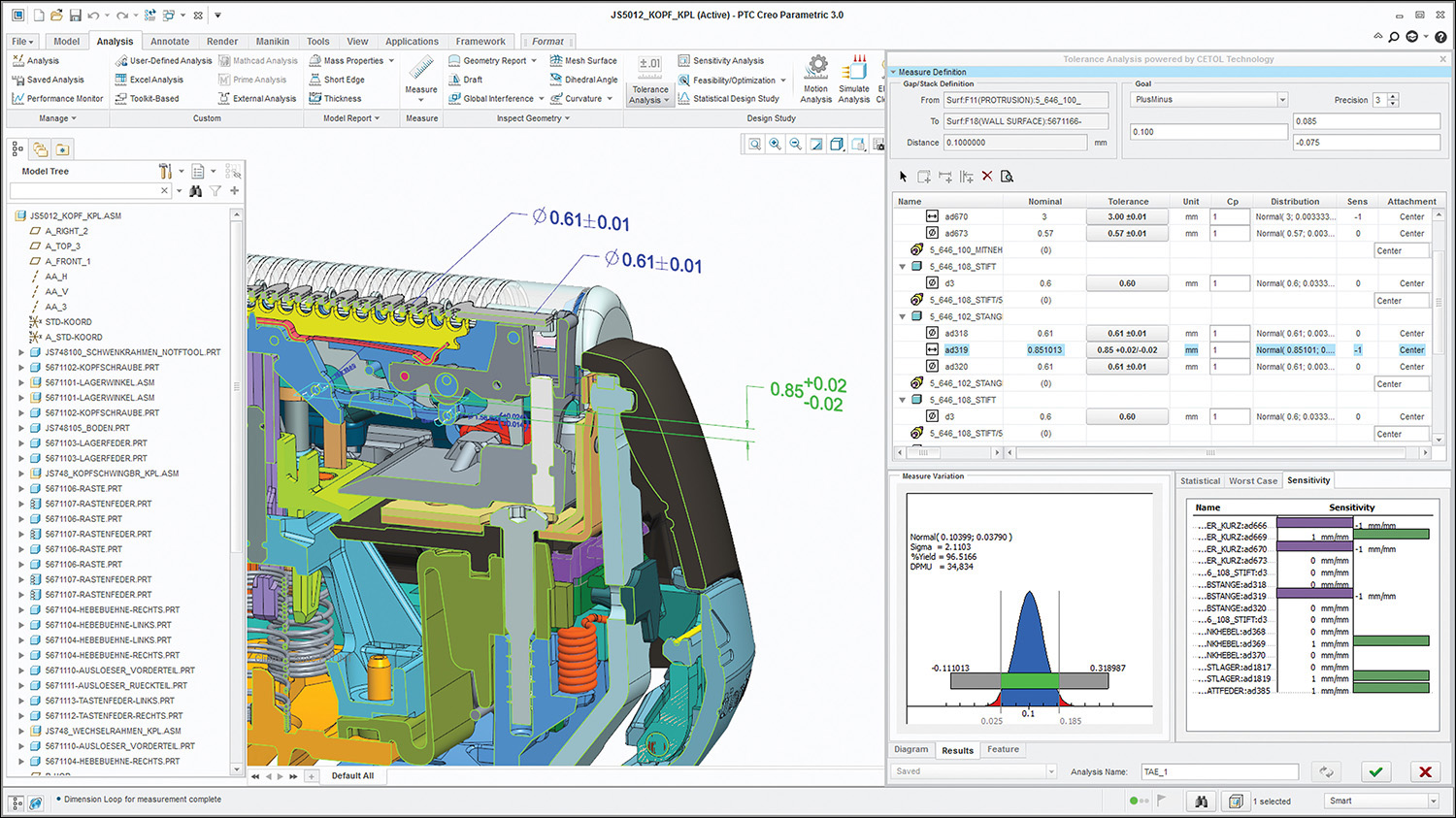
10.20 PTC® Creo® provides a sophisticated interface for performing fit studies for a range of part tolerances. (Copyright © PTC Inc.)
Even if your software does not provide functions for checking fits at the lower and upper limits of the tolerance range, you can systematically change the dimensions for mating features to represent the minimum clearance, then inspect the model to see how the parts fit.
Accessibility Checking
The assembly model can also be used to ensure that the design can be assembled. Whether the assembly will be done by robots or humans, parts and fasteners must be accessible. Many devices and systems also need to be repaired or upgraded later, requiring access well after the assembly phase. The 3D design database can be used to check whether people will be able to reach a part to remove or repair it after the system is assembled.
Ergonomic analysis software can help determine accessibility for assembly and repair. Ergonomics studies the ability of humans to use a system. Many ergonomic analysis packages have 3D models of human beings (anthropomorphic data) that you can position inside the designed system to see how people will fit.
Even if robots will assemble the components, people will often perform repairs. Evaluating repair issues can be even more difficult than assembly issues, because the assembly can proceed in such a way that interior parts are fitted together before their exteriors obscure access and visibility. You can use ergonomic analysis or human models to check whether parts can be reached to repair them, as shown in Figure 10.21.
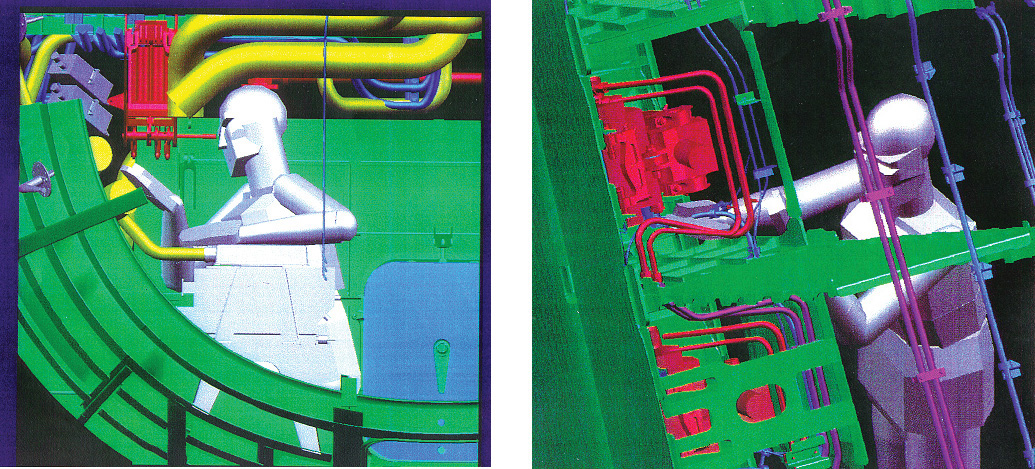
10.21 Planning access to an airplane for service and repair is an important part of its design. This digital mannequin was imported into the CATIA software used by Boeing to evaluate the accessibility of its parts. (Copyright © Boeing.)
10.6 Manufacturing Processes
In this section you will learn some basic information about the impact that three manufacturing processes may have on the design of individual parts. Keep in mind that this is not intended to be a thorough presentation of everything you need to know about a particular process or all processes. You can learn more about manufacturing in engineering courses and from on the job experience.
Designing Plastic Parts
Injection-molded plastic parts have characteristics you must consider when designing for them. Molded parts in general must include draft, or taper, that allows the part to be removed from the mold. Plastic shrinks as it cools, and the shrinkage plus the draft allows the parts to be removed from the mold into a collection bin. If the shape of the part requires it, ejector pins may be necessary to force the part out of the mold. Usually, the mold designer will determine the necessary cooling lines, ejector pins, and other features, but you should be aware of the general process. Ejector pins may leave a slight mark on the finished part. If these marks would negatively affect the cosmetics of your design, you may need to change the part shape so that it is removed from the mold easily and does not require ejector pins. You can identify important cosmetic surfaces on the part when you send drawings or files to the manufacturer so the mold maker can use this information when designing the mold.
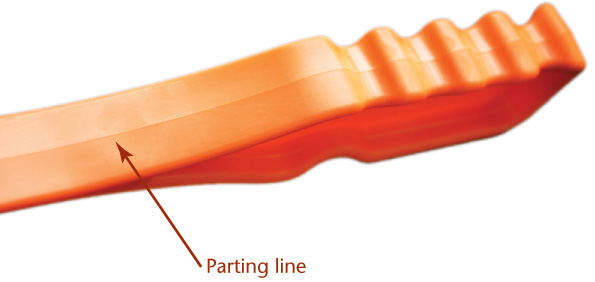
The parting line is where the two mold halves come together. If you look at common molded plastic parts, such as the one shown in Figure 10.23, you may see a fine line in the plastic where the two halves of the mold came together. You may also see marks where ejector pins pushed the part out of the mold (Figure 10.24).
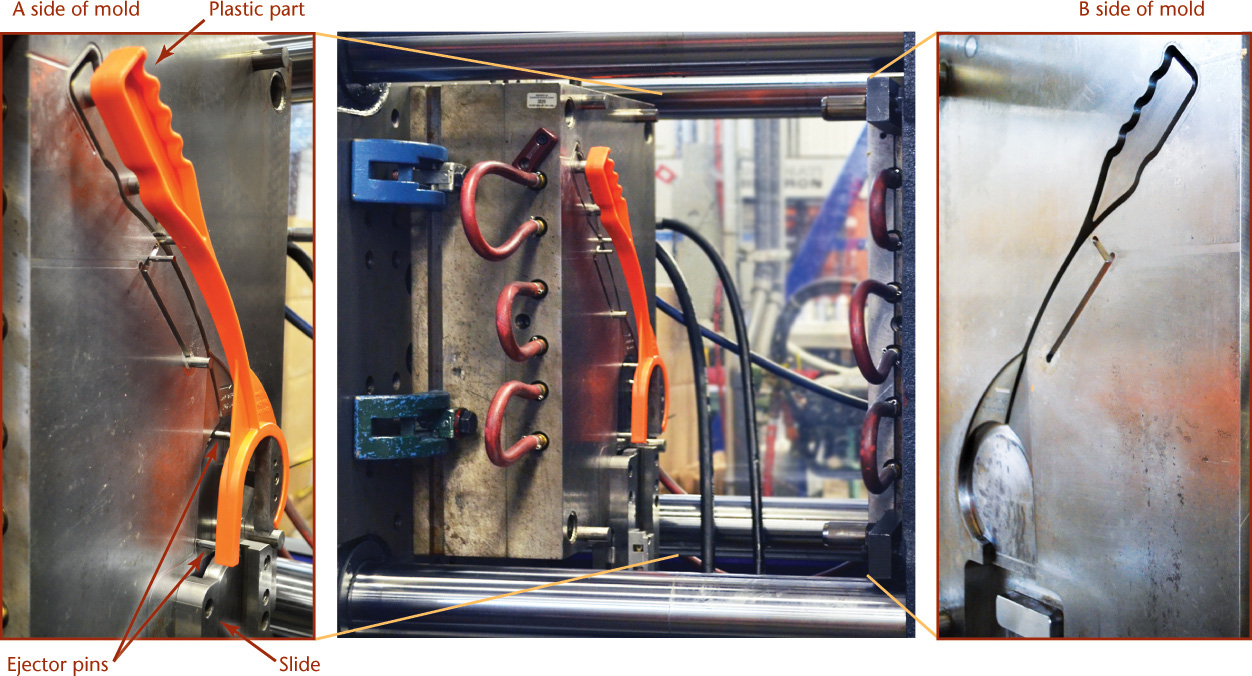
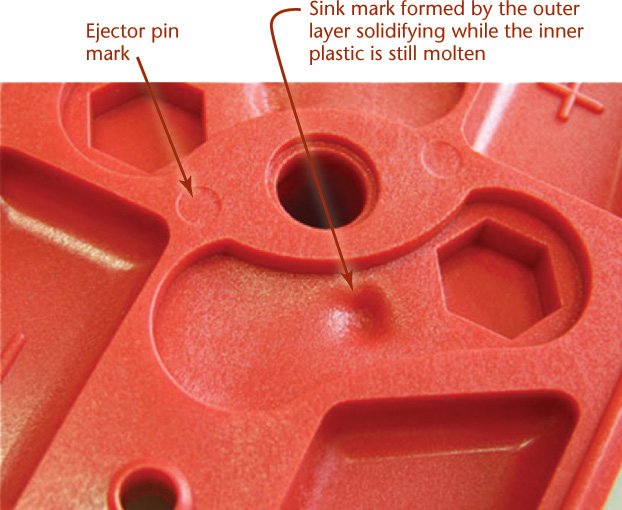
10.24 Ejector pins may create marks on the surface. Surface defects such as sink marks are created when the mold fills or cools improperly. (Courtesy of Rebling Plastics.)
When you model parts for injection molding, consider how the part will remove from the mold. Although there are some molding methods (such as slides) that allow you to make interior holes, the part cannot have a shape that will not allow it to be removed from the mold. Look at the part shape in Figure 10.25; the lip of the bowl makes it impossible to remove from the mold.

As you design molded parts, plan for the parting line and design it so that both sides will be removed from the mold. You may want to add a construction plane to your CAD model, then project its edge onto the part as shown in Figure 10.26 to represent the parting line. Add draft to the surfaces of the part on each side of the parting line.

10.26 The construction plane in this part identifies the location of the mold’s parting line. The draft angle is added to the part on both sides of the parting line. (Courtesy of Robert Kincaid.)
The amount of draft is decided by the size of the part, the finish of the mold, and the type of material and its shrink rate, among other factors. The Society of the Plastics Industry publishes guidelines to help you determine the exact amount of draft to add to the part. Usually, the mold designer will determine the shrinkage for the part and size the mold cavity so that the final parts will be to the size specified. Part shrinkage is not always uniform along the X-, Y-, and Z-directions. Many CAD packages can be used to size the part for shrinkage as well as add the draft.

10.27 Fiberglass Chassis for a Lotus Car Being Removed from the Mold (© Lotus Cars Ltd./Dorling Kindersley.)
The following are four guidelines for designing injection molded plastic:
1. Try to maintain a constant wall thick ness. See Figure 10.28a. The thickness of the plastic affects the rate at which it cools. Uniform wall thickness helps prevent sink marks in the plastic and keeps the part flat and uniform once molded. If wall thicknesses must change, make the change gradually instead of abruptly.
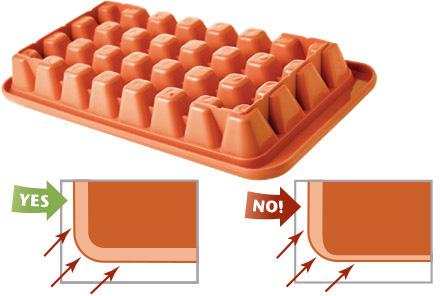
10.28 (a) Maintain a constant wall thickness on injection-molded parts.

(b) Round all inside and outside corners to improve release from the mold and relieve mold stress concentrations.

(c) Use the maximum draft angle.
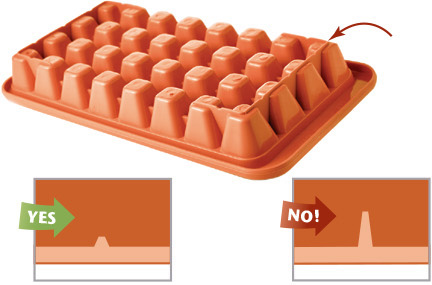
(d) Size projections so they are no more than 70% of the wall thickness and no longer than four times the wall thickness.
(Ice cube tray photo copyright Yossi James/Shutterstock.)
2. Round all inside and outside corners so parts will easily be removed from the mold. Rounded corners also improve uniform mold filling and help relieve stress concentrations in the mold. See Figure 10.28b.
3. Use the maximum allowable draft angle, and never less than 1° per side. See Figure 10.28c. Draft allows the parts to be removed from the mold. When parts are designed without enough draft, a vacuum can be created between the part and the side of the mold during removal. In extreme cases, this can damage the mold. When molded parts will have a surface texture, the draft angle must be increased to allow the part to be removed without damaging the texture.
4. Projections should be not more than 70% of the normal wall thickness. See Figure 10.28d. For best results, projections should be no more than two and a half to four times the wall thickness in length.
Cast Parts
Casting is the process of forming a part by pouring molten metal into a hollow mold. Many of the design issues for cast parts are similar to those for plastic parts. For example, surfaces must have draft and rounded corners to make it possible to remove the part from the mold.
In sand casting, you create a pattern to place in the sand to create the mold cavity. (The pattern may need to be larger than the finished part, as shrinkage occurs as the molded metal cools.) A gating system is added to allow the molten material to flow into the cavity and vents air when the molten metal is poured in. Sand is packed around the pattern and gating to create the mold. Then the pattern is removed to create the cavity. Molten metal is poured into the cavity, and once the metal is cooled, the mold is removed from the casting. Permanent molds are also possible, where the sand is bonded so the part may be removed without destroying the mold (Figure 10.29).
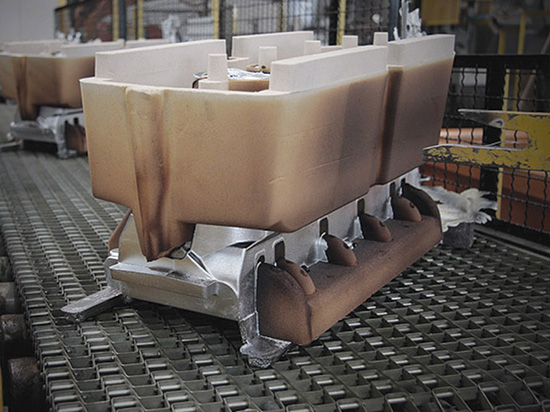
10.29 A Permanent Mold Casting Cooling on the Exit Conveyor Belt (Courtesy of Edelbrock Aluminum Foundries.)
Like most molding processes, sand castings have two mold sides, called the cope and the drag. The flask is the term for the vessel that holds the packed sand around the part pattern. Cores can be added to form hollow recesses in the part. The final surface of the cast part is relatively rough where it touched the sand mold. The cast part may be machined to provide smoother surfaces on features where it is needed.
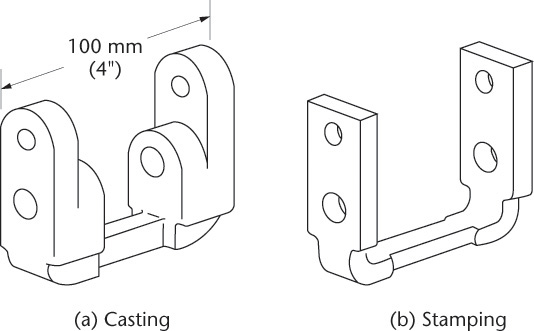
The Aluminum Association publishes the Standard for Aluminum Sand and Permanent Mold Castings, which is a useful guide to design requirements for these types of parts. Figure 10.30 shows two versions of a steel mounting bracket, (a) designed for casting and (b) designed for stamping from sheet metal.
Modeling Machined Parts
Machining processes remove material to produce the part shape desired. A rotating cutting tool shaves away material to form the shape of the part. These processes were some of the first to be computer controlled and are a common way to form metal parts.
Many machined parts start from common stock shapes such as round, square, plate, hex, block, and bar stock steel that come in standard sizes. When it is possible to use a standard size in your design, it may lower the cost to produce the part.
Some features, such as a perfectly square interior corner, are difficult to produce with this process. If you are planning your part for NC machining, avoid features that are difficult to machine or require multiple machine setups, unless they are needed. (You can make square interior corners using the electrodischarge machining process.) Fillets and rounds that result from machining methods provide additional strength and smooth the corners so they are not sharp when the part is handled. Figure 10.31 shows a part that has been milled (top) and a part that has been turned on a lathe (bottom).

Modeling Sheet Metal Parts
Sheet metal parts, such as the one shown in Figure 10.32, are laid out as a flat pattern that is then bent into shape.
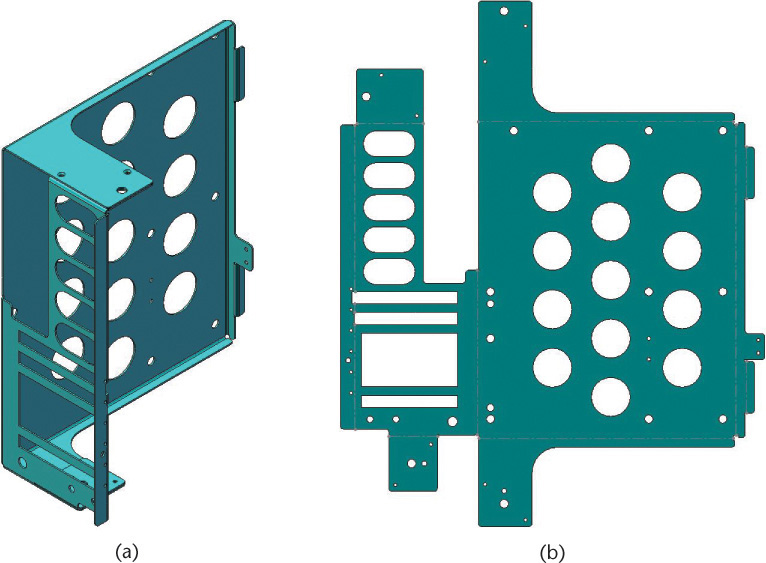
10.32 The 3D part in (a) will be formed by cutting the flat pattern (b) from a piece of sheet metal and bending it into shape. (Courtesy of J. E. Soares.)
When modeling sheet metal parts, you may start by modeling them in 3D to visualize how they fit with mating parts. Each surface on the part must be shown true size in the flat pattern. Additional material for hems or overlaps to be welded must be added and the bend allowance factored in. The bend allowance is determined by how much the metal compresses and stretches when it is bent. Its value depends on the thickness and material of the metal. When the part is manufactured, it will start as a flat part cut from a sheet of uniform-thickness material. Sheet metal design features are available in most CAD modeling software that allow you to model the part with the bends and show the part in its flat or final shape.
Other sheet metal parts may be difficult to manufacture because of the way they must be bent. The brake press in Figure 10.33 is commonly used to form sheet metal parts by bending the metal along a straight line. Without special tooling, some parts may be impossible to bend without deforming other sections of the part.

Keep the following things in mind when modeling sheet metal parts:
• The bend location should allow enough material for the bend; material is compressed on the inside of the bend and stretched on the outside of the bend. Generally a flange (bent area) should be no smaller than 4 times the sheet thickness plus the allowance for the bend radius.
• Keep a single bend radius, when possible, to eliminate the need for tool changes or setups.
• The inside bend radius should be greater or equal to the sheet thickness. Compression of the material for a smaller radius is problematic.
• Do not locate holes, slots and similar features too near a bend or their shapes may be distorted during the bending process. Allow 3 times the sheet thickness plus the bending radius between a bend and a hole feature. In general, check with a sheet metal manufacturer who you are likely to be working with and inquire about their minimum allowance recommendations before your design is finalized.
Another consideration in sheet metal part design is arranging the flat pattern so that the parts nest together to waste the least amount of material. Software packages that can aid in the development of the flat pattern from a 3D wireframe, solid, or surface model (see Figure 10.34) oftentimes will help with pattern nesting to reduce waste material.
10.34 The flat pattern sketch is bent to create the 3D sheet metal feature. (Courtesy of Salient Technologies, Inc. (www.salient-tech.com))
Holes in sheet metal parts are often created by a punch, such as an automated punch press. Standard punches can quickly create openings in the sheet metal part. Figure 10.35 shows a library of shapes corresponding to standard punches.
To help in designing sheet metal parts, you may want to keep a library of 2D outlines of standard punch shapes. You can then use these standard shapes to create 3D model geometry by importing the 2D section into your file and extruding and subtracting the feature to create the opening. Many CAD packages provide a variety of standard sheet metal features.
Some parts are possible to design but not possible to develop into a flat pattern. Figure 10.36 shows an example. This part cannot be created from a single flat sheet, as it would overlap itself.

10.36 (a) This 3D shape cannot be made of a single piece of sheet metal. (b) The flat pattern overlaps itself.
Sheet metal parts are joined together by welding, soldering, or using hems. Figure 10.37 shows standard sheet metal hems.

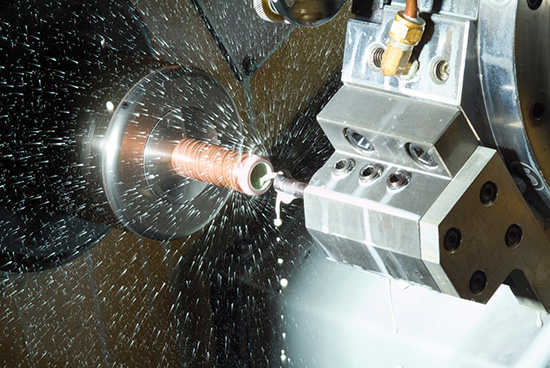
This industrial reamer creates precise holes. Coolant is sprayed on the tool and part to prevent overheating. (Courtesy of Fertnig/iStockphoto.com.)
Other Methods of Production
This is just an introduction to designing for plastic, molded, stamped, and sheet metal parts. Many options exist for achieving the qualities you want for your finished product. Table 10.2 presents some common methods you should be familiar with.
Table 10.2 Shapes and Some Common Methods of Production
Shape of Feature |
Production Method |
Flat surfaces |
Rolling, planing, broaching, milling, shaping, grinding |
Parts with cavities |
End milling, electrical-discharge machining, electrochemical machining, ultrasonic machining, casting |
Parts with sharp features |
Permanent mold casting, machining, grinding, fabricating, powder metallurgy |
Thin hollow shapes |
Slush casting, electroforming, fabricating |
Tubular shapes |
Extrusion, drawing, roll forming, spinning, centrifugal casting |
Tubular parts |
Rubber forming, expanding with hydraulic pressure, explosive forming, spinning |
Curvature on thin sheets |
Stretch forming, peen forming, fabricating, assembly |
Opening in thin sheets |
Blanking, chemical blanking, photochemical blanking |
Cross sections |
Drawing, extruding, shaving, turning, centerless grinding |
Square edges |
Fine blanking, machining, shaving, belt grinding |
Small holes |
Laser, electrical discharge machining, electrochemical machining |
Surface textures |
Knurling, wire brushing, grinding, belt grinding, shot blasting, etching, deposition |
Detailed surface features |
Coining, investment casting, permanent-mold casting, machining |
Threaded parts |
Thread cutting, thread rolling, thread grinding, chasing |
Very large parts |
Casting, forging, fabricating, assembly |
Very small parts |
Investment casting, machining, etching, powder metallurgy, nanofabrication, micromachining |
10.7 Dos and Don’ts of Practical Design
Figures 10.38 and 10.39 show examples in which knowledge of manufacturing processes and limitations is essential for good design.
Casting Design
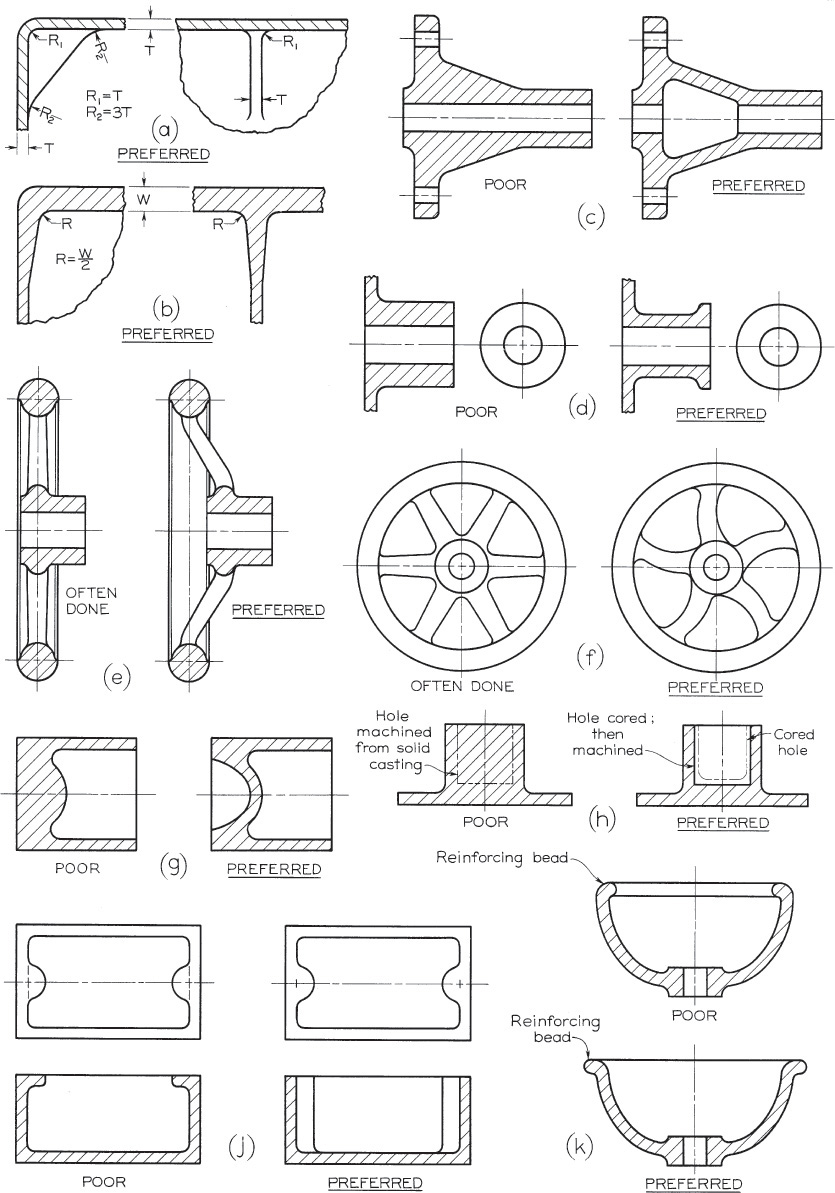
Figure 10.38 shows drawings of casting designs containing common design flaws alongside preferred alternatives.
Many difficulties in producing good castings result from abrupt changes in section or thickness. In Figure 10.38a, rib thicknesses are uniform so that the metal will flow easily to all parts. Fillet radii are equal to the rib thickness—a good general rule to follow. Whenever it is necessary to join a thin feature to a thicker feature, the thin feature should be thickened as it approaches the intersection, as shown in Figure 10.38b.
In Figures 10.38c, g, and h, coring is used to produce walls with more-uniform sections. In Figure 10.38d, an abrupt change in sections is avoided by making thinner walls and leaving a collar.
Figures 10.38e and f show examples in which the preferred design tends to allow the castings to cool without introducing internal stresses. The less desirable design is more likely to crack as it cools, since there is no give in the design. Curved spokes are preferable to straight spokes, and an odd number of spokes is better than an even number, because direct stresses along opposite spokes are avoided.
The design of a part may cause unnecessary trouble and expense for the pattern shop and foundry without any benefit to the design. For example, in the poor designs in Figures 10.38j and k, one-piece patterns would not withdraw from the sand, and two-piece patterns would be necessary. In the preferred examples, the design is just as useful and would be more economical in the pattern shop and foundry.
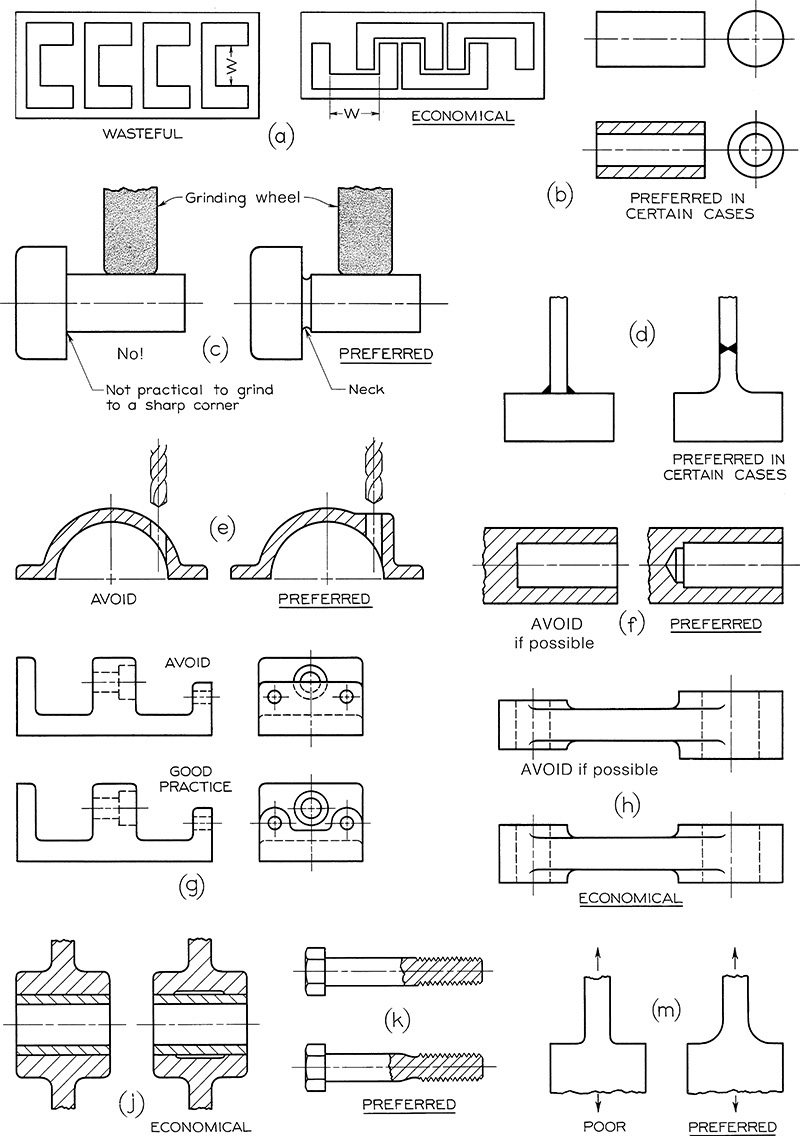
Practical Considerations
Figure 10.39 shows some basic practical considerations for manufacturing designs using various materials. In Figure 10.39a, a narrower piece of stock sheet metal can be used for certain designs that can be linked or overlapped. In this case, the stampings may be overlapped if dimension W is increased slightly, as shown, to save material.
The hardness of heat-treated steel depends on carbon content. To get maximum hardness, it is necessary to rapidly cool (quench) the steel after heating, so it is important that a design can be quenched uniformly. In Figure 10.39b, the solid piece will harden well on the outside but will remain soft and relatively weak on the inside. The hollow piece in the preferred example can be quenched from both the outside and inside. Thus, a hardened hollow shaft can actually be stronger than a solid one.
In Figure 10.39c, a rounded groove (neck) around a shaft next to a shoulder eliminates a practical difficulty in precision grinding. Not only are sharp corners more expensive to grind, but sharp corners often lead to cracking and failure.
In Figure 10.39d the design at the right eliminates a costly reinforced weld, which would be needed in the design at left. The preferred example has strong virgin metal with a generous radius at the point where the stress is likely to be most severe. It is possible to make the design on the left as strong as that on the right, but it requires more expense, expertise, and special equipment.
It is difficult to drill into a slanting surface, as shown at the left in Figure 10.39e. Drilling is much easier if a boss is provided, as shown at right.
The design at the left in Figure 10.39f requires accurate boring or reaming of a blind hole all the way to a flat bottom, which is difficult and expensive. It is better to drill deeper than the hole is to be finished, as shown at the right, to provide room for tool clearance and chips.
In Figure 10.39g, the drill and counterbore in the upper example cannot be used for the hole in the centerpiece because of the raised portion at the right end. In the preferred example, the end is redesigned to provide access for the drill and counterbore.
In the top design in Figure 10.39h, the ends are not the same height, so each flat surface must be machined separately. In the design below, the ends are the same height, the surfaces are in line horizontally, and only two machining operations are necessary. It is always good to simplify and limit the machining as much as possible.
The design at the left in Figure 10.39j requires that the housing be bored for the entire length to receive a pressed bushing. Machining time can be decreased if the cored recess is made as shown, assuming that average loads would be applied in use.
The lower bolt in Figure 10.39k is encircled by a rounded groove no deeper than the root of the thread. This makes a gentle transition from the small diameter at the root of the threads to the large diameter of the body of the bolt, producing less stress concentration and a stronger bolt. In general, sharp internal corners should be avoided because these are points of stress concentration and possible failure.
In Figure 10.39m, a .25″ steel plate is being pulled, as shown by the arrows. Increasing the radius of the inside corners increases the strength of the plate by distributing the load over a greater area.
10.8 Manufacturing Materials
An ever-increasing variety of materials are available, each having its own characteristics, applications, advantages, and limitations. The following general types of materials are used in manufacturing.
• Ferrous metals: carbon, alloy, stainless, and tool and die steels.
• Nonferrous metals: aluminum, magnesium, copper, nickel, titanium, superalloys, refractory metals, beryllium, zirconium, low-melting alloys, and precious metals.
• Plastics: thermoplastics, thermosets, and elastomers.
• Ceramics: glass ceramics, glasses, graphite, diamond, and diamond-like materials.
• Composite materials: reinforced plastics, metal-matrix and ceramic-matrix composites. These are also known as engineered materials.
• Nanomaterials: shape-memory alloys, amorphous alloys, superconductors, and various others.
As new materials are developed, the selection of appropriate materials becomes even more challenging. There are constantly shifting trends in the usage of materials in all products, driven principally by economic needs.
Many examples of product failure can be traced to poor selection of material or manufacturing processes or poor control of process variables. A component or a product is generally considered to have failed when:
• It stops functioning (broken shaft, gear, bolt, cable, or turbine blade).
• It does not function properly or perform within required specification limits (worn bearings, gears, tools, and dies).
• It becomes unreliable or unsafe for further use (frayed cable in a winch, crack in a shaft, poor connection in a printed circuit board, or delamination of a reinforced plastic component).
When selecting materials for products, consider their mechanical properties: strength, toughness, ductility, hardness, elasticity, fatigue, and creep. The strength-to-weight and stiffness-to-weight ratios of material are also important, particularly for aerospace and automotive applications. Aluminum, titanium, and reinforced plastics, for example, have higher values of these ratios than steels and cast irons. The mechanical properties specified for a product and its components should, of course, be for the conditions under which the product is expected to function. Then, consider the physical properties of density, specific heat, thermal expansion and conductivity, melting point, and electrical and magnetic properties.

Standard shapes are often used in materials testing to make it easier to compare results. (Courtesy of Clive Streeter © Dorling Kindersley.)
Chemical properties also play a significant role in hostile as well as normal environments. Oxidation, corrosion, general degradation of properties, toxicity, and flammability of materials are among the important factors to be considered. In some commercial airline disasters, for example, deaths occurred by toxic fumes from burning nonmetallic materials in the cabin.
Manufacturing properties of materials determine whether they can be cast, formed, machined, welded, and heat-treated with relative ease (Table 10.3). Methods used to process materials to the desired shapes can adversely affect the product’s final properties, service life, and cost.
Table 10.3 General Manufacturing Characteristics of Various Alloys
Alloy |
Castability |
Weldability |
Machinability |
Aluminum |
Excellent |
Fair |
Good/Excellent |
Copper |
Fair/Good |
Fair |
Fair/Good |
Gray cast iron |
Excellent |
Difficult |
Good |
White cast iron |
Good |
Very Poor |
Very Poor |
Nickel |
Fair |
Fair |
Fair |
Steels |
Fair |
Excellent |
Fair |
Zinc |
Excellent |
Difficult |
Excellent |
Cost and availability of raw and processed materials and manufactured components are major concerns in manufacturing. Competitively, the economic aspects of material selection are as important as the technological considerations of properties and characteristics of materials.
If raw or processed materials or manufactured components are not available in the desired shapes, dimensions, and quantities, substitutes and/or additional processing will be required, which can contribute significantly to product cost. For example, if a round bar of a certain diameter is not available in standard form, then a larger rod must be purchased and its diameter reduced by some means, such as machining, drawing through a die, or grinding. When possible, modify the product design to take advantage of standard dimensions of raw materials, thus avoiding additional manufacturing costs.
Different costs are involved in processing materials by different methods. Some methods require expensive machinery, others require extensive labor, and still others require personnel with special skills, a high level of education, or specialized training.
Material Assignment in Models
When CAD software allows you to assign materials to your 3D parts, the materials can be used to calculate mass properties of parts and assemblies and for rendering appearances. This information is often stored in a database or in separate material files. Once you have defined a material file, you can store and reuse it, saving you the effort of having to look up and redefine the material information each time it is needed. The calculated mass of your part depends on the density for the material that is entered in this file and the units for that density. The Material dialog box from SolidWorks in Figure 10.40 shows several standard materials predefined for you and the kinds of properties you can set.
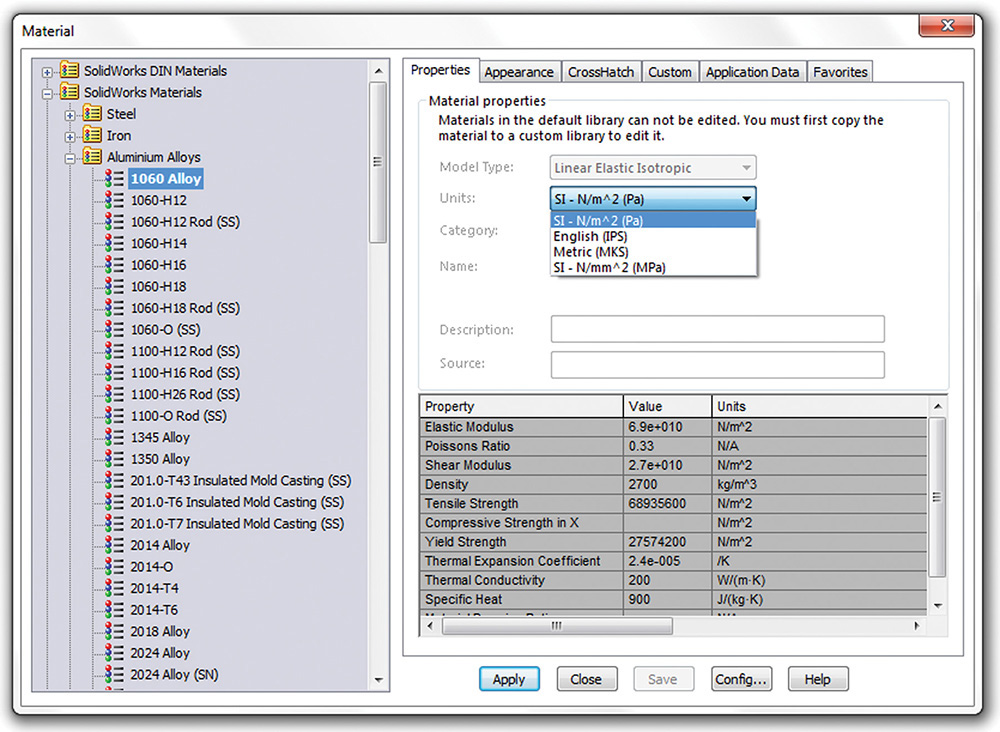
10.40 The Material Properties of 1060 Aluminum Alloy. SolidWorks and other modelers provide preexisting materials that you can assign to parts. You also can set the properties of a material and save them in a custom material file that you can apply to your parts. (Image courtesy of ©2016 Dassault Systèmes SolidWorks Corporation.)
When entering this information, match the units to the other units you are using. For example, if the mass density for the material is expected to be entered in slugs per cubic inch, and you enter the value using slugs per cubic feet, the resulting calculations for the mass will be off by a significant factor—1728. When using material files from an existing library, you must take particular care to notice the units in which the information was entered and make sure that it matches the units you are using for your model.
Some CAD software uses a density of 1.00 for all materials or when parts have no material assigned and reports the mass based on this value. When a CAD system uses a density of 1.00 to calculate the mass of your model, you can calculate the actual mass by knowing the specific gravity of the material (which can be looked up in a materials table). If you do not check the calculations by hand and inadvertently use the density of 1.00 (as though your model were made of water), your incorrect mass value may cause a significant error.
10.9 Appearance, Service Life, and Recycling
Color, feel, and surface texture determined by material appearance are all characteristics that we consider when making a decision about purchasing a product. Time- and service-dependent phenomena such as wear, fatigue, creep, and dimensional stability are also important. These phenomena can significantly affect a product’s performance and, if not controlled, can lead to total failure of the product. Similarly, compatibility of materials used in a product is important. Friction, wear, and corrosion can shorten a product’s life or cause it to fail prematurely. Another phenomenon that can cause failure is galvanic corrosion between mating parts made of dissimilar metals.
Recycling or proper disposal of materials at the end of their useful service lives has become increasingly important in an age when we are conscious of preserving resources and maintaining a clean and healthy environment. For example, many new products, such as decking materials, picnic tables, and even stylish interior panels are made from recycled HDPE (high-density polyethylene). The proper treatment and disposal of toxic wastes and materials is also a crucial consideration. Many CAD platforms provide database tools for analyzing the impact of materials selections on the design cost and its environmental impact.
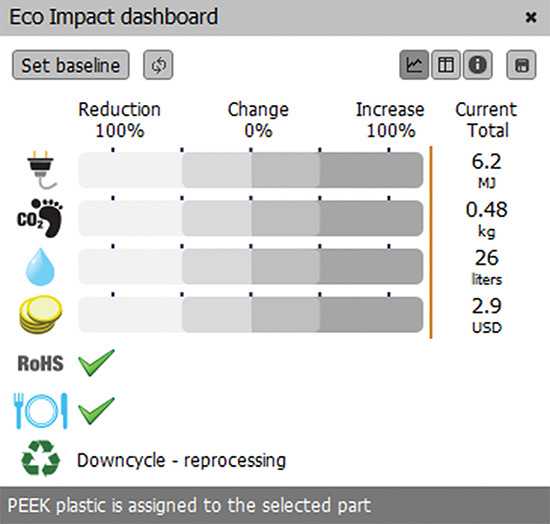
10.41 Material advisor software compatible with CAD systems allows you to evaluate materials selections during the modeling process. (Autodesk screen shots reprinted courtesy of Autodesk, Inc.)
10.10 Dimensional Accuracy and Surface Finish
Size, thickness, and shape complexity of the part have a major bearing on the manufacturing process selected to produce it. Flat parts with thin cross sections, for example, cannot be cast properly. Complex parts may be formed easily and economically, but they may be cast or fabricated from individual pieces.
Tolerances and surface finish obtained in hot-working operations cannot be as good as those obtained in cold-working (room temperature) operations, because dimensional changes, warpage, and surface oxidation occur during processing at elevated temperatures. Some casting processes produce a better surface finish than others because of the different types of mold materials used and their surface finish.
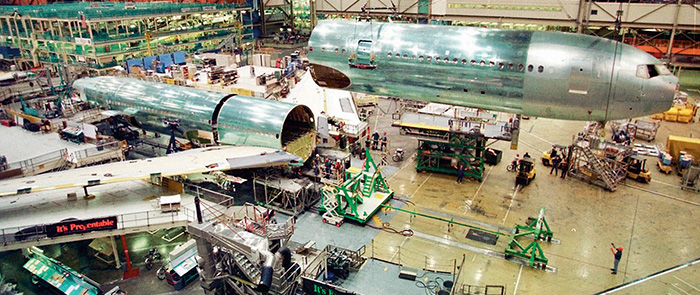
The size and shape of manufactured products vary widely. For example, the main landing gear for a twin-engine, 400-passenger Boeing 777 jetliner is 4.3 m (14′) high, with three axles and six wheels, made by forging and machining processes (Figure 10.42). At the other extreme is the generation of a 0.05-mm (0.002″) diameter hole at one end of a 0.35-mm (0.014″) diameter needle, using a process called electrical-discharge machining. The hole is burr-free and has a location accuracy of ±0.003 mm (0.0001″).
Another small-scale manufacturing example is given in Figure 10.43, which shows microscopic gears as small as 100 µm (0.004″) in diameter. The center gear is smaller than a human hair. These gears may be used in applications such as powering microrobots to repair human cells, microknives in surgery, and camera shutters for precise photography. Such small-scale operations are called nanotechnology and nanofabrication (“nano” meaning one billionth).
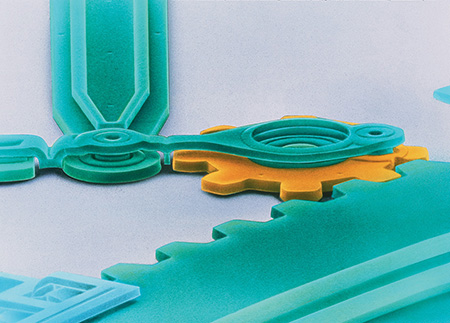
10.43 Colored Scanning Electron Micrograph of the Drive Gear (Orange) in a Micromotor. The orange-colored gear in this colored scanning electron micrograph is smaller in diameter than a human hair and 100 times thinner than a sheet of paper. The whole micromotor device was etched into the surface of a wafer of silicon by the same techniques used to make silicon chips. (Courtesy of SNL/DOE/Photo Researchers, Inc.)
Ultraprecision manufacturing techniques and machinery are now being developed and are coming into more common use. For machining mirrorlike surfaces, for example, the cutting tool is a very sharp diamond tip, and the equipment has very high stiffness and must be operated in a room where the temperature is controlled within 1°C. Highly sophisticated techniques such as molecular-beam epitaxy and scanning-tunneling microscopy are being implemented to obtain accuracies on the order of the atomic lattice, ±0.1 nm.
10.11 Net-Shape Manufacturing
Because not all manufacturing operations produce finished parts, additional operations may be necessary. For example, a forged part may not have the desired dimensions or surface finish, so additional operations such as machining or grinding may be necessary. Likewise, if it is difficult, impossible, or economically undesirable to produce a part with holes using just one manufacturing process, processes such as drilling may be needed. In another example, the holes produced by a particular manufacturing process may not have the proper roundness, dimensional accuracy, or surface finish, creating a need for additional operations such as honing.
Finishing operations can contribute significantly to the cost of a product. Consequently, the trend has been for net-shape manufacturing or near-net-shape manufacturing. In net-shape or near-net-shape manufacturing, the part is made as close to the final desired dimensions, tolerances, surface finish, and specifications as possible. Typical examples of these methods are near-net-shape forging and casting of parts, stamped sheet metal parts, injection-molded plastics, and components made by powder metallurgy techniques. Figure 10.44 shows a subassembly as originally designed (a), the redesign for ease of assembly (b), and finally as designed for net-shape manufacture as a single injection-molded part (c).
10.44 Net-Shape Manufacturing. The original part shown in (a) required the assembly of several parts, the redesign shown in (b) made this part easier to assemble, but changing the design to (c), a single plastic part, requires no assembly. (Courtesy of Tektronix.)
10.12 Computer-Integrated Manufacturing
The major goals of automation in manufacturing facilities are to integrate various operations to improve productivity, increase product quality and uniformity, minimize cycle times, and reduce labor costs. Since the 1940s, automation has accelerated because of rapid advances in control systems for machines and in computer technology.
Few developments in the history of manufacturing have had a more significant impact than computers. Computers are now used in a very broad range of applications, including control and optimization of manufacturing processes, material handling, assembly, automated inspection and testing of products, as well as inventory control and numerous management activities. Beginning with computer graphics and computer-aided design and manufacturing, the use of computers has been extended to computer-integrated manufacturing (CIM). Computer-integrated manufacturing is particularly effective because of its capability for
• responsiveness to rapid changes in market demand and product modification;
• better use of materials, machinery, and personnel, and reduced inventory;
• better control of production and management of the total manufacturing operation; and
• high-quality products at low cost.
Major Applications of Computers in Manufacturing
Computer numerical control (CNC) is a method of controlling the movements of machine components by direct insertion of coded instructions in the form of numerical data. Numerical control was first implemented in the early 1950s and was a major advance in the automation of machines.
Adaptive control (AC) automatically adjusts the parameters in a manufacturing process to optimize production rate and product quality, and to minimize cost. Parameters such as forces, temperatures, surface finish, and dimensions of the part are monitored constantly. If they move outside the acceptable range, the system adjusts the process variables until the parameters again fall within the acceptable range.
Industrial robots were introduced in the early 1960s, and they have been replacing humans in operations that are repetitive, boring, and dangerous, thus reducing the possibility of human error, decreasing variability in product quality, and improving productivity. Robots with sensory perception capabilities (intelligent robots) are being developed, with movements that simulate those of humans.
Automated handling of materials, controlled by computers, has allowed highly efficient handling of materials and products in various stages of completion (work in progress), such as from storage to machine, from machine to machine, and at the points of inspection, inventory, and shipment.
Automated and robotic assembly systems are replacing costly assembly by operators. Products are designed or redesigned so that they can be assembled more easily by machine.
Computer-aided process planning (CAPP) is capable of improving productivity in a plant by optimizing process plans, reducing planning costs, and improving the consistency of product quality and reliability. Functions such as cost estimating and work standards (time required to perform a certain operation) can also be incorporated into the system.
Group technology (GT) groups products by classifying them into families, according to similarities in design and similarities in manufacturing processes to produce the part. In this way, part designs and process plans can be standardized and families of parts can be produced efficiently and economically.
Just-in-time (JIT) production tries to deliver supplies just in time to be used, to produce parts just in time to be made into subassemblies and assemblies, and to finish products just in time to be delivered to the customer. In this way, inventory carrying costs are low, part defects are detected right away, productivity is increased, and high-quality products are made at low cost.

Cellular manufacturing involves workstations, which are manufacturing cells usually containing a central robot and several machines, each performing a different operation on the part.
Flexible manufacturing systems (FMS) integrate manufacturing cells into a large unit, all interfaced with a central computer. Flexible manufacturing systems have the highest level of efficiency, sophistication, and productivity in manufacturing. Although costly, they are capable of producing parts randomly and changing manufacturing sequences on different parts quickly; thus, they can meet rapid changes in market demand for various types of products.
Expert systems are basically intelligent computer programs. Expert systems are being developed rapidly with capabilities to perform tasks and solve difficult real-life problems as human experts would.
Artificial intelligence (AI) involves the use of machines and computers to replace human intelligence. Computer-controlled systems are becoming capable of learning from experience and making decisions that optimize operations and minimize costs. Artificial neural networks, which are designed to simulate the thought processes of the human brain, have the capability of modeling and simulating production facilities, monitoring and controlling manufacturing processes, diagnosing problems in machine performance, conducting financial planning, and managing a company’s manufacturing strategy.
10.13 Shared Manufacturing
Although large corporations can afford to implement current technology and take risks, smaller companies generally have difficulty in doing so owing to limited personnel, resources, and capital. More recently, the concept of shared manufacturing has been proposed. This consists of a regional or nationwide network of manufacturing facilities with state-of-the-art equipment for training, prototype development, and small-scale production runs to help small companies develop products that compete in the global marketplace.
In view of these advances and their potential, some experts envision a factory of the future in which production takes place with little or no direct human intervention. Although the discussion remains highly controversial, the human role in this system is expected to be confined to supervision, maintenance, and upgrading of machines, computers, and software.
10.14 Manufacturing Methods and the Drawing
In designing a part, consider what materials and manufacturing processes are to be used. These processes will determine the representation of the detailed features of the part, the choice of dimensions, and the machining or processing accuracy. The principal methods of metal forming are
• Casting
• Machining from standard stock
• Welding
• Forming from sheet stock
• Forging
A knowledge of these processes, along with a thorough understanding of the intended use of the part, will help determine some basic manufacturing processes.
In sand casting all cast surfaces remain rough textured, with all corners filleted or rounded. Sharp corners indicate that at least one of the surfaces is finished (i.e., machined further, usually to produce a flat surface), and finish marks are shown on the edge view of the finished surface. Plastic parts are similar in many ways to castings because they have filleted and rounded corners and draft to allow the parts to be removed from the mold.
In drawings of parts machined from standard stock, most surfaces are represented as machined. In some cases, as on shafting, the surface existing on the raw stock is often accurate enough without further finishing. Corners are usually sharp, but fillets and rounds are machined when necessary. For example, an interior corner may be machined with a radius to provide greater strength.
On welding drawings, several pieces are cut to size and welded together. Welding symbols (listed in Appendix 31) indicate the welds required. Generally, there are no fillets and rounds except those generated during the welding process itself. Certain surfaces may be machined after welding or, in some cases, before welding. Notice that lines are shown where the separate pieces are joined.
On sheet metal drawings, the thickness of the material is uniform and is usually given in the material specification note rather than by a dimension on the drawing. Bend radii and bend reliefs at corners are specified according to standard practice. For dimensions, either the decimal-inch or metric dimensioning systems may be used. Allowances of extra material for joints may be required when the flat blank size is being determined.
For forged parts, separate drawings may be made for the die maker and for the machinist. The forging drawing provides only the information to produce the forging, and the dimensions given are those needed by the die maker. All corners are rounded and filleted and are shown as such on the drawing. The draft is drawn to scale and is usually specified by degrees in a note. A separate shop drawing for the machinist may be used to show the locations and sizes of drilled holes and information for surface finishes.
Industry Case: Modeling Sheet Metal Parts: Think Flat
When Stan McLean designs stainless steel sheet metal components manufactured by Ability Fabricators, he uses the sheet metal module in SolidWorks to model the multiple parts and optimize the fit of the various components.
“Ability Fabricators, Inc. Specializes in custom equipment, mostly for the pharmaceutical and food industries,” McLean explains. “Projects can be anything from fully automated equipment such as drum lifts and V-Blenders, to cabinets and tables, to a simple bracket to support a sensor on a bottling line. Modeling the complicated equipment involves inserting and positioning motors, actuators, sensors, bearings, and linear guides in the assembly, then building the required sheet metal brackets, supports, and covers around the components.”
McLean usually has several files open at the same time as he works: the assembly model, subassemblies, and the individual part model he is working on. Each part in the assembly is stored in its own file and loaded into the assembly. When creating new sheet metal parts, McLean takes both a “top down” and “bottom up” approach. Certain parts are created on their own and then inserted into the assembly (bottom up design). Other sheet metal parts are created directly in the assembly based on the position of the various components (top down design).
With the individual components in place in the model, McLean can begin modeling the sheet metal parts needed to hold them. “A sheet metal part is a series of flanges or a box with various bends at various angles. I can sketch a rectangle, dimension it, extrude it to the gauge of the sheet metal I’m using, then add a flange by extruding another sketch—or by using the Insert Flange command in the sheet metal module.” The sheet metal module contains a series of tools that are specifically designed to create the unique features of sheet metal parts, such as flanges, hem bends, sketched bends, corner seams, and more.
To ensure that all parts fit together correctly, McLean often sketches the base feature for a sheet metal part on one face of an existing component, then adds flanges by sketching on surfaces of other parts. “I’m always updating all of the parts in the assembly and modifying the sheet metal parts to make sure everything comes together as required.”

10.46 This is the 3D model of the cabinet and countertop to be fabricated from sheets of 14 gauge stainless steel.
When designing sheet metal structures such as the cabinet and countertop shown here, McLean models the parts one face at time and validates them in the assembly until it the part is complete. “By designing them one face at a time, I can adjust the faces as needed until everything is where it is supposed to be.”
Sometime he creates subassemblies for single parts with multiple bodies to create weldments where more than one part or bodies are welded together. He adds regular fasteners or PEM fasteners (clinch nuts) to the assembly model as needed to fasten the parts together. He can also use tools in the sheet metal module to create lofted bends (for square to round transitions) or cylindrical or conical sections. When he adds a split line on one side of a complex form, SolidWorks is capable of creating a flat pattern from the model.
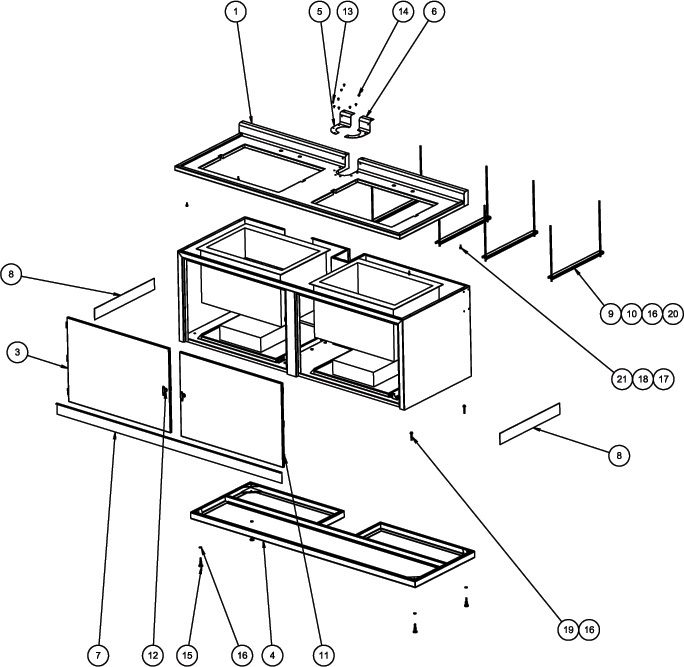
The sheet metal module automatically creates and updates a flat pattern for the part. The flat pattern is the last feature shown in the feature browser. It can be toggled off and on as needed to display the flat pattern for verification. The software also checks automatically for collisions in the flat pattern.
McLean uses the sheet metal template in SolidWorks to carefully control the sheet metal parameters such as bend allowance (K-factor), sheet metal thickness, bend radius, corner relief, and other settings. He sets these values to make sure that the flat patterns calculated accurately reflect the real parts produced in the shop.
Sheet metal is defined by the gauge denoting its thickness and giving the type of material and finish. For example, 14 gauge stainless steel is 0.078″ thick. Sheets thicker than 3/16″ are usually referred to as plate. Although the tools in SolidWorks are made for sheet metal, they work as well for creating thicker plate parts that will be rolled or brake formed. The thickness and gauge of the material affect the K-factor used to calculate the bend allowance—the amount the flat pattern will be adjusted for bending—and the location of the neutral line. Inside the neutral line the sheet metal part is in compression and made slightly smaller during forming on a brake press; outside the neutral line the metal is in tension and stretched. The neutral line represents the boundary where the part is the same length in both the flat and formed shape. Where the neutral line is on a given part is based on the bend radius and the ductility of the material and is not directly in the center of the bend.
Once the parts have been designed, McLean creates multiview, fully dimensioned 2D drawings of the 3D sheet metal part and a bill of materials for any fasteners it includes. Because the sheet metal parts will be cut with a numerically controlled machine, McLean saves the flat pattern as a separate .dxf file that can be imported by the software they use to generate the NC code for cutting the part. The result is a complete documentation drawing of the folded part and an electronic file of the flat shape that can be used to cut the shape from the sheet metal. Typical CNC machines for cutting sheet metal are a laser cutter, plasma cutter, or CNC-controlled punch press.
Although the software speeds up the modeling of sheet metal parts, it does not prevent the creation of impossible parts. “Because you’re creating this bent-up enclosure, you have to think about the flat all the time,” says McLean. “You can create a solid or sheet metal enclosure with flanges that, when unfolded, will overlap each other. You also have to know how the metal is going to be bent. If you have a part with several bends, and you do them in the wrong order, you can get to a point where you can’t complete the bend because the part will either hit the machine or hit the die.”
McLean’s manufacturing background helps him “think flat” and allows him to optimize his designs in ways that others cannot. “Sometimes I look at a flat pattern and the formed part and need to make changes to optimize the fabrication. I also talk with the operators for the CNC laser cutter and press brake to make sure I have made the right decisions.”

Short of manufacturing experience, however, McLean’s advice for sheet metal parts is to “keep it simple.” “Instead of welding three parts together, is it better to make a single, more complicated part? This is a trade-off with no simple answer. The question is, Where are you actually saving? If you get to the point where a part has 10 to 15 bends in it, you’re probably better off going to two parts and welding them together.”
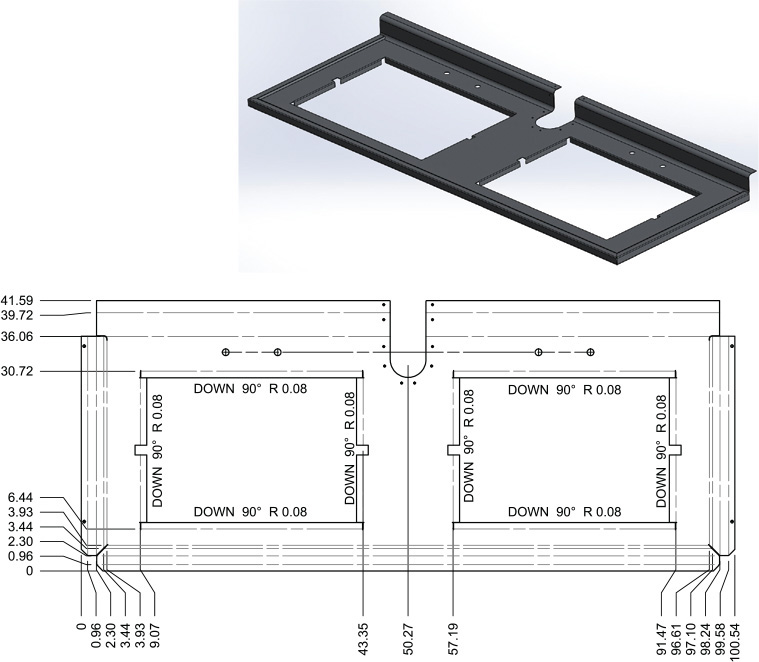
10.49 The flat pattern for the part to be cut and formed into the countertop shown above right. (Courtesy of Ability Fabricators Inc.)
10.15 Modeling for Testing and Refinement
The refinement phase forms an iterative loop with the analysis phase of design. Test results feed back into model changes, and the revised model is used for further testing. Your 3D solid model database defines the geometry of the design and provides information for engineering analysis, such as determining mass, volume, surface area, and moments of inertia.
You can use tools such as a spreadsheet, equation solver, motion simulator, and finite element package with model data to check for stress concentrations; determine deflections, shear forces, bending moments, heat transfer properties, and natural frequencies; perform failure analysis and vibration analysis; and make many other calculations.
10.16 Determining Mass Properties
The size, weight, surface area, and other properties available from a 3D model are frequently part of the design criteria your design must satisfy. The surface area of a part can determine whether a part cools as quickly as it should. The volume of a molded part will determine how much material is needed to fill the mold—which in turn determines a key component of the manufacturing cost.
When a satellite or other space vehicle is designed, the mass of the finished product is important for determining the thrust required for the vehicle to leave Earth’s atmosphere. Accurate mass information can spell the difference between success and failure and, for manned space flights, the difference between life and death. At the same time, spacecraft designs seek to minimize the total mass of the system, so the built-in factors of safety cannot be as high as those for bridges built of heavy steel. When the margin for error is small, the importance of accurate mass properties information is even higher.
Calculating the mass of a model as complex as a satellite by hand is time-consuming and might add years to the design process. Most 3D CAD systems allow you to directly generate a wide range of mass property information about the model.
The following are mass property calculations commonly available in CAD modeling software:
• Volume
• Centroid or center of gravity
• Surface area
• Moments of inertia
• Mass
• Radii of gyration
Acquiring mass properties information directly from the model provides information that would be difficult to calculate accurately. Figure 10.50 shows the model of a bike brake assembly. Figure 10.53 on page 454 shows the mass properties generated from the model. Modeling software can report the volume of the part—regardless of its shape—with accuracies of up to plus or minus one hundred-millionth of a percent (± 0.00000001).

Mass Property Calculations: Mass Properties of a Right Cylinder
You can learn more about using mass property calculations, such as moments of inertia, in engineering courses. The equations and illustrations in this example illustrate these properties as they would apply to a 1-inch diameter right cylinder (a cylinder in which the base is perpendicular to the height), shown in 10.51.
For this example cylinder:
π is approximately 3.14
r = .5 inch, the base’s radius
d = 1 inch, the base’s diameter
l = 2 inches, the height of the cylinder.
Volume
The volume of a solid is basically the amount of space it takes up; volume is measured in cubic units. For many basic geometric solids, like a cylinder, volume can be calculated using simple formulas. Complex shapes can be calculated either by breaking them down into simpler geometric solids—whose volumes are easier to calculate—and adding those volumes together or by using calculus-based methods. CAD software usually uses approximate methods to evaluate integrals to determine the volume and mass properties of any shape.
v = volume
The volume of a 1-inch-diameter cylinder, in which the 2-inch length is perpendicular to the circular base, is the area of the base times the length.
Surface Area
The surface area of a solid is the square measure of its exterior surface. It is also the total area of the boundary surfaces of a solid or surface model. You can think of the surface area as the measure of the exterior surface of the object flattened out into a plane (as shown in 10.52). Once again, it is easy to calculate for simple cases, but complex for irregular shapes. CAD software usually uses approximate methods to evaluate integrals to determine the surface area of any shape.
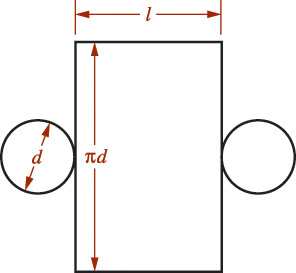
Sa = surface area
The surface area of the cylinder is the area of the rectangular shape that encloses the cylinder (πd × l) plus the area of the two circular ends (πr2).
Mass
The mass is roughly the measure of the resistance that an object has to changing its steady motion.
Mass density for a given material is usually found by looking up the value in an engineering materials table. This is typically information you provide to calculate the mass for a given object. It is very important to make sure the units for your model (millimeters or inches, for example) match the units for the mass density that you provide (milligrams per cubic millimeter, for example). If they do not, you must convert the volume value reported from the software, or you will be off by a large factor in your calculations.
The mass of this cylinder, if made from copper, is its volume times the mass density of the material, which is 0.295.
m = 1.57 in.3 × 0.295 lb/in.3
= 0.46315 lb/in.3
Centroid or Center of Gravity
A centroid is a point defining the geometric center of an object. The centroid and center of gravity coincide when the part is made of a uniform material in a parallel gravity field. Most CAD software reports the centroid relative to the coordinate system that is selected. Make sure that you understand how the coordinate system is oriented when interpreting this value. Approximations of double integrals are used by the CAD software to calculate centroids.
C = centroid
The centroid for the cylinder is stated in terms of the three axes of the 3D coordinate system. Given the location of the origin at the center of one end of the cylinder, the centroid for this part is at (1,0,0) inches.
C = Cx, Cy, Cz
Cx = l/2 = 2/2 = 1
Cy = 0
Cz = 0
C = 1,0,0
Moments of Inertia
A moment of inertia is the measure of the resistance that an object has to changing its steady motion about an axis. A moment of inertia depends on the mass of the object and how that mass is distributed about the axis of interest. A moment of inertia is the second moment of mass of the object relative to the axis. Products of inertia are similar to moments of inertia, but they describe the mass distribution relative to two axes of interest. Make sure you understand how the coordinate system is oriented when interpreting this value.
I = moment of inertia
I = second moment of mass about an axis
For this cylinder,
Ix = ∫(y2 + z2)dm
Iy = ∫(x2 + z2)dm
Iz = ∫(x2 + y2)dm
Radii of Gyration
The radius of gyration is the distance from the axis of interest where all the mass can be concentrated and still produce the same moment of inertia. Make sure you understand how the coordinate system is oriented when interpreting this value.
k = radius of gyration about an axis
For this cylinder,

Understanding Mass Property Calculations
Before you make use of the mass properties generated by your modeling software, it is important to understand how the values are derived. Modeling methods, algorithms, system variables, and units used by your CAD software make a difference in the accuracy of mass property calculations. For example, models that store the faceted representation of the part may produce less accurate calculations than models that store the accurate geometry.
Different modeling software uses different algorithms to calculate the volume of a solid. Some of them have error ranges of plus or minus 20%. One algorithm used to calculate the volume of a solid simply encloses the solid in a bounding box, then breaks it up into rectangular prisms parallel to the bounding box. (A bounding box is the smallest box inside which the solid will fit.) The lengths of the rectangular prisms are determined by the surface boundaries of the solid. The volumes of the prisms are then summed to find the volume of the solid. The accuracy of this method depends on the number of subdivisions into which the object is broken. The direction from which the prisms are created also affects the ability of the prisms to approximate the shape. Typically, both these settings are variables with ranges that you can set prior to calculating the mass properties.
Other systems use an iterative process to approximate the integral that describes the volume. These systems often let you specify a range of accuracy for the calculations. The more accurate you require the calculations to be, the more time they will take.
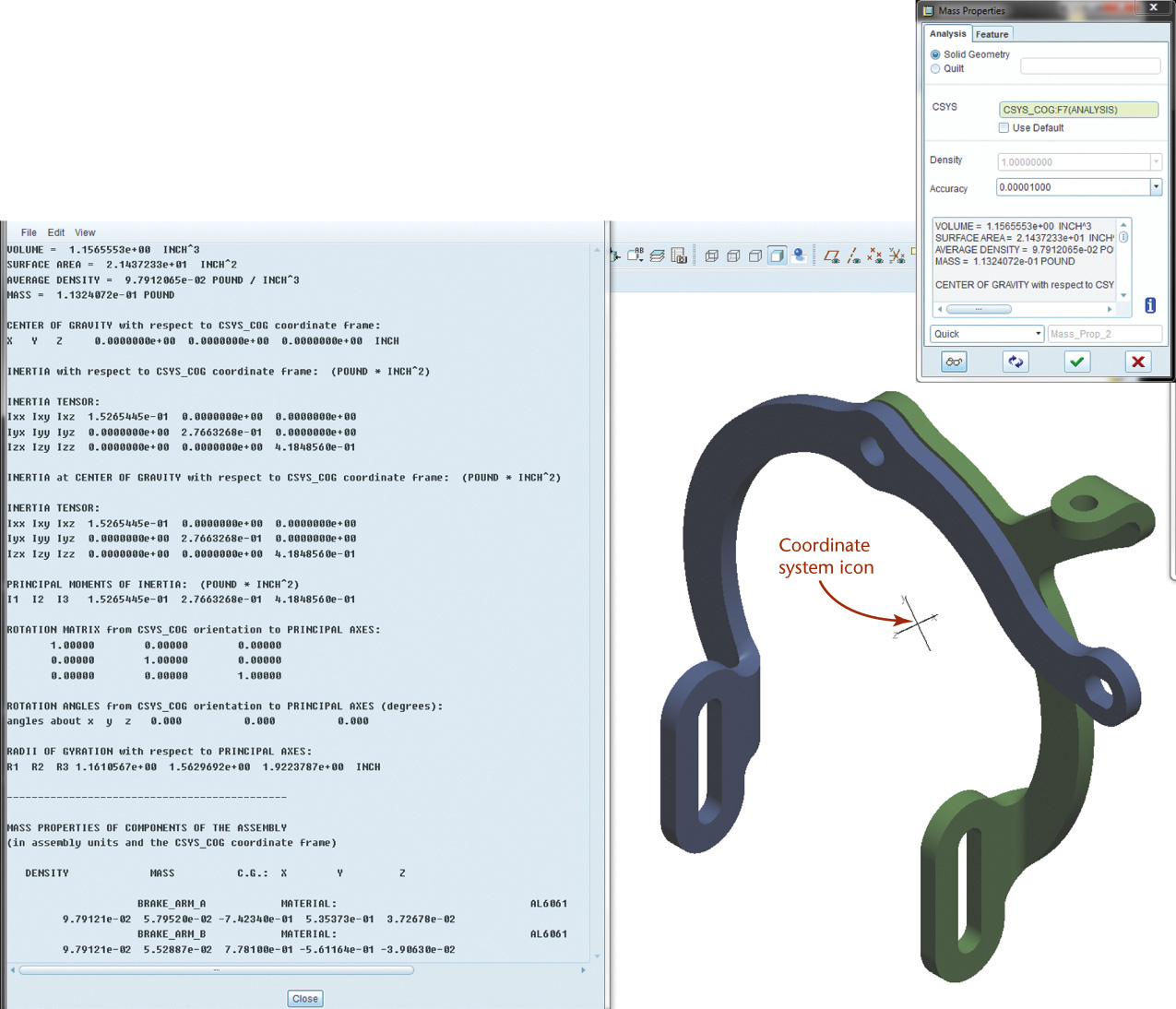
Verifying Accuracy
A good way to verify the results you are getting for mass properties is to model a shape in which the geometry is known (such as the 1-inch-diameter cylinder used in the preceding example), then compare the properties calculated by hand with those given by the CAD system. Use your CAD software to model the cylinder shown in Figure 10.54: it has a diameter of 1 inch and a height of 2 inches. Calculate the volume by hand using the formula.
v = π × r2 × l
= 3.14 × (.5 in.)2 × 2 in.
= 1.57 in.3
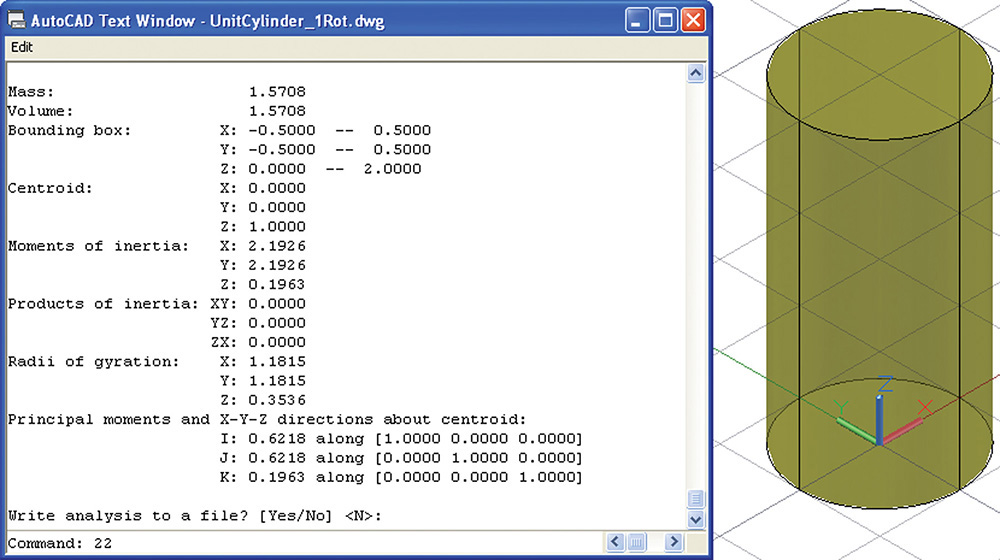
10.54 Mass Properties for the Cylinder from AutoCAD (Autodesk screen shots courtesy of Autodesk, Inc.)
Then, list the same information from your solid modeling software. Is it the same? A modeling package that stores an accurate representation, such as AutoCAD 2016 (see Figure 10.54), will yield different results from one such as AutoCAD Release 12, which used faceted models and an approximate method to calculate volumes (Figure 10.55).
10.55 The faceted models stored by AutoCAD Release 12, as shown here, produce a less accurate volume calculation than the more accurate form of the model stored by AutoCAD 2016.
Even after checking the results with a simple object, you should routinely estimate the values for your models to make sure that the computed values from your system are reasonable. If there is a significant difference between the software report and your hand calculation, take time to determine what is producing the variation. Do not just believe the values reported by the software and base important decisions on those results. (There is a tendency to think the software values are right because they are printed neatly on the screen. Make sure you understand the values and their range of accuracy before you use them.)
Units and Assumptions
Some information reported under mass properties, such as the centroid, moments, and radii of gyration, is related to the coordinate system in which the model is stored or to a coordinate system you have selected. You must make sure that you understand the model orientation with respect to the coordinate system, or you may misinterpret the numbers reported.
The type of units specified or assumed is especially important in calculating mass properties. Using mismatched types of units is a common reason mass property values may not match your expected values. The common unit systems in the United States are the inch-pound-second (ips) and foot-pound-second (fps) systems. Elsewhere, the Système International (SI) is used, with meters, kilograms, and seconds (mks) as the basic units, although the centimeter-gram-second (cgs) system is also sometimes used, and machine parts are often modeled using millimeters. You must make sure that you understand the units that are used in the calculation of the mass properties.
Tip: Preparing for Mass Property Calculations
• Check the accuracy of your modeler by calculating values for a simple part by hand.
• Routinely estimate the values you expect and compare them with the modeler’s results.
• Be sure the units used for a calculation are consistent with your model units.
• Note the coordinate system orientation used in certain calculations.
• Set materials properties for each part, taking care that units used fit your needs.
• Confirm the density used for materials in your modeler: does it use a default value?
10.17 Exporting Data from the Database
In some cases, mass properties information provided by the solid model is enough to determine whether a key criterion is met; in other cases, the information from the model needs to be analyzed further or combined with additional information. The surface area of a model, for example, can be used with an estimate of paint per square foot to gauge the amount and cost of paint required.
Most solid and parametric modeling software allows you to export a wide range of data from the CAD database so it can be used in other applications. Mass properties data are commonly exported to text files that can be read by a spreadsheet, for example. Parameter data and the geometry of the model itself can also be exported to be used in other applications. Conversely, parameter information can be imported into constraint-based modeling software from spreadsheets or other analysis tools.
To use your CAD database with other applications, you should be aware of how data are transferred from one application to the other. Before selecting a particular CAD platform, you should investigate the export formats that are available and make sure that you can successfully transfer the information between the different software packages you may be using. Export a test part first to be sure the conversion will suit your needs. If you want to bring the data back into your CAD database from another application, this testing is even more important. Do not leave this testing to the last minute when you may be facing a critical deadline.
File Formats
Each software application has its own native file format. A native format is designed to store any and all information created with that application in an efficient form. Each application has its own codes stored with the data that are interpreted by the application when the file is opened. For this reason, file formats are identified by an extension. Microsoft Word, for example, creates .doc (or .docx) files. AutoCAD’s native format is .dwg. If you try to open a .doc file in a different application—and do not get an error message—you may see strange characters on the screen. These are elements in the file used by Word that the other application does not know how to interpret.
Tip
Text-based tools and formats enabled the growth of the Internet and the World Wide Web. The HTML language used on the Web is a text-only format designed to allow formatted text and graphics to be displayed from a text-based file.
Other file formats are standardized so they can be read by many different applications. A text-only or ASCII file (which often uses a .txt extension) uses nothing more than the standard 256 ASCII characters (the older ASCII standard had only 128 characters). ASCII is an acronym for American Standard Code for Information Interchange, an early standard that allows data to be shared reliably among all different kinds of computers. Each letter of the alphabet plus other common characters are coded the same way on any machine that reads and writes text files. If you have ever saved a formatted word processing document as a text file, you know that it does not save special formatting (such as bold and italic) or any graphics in the file. It does, however, create a copy of the words in your document that can be read on any computer.
Today, most software applications have filters that allow them to write or read nonnative file formats. These may be standardized formats, or they may be the native formats of other popular packages. AutoCAD’s .dwg format, for example, can be read by many applications that make it easy for their users to work with these files.
Sometime, changing to a different format causes a loss of data—either in the new format or when you reconvert the data back into a form readable by your CAD software. You can never increase the amount of information in a file by translating it; you can only keep it the same or decrease it.
Common Formats for Export
Export formats for CAD data depend on what you are exporting. If you are exporting mass property data, attribute data, or dimension parameters, the export options offer a choice of formats, most of which are text-based. Some CAD packages export data to common spreadsheet formats, such as Microsoft Excel’s .xls format. Almost all CAD software offers text export as an option.
When you export a table of data as text, you will commonly choose among comma-delimited, space-delimited, or tab-delimited text (see Figure 10.56). Tables of data are generally exported so that each record (or row of data in a table) is separated by a line break (signaling the software to go to the next line). Columns of data are separated (delimited) by a character—a space, comma, or tab. When the text file is read by the target application, you may have to specify which character was used to delineate the columns. If your data entries have many spaces in them, space-delimited would be a bad choice, as the target software would not be able to distinguish between the spaces in the entries and those between the columns. Tab-delimited is the most commonly used export format for tabular data. The comma-delimited format is also popular for importing to and exporting from CAD software.
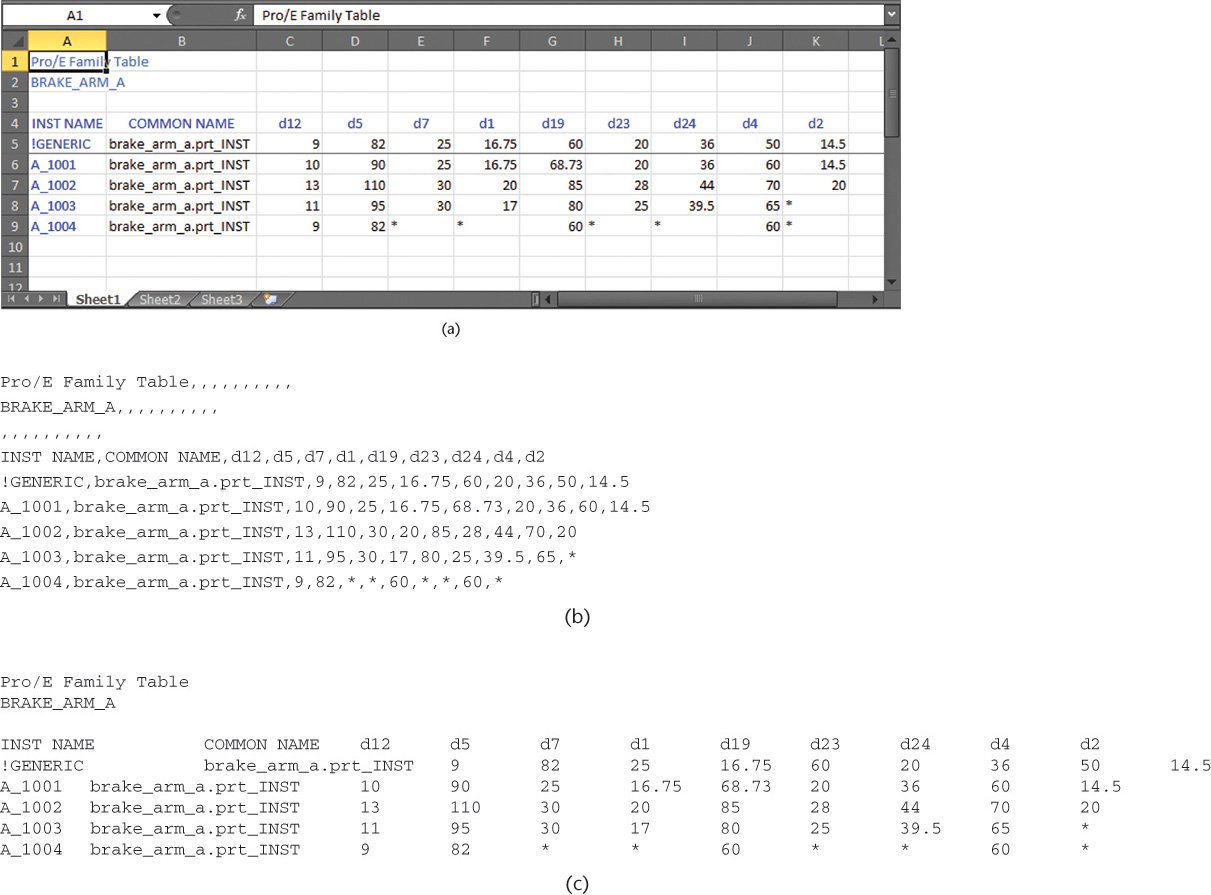
10.56 (a) Spreadsheet Showing the Parameter Data for the Brake Part Exported from Pro/ENGINEER. The parameter data text file is shown exported in (b) comma-delimited text format and (c) tab-delimited text format.
If you plan to export your CAD model for analysis, to generate NC tool paths, or to do animation or kinematic analysis, you may need to use some kind of graphics exchange format. These are standardized formats that capture graphics information in the same way that a text file captures text data. Each varies in the degree to which it captures the information in the model. The required accuracy for graphical data can also vary between graphics standards. This can be a problem because endpoints of lines that may have been considered connecting in one CAD package, where the accuracy indicates that endpoints connect if they are within 0.000001, may not connect when exported to a format that uses accuracies of 0.0000000001. The new format may not know how to interpret this difference in accuracy. The result may be that lines that previously connected no longer connect when translated.
The Initial Graphics Exchange Specification (IGES) is a graphics format capable of exporting wireframe, surface, or solid information. This format captures the 3D information and is commonly used to export the model for computer-aided manufacturing. It was developed to export engineering drawing data, with emphasis on the 2D and 3D wireframe model information, text, dimensions, and limited surface information typical of early CAD-drawn mechanical parts. The IGES standard is controlled by the National Computer Graphics Association (NCGA). The NCGA administers the National IGES User Group (NIUG), which provides access to information on IGES. The volunteer organization IGES/PDES (Product Data Exchange using STEP) helps maintain the evolving IGES standard and publishes a specification for IGES. Because it is evolving, there are various versions of IGES in existence, with various capabilities. Because IGES has capabilities for exporting a wide variety of information, different flavors of it exist. You can often select options for how you want the information translated. You can find references on the Web that list the types of entities and how the information for them is stored in the IGES standard. A segment from an IGES file is shown in Figure 10.57.
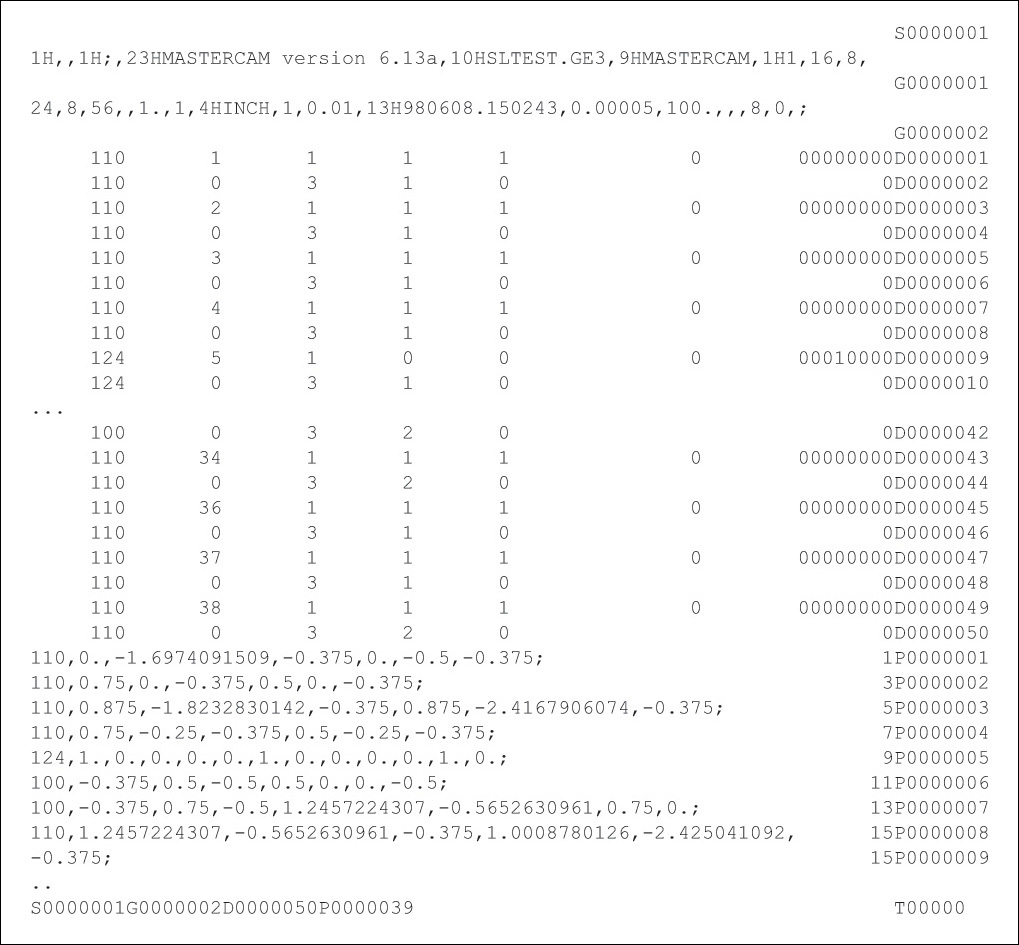
10.57 The IGES standard defines and codes entities in the CAD database using only comma- and space-delimited ASCII characters arranged in a standard format.
The STandard for the Exchange of Product model data (STEP) is another 3D format that was agreed on more recently by the International Organization for Standardization (ISO). STEP may eventually allow more information to be transferred between CAD platforms than IGES.
Autodesk’s Drawing Exchange Format (DXF) is popular for exporting 2D and 3D geometry between CAD platforms.
The STereo Lithography (STL) format is used to export 3D geometry to rapid prototyping systems. STL format translates the surface of the object into triangular facets. The size and number of these facets determine how accurately the STL file matches the original object (see Figure 10.58).
10.58 The bracket was modeled in SolidWorks, then imported into (a) Rhino 3D and saved to (b) STL format. The enlarged view in (c) shows the faceted appearance of the rounded end in this file format.
Native versus Neutral Formats
Many CAD systems now allow you to read the native format file from another CAD system. This usually preserves the maximum amount of information in the translated file. When a native format is not available, only a more general format such as IGES may be available. These general formats are sometimes referred to as neutral files. Neutral files are useful both for exporting data and for importing files that have been created on a system other than your own.
Vector versus Raster Data
Graphics programs are generally of two main types: raster or vector. CAD systems use vector-type data. This means that the information stored in the database contains the endpoints of lines, centers, radii of arcs, and other information based on the geometry of the objects. The CAD software draws a particular entity on the screen based on this vector information. The definition of the entities allows them to be drawn, printed, or converted to any size or format. All the previously mentioned graphics formats are used to exchange vector-type information.
Raster graphics programs (such as Photoshop) store information about the discrete pixels, or dots, that make up an image. Because this information is stored “dot by dot,” it cannot contain useful information about the individual entities in the image, such as the center of a circle. Some examples of these formats are .bmp, .pcx, .tif, .png, .jpg, and .gif. These formats contain the information about the color and intensity of the pixels that should be formed to display the image. Images produced by scanning a picture or document are raster-type images. You cannot directly scan a drawing and use it in a vector-based CAD program. First, its raster-type information must be converted to vector information using a conversion algorithm. This is often unreliable, because the connectivity of endpoints, line types, and other information can be difficult to translate.
Many vector-type CAD programs allow you to export and import raster-type images. For example, a shaded model may be exported to a raster format, as in Figure 10.59, for printing or inclusion in a text document. Conversely, a scanned image, such as a company logo, or picture of an actual part, may be imported and placed in a vector drawing. Raster data in the CAD drawing remain a set of pixels; the entities in the drawing cannot be edited individually.
10.59 This enlarged view of the raster image shows that it is made of pixels, not editable points, lines, and arcs.
10.18 Downstream Applications
As the CAD model has evolved from a 2D drawing to a 3D database of design information, other software packages have evolved to facilitate engineering analysis of product and system design. These downstream applications may use data already created for the solid model. Increasingly, extensions for CAD packages offer analysis tools that operate within the 3D modeler so you don’t have to define the model in another format. In this section, you will learn about analysis software that uses information from the CAD database.
Spreadsheets
You are probably already familiar with spreadsheets. Values, text, and equations are entered into cells arranged in rows and columns. Each cell can be defined to store text and numeric data or to store the results of an action on data stored in other cells. Most spreadsheets offer a wide range of built-in functions—from finding a simple sum to more complex mathematical functions. Advanced users can create sophisticated problem-solving tools using spreadsheets, but a spreadsheet is handy for any kind of calculation.
Spreadsheets are an easy way to do “what-if” analysis. Once relationships have been set up, it is easy to change values and test many different scenarios with little effort. This ability to evaluate, modify, and reevaluate is integral to the iterative process of engineering design. The rows and columns make it easy to check the calculations done by the spreadsheet and easy to see results.
Many constraint-based modelers allow you to link the driven dimensions of the model to spreadsheet cells. Thus, you can use the spreadsheet to evaluate different options and then update the model dimensions based on the results.
Spreadsheets are an extremely helpful engineering tool not only for calculations but also for projecting and keeping track of costs. Creating parts that can be manufactured cost effectively and on time is an important aspect of design.
Equation Solvers
Equation-solving software, such as MathCAD and Matlab, is used to solve simultaneous equations and to visualize the results using built-in graphing functions. Equation solvers, like spreadsheets, allow you to change values easily and run different cases, but they also allow you to run a range of values to select an optimum solution from among several solutions. Their ability to optimize a solution makes them a valuable tool.
MathCAD’s interface uses a standard notation, so you can type equations in the MathCAD editor the way you would ordinarily write them on paper. Most symbolic computation software lets you manipulate numbers, symbols, and math and logic expressions in a similar way.
You export data for use in an equation solver in the same way you would for a spreadsheet. In the example in Figure 10.60, information for the tank modeled was exported and loaded into MathCAD, where the convective heat loss for the tank was calculated from the surface area.
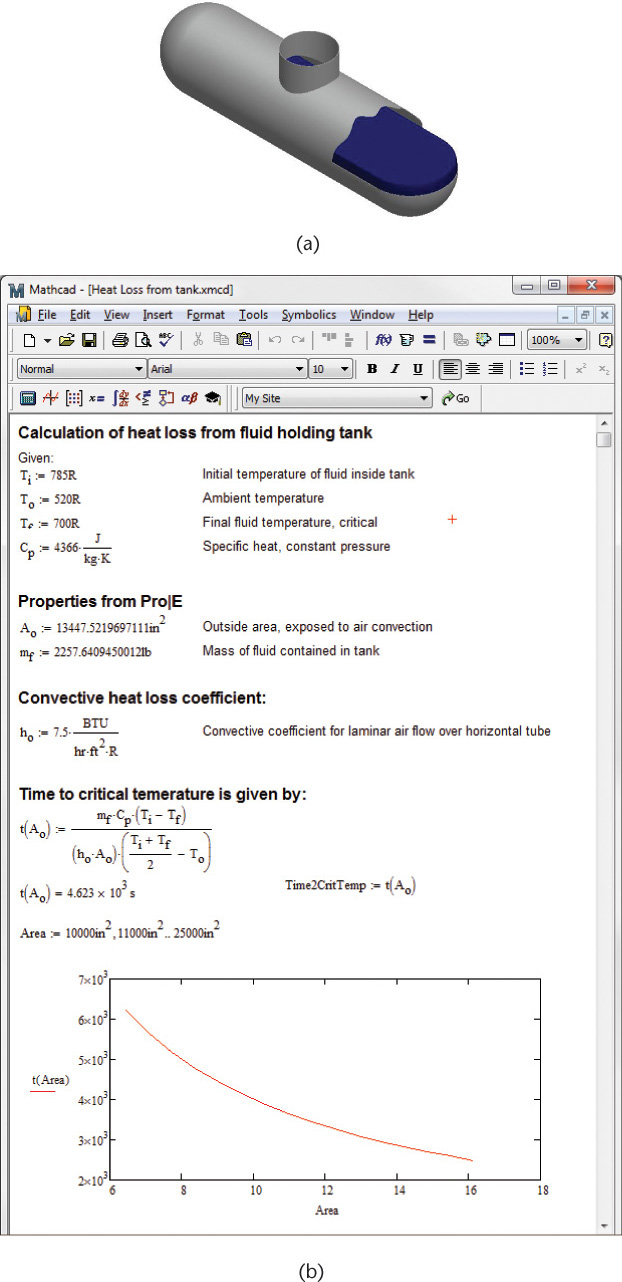
10.60 The assembly model of the tank in (a) gives the combined mass properties of the tank and the fluid, which are different materials. Using the combined mass properties allows you to calculate the convective heat loss more accurately (b).
Spotlight: Exporting from the Model for Cost Estimates
Model information, such as dimensions and surface area for the tank shown in Figure 10.61, was exported to a file named tank3.pls (shown in Figure 10.62).
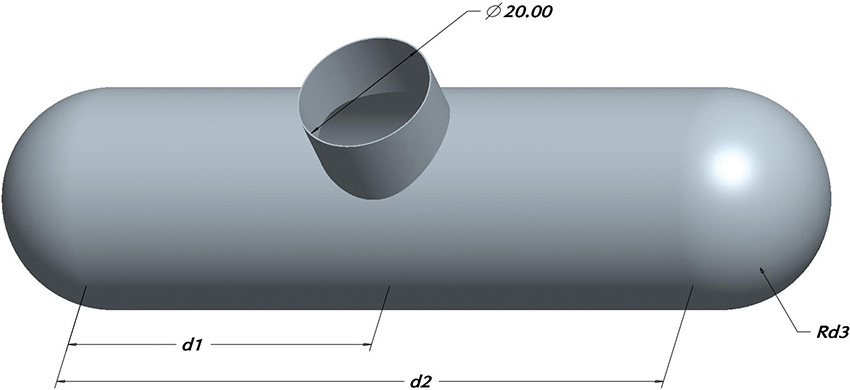
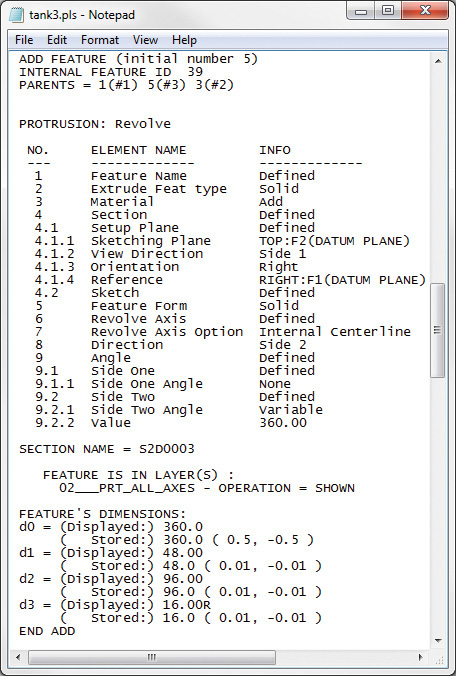
This file was then imported into a spreadsheet (tank inf file.xlsx) to use the values for estimating the cost of producing the tank.
A second spreadsheet, costs.xlsx, shown in Figure 10.63, was created to multiply cost estimates for weld lengths, materials, and other information by the quantities and values in the tank data.
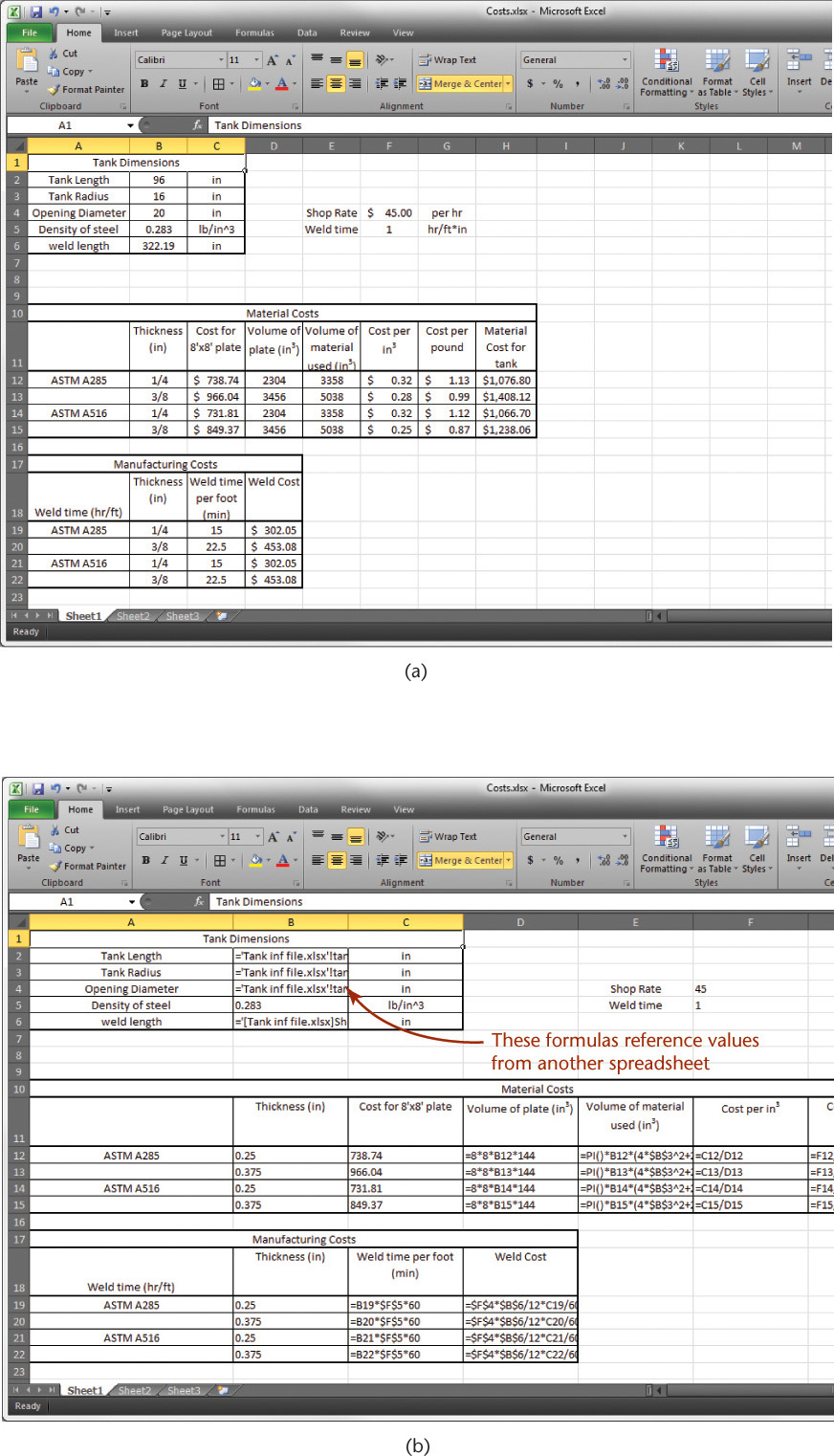
10.63 The parameters from the tank were used to calculate cost information in Microsoft Excel, as shown in (a). The formulas used in the spreadsheet are visible in the view of the same spreadsheet shown in (b). Note that the formulas in cells B2–B4 and B6 relate directly to data in the tank inf file.xlsx, the spread sheet into which the tank data were imported. If updated tank parameters are exported and imported into a new version of the tank inf file, the calculations in costs.xlsx will be updated with this new information.
Once the calculations are complete, the same spreadsheet data can be used to produce a report, graph the costs, or recalculate the estimate based on updated cost or tank data.
Finite Element Analysis
Finite element analysis (FEA) is a method of breaking up a complex shape into discrete smaller parts (finite elements) for which properties such as stress (see Figure 10.64), strain, temperature distribution, fluid flow, and electric and magnetic fields can more easily be found. The collective results for these smaller elements are linked together to determine the overall solution for the complex shape. The combination of smaller elements needed to cover a 2D or 3D shape is called a mesh. Many finite element analysis programs are available that can use CAD model geometry as the basis for FEA mesh.
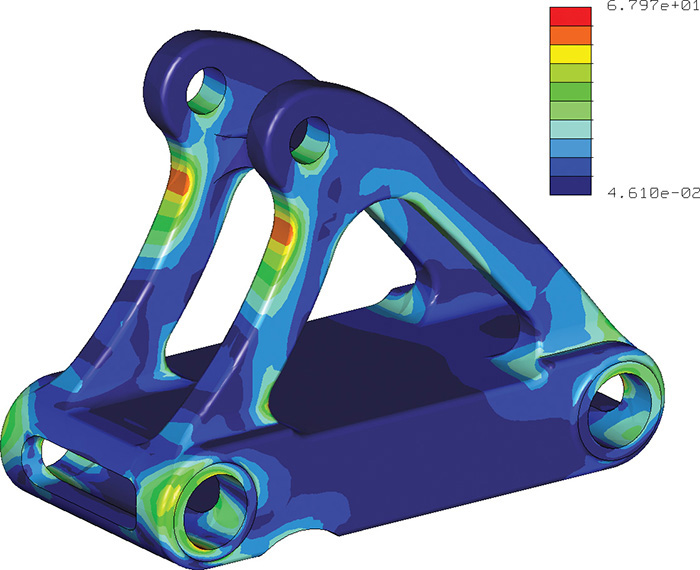
10.64 This FEA stress plot makes it easy to visualize the distribution of stresses for the conditions applied to the model. (Courtesy of Santa Cruz Bicycles.)
Some FEA software is linked to or runs inside the CAD interface. For example, Pro/Mechanica is available in Pro/ENGINEER; CosmosWorks, now named SolidWorks Simulation, is available within the SolidWorks interface. Other FEA software requires you to import or build your CAD model in the FEA software. Many FEA programs, such as ANSYS, will directly read CAD models from some of the more popular 3D software. Most FEA software will also import CAD geometry from neutral formats such as IGES, STEP, or DXF.
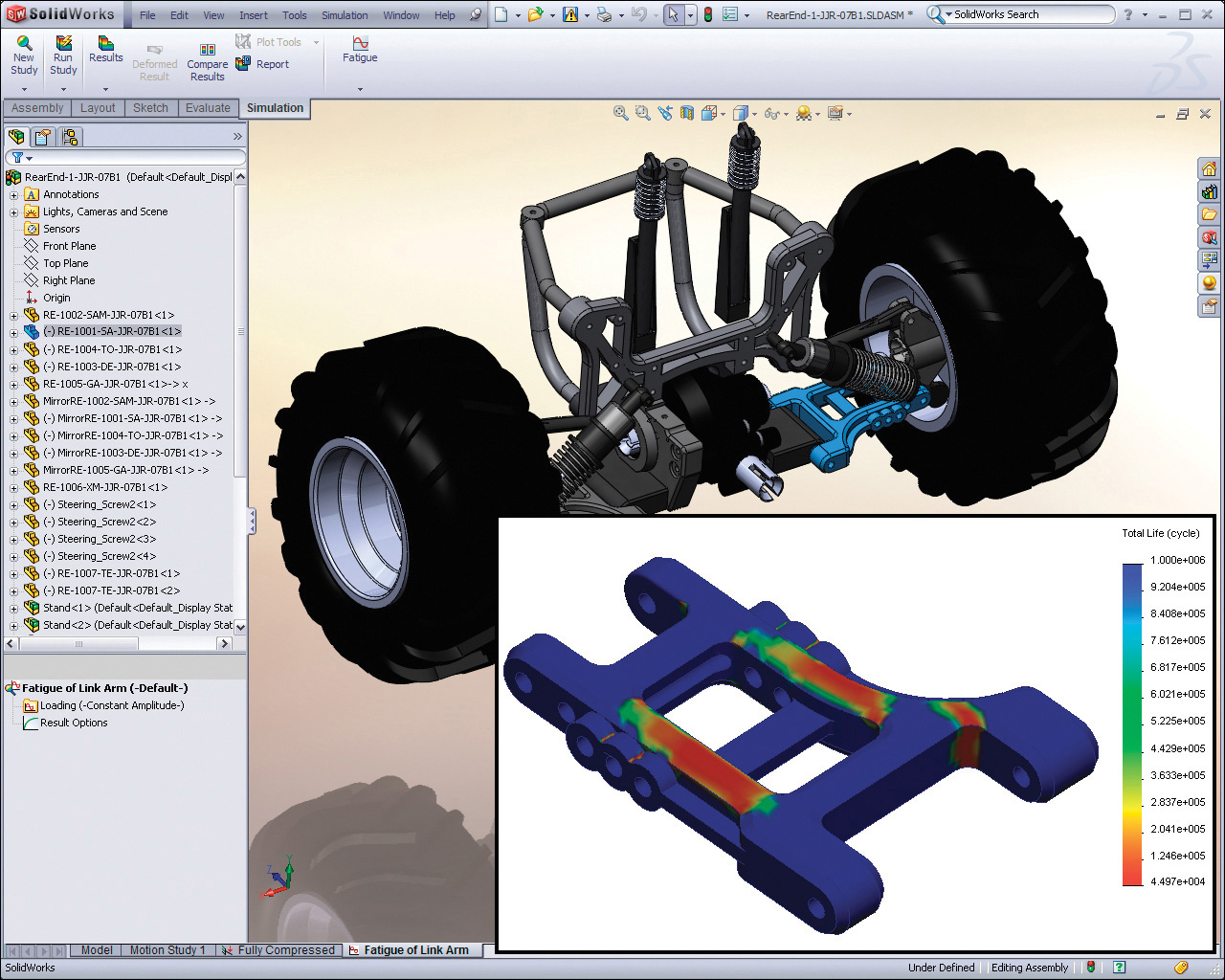
Fatigue analysis uses peak loads to estimate the lifetime of critical components. “Hot” colors in the link arm indicate sections that will fatigue soonest. (Image courtesy of ©2016 Dassault Systèmes SolidWorks Corporation.)
Meshing the Model
Selecting the proper element type when forming the mesh is essential to getting accurate results from the FEA program. Element types are shapes that will be used to make the mesh (see Figure 10.65). The choice of element type will depend on a number of factors, such as the material for the part, its geometric properties, and anticipated load.

10.65 The mesh on the left is composed of one type of element, while the mesh on the right employs different element types to reduce processing time. A finer mesh is used where higher stresses are expected, but fewer elements where stress changes are more gradual. (Image credit: COMSOL.)
A good understanding of material properties is necessary when using FEA methods. Material properties affect the appropriateness of the finite element type for your purposes. One property of a material is its elasticity. Only the simplest finite element types represent materials as entirely elastic. Most have capabilities that go far beyond simple elastic behavior. The element shape used in the mesh can determine how the material behavior is modeled. Some elements are used to represent elastic materials and small strain; some are elastic and include large strains; some are plastic; some are viscoelastic. Some elements even allow for coupled behavior. For example, temperature and stress can be coupled for thermoelastic problems in which temperature affects stress and vice versa. Similarly, electric current and stress couple for piezoelectric materials in which an electric current causes stress and vice versa. You must understand the range of material behavior likely to be encountered and select an appropriate element type to get good results from FEA analysis (see Figure 10.66).

10.66 This color plot shows the buckling of a plastic bottle in which the sides collapse from a negative internal pressure. This linear buckling model was created in ANSYS. The geometry is from a sample Autodesk Inventor part. (lmage courtesy ANSYS, Inc.)
Most modern finite element types have automatic mesh generation. The quality of your FEA results also depends on the quality (or refinement) of the mesh. For example, regions where stress gradients are steep require a finer mesh to give good results. For symmetrical parts, where results will be the same on both sides of the axis of symmetry, time can be saved by cutting the model in half (or quarter) and analyzing only a portion of it. This keeps the file size and computation time down, which is particularly important when generating fine meshes.
After the mesh has been created, you use the FEA software to enter the forces. Determining how to represent the forces on the object as they are applied to the mesh is another important consideration.
FEA software cannot tell when your assumptions, element type, or mesh density is not right for the problem you are analyzing. It will produce some type of result, but you must have the engineering background to interpret the validity of the result.
Step by Step: Analyzing the Brake Assembly
The brake assembly in Figure 10.67 shows CAD data being used for FEA analysis. The brake arms are attached to the bike frame and to each other at the pivot point. Brake pads attach at the slots on each arm. In this example, Mechanica was used to analyze the brake arms to ensure that the arms can withstand the braking forces while still providing flexibility needed for smooth braking.

10.67 The Brake Assembly as Modeled in Pro/ENGINEER. Note the attachment points for the brake pads and the bike frame.
![]() Boundary conditions are applied to the model to constrain the axis of the hole for the pivot. It is fixed in the X-, Y-, Z-directions to model how this surface is used to attach the brake arms to the bike frame. This still allows the rotational motion of the arm during the analysis. Mechanica lets you select an entire region (surface) to use, then constrains the nodes at each point in the selected region of the mesh automatically. Figure 10.68 shows where constraints are applied to the left brake arm model.
Boundary conditions are applied to the model to constrain the axis of the hole for the pivot. It is fixed in the X-, Y-, Z-directions to model how this surface is used to attach the brake arms to the bike frame. This still allows the rotational motion of the arm during the analysis. Mechanica lets you select an entire region (surface) to use, then constrains the nodes at each point in the selected region of the mesh automatically. Figure 10.68 shows where constraints are applied to the left brake arm model.

![]() Next, loads are added to the model. The arrows pointing away from the selected regions in Figure 10.69 represent the applied loads that result when the brake cable pulls upward on the end of the brake arm, and the brake pad pushes against the wheel. (All the brake pad forces have not been shown here for easier visualization.)
Next, loads are added to the model. The arrows pointing away from the selected regions in Figure 10.69 represent the applied loads that result when the brake cable pulls upward on the end of the brake arm, and the brake pad pushes against the wheel. (All the brake pad forces have not been shown here for easier visualization.)
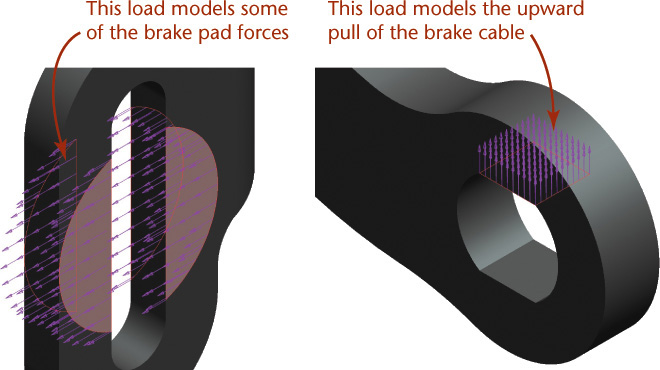
![]() The type of element that will be used to form the mesh is set using the AutoGEM dialog box. Each element type has strengths and weaknesses for modeling particular features and material conditions. Figure 10.70 shows options that influence the mesh that will be generated automatically for the element type. In this case, the tetrahedron element type is selected for use with solids.
The type of element that will be used to form the mesh is set using the AutoGEM dialog box. Each element type has strengths and weaknesses for modeling particular features and material conditions. Figure 10.70 shows options that influence the mesh that will be generated automatically for the element type. In this case, the tetrahedron element type is selected for use with solids.
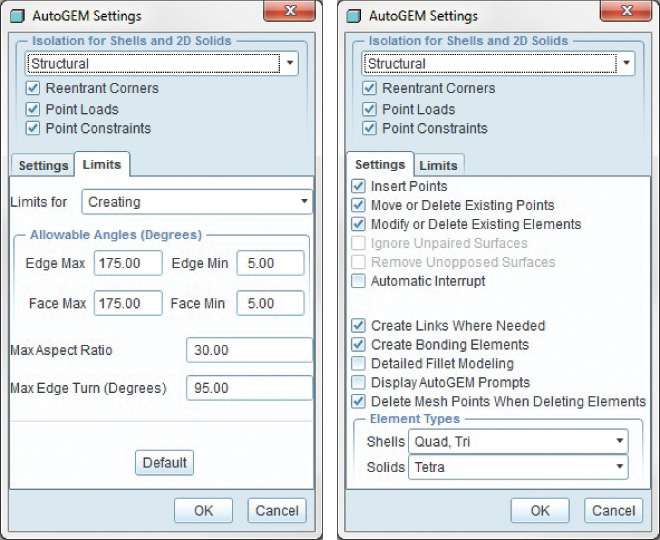
10.70 The Automatic Mesh Generation Dialog Box Panels. Allowable angles for the mesh are input into a dialog box.
Tip
Pay close attention to units during any type of analysis. When values are input, make sure the units match the requested input as well as the units used in your model.
![]() Next, the material properties for the part are specified (if this has not already been done during modeling). In this case, AL 6061 has been chosen from a list of predefined materials (dialog box not shown.)
Next, the material properties for the part are specified (if this has not already been done during modeling). In this case, AL 6061 has been chosen from a list of predefined materials (dialog box not shown.)
Mechanica’s automatic mesh creation function fits a mesh to the part similar to that shown in Figure 10.71.
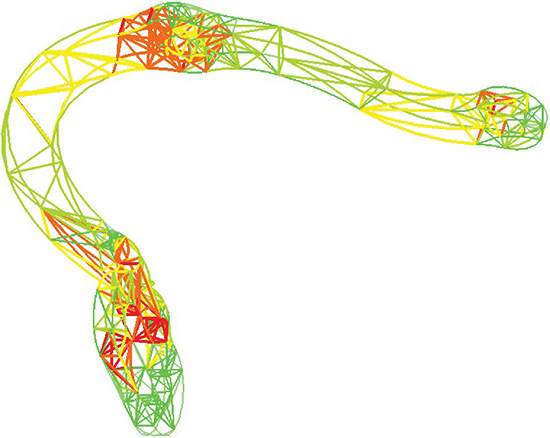
![]() Now the model is ready for setting up the analysis (Figure 10.72). Mechanica uses a method called interpolating polynomials (P-elements) to solve for the results. Instead of refining the model by increasing the mesh density, using P-elements allows the mesh to remain the same, and the order of the interpolating polynomial for the element is increased. The hotter colors shown in Figure 10.71 represent areas where higher polynomial orders are used.
Now the model is ready for setting up the analysis (Figure 10.72). Mechanica uses a method called interpolating polynomials (P-elements) to solve for the results. Instead of refining the model by increasing the mesh density, using P-elements allows the mesh to remain the same, and the order of the interpolating polynomial for the element is increased. The hotter colors shown in Figure 10.71 represent areas where higher polynomial orders are used.
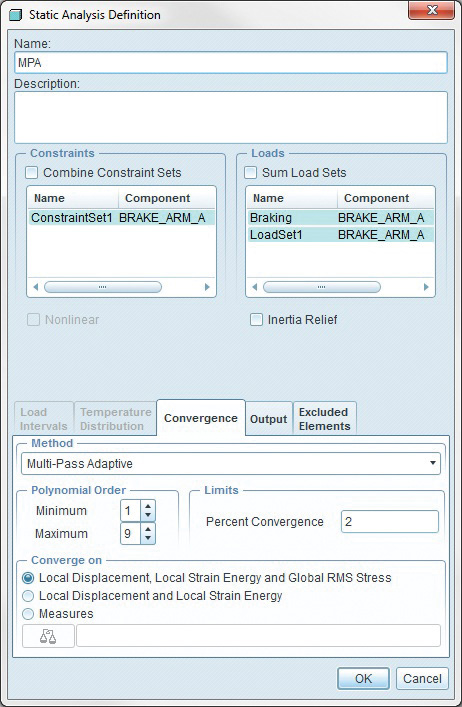
![]() In this case von Mises effective stress analysis was selected because it analyzes the combined results of stresses in all the different directions. This means that the analysis combines the various shear and normal stresses, then represents them as a single stress that you can relate to material properties. This is useful for determining maximum loading.
In this case von Mises effective stress analysis was selected because it analyzes the combined results of stresses in all the different directions. This means that the analysis combines the various shear and normal stresses, then represents them as a single stress that you can relate to material properties. This is useful for determining maximum loading.
Next, the analysis is run and the results verified. Figure 10.73 shows the results of a quick check analysis. Hot colors (such as orange) are used to represent higher stresses. Cool colors (such as blue) represent lower stresses. Figure 10.74 shows a more refined analysis. The quick check might be used for base testing, but it is unlikely to yield useful analytical results.
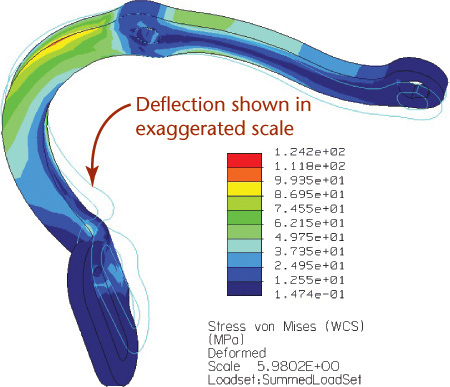
10.73 A Quick Check of the von Mises Plot for the Left Brake Arm. The key indicates values for the stress regions.
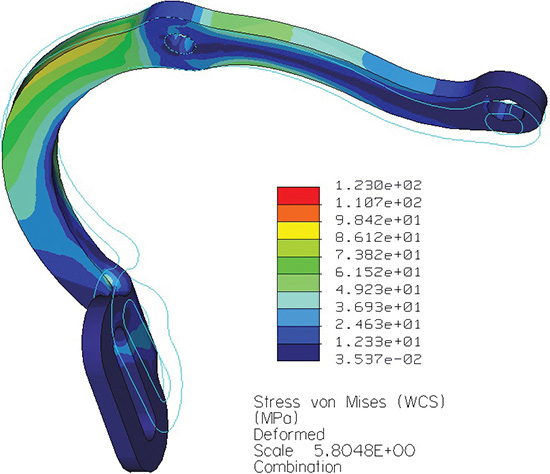
Simulation Software
Simulation software allows you to simulate the function of a mechanism or mechanical system using rules that define how the parts will behave. Once you have modeled the mechanism’s behaviors accurately you can set the simulation into motion to see how the model will behave under different conditions or in response to different inputs. Most simulations provide a visual representation of the action as well as numerical data about key behaviors. The ability to inspect the behavior of the device or system visually is a tool you can use to test designs early on—before prototyping—and to get a feel for how they will work. The data generated by the simulation can be used to assess how well the design meets criteria for the project. A simple 2D example is the four-bar linkage shown in Figure 10.75.
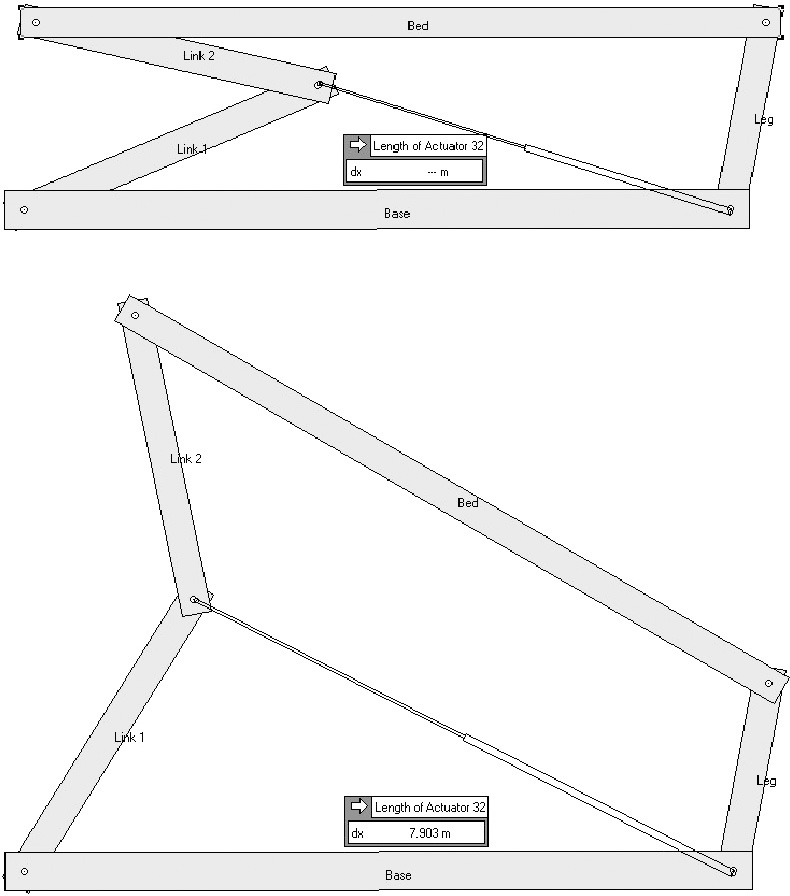
Many 3D modelers today offer a motion analysis feature that allows you to see and measure a mechanical device in action. Adams and Working Model 3D are two simulation software packages that can work with the CAD data. Other simulation software exists for specific purposes such as wind tunnel simulations and manufacturing simulations. The broad term simulation can be applied to any program that reasonably mimics the behavior of a system.
In mechanical design, simulations can be especially effective in the area of kinematics, or the study of motion. Figure 10.76 shows a virtual prototype of a wind turbine simulated in MSC Software’s Adams Multiphysics software. Although parts may be rotated through a range of motion in the CAD assembly model, simulating complex interactions among parts in an assembly may be accomplished better in a dedicated kinematics package.

10.76 Simulation allows manufacturers to design better performing and more reliable systems by predicting how wind turbines will behave throughout their lifecycle. (Courtesy of MSC Software Corporation.)
In most cases, the CAD model can be imported directly or after being exported to a .dxf, STEP, or IGES file. Once the model is imported, part and assembly constraints are further constrained to model the kind of action allowed. Degrees of freedom define the directions in which a part can move. Materials and their properties are assigned to each part in the assembly (either in the CAD model or in the simulation software), as are motors and power sources. The appropriate forces are applied to the model, and other environmental settings (such as gravity) can be set to simulate action on the moon or in space.
Once the 3D model has been built, more complex analysis can be completed. The CAD model becomes a “virtual prototype” after joints and constraints are applied. In motorcycle design, for example, stability and safety of the design are a function of how the torque and stress induced by acceleration are handled by the vehicle. A designer can test the vehicle as if it were a real prototype and take accurate measurements of torque and tension. Variations on the design can be tested as the design is optimized.
In the example in Figure 10.77, robot actions are simulated in a 3D virtual world where process parameters critical to achieving system requirements are easy to visualize. For example, the transparent walls that define the working area of the robot are not visible in the real world, but they define the robot’s work envelope in a way that is easy to understand. System users modify the virtual walls (and other parameters) and use ROBOGUIDE to optimize the performance of the system (Figure 10.78). The optimized parameters and motion paths can then be downloaded to the real robot system.
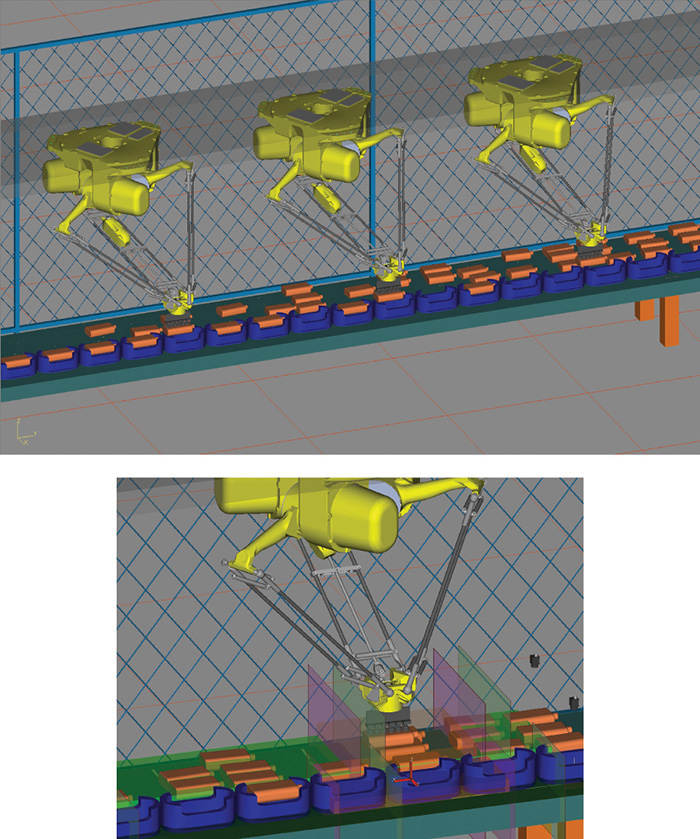
10.77 In these images, FANUC’s ROBOGUIDE software is being used to validate high-speed picking and placing of parts by the robots shown. In the simulation, parts flow randomly into the robot work cell at 300 parts per minute. Multiple robots share the material-handling pick process and then place the parts into an outfeed packaging container. In the bottom figure, you can see the virtual transparent walls that define the working area of the robot. (Courtesy of FANUC America Corporation.)
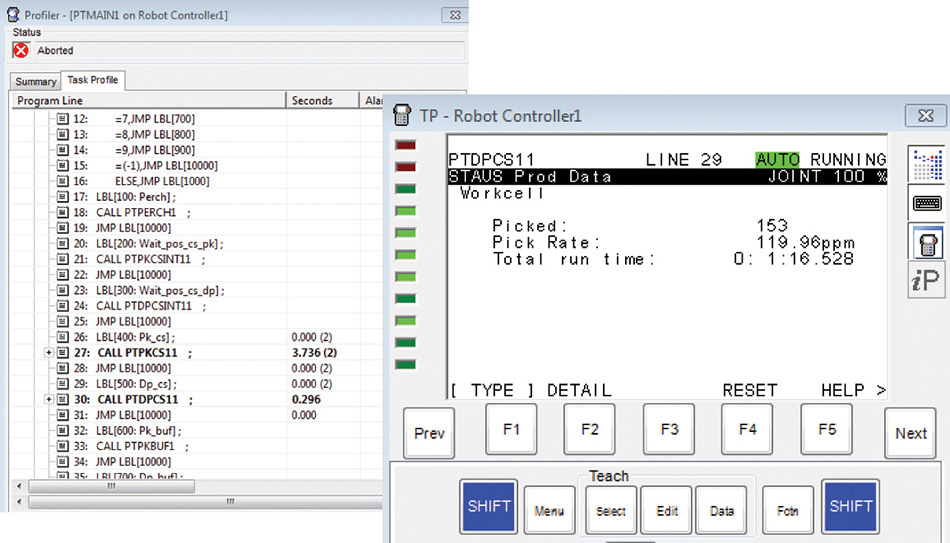
10.78 Using metrics provided by FANUC’s ROBOGUIDE, you can analyze and understand the result of process modifications. You can make changes to the simulated system and evaluate the result before implementing it in the real world. Changes to process parameters result in changes to characteristics such as motion cycle time and process throughput. The images above show detailed robot cycle time and process throughput information available in the software. (Courtesy of FANUC America Corporation.)
When a simulation has been created directly from a CAD model, any change to the CAD model can automatically update the simulation. This interaction makes it even easier to use the simulation to guide the iterative process of design.
Human Factors
Human factors analysis considers how people will interact with a design. As you are designing, consider the qualities of the users of the system or product. Human populations have general characteristics, such as average height and language, that may affect their ability to use or operate the device you are designing. Operator visibility (see Figure 10.79), the complexity of the controls, and the ability of the operator to correctly map a control to its function are all ergonomic considerations. In addition, you also need to consider the people who will assemble, service, and repair the product. You can use your CAD model to help determine the sizes for access openings, critical distances that affect users’ reach, and other important information for usability.
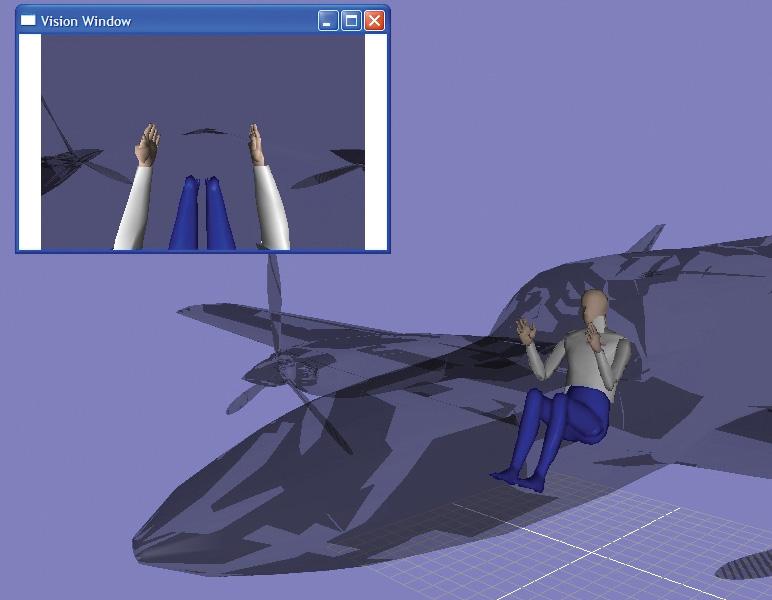
10.79 This view through the pilot’s eyes illustrates the ability of the pilot to see the runway from the airplane cockpit. Operator visibility is an important factor in meeting safety requirements as well as functional goals. (Courtesy of NexGen Ergonomics, Inc., www.nexgenergo.com.)
A variety of software products work with the CAD data to test human factors. The CAD model can be imported into the software, or human models can be imported into the CAD environment to see how they fit with the model (shown in Figure 10.80). NexGen’s HumanCAD software models typical humans from 11 different populations, including databases of human sizes such as 1988 Natick US Army and NASA-STD-3000. These populations provide a range of ethnic groups, size percentiles, body types, ages, cultures, and gender that you can then fit with your CAD model to see how different categories of people might interact with the design. The library includes typical predefined body and hand positions, linked for realistic human motion ranges, that you can import and export among your design software using common file formats. It even provides physically challenged mannequins that you can use to test accessibility. You can also use mannequin software to “see” the view from the mannequin’s eyes as it moves along a path that you define, and to simulate lifting, pushing, and pulling by adding forces and torque in any direction on any body part.

10.80 Human Models. Models can be added to your CAD models to test human interactions using inverse and forward kinematics as well as to test reach, vision, and other criteria. Different hand tools can be evaluated for gripping and posture by simply importing them. (Courtesy of NexGen Ergonomics, Inc., www.nexgenergo.com.)
Testing with a variety of virtual human sizes allows you to determine whether production line employees or machine operators can safely work by determining what they can see or reach (Figure 10.81). A variety of ergonomic analysis tools also enable you to analyze lifting, pushing, pulling, and other tasks in a virtual environment.
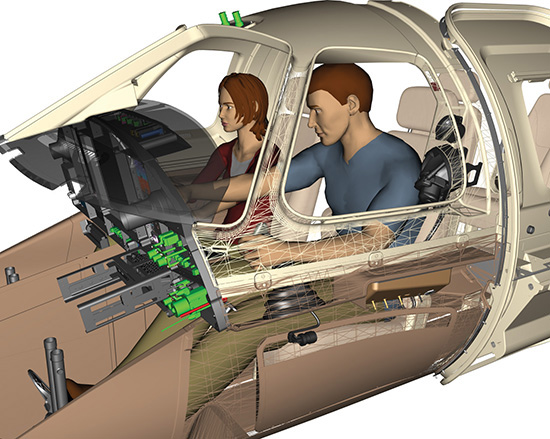
10.81 Human factor analysis can determine whether controls are reachable. (© 2016 Siemens Product Lifecycle Management System. Reprinted with permission.)
Integrated Modeling and Design Software
The iterative nature of design refinement is fueling software tools that will allow the design to be modeled and analyzed in one software environment. Many analysis packages already provide tools that make it easier to alternate between the analysis package and the CAD model.
Design rules that can be used for design optimization have also generated a closer link between constraint-based modelers and equation solvers. Using design rules to automate the optimization and/or creation of model geometry has been successfully used at Boeing in the design of certain aspects of the fuselage system for commercial aircraft. The central fuselage of the Boeing 777, for example, is made of 50 skin panels, each of which contains more than four hundred parts. These four hundred–plus parts are the framework to which the aircraft’s “skin” is attached. Each frame, stringer, stringer clip, and shear tie, illustrated in Figure 10.82, is very similar to the next one, but not exactly the same. Each is modeled individually because each may vary in the holes added to accommodate wiring, fasteners, and so on. Each is also individually designed to weigh as little as possible. Chemical milling is used to remove all unnecessary material from each part to reduce the weight of the aircraft. Rule-based design has eliminated much of the work of modeling these 20,000 parts. The Boeing knowledge-based engineering system uses both design rules and manufacturing rules to ensure that each part is structurally sound and optimized for weight (Figure 10.83). For example, one design rule is that chemical milling to reduce the thickness of the part must stop .75 inch from a hole in the part. This ensures that the strength of the area around the attachment will not be compromised. Manufacturing rules are derived from the limits of the manufacturing process used to remove excess weight. No part may be designed that cannot be milled. The parameters defining each feature of the part are evaluated against these rules both to optimize the design and to automate much of the part creation.
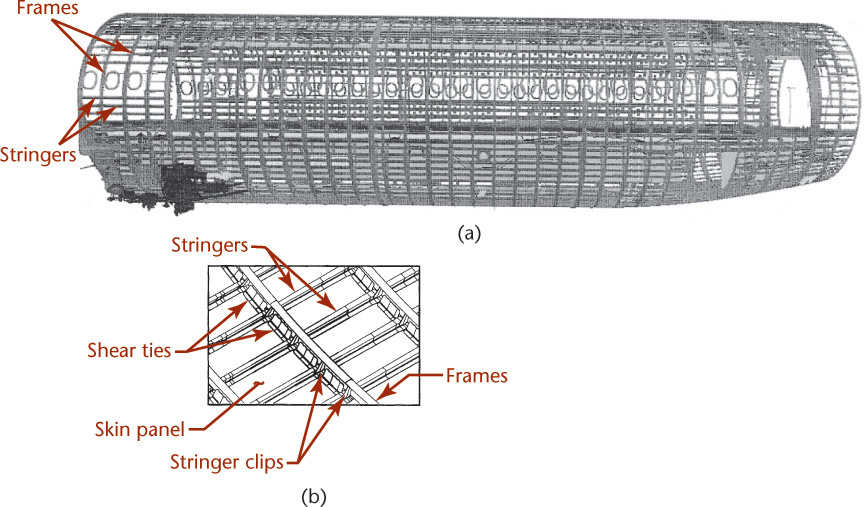
10.82 Design and manufacturing rules for the many similar parts in the aircraft fuselage were used to create a system that would automate much of the part modeling in CATIA, Boeing’s 3D modeling system. The structural framework is visible in the assembly model of the fuselage in (a); the system of frames, stringers, stringer clips, and shear ties used to support the skin is illustrated in (b). (Copyright © Boeing.)
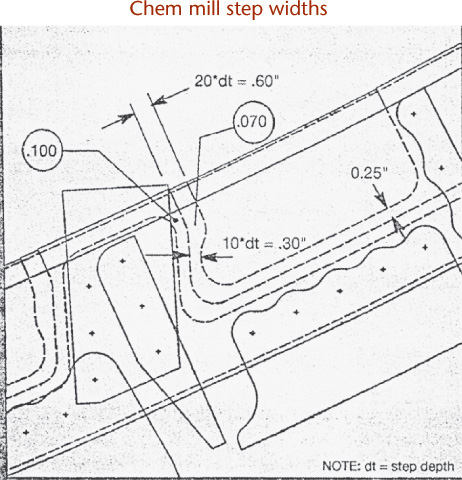
10.83 A manufacturing rule expresses the limits of the manufacturing process, such as chemical milling, that will be used. (Copyright © Boeing.)
As you use your CAD database for analysis in downstream applications you should familiarize yourself with the options being developed that can facilitate the exchange of information among packages and the use of analytical tools in design refinement.
Spotlight: Getting Easier Being Green
SolidWorks Sustainability is a module that provides life cycle assessment (LCA) within the SolidWorks user interface. It gives you information about environmentally friendly options for your engineering design decisions. This software allows you to conduct life cycle analyses of parts and assemblies. You can use it to see the environmental impact in terms of air, carbon, energy, and water.
To see if you improve your design’s environmental impact as you modify it, you can capture the existing baseline, then track how your new design compares. The Find Similar Material dialog box shown lets you search the material database for alternative materials based on their mechanical properties. As you choose them you can visually assess the magnitude and direction of their environmental impact with the charts in the panel at the bottom.
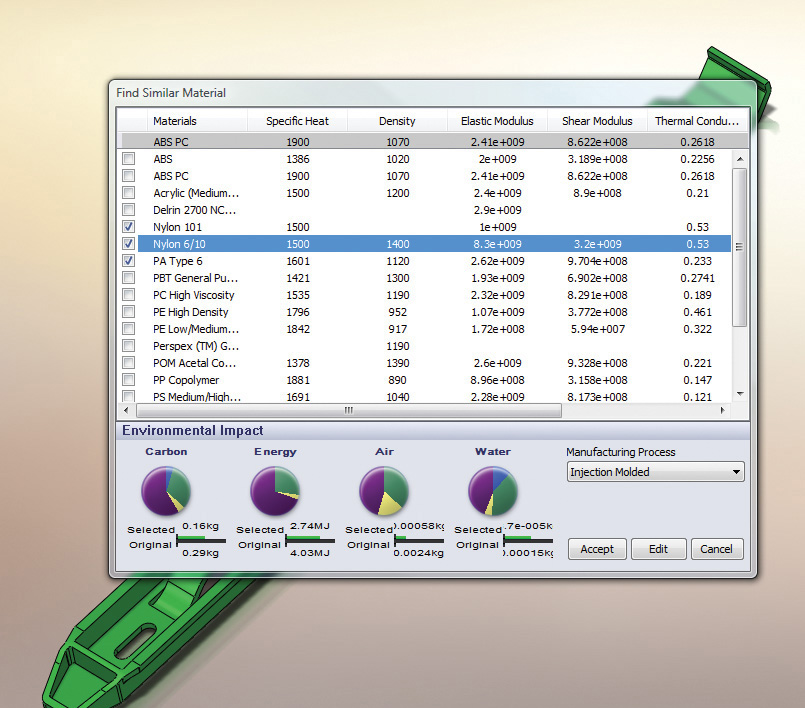
(Image courtesy of ©2016 Dassault Systèmes SolidWorks Corporation.)
10.19 Prototyping Your Design
No matter how accurate your CAD model, it is never exactly the same as the manufactured part. Traditionally, building a prototype was the best way to ensure that a design could be manufactured and that it would operate as desired when it was built. Today, the information in the 3D solid modeling database changed the role of the physical prototype in two key ways: it has made it possible to simulate a prototype with the 3D model, and it has made it faster and cheaper to create a physical prototype than ever before.
A simulated prototype—often referred to as a virtual prototype—can serve many of the purposes of a physical model.
The same information in the CAD database can also be used to direct rapid prototyping processes that generate physical models relatively inexpensively.
Rapid Prototyping
Rapid prototyping (RP) systems let you create a prototype directly from a CAD design within minutes or hours instead of the days or weeks it might otherwise take.
What is it worth to the design process to have an actual part that people can hold in their hands? As a visualization tool and a means for checking the fit with other parts, a physical model is a valuable aid in reducing the time it takes a company to develop a product idea from a sketch to a product that is available in the marketplace. Approximately 10% of all manufacturing and design shops spend over $100,000 each year for prototypes. The resulting confidence in the design and improved ability to communicate with the customer about the design in an understandable way is an important advantage of rapid prototyping. Rapid tooling processes use the same 3D CAD information to produce molds and other tooling that can reduce the time to market even further.
Rapid prototypes are especially useful for prototypes of complex molded parts. Molds for fairly simple plastic parts can cost from $20,000 to $50,000, making them prohibitively expensive to create just for checking a design appearance. With rapid prototyping, single parts can be produced in a matter of hours and used to verify the design. In addition, complex shapes can be created as easily as simpler ones.
Despite its advantages over traditional processes, rapid prototyping is not lightning fast. A part that is 2 × 3 × 1 inch may take 3 or more hours to create. However, the time does not usually depend on the complexity of the part, just the size and accuracy built into the prototype file, and the type of process used. Parts that would ordinarily have to be molded or cast can be created in the same amount of time required for a rectangular block of about the same dimensions. The complexity of each slice does not have much effect on the time needed to create the part. Although a rectangular block is easy to manufacture using traditional machining methods, the buckle shown in Figure 10.84 is a good candidate for rapid prototyping because of its complex shape.
Translating the Model
Rapid prototyping systems all work on a similar principle: they slice the CAD model into thin layers, then create the model layer by layer from a material that can be fused to the next layer until the entire part is realized.
To send a CAD file to most rapid prototyping systems, you usually export a file in the STL file format. This file type was developed to export CAD data to an early rapid prototyping system. Since then, it has become the de facto standard for exporting CAD data to RP systems.
STL files define the boundaries of the CAD model using triangular facets. This format transforms any model into a standardized definition, but it has the disadvantage of generating a very large file when a realistic shape is required. You usually have the option of setting the size of the facets when you export your model. If the facets are small and the model complex, the resulting STL file will be very large. If a larger size for the triangular facets is used, however, the prototyped part will have noticeable facets on its curved surfaces, as shown in Figure 10.85. Some exports can use smaller facets around more detailed features and larger facets around less detailed ones.

10.85 Triangular facets that define the boundaries of the model will be more visible on curved surfaces and when the facet size used is large.
Once the CAD file has been exported, thin slices through the model are generated to create the layers (Figure 10.86). Generally speaking, the thinner the slice, the more accurate the part—however, thinner slices also mean that it will take longer to generate the prototype part.

10.86 Slices. (a) The model is imported as an STL file. (b and c) Slices through the model are generated (.01 intervals shown here). (d) The software generates supports (shown here with lighter lines) for segments of the part that do not rest on one of the lower slices.
The accuracy of the model’s surface is limited by the material used in the process and how small the layers and features are that it can make. A prototype part created by depositing individual layers of material in the X-Y plane and dropping the table down in the Z-plane necessarily produces a jagged edge. The size of the jaggies, as these are often called, is dependent on the thickness of the layer of material that is deposited. This thickness is limited by the size of the smallest particles that can be fused together. RP systems that have more than three axes of movement can reduce or eliminate the jagged appearance by filling in material on angled edge surfaces.

10.87 Stereolithography. 3D Systems ProX™ 950 SLA Production Printer makes it possible to directly manufacture precise plastic parts without CNC machining or injection molding. Part size can range from smaller than the eye of a needle to a full-size automobile dashboard. (Courtesy of 3D Systems, Inc.)
Rapid Prototyping Systems
Rapid prototyping systems vary in the types of materials used, in the size of the model that can be created, and in the time it takes to generate a part. If your company owns a rapid prototyping system, the choice of system may be moot. If not, you should consider the design questions the prototype needs to answer when selecting an appropriate system. The accuracy, size, durability, and time it takes to create a prototype are dependent on the process and material used.
The main categories of rapid prototyping equipment are stereolithography, selective laser sintering, fused deposition modeling, and 3D printing. Most rapid prototyping systems can create parts up to about 10 cubic inches in size. Laminate object manufacturing and topographic shell fabrication are two less common methods that allow you to create prototypes of larger parts. 3D printing also offers options for large parts, such as the car being printed in Figure 10.88

Stereolithography apparatus (SLA) uses laser-hardened resins to form the model. Figure 10.87 shows an SLA system. The system software controls a focused laser beam in a pool of light-sensitive polymer. The laser hardens each layer in the shape of the cross section or slice of the part. As successive layers are hardened they are submerged slightly into the resin pool and the next layer is hardened on top of them. Holes and pockets in the model are formed by uncured resin that easily pours out of the resulting part. SLA systems create durable parts that can be painted and finished to look very similar to the finished product. The range of accuracy for SLA parts can be up to ± 0.05 mm. Because of this accuracy, the prototype parts created using SLA can have relatively smooth surface finishes. SLA is an established technology, since it was the first method on the market.
Solid ground curing (SGC) systems are similar to SLA systems except that they use ultraviolet light to cure an entire cross section at once in the polymer pool. A negative of the shape of the cross section is created on a glass plate using electrostatic toner (similar to the process used in a copying machine), then used to mask ultraviolet light in the shape of the cross section. With no lasers to replace, these systems are cost-effective and create accurate, durable parts.
Selective laser sintering (SLS) uses a focused laser to fuse powdered metals, plastics, or ceramics. (Figure 10.89 shows an SLS-type rapid prototyping system.) The fused layer is covered with additional powder, and the next layer is fused to it. To form a hole in the prototyped piece, the powdered material is simply not fused in that area. The unfused powder still acts as a base for the next layer, but when the part is completed, the unfused portions are simply poured out (see Figure 10.90). This process has the advantage that models created from powdered metal can sometimes be machined for further refinement. The parts can also be strong enough to be used in certain types of assemblies as one-of-a-kind parts. When metals are used as the material the process may be termed Direct Metal Printing (DMP) or Direct Metal Laser Sintering (DMLS).
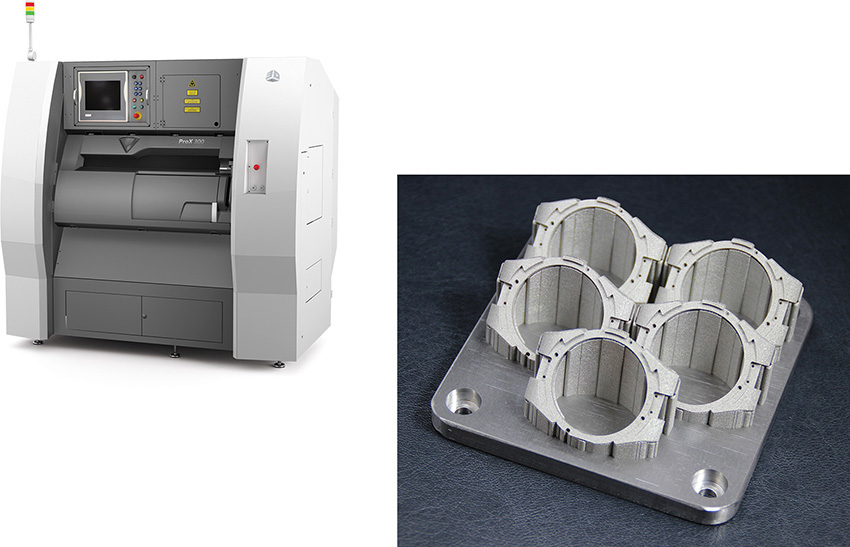
10.89 Selective Laser Sintering. SLS fuses powdered metals and other materials to form parts. The ProX 300™ printer from 3D Systems lets you create dense metal and ceramic parts with fine machining tolerances and a repeatability of about 20 microns in all three axes. Materials include stainless steel, tool steel, super alloys, non-ferrous alloys, precious metals, and alumina. (Courtesy of 3D Systems, Inc.)

10.90 This artist’s laser sintered design would be very difficult to manufacture using traditional methods. (Courtesy of Vladimir Bulatov.)
An SLS system can create parts with accuracies of plus or minus 0.1 mm. Other materials, such as a glass-filled nylon, may be used with the sintering process to create parts with varying degrees of flexibility and durability. Elastomeric materials with rubberlike characteristics, for example, make it possible to prototype gaskets and athletic equipment.

10.91 An ever-increasing range of materials can be used in rapid prototyping systems, such as chocolate and sugar shown here, as well as materials suitable for prototyping integrated circuits. (Courtesy of 3D Systems, Inc.)
Fused deposition modeling (FDM) systems use molten plastic deposited in layers corresponding to cross sections on the part. Because the soft molten plastic cannot be deposited in thin air, to make a hole or an overhang, a second type of plastic is used to create a support structure. Because the two plastics are different materials that do not readily adhere to one another, the support structure can be separated from the actual part. (Figure 10.86d shows these supports being formed by the RP software.) A part that is about 3 × 2 × 1 inch takes about three hours to create. MultiJet 3D Printers (MJP) print thin layers of liquid plastic onto a platform. Each layer is cured using UV light. A second wax material used used to build support structure. The build platform lowers for the next layer and the process continues layer by layer until the part is complete.
Laminated object manufacturing (LOM) produces solid parts from sheets of material, such as paper or vinyl. LOM systems can be used to create larger prototype parts. As in all rapid prototyping processes, software first generates cross-sectional slices through the model. Instead of fusing the slice, however, a computer-controlled laser cuts it from the first sheet of material. Then, a heated roller bonds the next sheet to the previous layer, and the next cross section is cut from this sheet. The material that will later be removed is cut into crosshatched shapes to make removal easier, as shown in Figures 10.92.
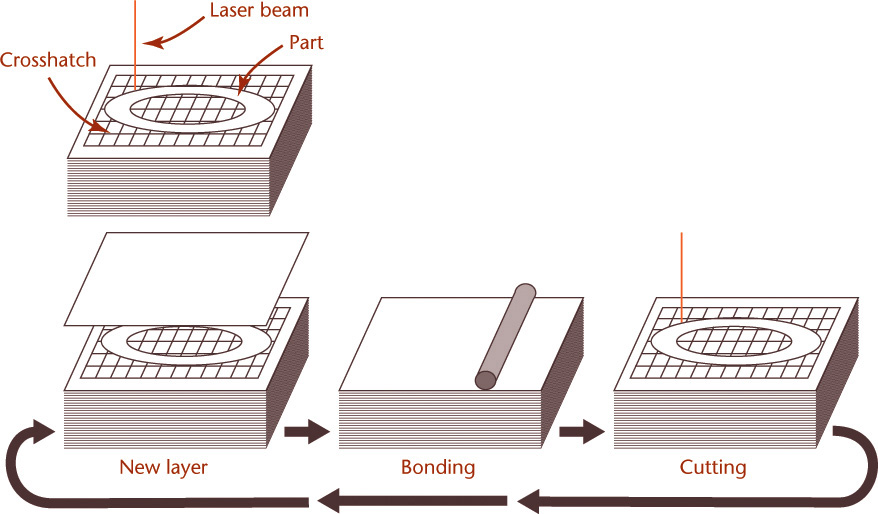
10.92 Laminated object manufacturing forms large-scale prototype parts by bonding sheets of material. The crosshatched material is later removed from the block within which the part was formed. (Courtesy of Cubic Technologies (formerly Helisys).)
Topographic shell fabrication (TSF) uses layers of high-quality silica sand fused together with wax to build shells that can be used to mold rapid prototypes of large-scale parts. The sand is deposited in layers and then fused with molten wax sprayed from a computer-controlled three-axis nozzle. More sand is deposited and then the next layer is fused. The layers range from .05-inch to .15-inch thick and take about ten minutes per square foot of model to print. Once all the slices have been deposited, the sand/wax shell is smoothed, then lined with plaster or other material. The shell is then used as a temporary mold for creating parts of fiberglass, epoxy, foam, concrete, or other materials. This method is able to handle very large shapes up to 11 × 6 × 4 feet.
3D Printing
Rapid prototyping systems referred to as 3D printing systems “print” layers of molten thermoplastic material. These low-cost machines were designed to enable the use of prototypes early and often in the design cycle. The relatively low cost 3D printing systems (currently under $5,000) can be operated safely enough that they can sit next to the regular office printer or copier. Another advantage of 3D printer systems is that those having a three-axis print head can deposit the plastic on the edges of the part in a way that creates a smooth model surface (see Figure 10.94). Contemporary systems are being used with a wide variety of materials, such as carbon fiber-reinforced thermoplastics, that are strong enough for rapid manufacturing using 3D printing methods (Figure 10.95).

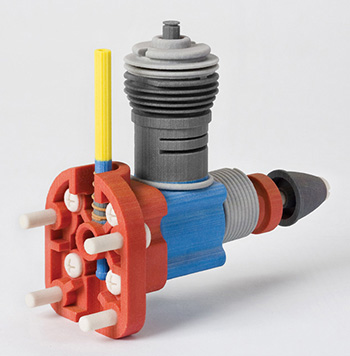
10.94 Multiple materials and colors can be printed at the same time using different print heads. (Courtesy of 3D Systems, Inc.)
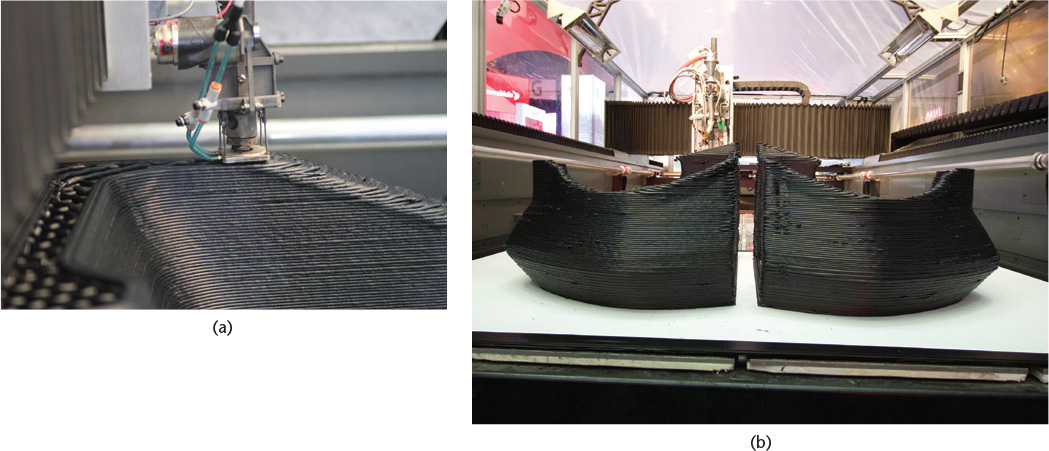
10.95 (a) This close-up view shows the print head of the 3D printer depositing a layer of material; (b) The fenders for the car in Figure 10.88 are being printed. (Courtesy of Local Motors.)
Rapid Tooling
Rapid prototyping systems were developed to produce parts without having to create a mold or complete intermediate steps needed to manufacture a part. Rapid tooling is a similar process, but one that creates the tool (usually a mold for molded plastic or cast metal parts) through a rapid prototyping process, not the part itself (Figure 10.96). Metal injection molds and molds for cast metal parts are often one of the most expensive and time-consuming parts of the design process. Rapid tooling processes can reduce the amount of time involved in producing these tools. The resulting rapid tool can be used to produce test products and to get products to market early.

Rapid tooling can be accomplished by several different methods. One is direct mold design, in which the tool itself is created using a selective laser sintering–type process. Another method uses rapid prototyping to produce a master part from which a silicone rubber mold is formed. That mold is then used to make other parts. A third method (a more traditional process) uses computer-controlled machining technology to create the cavity in a mold blank to quickly create the mold.
Using a CAD file as input, the SLS process melts (or sinters) the powder to form a green mold shape consisting of metal particles bound by smaller areas of polymer. When the green mold is heated in a furnace, the plastic polymer burns off, leaving only the metal mold. The mold is then machined to a tolerance of ±.005 inch to eliminate any defects and can be drilled, tapped, welded, and plated like a conventional mold.
With different materials, cores and molds for sand casting can be created directly using an SLS system, then cured (hardened) in a conventional sand casting oven. Another application is in investment casting, in which an original shape called a master is used to create the proper-shaped opening in a mold. The master is typically made of a wax material so that it will melt out of the mold when molten metal is poured in. Investment casting masters can be produced using SLS processes.
Silicon rubber molds are another means of producing rapid tooling. This process uses an accurately prototyped part that is then coated with silicon rubber to form a mold from which more parts can be molded. The MCP Vacuum Casting System, which uses this process, is capable of producing large plastic parts that weigh as much as 12 pounds and span 2 feet by 3 feet.
Rapid NC machining of mold inserts from a 3D CAD file also promotes rapid tooling. Even though this is more of a traditional process that creates the mold cavity by removing material, the NC-machined cavity combined with standard mold blanks can often lead to shorter tooling times for injection-molded parts. Metal spraying is another method that can be used in rapid tool production for less complex parts.
Despite the ease with which rapid tooling and rapid prototyping create physical models from CAD data, a strong understanding of traditional and current manufacturing methods will enable you to produce more cost-effective and producible parts.
Industry Case: Testing the Model: Vibration Analysis
Lasers are subjected to some intense conditions. Installed in a wind tunnel, the assembly needs to withstand supersonic wind velocities. In a helicopter, the laser needs to function despite vibrations from the engine and rotors. Each of these generates vibrations at different frequencies. Before Quantel USA builds a prototype for testing, it uses the 3D model and SolidWorks Simulation to “shake up” the laser assembly to see how the parts will respond to vibrations at frequencies typical for the application.
The circuit board shown in Figure 10.97 generates a high-voltage pulse to a laser optic. It is mounted to a cantilevered sheet metal part that attaches to the laser assembly with two bolts. When the circuit board and mounting assembly are subjected to vibrations at different frequencies, will the resultant deflection (bending) result in failure? Laine McNeil, Senior Mechanical Engineer, set up a simulation to help find out.
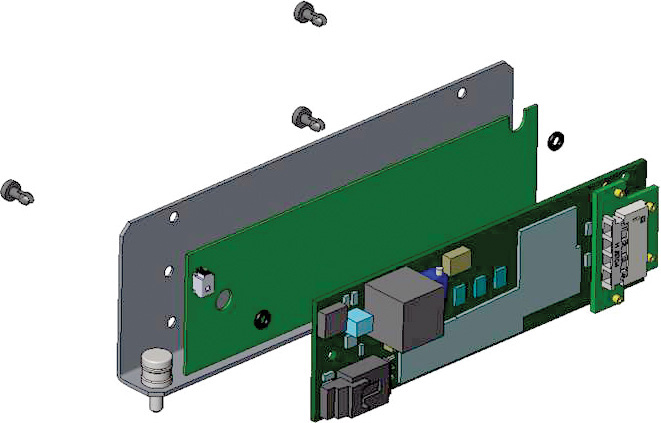
First, he prepared the model for testing by generating a mesh appropriate for each part. Choosing the right kind of mesh and the right density (number of nodes) is a judgment call driven by the goals of the test. For example, the board components had been tested before, so McNeil could focus on the board and the cantilevered sheet metal part. For the circuit board, McNeil specified a 3D mesh to reflect the thickness of the board (see Figure 10.98). For the sheet metal mount, he chose a shell mesh and selected sheet metal as the material whose properties the mesh would use.
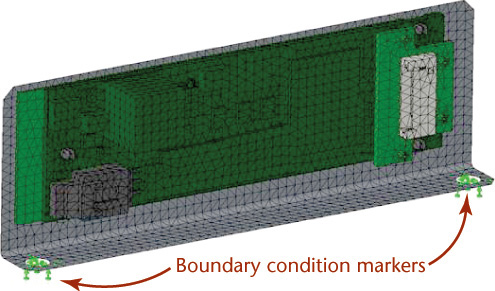
It is common to simplify the 3D model (by removing fillets, perhaps) to reduce the number of nodes in the mesh. Adding nodes improves accuracy, but it also increases the time needed for analysis. For example, the shell mesh chosen for the mount uses one surface of the part and applies the stiffness properties uniformly over the entire part. This generated fewer nodes, but provided enough complexity to adequately represent the sheet metal part.
McNeil next set up the boundary conditions for the assembly: what are the constraints on how the parts can move? First, how are the parts attached to each other? Parts can be bonded or attached in a way that they cannot move or slide (fixed geometry), hinged, connected via a roller/slider, or supported by a spring. The circuit board was mounted in place with three rubber interfacing pads. The rubber was bonded on one end to the sheet metal mount and to the circuit board at the other for this analysis.
Second, how are the parts connected to the outside world? The sheet metal mount is attached solely by its two bolts, so boundary conditions were set for the two bolt holes (shown in green in Figure 10.99). That is, only the bolt forces and friction are holding the mount; everything else can compress and deflect in the simulation. McNeil could have chosen “on flat surface” for the mount so that the part would not be allowed to deflect downward, only up, but that was not needed for this test.
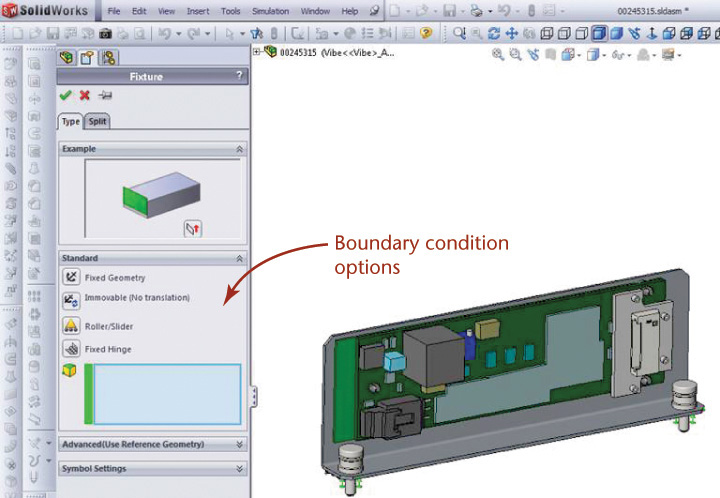
The model was now analyzed at frequencies expected for its target use. Typical vibration frequencies range from 100 to 2000 hertz. Some clients have minimum standards that must be met, such as the U.S. military’s “minimum integrity test.” For the circuit board analysis, no deflection was detected in the sheet metal mount until almost 280 hertz. Figure 10.100c shows the deflection. The material between the bolt holes is shaded a lighter blue to indicate a small amount of movement, and the upper cantilevered portion of the sheet metal mount is colored red, indicating significantly higher motion. The circuit board had already been tested to conform to the minimum integrity test. Because the circuit board operated reliably despite the first resonant frequency mode shape showing that deformation occurred at as low as 120 hertz, McNeil could be confident that the assembly would be satisfactory as designed.
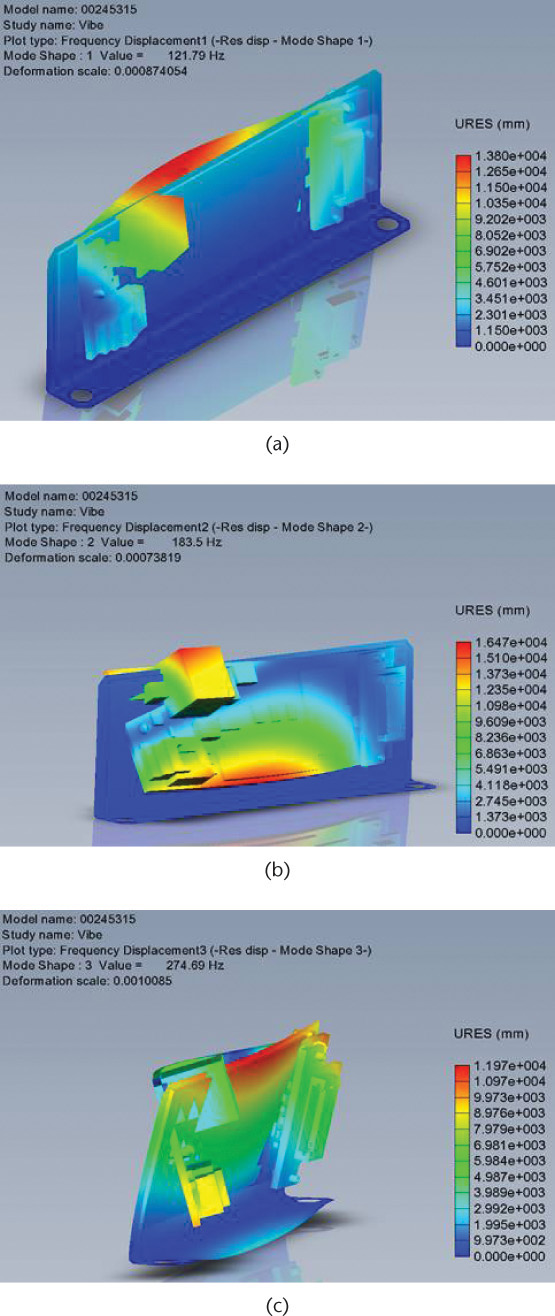
This result was not always the case. When the circuit board components were initially tested, the cube (representing a power supply) at the top left in Figure 10.100a fell off. It had been soldered onto the board, but the solder pads were not strong enough to hold at typical vibrations. Glue was added beneath the power supply to strengthen the bond.
In addition to simple resonant frequency shape generation, analysis can also simulate the energy driving the vibration and the associated displacement. Two examples of vibration-generating devices can readily demonstrate the difference. A cell phone vibrates, but the energy driving the vibration is not enough to shake a room. A hydraulically driven vibrator, used to dislodge material from the bed of a dump truck, has enough energy to shake a building one city block away. For the circuit board assembly, McNeil used the built-in capabilities of Solid-Works, so the energy behind the vibration was assumed to be infinite, and the displacement shown for the circuit board parts was not meaningful. In this instance, this was not the focus of the analysis. If determining actual displacement values is required, the model can be analyzed with a higher-end FEA package, in which a power spectral density curve can be used to define the energy levels causing motion.
At Quantel USA, testing the “virtual prototype” does not replace the need for a physical model. For each design a physical model is built and shaken at the frequencies expected during use. But if the model testing is done properly, the physical model passes the test and only one prototype is needed.
(All images courtesy of Quantel USA.)
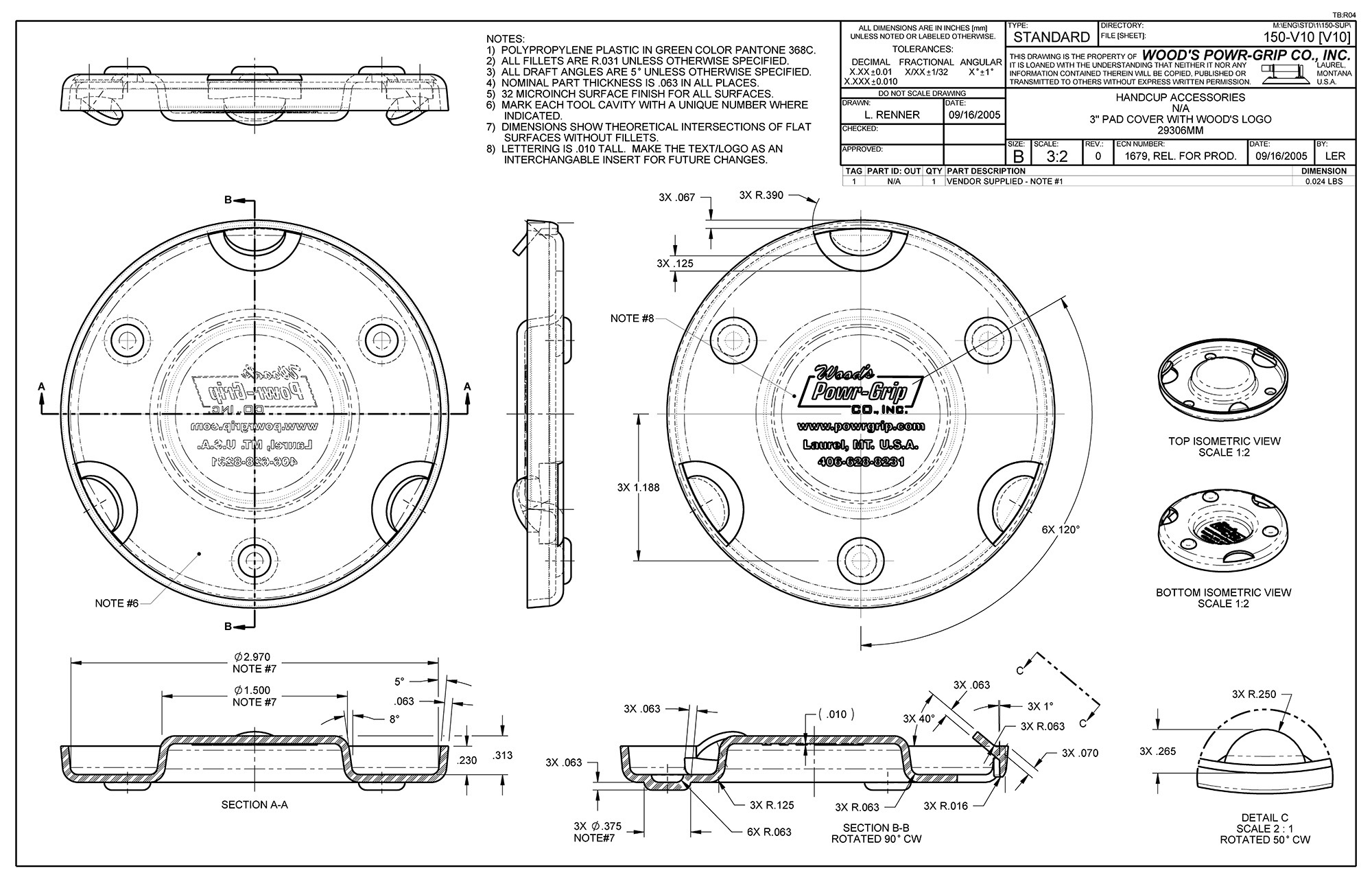
Drawing for a Molded Plastic Part (Courtesy of Wood’s Power-Grip Co., Inc.)
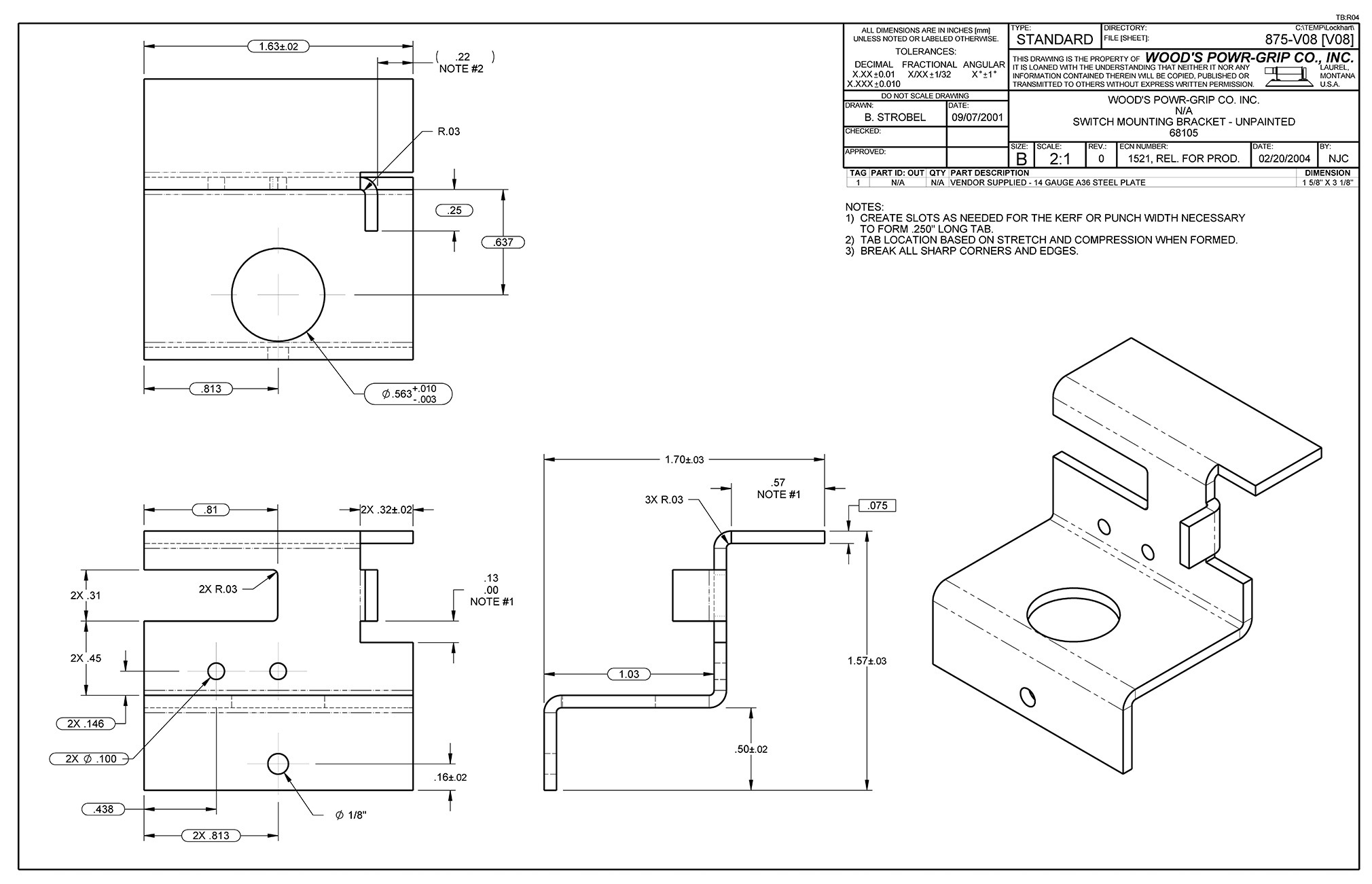
Drawing for a Sheet Metal Part (Courtesy of Wood’s Power-Grip Co., Inc.)
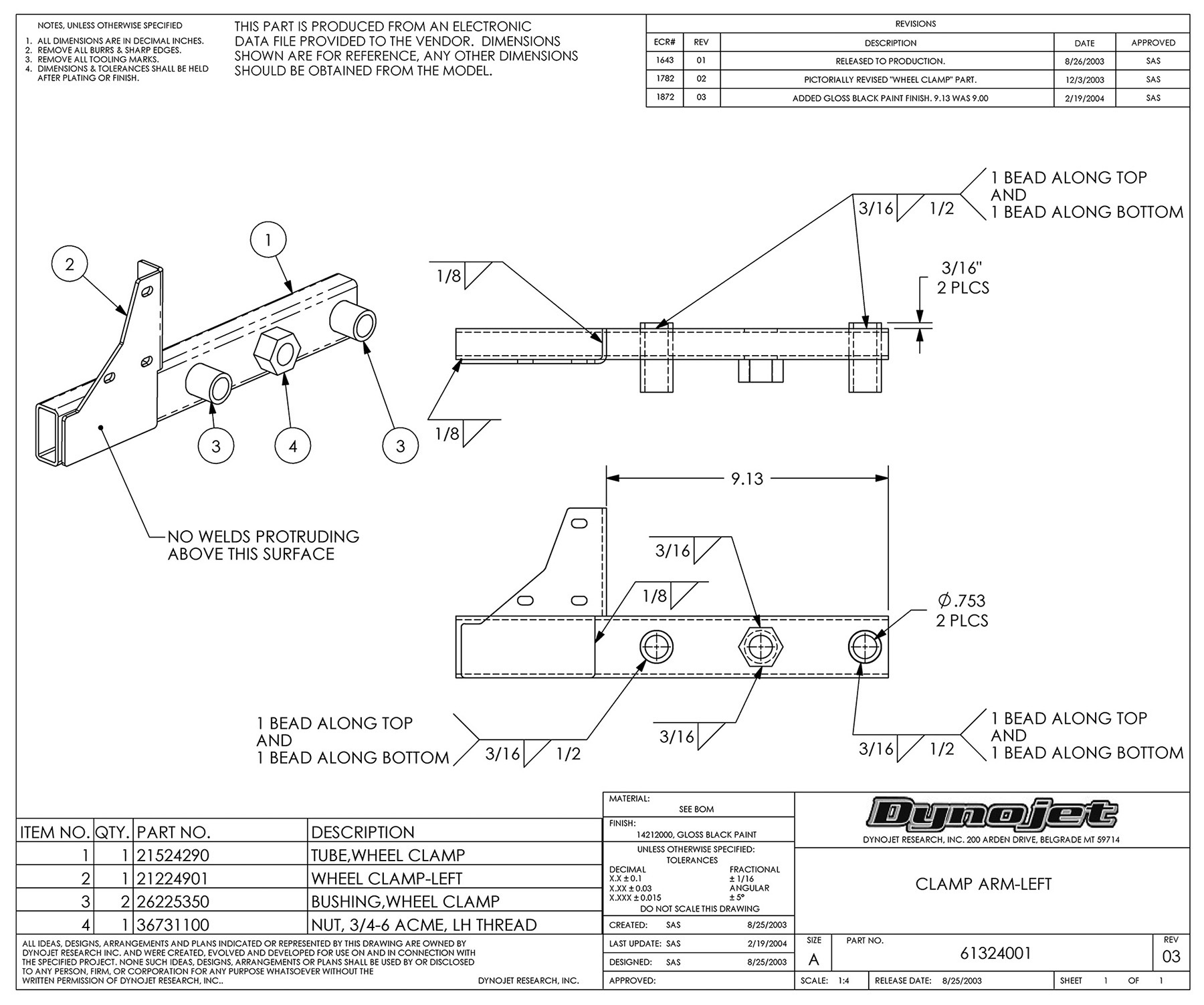
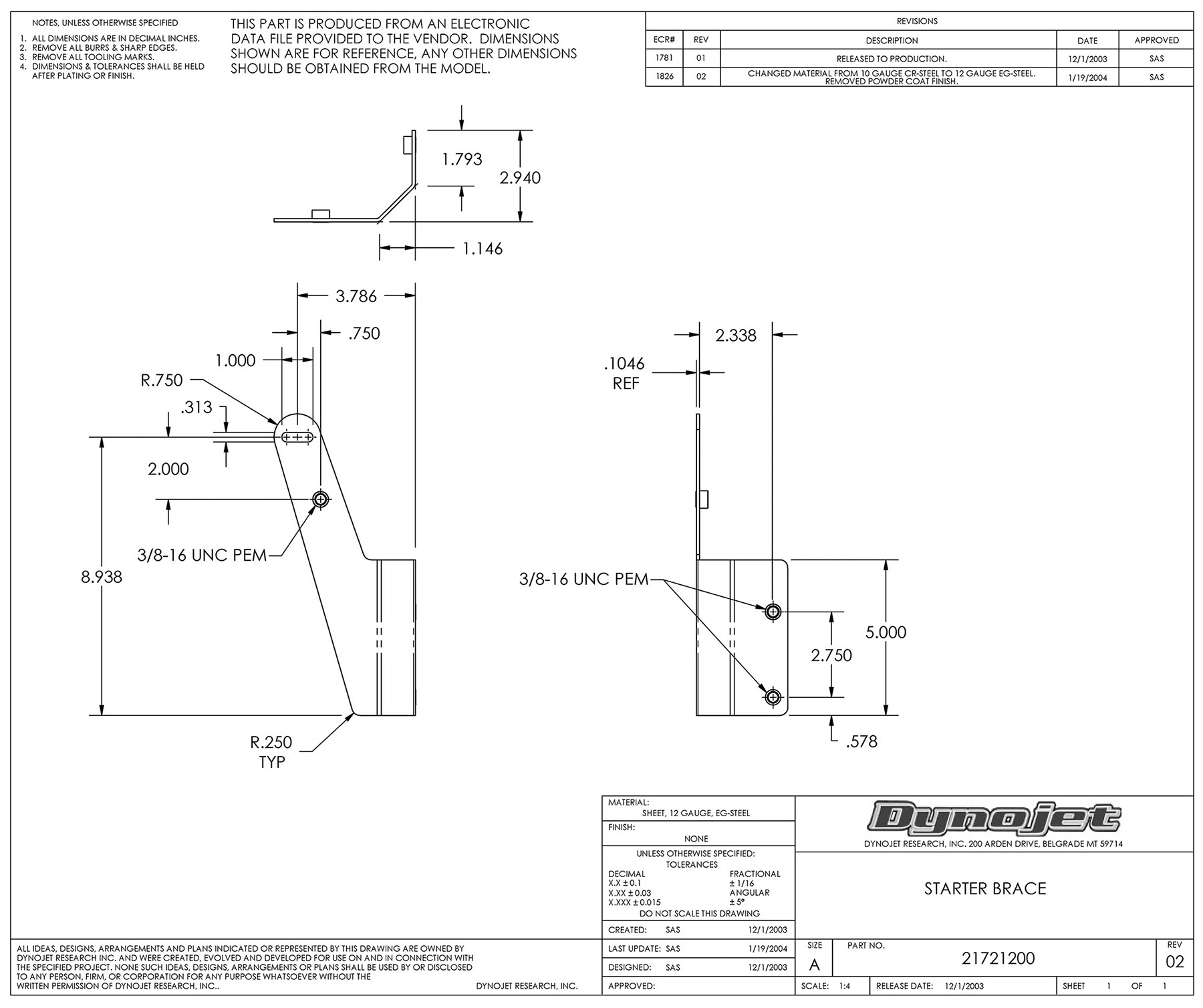
Drawing for a Sheet Metal Part (Courtesy of Dynojet Research, Inc.)

10.101 Even the mass of the paint is calculated into the mass properties for space vehicles. For the SIRTF space telescope, the low-emissivity, silicon-grit-based coating was to be 24 mils thick. In the calculations shown here, the surface area data from the model were used to calculate the mass of the various “paints,” one of which turned out to be almost 9 kg. This additional mass resulted in the use of a different coating to keep the mass of the telescope within the design constraints for the project. (Courtesy of Ball Aerospace & Technologies Corporation.)
Computer Numerical Control (CNC)
Forming and Shaping
Fused Deposition Modeling (FDM)
Initial Graphics Exchange Specification
Laminated Object Manufacturing (LOM)
Life-Cycle Engineering
Selective Laser Sintering (SLS)
Standard for the Exchange of Product Model Data (STEP)
Stereolithography Apparatus (SLA)
Topographic Shell Fabrication (TSF)
Chapter Summary
• Modern manufacturing involves product design, selection of materials, and selection of processes. The process of transforming raw materials into a finished product is called the manufacturing process.
• The design process requires a clear understanding of the functions and performance expected of that product.
• Concurrent engineering integrates the design process with production to optimize the life cycle of the product.
• Computer-aided design, engineering, and manufacturing are used to construct and study models (prototypes) allowing the designer to conceptualize objects more easily and more cost-efficiently.
• The selection of appropriate materials is key to successful product development.
• Manufacturing processing methods have changed dramatically over the last few decades. More cost- and time-efficient processes can be implemented using computer-integrated manufacturing.
Skills Summary
Now that you have completed this chapter you should be able to distinguish between static and dynamic assembly models. Assembly constraints are used in constraint-based modeling to create “intelligent” assemblies. You should be familiar with several types of assembly constraints you may encounter in your software package.
Often, it is desirable to show stock parts in assemblies. Sometimes these parts can be acquired from a vendor. Thread, standard fasteners, and springs are among the stock parts that you may not want to model, as they can easily be indicated by a standard note.
Fit between mating parts in an assembly is an important design consideration. You should be familiar with ways that a CAD database can be used to check fit.
You should be able to list three manufacturing processes that are commonly used to manufacture parts and some of the considerations that may arise when modeling a part that will be manufactured using one of these methods.
When you create an assembly model, you may add standard parts, sheet metal parts, or use it to simulate the range of motion it is capable of. Now that you have completed this chapter, you should begin practicing using your CAD models for engineering analysis. You should be able to extract mass properties data from your CAD models and use them to solve simple engineering problems. You should also be familiar with exporting CAD data to various packages and selecting the best file format for the export. In addition, you should be able to describe how various rapid protoyping systems work to create physical models from CAD data.
Review Questions
1. Parent-child relationships are important for assemblies built using a constraint-based modeler. What problems might occur, and how could you prevent drawing management problems when deleting or changing component parts in an assembly?
2. Define the differences between a static assembly and a dynamic assembly. Which method would offer advantages to design teams who access a common database of files through a network?
3. Many of the recent generation of computer modeling programs have capabilities for solid modeling and constraint-based modeling. Research the capabilities of the CAD program, solid modeler, or constraint-based modeler at your school or workplace. What nomenclature, commands, and procedures are used by the program to define capabilities in the following:
a. External references
b. Global parameters
c. Interference checking d. Dynamic assemblies
4. A constraint-based modeler is used to create a gear cluster assembly by inserting modeled bicycle gear cogs and spacers onto a splined hub. Axial and radial alignment of the elements is critical to maintaining an accurate model. Define a sensible base point to use when adding individual cogs (gears) to the assembly.
5. Drawing templates, prototype drawings, and seed parts are one means to help assemble parts effectively. What are three advantages of using these file types when beginning a new model?
6. An entry-level engineer is given the job of creating a detailed assembly drawing of a trailer-mounted pump and motor assembly. The engineer models major components such as the diesel motor, the pump, and trailer frame as well as all the small parts such as wheels, tires, nuts, bolts, and lights. When the job is complete (after 10 solid weeks of work) and all the drawing elements are correct, the work is presented to the supervisor. What reaction would be expected from engineering management? Was this an efficient use of resources? Do you have suggestions that would streamline the process?
7. Although 3D modeling can describe part and assembly configuration in accurate detail, many parts or features are rarely included in a model until very late in the process if included at all. List four parts or features that fall into this category, and give reasons for omitting detail.
8. Component models of detail parts or assemblies can be obtained from suppliers and manufacturers. These models save the designer time and reduce the potential for error but can be difficult to use in a constraint-based model. Why? What advantage does the supplier gain from this service?
9. Constraint-based assemblies often have global parameters defined to assist in developing mating features of different parts. Identify which features of the two (mating) parts described in the following drawings would be candidates for shared parameters. (Note the different plotted scale of the parts!)
(Courtesy of REED.)
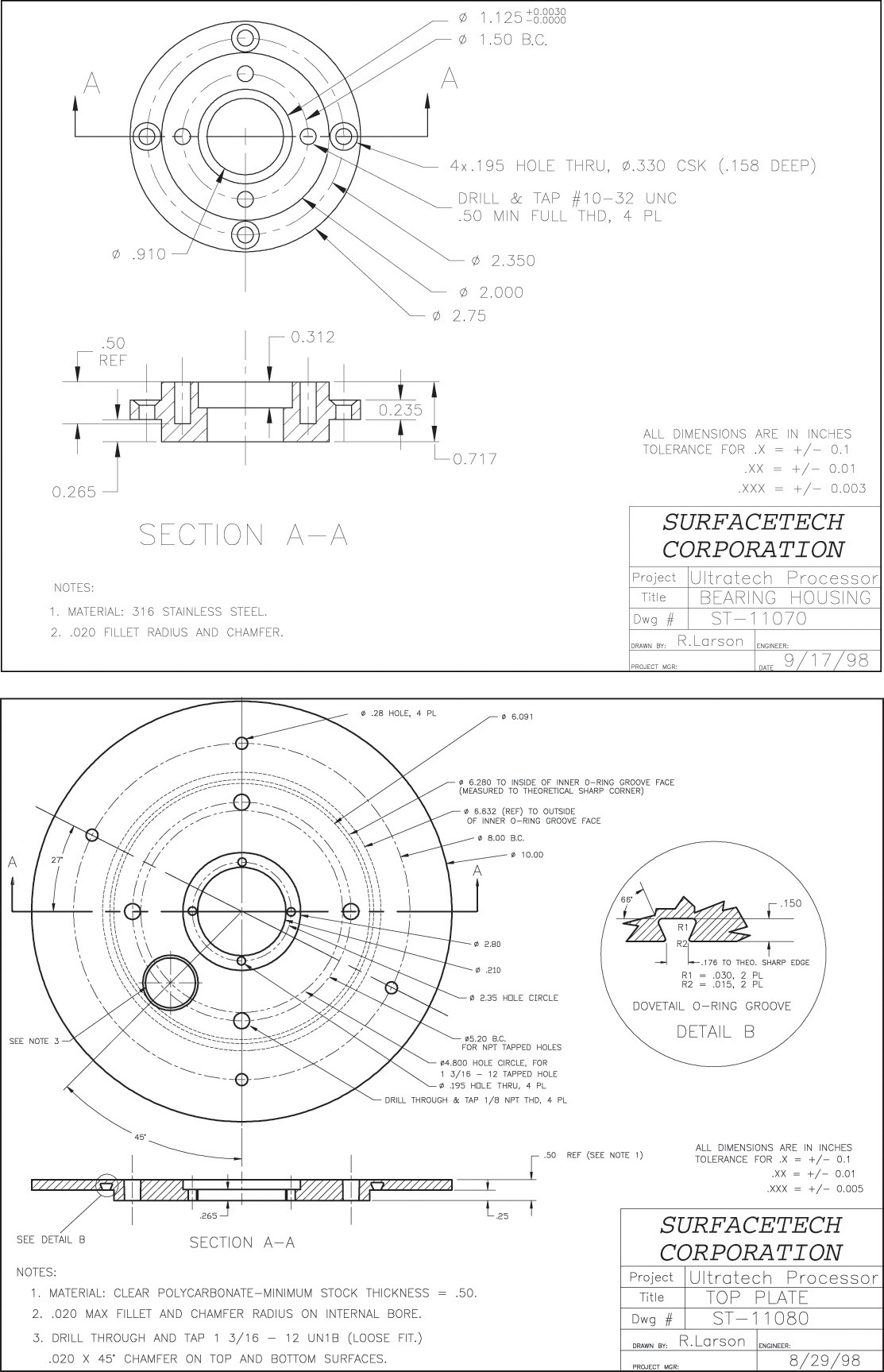
10. A designer must anticipate and understand the manufacturing processes that will be used to fabricate the created components. Describe differences in the model for a part designed for polyethylene (plastic) injection molding versus one for machined aluminum. Can you anticipate unique model requirements for a part created using hand lay-up resin-transfer molded composite (a process similar to that used for fiberglass)?
11. Material changes are common in the development phase of engineered parts. Consider a component part modeled first using 6061-T6 Aluminum, and then with 1020 Steel. No dimensional changes are made. Do each of the following properties of a solid change with changing material? How?
a. Volume
b. Mass
c. Density
d. Centroid
e. Moment of inertia
f. Radius of gyration
12. Vector data and raster data are both used in graphics programs. Which type of data format is better suited for CAD systems that have mass properties capability?
13. Define the steps involved in creating a stereolithographic rapid prototype part from a solid model. What are some of the considerations when deciding whether a CAD model is a good candidate for prototyping using stereolithography?
14. Give a brief explanation of the physical process used to create rapid prototype parts by each of the following methods. What are the advantages and disadvantages of each method?
a. Stereolithography
b. Fused deposition modeling
c. Selective laser sintering
d. 3D printing
15. How does rapid tooling differ from rapid prototyping? In what situations might either method be used to create actual working components rather than just shape-representative models?
Chapter Exercises
Exercise 10.1 As directed by your instructor, create a dimensioned sketch or skeleton model that defines the assembly relations for the following devices:
a. Vise grip
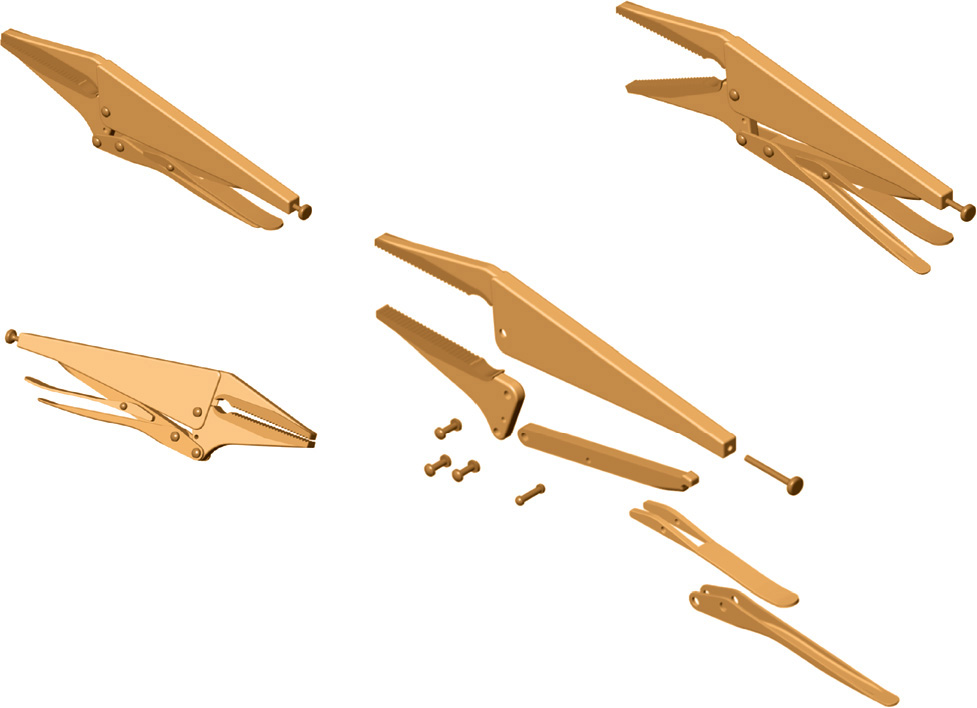
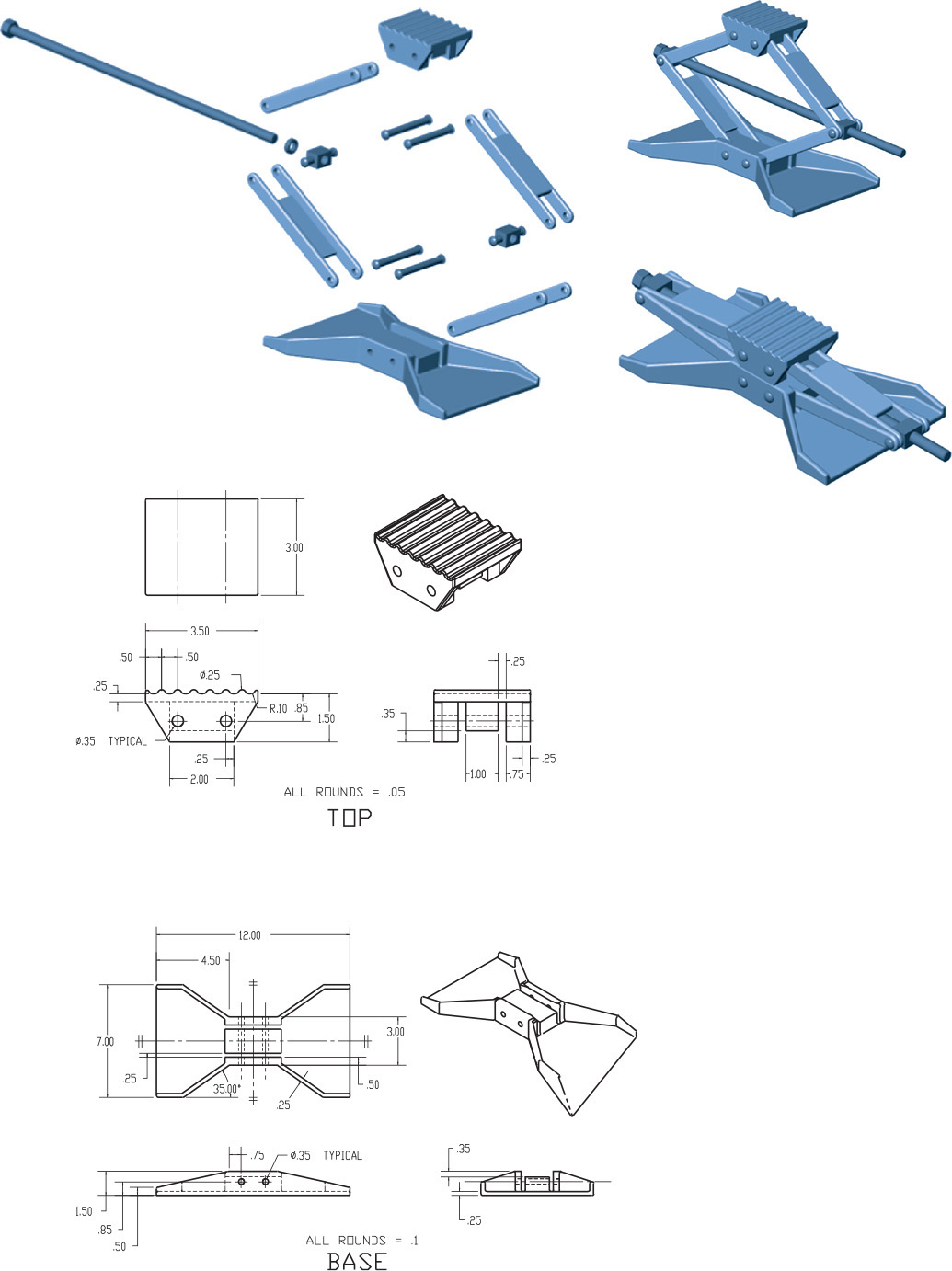

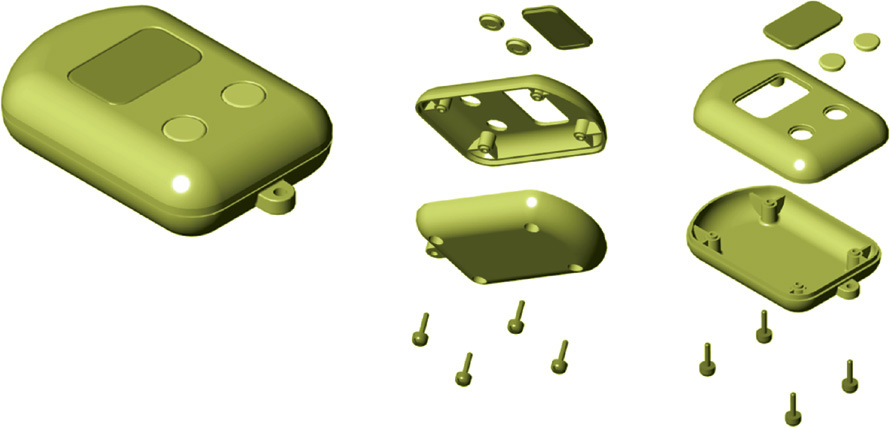
d. Compass
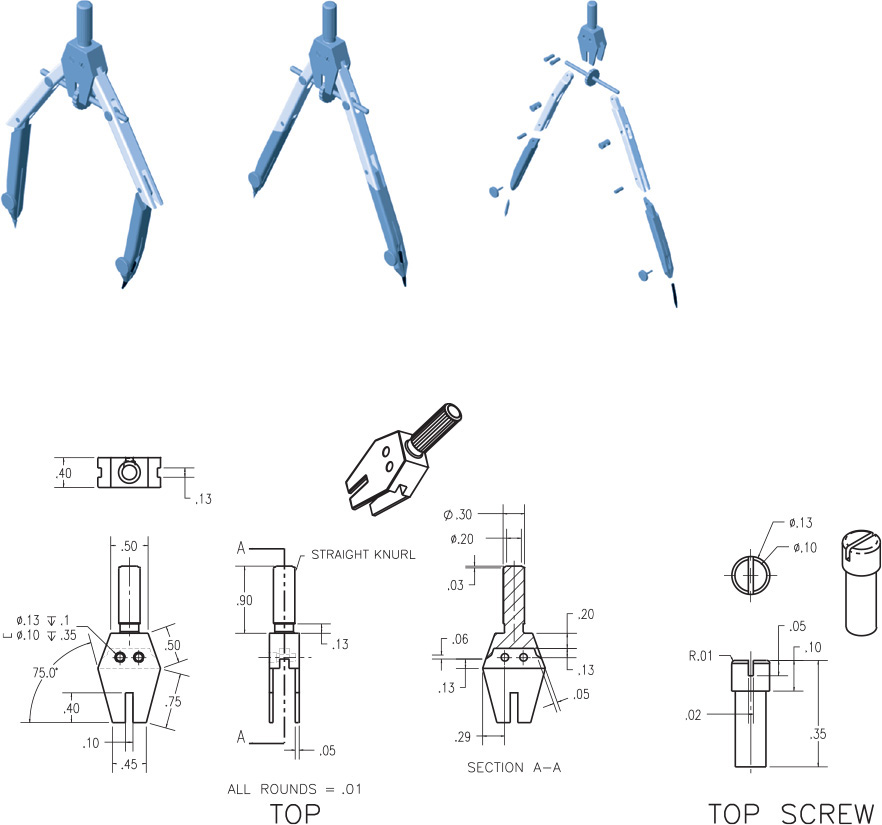
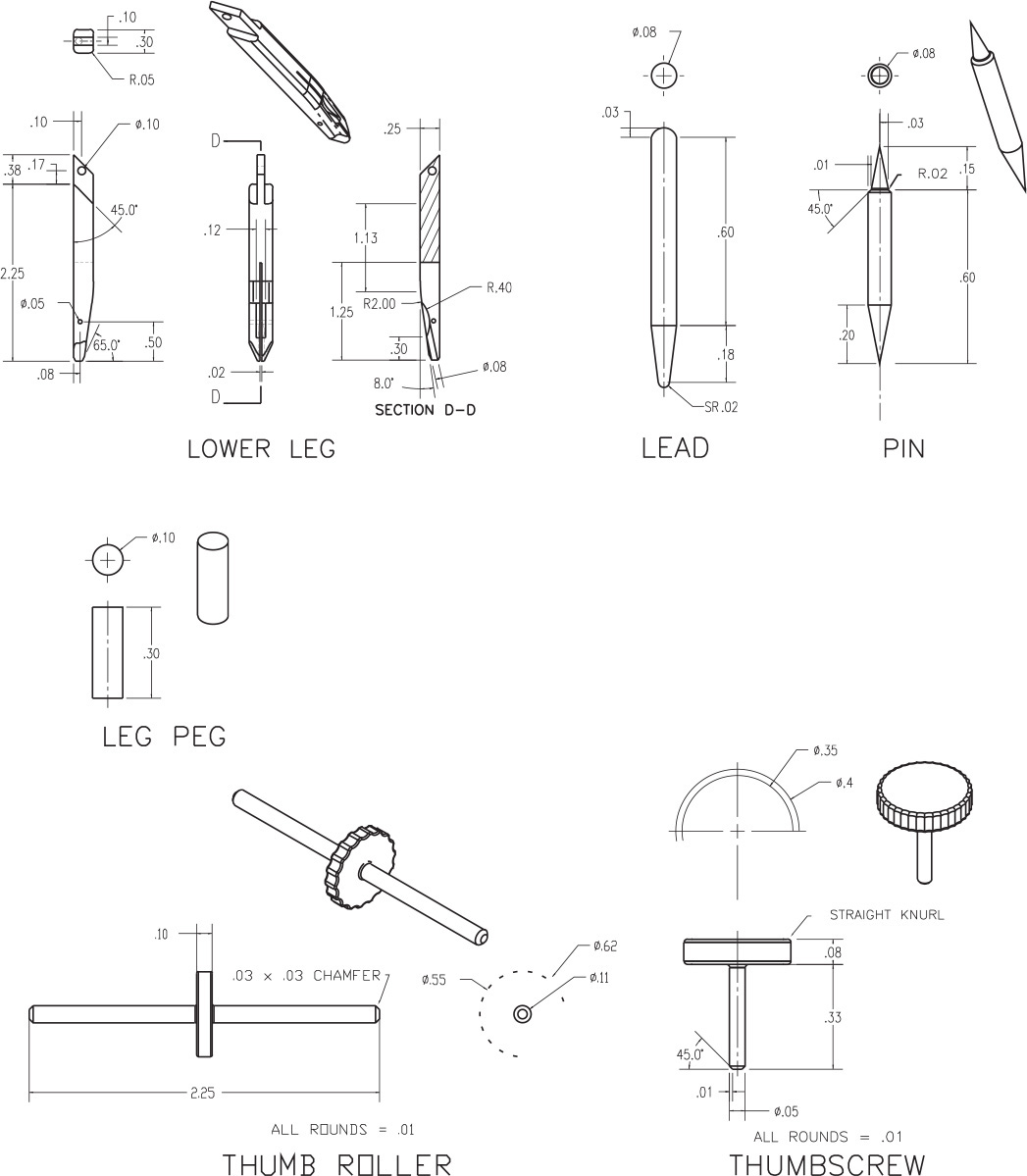
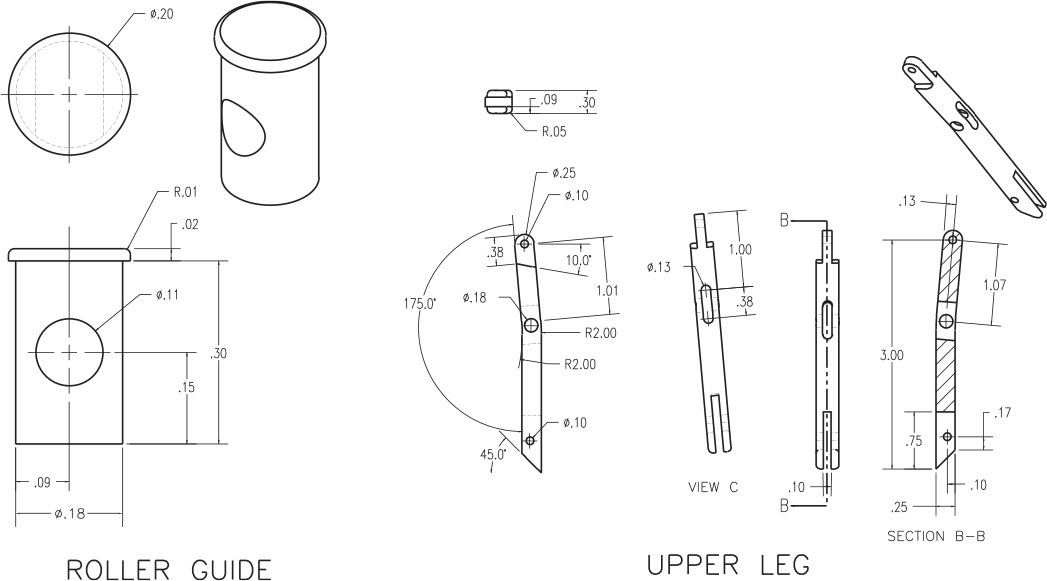
Exercise 10.2 Purchase a clamp similar to the one shown from your local hardware store or online.
a. Make measurements and model each part.
b. Create an assembly model from the parts.
c. Create a skeleton and assemble the part models to the skeleton. Change the angle in the skeleton and investigate how the model changes.
d. Build the assembly as a mechanism so that you can simulate the motion of the mechanism by dragging the parts.
e. Investigate your software’s capabilities for simulating the motion of a mechanism.

(Courtesy of POWERTEC Products.)
Exercise 10.3 Use the sheet metal features of your software to model the drill bit stand. Create different configurations of hole sizes, to accommodate different drill bits.
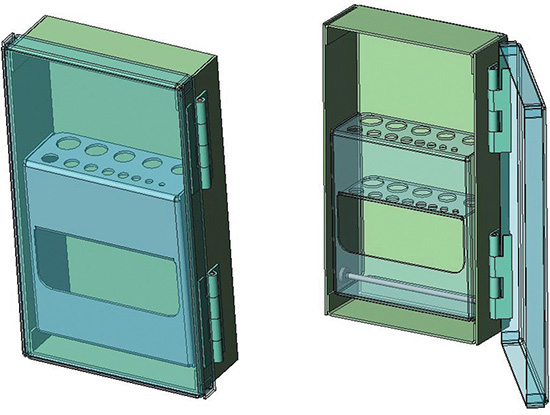
Exercise 10.4 Create part and assembly models for the clamp shown below and on next page.

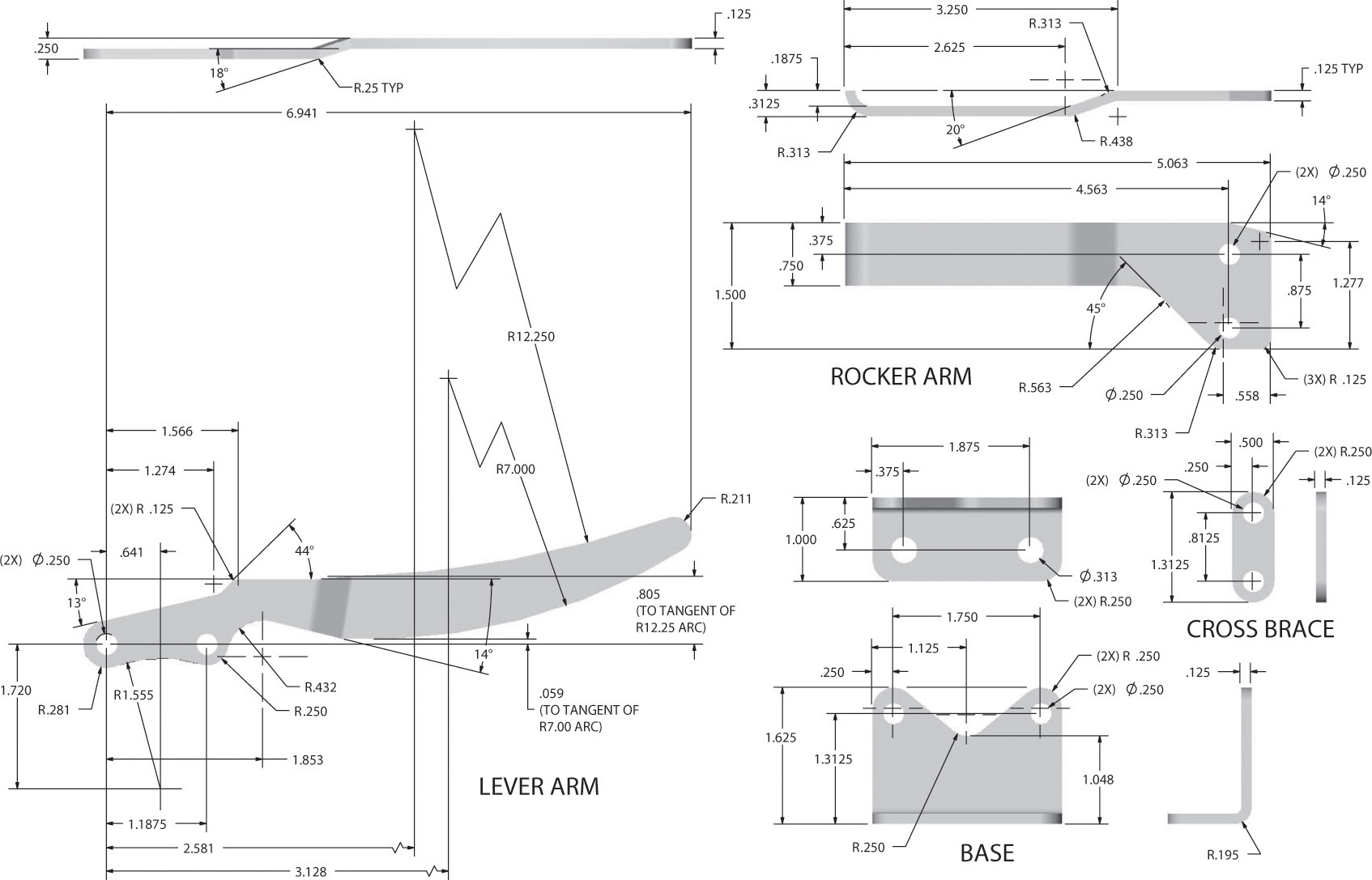
Exercise 10.5 Design a housing for the power and D-sub connector, like the one shown. Download part models for the standard parts.
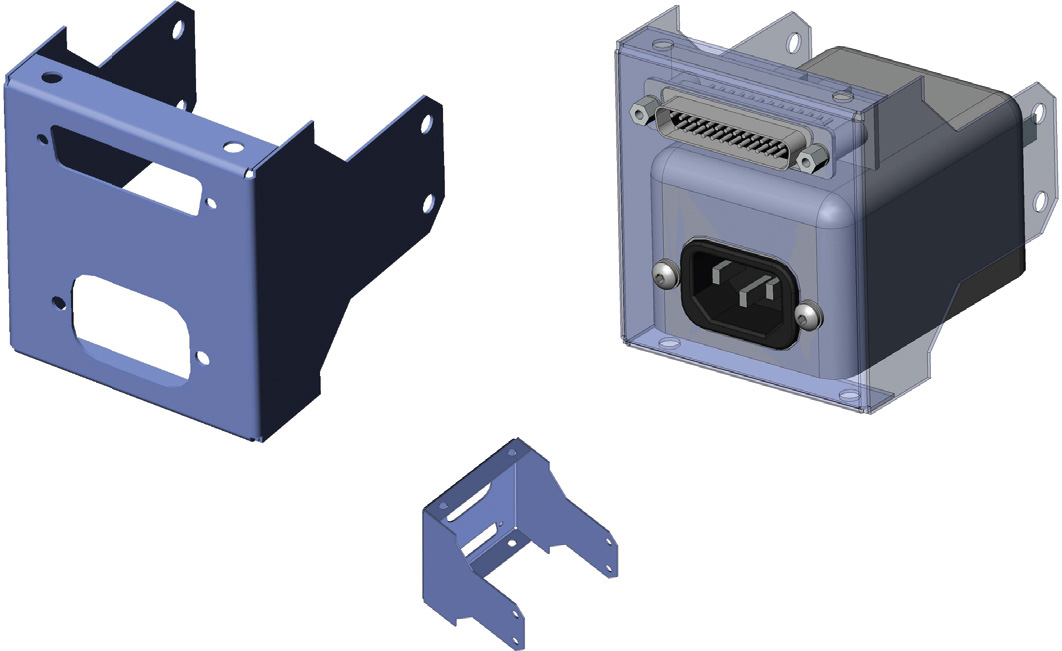
Exercise 10.6 Model and assemble the parts of the gyroscope. (See detail on next page.)
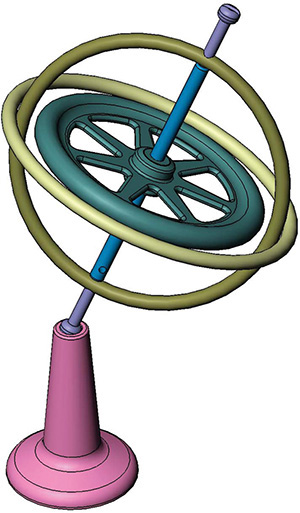
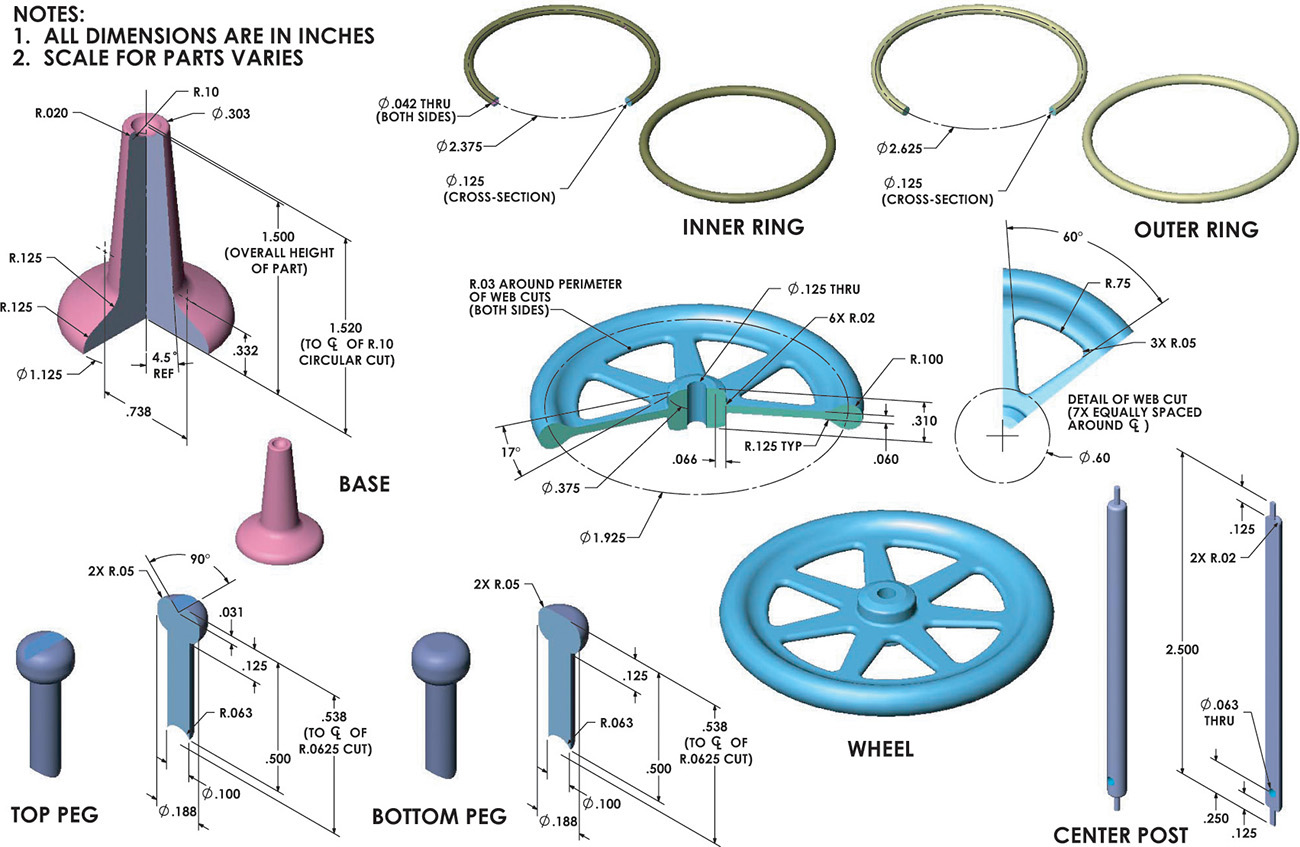
Mass Properties Exercises
Use your solid modeler to determine the mass of the following objects. Define a datum, then locate and dimension the centroid. Find the moment of inertia and radii of gyration about a defined major axis for each part.
Assume all objects are milled from 6061-T6 aluminum, with specific gravity of 0.28. Small fillets or chamfers do not significantly change your solution and can be neglected in the model, but do not neglect important machining details such as the internal radii formed by the .25″ or .50″ diameter cutters!
Dimensions shown are in inches.
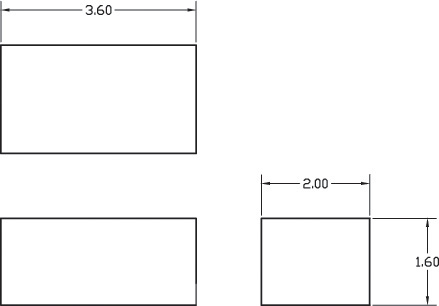
Exercise 10.7 Simple rectangular block
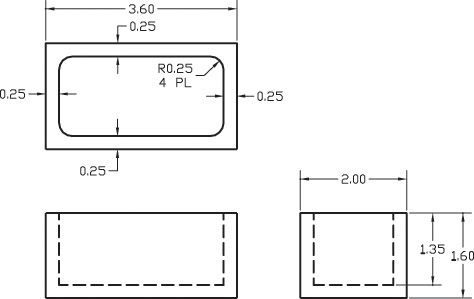
Exercise 10.8 Rectangular block with internal recess
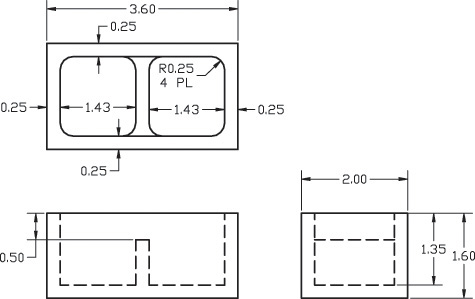
Exercise 10.9 Rectangular block with split internal recess
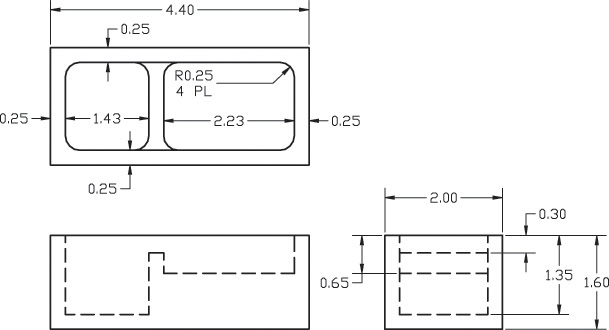
Exercise 10.10 Asymmetrically milled block

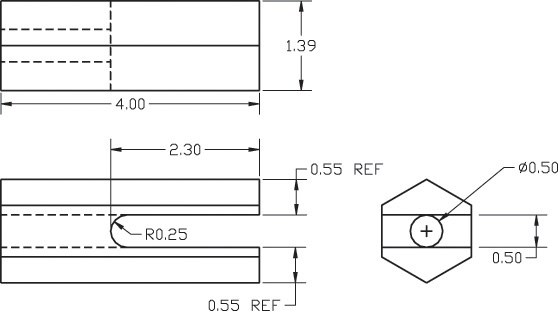
Exercise 10.12 Slotted hexagonal hollow rod
Exercise 10.13 Create a table in Excel or other spreadsheet program comparing the mass properties as calculated by your CAD modeler with hand-calculated exact values, for the following figures. Be sure to define a common datum for each figure, so that proper comparisons can be made. Include a column showing percent difference from the exact value. How does part-axis orientation affect your accuracy?
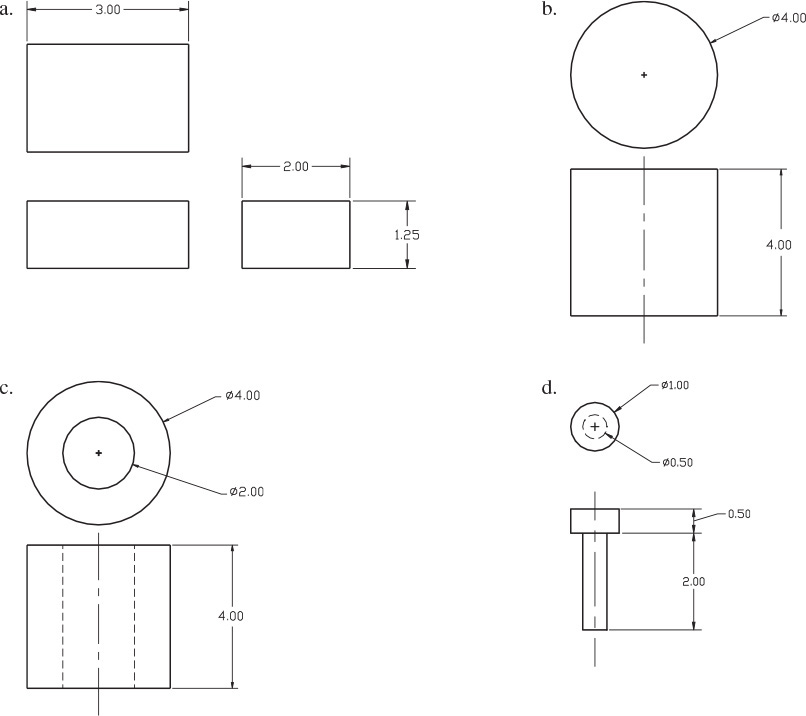
Exercise 10.14 Use the mass properties data for the models in Exercise 10.13 to create a spreadsheet that computes the material, cost, and labor needed to coat the surface area of the parts.
Exercise 10.15 Find the center of gravity and total mass for the assembly that you created in Exercise 10.4.