Synchronize
Controlling Material Replenishment with Kanban
What happens when one step of a process runs faster than the process step it feeds, even for a short period? Inventory builds up between the two steps, of course. From Little’s law, we also know that the increased inventory causes increased lead time. The additional inventory also reduces quality (as was discussed in chapter 2). Reducing inventory and unnecessary lead time requires synchronizing the two process steps, which requires that (a) the two process steps must operate at the same rate and (b) the two consecutive steps must process the same item at the same time where sequential process steps work on several products or services. For example, if step 1 processes product A while step 2 processes product B, then inventory of product A will accumulate between the two process steps. If steps 1 and 2 are both processing product A at the same number of units per hour, then no inventory will accumulate between the two steps.
The main technique used to synchronize the processing rates of sequential steps is called kanban, which originated in the Toyota Production System. Although translations of kanban from Japanese vary, it means roughly, “signal,” “signboard,” “sign card,” or simply “sign” or “card.” The kanban is indeed often a card or metal sign that signals workers that a task should be done, either to produce or move goods in process. The rules that govern material movement and control in kanban systems are simple:
- When a kanban card is not attached to material, this signals that action should be taken. Depending on the structure of the kanban system, the kanban might signal that production of an item should commence, material should be moved from one workstation to another, material should be moved from a storage location to a workstation, or material should be ordered from a supplier.
- If all kanban cards are attached to material, then do nothing.
Rule 2 really follows directly from rule 1, so one could argue that there is really only one rule for kanban systems.
Kanban can be used in many different ways, and Figure 35 shows one example where two sequential process steps are coordinated with a kanban system. The soft drink bottling process in that figure is fed empty aluminum cans from a warehouse. Every pallet of aluminum cans that comes from the warehouse has a kanban card attached to it. When the operators insert a pallet of cans into the bottling line, they remove the kanban card and put it in the kanban card rack. A material handler occasionally checks the kanban card rack for cards, and when cards are present in the stand, they move more cans from the warehouse to the bottling operation. The quantity of pallets that are moved is determined by the number of kanban cards in the stand: One pallet is moved for each kanban card. Upon retrieving the required number of pallets, the material handler attaches the kanban cards to the newly replenished pallets of cans, one card per pallet.
When all the kanban cards in Figure 35 are attached to full pallets of cans at the bottling operation, then the material handler, by the rules cited previously, will not bring any additional cans out of the warehouse. Thus the maximum number of full pallets on the conveyor in the case of Figure 35, assuming that the driver has no cards in his possession, is seven: Four cards are already attached to pallets of cans on the conveyor and three more cards could be attached to additional pallets of cans. This is the manner in which kanban cards limit inventory and synchronize process steps. The material handler can never get too far ahead of the bottling process because the number of pallets waiting to be used at the bottling line is limited by the number of kanban cards.
Because kanban cards establish maximum inventory levels, they can be used to control the amount of inventory in the system. Reducing the number of kanban cards reduces the maximum inventory level and also reduces the average inventory level. However, one must be careful in reducing inventory by removing kanban cards from the system because too few cards will starve downstream workstations of material, thus idling them. For example, once a particular kanban card has been detached from material, the remaining inventory at the workstation plus all the material that will be delivered in response to other kanban cards already detached from material must sustain production until the material replenished in response to that particular card arrives. In the case of the bottling line in Figure 35, if the next pallet was inserted into the bottling line and its kanban card detached and placed in the kanban card rack, then there would be three remaining pallets of cans on the conveyor to sustain the line, plus the pallet just inserted into the bottling line, plus three more pallets that should be on their way due to the unattached kanban cards in the kanban card rack. Thus a total of seven pallets are available to sustain production until the material driver successfully responds to the most recent card put in the kanban card rack, which equals the total number of kanban cards in this example. Thus the number of kanban cards determines how long the driver has to respond to the kanban signal. Fewer kanban cards provides an operator at the workstation with less material over the duration required to execute replenishment in response to a particular card, and unless that replenishment can be completed within that time frame, then production will cease. The fewer the kanban cards, the faster replenishment must be. Conversely, given a particular replenishment duration, too few cards will cause the workstation to run out of material. (This and the following analysis is based on several implicit assumptions that we will ignore for the moment, including that kanban cards are not lost, that kanban cards are picked up with a sufficient frequency, and that kanban cards are removed from containers of material when the container is put into production rather than when it is empty.)
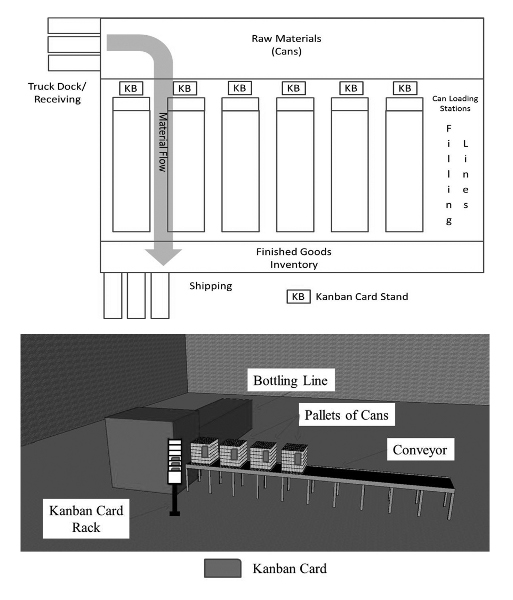
Figure 35. Kanban control of empty can supply.
Assuming that (a) material is consumed at a constant rate of R units per minute, (b) n kanban cards are used to replenish inventory to the bottling line in Figure 35, (c) each pallet of material to which a kanban is attached holds Q units of material, and (d) the average time required to replenish material once a kanban card has been detached from material is L minutes, then at least RL units of material must be available to the bottling line in the time it takes to replenish inventory in response to a kanban card being removed from a pallet of cans. Thus the minimum number of kanban cards required can be computed as follows by setting the amount of material made available by kanban equal to the required usage over the replenishment period:
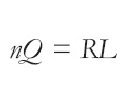 , and
, and 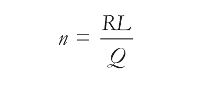
This is the minimum number of cards, n, required. However, additional kanban cards are required because, in general, we can expect variability in when a driver observes the unattached kanban card and reacts to it, how long it takes to retrieve material, and how materials are consumed, which is due either to the production process itself or to variability in demand. When replenishment lead time varies, we would interpret L as the average lead time. When replenishment time is longer than average, then we need some number of kanban cards greater than RL/Q to sustain production over the duration. When the consumption rates vary, the number of kanban cards must be able to sustain production in periods of high consumption of a part—that is, when consumption is at a rate in excess of the average rate R over a short period of time. Hence, to guard against stock-out on the occasions when replenishment is slow or demand is high, one must add some number of buffer cards to the quantity RL/Q for protection; how many depends on how much the replenishment time, L, and the consumption rate, R, vary. The greater the variability, the greater the number of cards required. Computing precisely how many cards are required is beyond the scope of this book. However, the main point is that variability in replenishment and demand causes more kanban cards to be required and, incidentally, more inventory to be in the system. (Thus we have found another root cause of excess inventory—variability.) In any case, the number of buffer cards in practice would not likely be computed by any precise or complex mathematics but rather by starting with an obviously sufficient number of cards and then withdrawing them until a sufficient number was present to sustain production without causing excess inventory.
The need for buffer kanban cards and, hence, additional inventory due to variability highlights the importance of reducing variation in the process. The more reliably material is replenished and the more constantly material is consumed, the less inventory is needed, and lead time through the entire production process is reduced accordingly. In the Toyota Production System, parts consumption is made as constant as possible by controlling the sequence in which products are made. For example, if an automobile assembly plant made two-door (2DR) and four-door (4DR) models of cars in a ratio of two to one, respectively, they would sequence car models on the assembly line like this:
2DR, 2DR, 4DR, 2DR, 2DR, 4DR, 2DR, 2DR, 4DR …
rather than this:
2DR, 2DR, 2DR, 2DR, 2DR, 2DR, 4DR, 4DR, 4DR …
The former sequence causes less variation in the consumption of parts for the different models. Assuming for the moment that two-door doors and four-door doors come from different workstations, if too many two-door vehicles are scheduled together, it creates a demand surge that will necessitate a greater number of kanban cards, and more inventory, between assembly and the source of the doors. Sometimes the production sequence cannot be controlled so tightly due to variability in customer preferences or because of other considerations that trump parts inventory reduction. However, to the extent that parts usage is not made constant, a greater number of kanban cards will be required.
In conclusion, RL/Q kanban cards plus a suitable buffer is required to sustain raw materials supply to a production process, and the only ways to reduce the number of kanban cards required, and the associated inventory, are the following tactics:
- Reduce replenishment lead time, L.
- Reduce variability in replenishment lead time, L, or variability of material consumption, R.
Of course, one could argue that reducing the average consumption rate R also reduces the number of kanban cards, and this is true, but this would also decrease production and revenue and so we ignore this option. Note that reducing variability reduces the extra buffer of kanban cards, but the base number of RL/Q kanban cards will always be required. Assuming that consumption stays at the same level, the only way to reduce this base number of cards is to reduce the average replenishment lead time.
Other Kanban Systems
Kanban systems can be structured in many ways. In the previous example, kanban cards were used to signal replenishment from a warehouse. In some instances kanban cards also signal goods to be produced rather than simply replenished from a stocking point. Various methods can be used to accomplish this, and in some cases separate sets of kanban cards are used to provide signals to the production people and to the material-movement operators. In that fashion, Figure 36 shows a schematic diagram of a system with triangular cards that signal the need for material to be moved and rectangular cards to signal production. This is called a two-card kanban system because it uses two types of kanban cards: One type of card signals production, and one signals material movement. Material replenishment and production could have alternately been accomplished in the case of Figure 36 with one type of kanban card—for example, the triangular card could also be used to signal the need for production to commence. This would be accomplished by sending the unattached triangular kanban card directly to the camshaft fabrication operation. After camshafts are fabricated in response to the presence of an unattached triangular card, all containers of camshafts would have a triangular card attached and be taken directly to engine assembly. (For a similar example, see the first exercise at the end of this chapter.) Discussing the comparative advantages and disadvantages of one-card and two-card systems is beyond the scope of this book. However, the reader can consult the book Toyota Production System by Yasuhiro Monden, which gives more details on kanban systems that inform this type of decision.1 Additionally, since the examples included in this chapter represent only some of the ways that kanban systems can be structured, Monden’s book is useful as a comprehensive reference that describes a variety of kanban mechanisms.
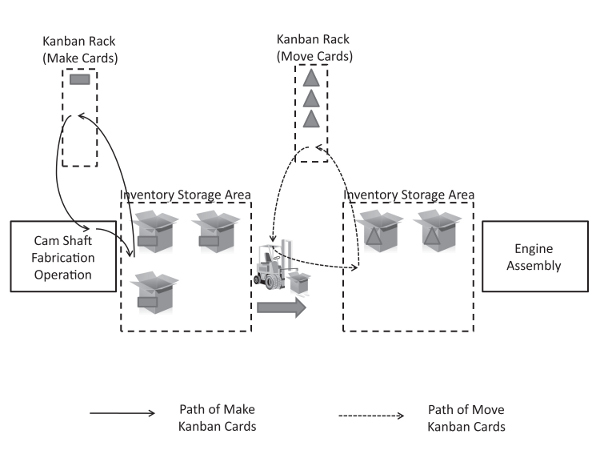
Figure 36. A two-card kanban system.
Kanban signals need not be cards. Kanban systems can use any device that creates a visual signal to workers about what needs to be done next. For example, squares painted on the floor or marked with tape can indicate the appropriate number of pallets of raw materials that should be available at a process step. Figure 37 shows a process step that assembles shafts and bearings where a maximum of four pallets of raw materials should be available to the operator. In the current state of the system as shown, the material handler should be bringing one more pallet of material because one kanban square is empty: An empty square serves the same purpose as an unattached kanban card. Reusable bins and racks can also be used as kanban signals: When the rack or bin is empty, it is taken back to the process step or supplier where the item is produced so that the rack can be refilled.
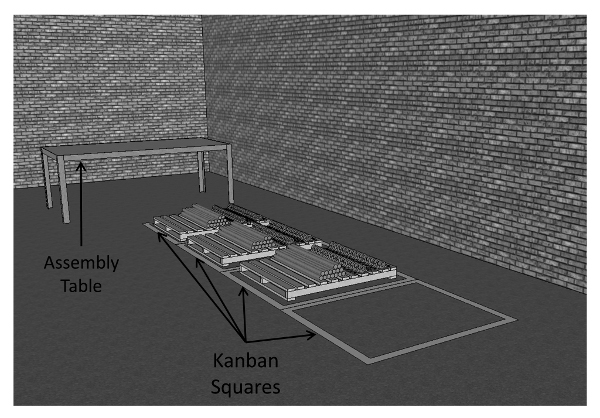
Figure 37. A kanban square signaling device.
Pull Systems
Systems of kanban cards that control material, or other analogous devices, are called pull systems. This label is appropriate because, for example, in Figure 37, the act of withdrawing material from one of the squares marked on the floor and using that material causes a material driver to bring more material to the work area—that is, use of material pulls more material into production. This is contrasted with push systems in which material might be brought to the work area even if it was not needed in the foreseeable future and work was currently piling up because incoming material was being delivered at a faster rate than it was being used. This pull effect is present between all steps of a process where replenishment is governed by kanban and, if adopted throughout the entire process, causes a chain reaction when material is consumed at the end of the process. Thus a customer who purchases goods sets in motion a chain reaction of production and material replenishment all the way back to the first step in the process.
The term just-in-time inventory replenishment (JIT) is often used to connote kanban and pull systems. However, in some cases people will use JIT to refer to all the methods that comprise the Toyota Production System. Thus whenever the phrase just-in-time is used, a listener should be careful to infer the intended meaning, or they should ask.
Exercises
- In Figure 38, a two-station process is shown in which door panels are stamped at a stamping press and, subsequently, fabricated into doors in the next step. Kanban cards control the supply of parts from the stamping press to the fabrication step. Once the worker at the fabrication operation withdraws a pallet of door stampings from the inventory, she removes the kanban card from the pallet and places it in the kanban card rack in the inventory area. Occasionally, the forklift driver takes the unattached cards from the inventory area to the stamping press area and puts the cards in the kanban card rack there, which signals the press operator to stamp more pallets of parts. As the operator stamps parts, he removes the unattached kanban cards from the rack in his area and attaches one kanban card to each pallet of completed stampings. The forklift driver takes any completed pallets of door stampings with kanban cards attached from the stamping area to the fabrication area. Assume in the picture that there are currently no pallets of parts being transported from stamping to fabrication and that no kanban cards are currently in transit from the fabrication area to the stamping area:
a. What is the maximum number of pallets of door stampings that can be in the inventory area awaiting processing at the fabrication station? Why?
b. How could the maximum amount of inventory between stamping and fabrication be reduced?
c. What problems might result if too many cards were removed from the process?
d. Without adding cards back into the system, how might those problems referenced in the previous exercise be resolved?
- Read the book The Goal.2 Describe the components of the Drum-Buffer-Rope method that were used in that book to control the release of work onto the plant floor. Describe how the Drum-Buffer-Rope could be considered a pull system and, in that regard, is analogous to a kanban system. Describe the similarities and differences of a pull system as described in this book with the material control system in The Goal.
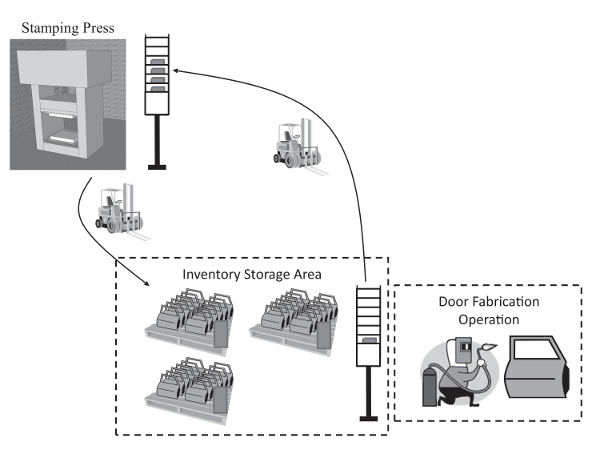
Figure 38. A kanban replenishment system.