Simplify and Streamline
There are many ways to simplify or streamline a process and many tools that can be used, including these:
- Eliminating a process step
- Creating and analyzing a spaghetti diagram
- Applying the 5S methodology
- Simplifying tools, equipment, jigs, fixtures, and procedures
We will discuss each of these methods in this chapter. The simplifying and streamlining categories are related, and so we present them here in the same chapter. In fact, some of the tools we discuss might fit under simplification just as well as under streamlining. Thus although it may seem that these two categories should be combined, there may be a good reason for maintaining an extra category, as its moniker might provoke additional ideas for improving processes.
Eliminating Process Steps
The quickest way to reduce wasteful lead time is to eliminate an entire step from a process. Reducing big chunks of lead time in this way is powerful motivation for creating a value stream map that shows a process at the macro level: Without a value stream map to point out these opportunities for process improvement, effort might otherwise be spent on steps where improvements were more modest.
One scenario in which steps can be eliminated is when it is discovered that a process step does not add value. Sometimes operations are thought to be value-added, but if you asked customers whether the work done in a step motivated them to pay more for the product, the answer would be no. The work performed in these steps is the type of waste we call overprocessing. One example of overprocessing is options added to automobiles that customers pay for even though they do not want them. These are options that cannot be purchased separately but rather come bundled together in option packages. One vehicle, for example, is sold with a 110-volt outlet bundled together with a rear-window sunscreen. Even though some owners do not want the rear sunscreen, they are forced to pay for it anyway. This overprocessing is motivated by automakers’ desire to smooth the workload of operators along the assembly line, but it results in extra content that some consumers do not want.
Sometimes multiple process steps can be combined into one step. While this does not always eliminate the work performed in the combined steps, it has much the same effect. One example of where combining steps has a beneficial effect is in a hiring process where a job applicant was required to travel to the company three times to interview with three different individuals, one trip per interview, as shown in Figure 11. This company reduced the lead time of this process by having all three people interview job candidates simultaneously, which required only one trip. The improvement eliminated 15 minutes of interview time but, more significantly, the delay between interviews and transportation to and from interviews was eliminated. It might not always be the case, but in this instance, the wait time between interviews was thought not to improve hiring decisions and, therefore, was non-value-added. The cost of this process rearrangement was an additional 5 minutes for one manager per interview and the effort to coordinate managers’ schedules. In addition, the lead time was reduced further by making a hiring decision immediately while the applicant was still in the store. This eliminated another waiting period and another trip back to the store for the applicant. In total, lead time is reduced from 8,282 minutes to 27 minutes in this example. Although lead time might not be reduced in some processes if this tactic is exercised, combining steps invariably eliminates intervening transportation and waiting periods. For example, moving two sequential manufacturing steps next to one another on the production floor would not reduce the total processing time (each machine would still require the same cycle time), but the transportation between the two steps is virtually eliminated.
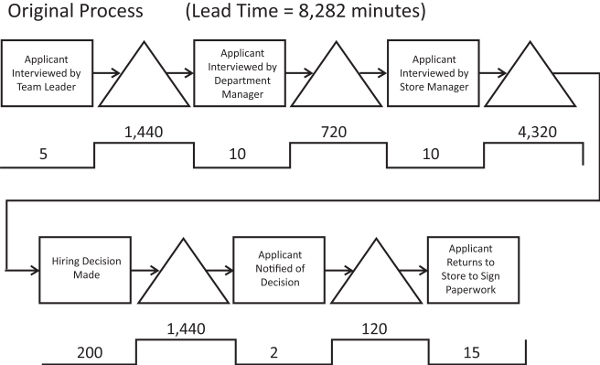

Figure 11. Hiring process value stream map.
Spaghetti Diagrams
A spaghetti diagram simply shows the movement of goods or people using lines superimposed on a layout of the work area. For example, Figure 12 shows the movement of a person changing a die in a manufacturing operation, and Figure 13 shows the movement of a café worker preparing a Cobb salad, both of which are based on a real example. These diagrams can be drawn for any operation to trace the path of a worker who needs to physically move from point to point to accomplish a task or to trace the path of physical goods traveling through a process. Spaghetti diagrams can be as sophisticated as those created in Computer-Aided Design/Computer-Aided Manufacturing software, which automatically computes travel distance, or as simple as hand-drawn illustrations. Microsoft PowerPoint also provides an effective platform for spaghetti diagrams intermediate between these two alternatives.
The first purpose served by a spaghetti diagram is to graphically and vividly make the point that people or goods often follow a serpentine path as they move through a process, doubling back on their paths multiple times. Serpentine paths are indicative of wasted motion, either on the part of an individual or on the part of the goods being processed. In the former case, wasted motion is, indeed, one of our seven deadly categories of waste. In the latter case, extra travel distance implies excess transportation, which is another form of waste leading to excess lead time. A messy spaghetti diagram that looks like a bowlful of spaghetti provides a palpable realization, and irrefutable evidence, that the process can be rearranged to create a more direct path that reduces these types of waste. It is perfectly fine and desirable to report total travel time or total travel distance to a Lean team, but seeing a messy graphic image with lines crossing over one another that looks like spaghetti is a much more convincing argument for the presence of waste and the need to address it.
Creating a less wasteful flow usually requires rearranging operations so that goods and people move in a more direct path without backtracking, which can be done on two different scales. First, at a macro level workstations can be rearranged so that the path goods follow is more direct. This type of activity is often associated with a 5S event (discussed later in this chapter) where the layout of a process is viewed afresh and equipment is relocated to create a more amenable flow. In one such 5S exercise, a spaghetti diagram like the one shown in Figure 14 was created of the process before improvement. After the conclusion of the 5S event, the workstations were arranged as shown in Figure 15, which reduced travel distance by approximately 50%. At a more detailed, micro level, the layout of tools and equipment at particular workstations can be rearranged to reduce the distance traveled by a worker, as in the example with the café worker.
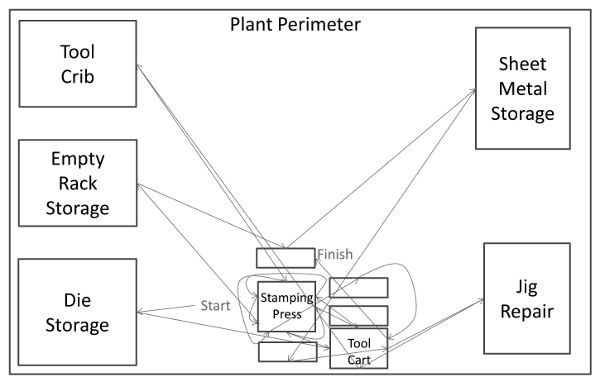
Figure 12. Spaghetti diagram of a person’s path during die changeover.

Figure 13. Spaghetti diagram of a café worker making a Cobb salad.
The relationships between creating and resolving the convoluted flow depicted in a spaghetti diagram and other tools used in Lean are worth noting. For example, using a spaghetti diagram to help rearrange workstations is related to creating a work cell (discussed in chapter 11) where machines are relocated next to one another to shorten and simplify the flow of goods. In addition, creating a more direct path for a worker at a workstation could involve using Standard Work (as discussed in chapter 7), as well as a spaghetti diagram. In essence, the graphical work layout that usually accompanies Standard Work would look like a spaghetti diagram if work were arranged poorly.
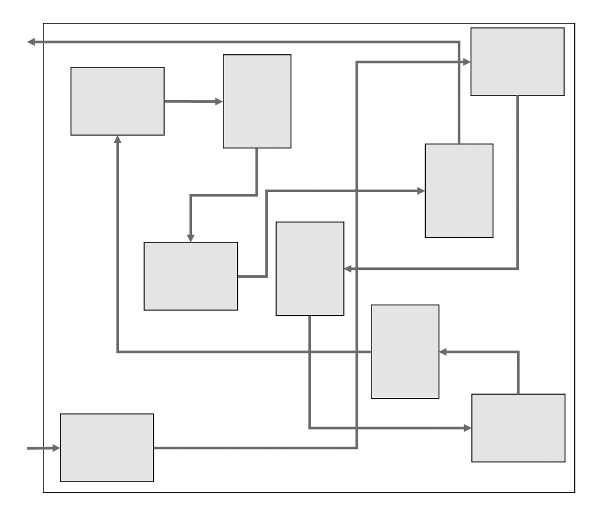
Figure 14. Spaghetti diagram of the original process.

Figure 15. Spaghetti diagram of the improved process.
Applying 5S
The 5S method is for organizing and rationalizing a work area or an entire process flow. The term 5S comes from the Toyota Production System and was originally described by the following Japanese words, each of which appear with one English translation:
| Seiri | Sort |
| Seiton | Set in order |
| Seiso | Shine |
| Seiketsu | Standardize |
| Shitsuke | Sustain |
Many translations of the 5 Ss can be found, and some companies have expanded the 5 Ss to 6 or 7 Ss. Furthermore, at least one company has co-opted the term 5S to describe their strategic planning process, which has quite a different meaning than the original one. This is just another example that suggests that not all companies use the same terminology, and it is best to look at the details of a company’s practice before assuming that it conforms to standard practice. That said, what we will describe here is the traditional meaning of 5S. The most apparent benefits of 5S are that it reduces transportation time and distance and reduces wasted motion looking for goods to process, tools, and equipment, but it has other benefits that we will discover.
The first step of 5S is to sort out the equipment, tools, and fixtures in a work area. The main goal is to determine which items are essential to the process and which items can be disposed of. Excess equipment and materials make it difficult to find items that are needed, increase travel time and distance around these obstacles, and prohibit placing workstations in a more efficient layout. Getting rid of excess equipment and materials eliminates these wastes. The typical sort step is to remove all equipment from the work area, and as each item is removed, its status is determined from the categories listed in Table 1. Red, yellow, or green tags are attached to the equipment and materials as they are removed from the work area according to whether they are essential to the operation or not. As the work area is redesigned, only the essential items with green tags are returned to the work area. Conversely, the items tagged with yellow and red tags are not returned to the work area. Instead, they can be stored elsewhere for a brief period until their final disposition is determined. If, over the course of a number of weeks or months, an item with a yellow or red tag is found to be necessary, then it is returned to the work area. Conversely, all other items with yellow and red tags can be either redeployed elsewhere or disposed of.
The next step in 5S is to organize the flow of goods through the work area, or set in order. With all equipment removed from the work area, a new workflow can be established that requires less travel distance on this clean slate. An example of this was given when we discussed spaghetti diagrams and, in particular, the improvement from Figure 14 to Figure 15. Besides locating workstations, tools, and equipment, setting a process in order also requires that locations be specified for materials being processed (i.e., in processes with physical goods flowing through them). Maximum inventory quantities are normally specified, which reduces lead time (think of Little’s law) and minimizes clutter.
Before the essential equipment and materials are moved back into the work area, the work area is cleaned. This is the shine step of 5S. Floors are typically swept, washed, and, perhaps, waxed. Equipment is cleaned before being placed back in the work area. Clean equipment has more than an aesthetic advantage: Clean equipment also makes maintenance issues like leaking oil readily apparent.
Embedded in the process redesign, which is constituted by the set in order step of 5S, is a detailed specification for where everything goes in the work area. These and other facets of how the process is performed must be standardized. The expectation expressed in the standardize step is that the process will be practiced according to the new design from now into the foreseeable future until such time as data proves that a different process design is better. This requires discipline on the part of workers and, perhaps, surveillance and audits by managers.
Table 1. 5S Tagging Protocol
| Item Status | Tag Color |
| Equipment is essential to the process. | Green |
| It is unclear if equipment is needed. | Yellow |
| Equipment is not needed. | Red |
Finally, the sustain step requires that the order and cleanliness of the work area are maintained and possibly, again, verified by occasional audits. However, the author has been told by native Japanese that “sustain” is not be best translation of shitsuke. Shitsuke has a connotation of continuous improvement, whereas sustain, obviously, has a connotation more in line with maintaining the status quo. Thus the original Japanese connotation is more aspirational than the translation presented here. One can imagine that in a quest to translate five Japanese words starting with S into five English words starting with S, meaning may have been compromised in favor of starting a word with S to retain the 5S slogan.
From the foregoing discussion, 5S clearly offers the prospect of reduced lead time because travel distances are reduced and locations for equipment and materials are defined, which reduces searching time. Less obvious benefits are, in manufacturing operations, reduced safety issues due to a less cluttered workspace (e.g., fewer tripping hazards) and an opportunity to resolve ergonomic issues that can lead to repetitive stress injuries or back strains (two of the most frequent injuries in industry). In addition, a less cluttered workspace where the flow of product is more apparent and in-process inventory is limited offers the possibility to readily observe the process status. When the sequence of operations is visually apparent and uncluttered, it is easy to see where inventory might be piling up, for example, and it is apparent to workers and managers where a problem exists in the process that is restricting flow. Inventory piling up might be a symptom of a machine that is broken down, an absent worker, or some sort of manufacturing problem that is slowing down a particular operation. The work area shown in the spaghetti diagram in Figure 15 has these characteristics. A manager can look into this 40' × 40' work area and see the whole process without moving, including symptoms of process problems.
Simplifying Tools, Equipment, Jigs, Fixtures, and Procedures
The discussion following the penny-dropping exercise in chapter 5 often highlights the unnecessarily complicated nature of fixtures and procedures one finds in many operations and how simplified equipment can yield better results. The author’s anecdotal observations of many plants in the automobile industry corroborate this observation. Often, simpler, less expensive equipment can generate better quality products. Furthermore, cost of repair and downtime are reduced because equipment has fewer parts that can fail. So, while 5S can simplify the process flow, better equipment simplifies the tasks at each work station.
Exercise
- Select a task that you perform at work. Alternately, select some task that you perform around your house or apartment. Draw a spaghetti diagram of the path that you follow to complete that task. Measure the travel distance. Can you see any opportunities to reduce the travel distance by redesigning the process or the layout of the workspace?