Standardize
Standardizing a process means to define a set of steps that are followed every time the process is executed. We argued in chapter 5 that it is important these definitions be as detailed and comprehensive as possible. In particular, these aspects of processes can be defined and standardized:
- Order of process steps
- Order of tasks within each process step
- Tools, equipment, jigs, and fixtures used
- Workstations where particular tasks are performed
- Materials used
- The environment in which the process is executed
- Specifications that define when a task is completed successfully
- Locations where materials, tools, and equipment can be found
- How materials are presented to workers (e.g., location and orientation)
A value stream map most often defines a process at a very high level—that is, it does not contain the detailed description about how each processing step is accomplished. Thus although value stream maps identify a standard sequence of process steps, which is the first point in the list, each step in the value stream can be defined in more detail. Sometimes the details of process steps in a value stream can be shown in a more detailed rendition of the value stream map by creating a value stream map that defines individual steps in the original map in greater detail. In this case, the resulting value stream maps have a hierarchical relationship. As a process is defined in greater and greater detail, at some point a list of very specific instructions can be constructed that give people explicit details on how to do a task within the process. Such detailed documents are the topic of this section.
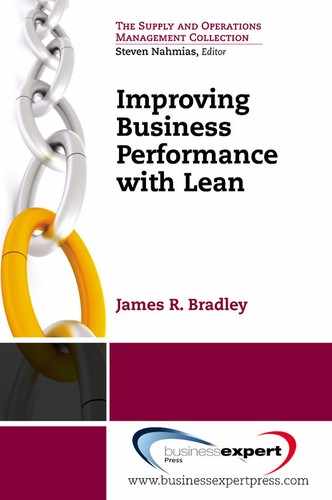
In particular, we describe in this section an example of work definition that closely follows Standard Work used in the Toyota Production System. (The term Standard Work may be interpreted as standardized work.) Examples of the two documents that typically compose Standard Work are shown in Figure 16 and Figure 17.1 These figures show details for an operation that the author performed for students at the end of each semester—namely, to provide a CD-ROM containing the course web page along with all its content. (Recent technology allows for easy downloading of compressed files over the Internet, making the CD-ROM obsolete.) Although obsolete, this process has characteristics that provide for an informative discussion on the advantages of Standard Work, and so the author still uses it in his courses as an illustration. Figure 18 shows the physical layout used for recording CD-ROMs. The document in Figure 16 shows a representation of the physical layout of the CD-ROM recording process, specifying the number of workers, the sequence of locations where each worker performs his or her tasks, and the standard inventory allowed in the process and its location. (The standard inventory can be interpreted as the maximum inventory that can be in the process at any one time.) In this process, there is one operator, who is depicted as a circle with an attached semicircle that represents arms. The numbers in the circles on Figure 16 represent the task numbers from Figure 17, which lists the sequence of tasks that the operator must perform, as well as detailed instructions. Thus Figure 16 indicates the sequence of locations that the worker visits in order to perform all the tasks required to record a CD-ROM. The combination of the two documents in Figure 16 and Figure 17 specify a majority of the items detailed in the previous list or could specify all those items if the task descriptions in Figure 17 were expanded.
The amount of time required for each step is recorded both numerically and graphically on each line of the second form (Figure 17). The data columns allow for operator time, machine time, and walk time between steps to be recorded. Manual time is the time that the operator spends physically doing work. Sometimes an operator is required only to initiate the work, such as when they click on a graphic user interface icon to cause a computer to execute a task or hit palm buttons to cause a manufacturing machine to execute an operation. The automatic or machine time indicated in Figure 17 is the time required for a machine to execute its work when the operator need not be present. Walk time in manufacturing is the time required for a worker to relocate him- or herself in order to perform the next operation. In a broader sense, especially in administrative and service processes, walk time can instead be thought of as transition time from one task to the next. In these types of processes, workers may not need to physically relocate themselves, but they may need time to make a mental switch between tasks. Figure 17 also allows for these times to be shown graphically using bars or lines for operator time, machine time, and transition time. For example, in Figure 17 we can see both graphically and in written form that removing the finished CD-ROM from the computer requires only manual effort and takes 5 seconds. Step 4, where recording of the CD-ROM is initiated, requires 1 second for the operator to initiate the recording, while the computer takes 98 seconds to complete the recording task. In summary, the graphical display in Figure 17 effectively communicates the overall timing of each task and the overall operation.

Figure 16. Graphical process description.

Figure 17. Task detail and timing.
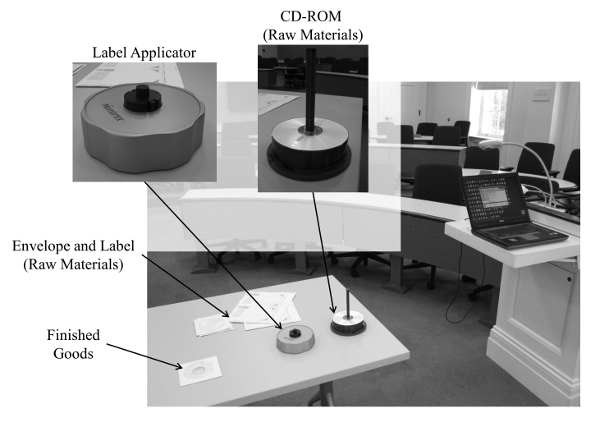
Figure 18. Process layout of CD-ROM recording process.
The total time required for an operator to do one cycle of his or her job, before repeating the cycle multiple times, is easily calculated with the Standard Work form: It is the amount of time required for the operator to do all the tasks and then reposition him- or herself to start the sequence again. This duration of time is called cycle time. In Figure 17, cycle time is 171 seconds, which is graphically indicated by a vertical bar. Note that these documents are intended to document standards for repetitive work in which sequences of tasks are executed over and over. Nonetheless, we will describe later how documenting processes in this manner has benefits even if processes are executed only occasionally.
In constructing a Standard Work document, the following observations can be made:
- Taking time to observe and document a process allows for easy identification of inefficiencies, which leads to ideas for immediate improvement.
- The timing established with the as-is process provides task timing data that can be used for estimating cycle time if ideas for improvement were implemented. Specifically, rearranging the tasks and using the current timing (which may need to be estimated in some cases) gives good estimates of cycle times with different task sequences. In some cases, transition times might need to be adjusted if a change in task sequence causes longer or shorter transitions. Similarly, if improvements are possible to reduce either manual or machine time, then those new values can be estimated subject to verification.
- If the output rate of the operation needs to be increased, then the current task times often give sufficient information to determine how best to increase the production rate (i.e., reduce the cycle time). For example, a paper-based analysis can be conducted to see how the task sequence needs to be revised if output is increased by adding equipment, increasing the number of operators, or both, and to determine which is the best approach.
The CD-ROM recording process as defined thus far contains a noticeable inefficiency, which is easily observed in Figure 17. Specifically, the operator waits idly for 98 seconds as the computer finishes recording the CD-ROM. (This occurs starting at 20 seconds into the cycle and finishing at 118 seconds into the cycle.) This observed inefficiency should motivate discussion about how to re-sequence the tasks in order to eliminate such waiting time (one of the seven deadly wastes).
This issue can be resolved by rearranging the task sequence as shown in Figure 19 by having more than one CD-ROM in process at any time. The sequence in Figure 19 and work layout in Figure 20 indicate that while the computer is recording one CD-ROM, the operator moves on to the next step and applies the label to a CD ROM that has already been recorded. These work documents for the revised process have been constructed by using the manual and auto task times from the original documents while adjusting the transition time where a greater distance between tasks has been introduced. This process change reduces the idle time of the worker, thus reducing the cycle time to 130 seconds—a 24% improvement. Additional opportunities are apparent from the new work description. First, an additional transition from the table to the computer location has been added. While this does not affect cycle time with the present task sequence, moving the table and, in particular, the stack of blank CDs next to the computer would reduce transition time between the two work locations. The reason why the extra transition time does not affect cycle time with the current setup is that it is absorbed in the time that the operator would otherwise be idle waiting for the computer to finish recording the CD. Idle time remains with the revised process that presents a possible opportunity for reducing the cycle time further or an opportunity to increase the production rate by adding another computer so two CD ROMs can be recorded at one time, allowing the operator to remain busy.
Figure 19. Task detail and timing of improved process.

Figure 20. Graphical representation of improved process.

Figure 21. Graphical representation of a process with multiple workers.
The information in the two Standard Work forms previously discussed is a valuable resource when new operators are trained. Workers often undergo on-the-job training (OJT), where the current operator simply trains the new operator to do the job as it is currently performed. OJT based on a verbal description of the operation allows the operation to change over time. Even if current operators can accurately communicate how they perform a job, operators performing a job without concrete standards are free to innovate and find what they think to be better methods of work. Without data to confirm that a hypothesized improvement is indeed an improvement, the evolving job changes, sometimes for the better and sometimes for worse. The evolution of the job execution due to poor communication can be likened to the game of “telephone.” In this game, one person would start by whispering a phrase into the next person’s ear. Sequentially, every person would whisper their interpretation of the message to the next person until the message was transmitted all the way around a circle of players. When the last person received the message, they would announce it out loud. Invariably, this result would always be far from the original message, which the person who started the process would then announce. Written and detailed job instructions (Standard Work forms) help to accurately communicate the job requirements during training and serve as an ongoing benchmark against which the current execution of a job can be compared. They inhibit the reinterpretation that occurs in a game of telephone.
While Standard Work forms are associated most often with repetitive work, they are also a valuable resource for work performed infrequently. When tasks are performed intermittently, such as the CD-ROM recording process, which was executed every 6 months, it can be easy to forget the details of how the process was set up and executed previously. Without documentation to remind us of the process details, it is necessary to reinvent the process from scratch, and we may forget about innovations used in the past to improve efficiency or quality of the operation. The Standard Work documentation allows us to recall the process that has delivered the greatest efficiency to date and prevent backsliding in efficiency and quality performance.
Exercise
- Prepare a Standard Work document for an operation using the method described in this chapter. Did documenting the task steps allow you to think of any opportunities to reduce cycle time by rearranging the steps or by rearranging the workspace?