Reduce Changeover Time
Machines or people responsible for multiple tasks must occasionally switch from performing one task to the next. The time required to do so is called changeover or setup time. Examples where changeover time is required in manufacturing include the following:
- Changing the design printed on aluminum cans in beverage can manufacturing
- Changing the type of part produced by a metal-stamping press
- Changing the part made in a plastic injection-molding machine
- Changing the product being put into containers in beverage, personal product, and household cleaner filling operations
- Changing the type of product being put into bags in pet food, snack food, and other food manufacturing processes or changing the size of the bag
Changing from one aluminum can design to another requires the old ink to be replaced with new ink and printing plates with the new design to be installed in place of the old plates. There may also be a period of time required to calibrate either the positioning of the design on the can or to adjust the color hues. Changing the type of part made by a stamping machine or an injection-molding machine requires that dies and molds be changed, respectively. Dies are large metal forms between which sheets of metal are pressed between the top and bottom dies such that the metal is stretched and bent to conform to the shape of the die. Stamping presses are like panini presses although, rather than being flat, the inside of the dies are contoured to the shape of a car door, a washing machine lid, or whatever part is being stamped. A stamping machine might also need to have different parts-handling devices installed to automatically remove parts from the press: Parts of different shapes need to be picked at different locations, possibly by different types of tooling. A stamping machine changeover might also require a different raw material; either the type or the shape of metal going into the process might change depending on the part being manufactured. A changeover in a filling operation might require that different bottles and different labels be loaded into a filling machine, as well as a switch in the type of material being supplied to the machine. Adjustments are also likely to be required to the controls of the machine to calibrate how much fluid is filled into the bottles. Changeover requirements for filling bags or boxes of dry goods are similar to the requirements for filling operations.
In summary, time is required to change a machine from one operation to another to replace equipment and tooling, switch the raw material being used, make changes to the programming or controls of the machine, and to calibrate the new process after changeover to ensure that it is creating a product that adheres to quality specifications. Although we have not described the changeovers in full detail, each of them requires time for these four types of activities.
Changeovers also occur in nonmanufacturing processes where people switch from performing one task to another. These changeover processes, like ones in manufacturing, may involve physical changes in the tools and equipment being used to perform a task, such as changing the computer application being used. In addition, changing from one task to another many times requires changing one’s train of thought. Although switching mental gears might seem inconsequential, it is indeed a type of changeover time with the same effects as physically readjusting a process. Examples of changeover in nonmanufacturing situations include the following:
- Hospital operating rooms must be cleaned and resupplied between surgeries.
- Commercial aircraft must be unloaded (people and luggage), cleaned, resupplied, and reloaded before departing on the next flight.
- Restaurants must be transitioned from breakfast, to lunch, to dinner operations.
- Banquet and meeting rooms must be set up differently from one event to the next.
- An administrative worker in a procurement department switches from processing purchase orders to working on supplier assessment, supplier certification, and supplier development activities.
The hospital, airline, restaurant, and meeting room changeover scenarios are in nonmanufacturing contexts, but they share critical similarities with manufacturing changeovers: The resources (operating rooms, planes, restaurants, and meeting rooms) cannot serve customers or clients while equipment is rearranged from one activity to the next and while different raw materials are delivered. Note that although the terminology “equipment” and “raw materials” might not be used in these scenarios, analogous entities do exist. For example, equipment in the operating room might be surgical devices that are changed according to the type of surgery and raw materials might be sutures, medicine, and medical instruments. Changeover time for administrative workers might involve the activities already mentioned: starting a different computer application, “switching mental gears,” or gathering different file folders. Thus the structure of these nonmanufacturing changeovers bears sufficient resemblance to changeovers in manufacturing for us to apply the changeover time reduction methodology that we discuss here, which was developed in manufacturing. To further demonstrate that point, we will discuss the application of changeover time reduction to an administrative process later in this chapter.
Effects of Changeover Time
During changeovers, the equipment involved in the process is unproductive: A stamping press cannot make parts while its old die is exchanged for a new die; a hospital operating room cannot be used until it is cleaned and restocked; an aircraft cannot be flown until new passengers are onboard, it is refueled, and luggage is loaded. So one obvious effect of changeovers is that they idle equipment that can represent a substantial investment. The potential return on investment is thus reduced. Indeed, very long changeover times might make it necessary to buy additional equipment. Besides idling equipment, changeover time consumes labor hours of those involved in making the changeover. The longer and less efficient a changeover is, the greater the number of labor hours required to make it. In addition, when machines must be calibrated after a changeover to ensure appropriate quality, costs are incurred for the material that is used for the first, substandard items that are thrown away.
Another less apparent cost of long changeover times is the need to have more inventory, which obviously requires a financial investment. In addition, we can infer from Little’s law that the increased inventory caused by changeover times also increases process lead time. To understand conceptually why changeover times are related to inventory, consider the circumstance when a machine makes two parts, A and B, and changeover is required to change either from A to B or from B to A. Assume that both parts are required simultaneously by a downstream process and they are consumed continuously. One example is an automobile door fabrication process that feeds the assembly line. (In this case, part A represents left-hand doors and Part B represents right-hand doors.) The assembly line continuously consumes right-hand and left-hand doors that are produced by one machine. Further assume that the door fabrication process cycles back and forth between part A and part B. (Even when these assumptions are not satisfied, the observation we make next is still true for different circumstances and scheduling algorithms.) Upon finishing a production batch of part A, the inventory of part A must be sufficient to last during (a) the changeover from part A to part B, (b) the production of part B, and (c) the changeover from part B back to part A. If inventory of part A is depleted before its production again commences, then the downstream production process will be shut down due to a material shortage. Observing the three buckets of time over which the subsistence of the downstream process depends on the stockpile of part A makes it clear that a greater stockpile of part A is needed as the two changeover times increase. Greater changeover times thus cause larger production batches and a larger average level of inventory.
We can determine how much inventory is made necessary by changeovers by using the algebraic variables, as shown in Table 10, from which we can derive a mathematical formula for the average inventory level. The variable n represents the number of different parts made on a particular machine; in the previous example, n = 2. The variable c represents the time required to change over from one part to the next. The variable r represents the production rate of the machine in parts per measure of time and d represents the demand rate (or consumption rate) of each part by subsequent manufacturing operations. Note that all n parts are consumed by downstream processes at the same rate d. The Greek letter rho, ρ, is used in the equation to represent the percentage of time that the machine needs to be producing parts in order to keep up with demand: ρ = nd/r. The time not required for production is available for changeovers, maintenance, and, perhaps, idle time. When the machine repetitively cycles through the parts in the same sequence and all nonproductive time is dedicated to changeovers, the average number of units of inventory on hand, which we denote by I, can be calculated to be1
Table 10. Changeover Notation
| Variable | Meaning | Notes |
| n | Number of parts produced by a machine or workstation | This must be an integer value. |
| c | Changeover time in seconds, minutes, hours, etc. | |
| r | Production rate, or parts produced per second, minute, hour, or some other period of time | Value can have a fractional part. Time unit must match the time unit used for changeover time. |
| d | Demand or consumption rate, or the number of parts consumed by the downstream process step per second, minute, hour, or some other period of time | Value can have a fractional part. Time unit must match the time unit used for changeover time. |
Substituting the values for n, c, r, d, and ρ in the equation that are appropriate for a specific circumstance yields the inventory level I. From the equation it is clear that as the changeover time, c, increases, inventory increases proportionally. Furthermore, Little’s law tells us that lead time increases proportionally with inventory. Hence, increased changeover time causes increases in both inventory and lead time.
Long changeover times also make it difficult to respond to customers who want quick turnaround on orders or who request last-minute changes to order quantities. For example, the total time, T, to cycle through the production of n parts is2
Unless excess inventories are somehow provided for in advance, increasing the momentary rate of supply must wait until a part is again in production, which on average is T/2. Thus longer changeover times cause a larger schedule cycle length, T, which causes a delay in responding to customers. In reality, changing the production rate r of a part, even temporarily, is much more complicated than implied by this discussion, although the explanation is beyond the scope of this book. Another tack that could be taken if an immediate response to customers’ change in demand was required would be to make an additional changeover to the part that had requirements increase. Again, although this turns out to be a much more complicated issue to analyze than it may seem, and it is outside the scope of this book, we can glean from the formula for cycle length that a greater number of changeovers increases the cycle length T, which implies that the supply of other parts would be delayed. An extra changeover could also cause the inventory of other parts to run out before they were produced next.
Shorter changeover times make the effect of an additional changeover less onerous: Reduced changeover times reduce inventory and allow faster response to customers. In addition, with shorter changeover times, it is easier for companies to leave some machine time unscheduled for the occasion when a customer has a rush order. If idle time in the quantity of u minutes is reserved in the schedule during each production cycle, then the average inventory level is
Thus reserving the time to respond to quick turnaround orders affects inventory levels and lead time in the same manner as changeover time.
It should be noted that all the equations presented so far assume that production comes off without a hitch and that the demand rate is steady at a known rate. When machines break down, workers are absent, and demand is uncertain, the equations need to be modified, and managing such a real-world system with these uncertainties is much more difficult than the perfect system described here. Among the effects of uncertainty is that inventory levels rise and the effects of changeover time are more significant than portrayed in these formulas. An in-depth analysis of this scenario, however, is outside the scope of this book.
Changeover Terminology
The terms internal changeover time and external changeover time are used, respectively, to differentiate between the time required to perform changeover-related tasks during a changeover versus before or after a changeover. A central cause of changeovers lasting longer than necessary is that tasks are performed during the changeover (internal changeover time) that could be performed either before or after the changeover. Thus the first main task in reducing changeover time, as we will describe next, is to determine which tasks need not be performed while a machine is idled for changeover.
Steps to Reduce Changeover Time
The general steps to reduce changeover times are described in the highly regarded book A Revolution in Manufacturing: The SMED System, written by Shigeo Shingo.3 Indeed, Shingo is credited with developing the widely used methodology of reducing changeover time called single-minute exchange of dies (SMED). Shingo worked for Toyota in the auto manufacturing industry and stamping dies was the first and foremost application of SMED in that company. The steps of SMED are the following:
- Document the sequence of tasks used to implement a changeover, noting the following data for each step of the current changeover procedure:
a. Description of the task
b. Time required for the task
c. Classification of each task as internal or external
- Determine which activities done in internal changeover can be done external to changeover, and develop tactics to transform internal time to external time.
- Reduce internal changeover time.
- Reduce external changeover time.
The first step gives an overview of the tasks performed in a changeover, and by adding up the durations of all internal tasks, one can determine the total time required for changeover. All tasks made necessary by a changeover should be documented, whether the tasks are performed before, during, or after the machine is idled. Most importantly, however, this listing of the steps provides the classification of each task as being either internal or external. Using the terminology we introduced, this simply means whether a task is performed while the machine or operation is shut down for changeover (internal) or the task is done either before or after the operation is idled (external).
Once the internal tasks have been identified, the second step of the methodology is to determine which of these tasks can be done either before or after the changeover. Some tasks are easy to do externally. For example, a changeover worker brings his or her tools to the operation after the machine has been shut down for changeover—it is easy to decide to do this task before the machine is shut down. Why wait? Bringing tooling, jigs, and fixtures for the next part to be produced can also easily be done before changeover commences. In other cases, changing a task from internal to external takes more effort or cost. For example, if an internal task in a changeover is to warm up molds for a plastic injection molding process after they have been installed in the production equipment, then transforming that step to an external one would require building or buying an offline system to warm up the molds before the operation was shut down for changeover. Fortunately, many changeover reduction efforts take little cost or effort to implement.
Once tasks originally done internally to changeover have been converted to external changeover operations, then the third step of the methodology is employed to further reduce changeover. Specifically, the remaining internal operations are streamlined and made more efficient. If remaining internal tasks are shortened, then so, too, is the duration over which the operation is idled, which is the changeover time.
The final step of SMED is to reduce the amount of time and effort required for the external changeover activities. Reducing external changeover time does not reduce the changeover time during which the machine is unproductive, but it does reduce the overall workload imposed on the workforce and thus increases overall efficiency. Benefits of this include minimizing the total staff needed to do changeovers and having less chance of needing a changeover worker in multiple places at the same time. The lack of availability of changeover personnel when a changeover is needed can, obviously, prolong a changeover.
The foregoing description of the steps of changeover reduction can be made more concrete by considering an example.
An Example: Reducing Operating Room Changeover Time
We will consider the example of reducing the changeover time in a hospital operating room. To more clearly illustrate the SMED methodology, we will assume that only one worker performs all the changeover tasks. In this and many other situations, changeover activities might be performed by a team of people. We describe how our analysis would change when a team of people were involved in the next section. The analysis is hardly changed in that case, although illustration with one changeover operator is simpler to describe. This example might seem ripe with easily observable opportunities for improvement, almost to the degree that it is an unbelievable scenario. While this scenario may seem unrealistic, one would find that opportunities are just as obvious and plentiful when real-world changeovers are analyzed.
Completing step 1 would result in a table of data as shown Figure 42. Excel is a good, readily accessible software package, which is used in this figure, and it can be used to catalog changeover steps and make the calculation of total changeover time easy. The total time for internal changeover in this case is 3 hours 5 minutes 43 seconds, starting when the operating room completes one surgery until when the next surgery begins (from 10:04:15 AM until 1:09:58 PM).
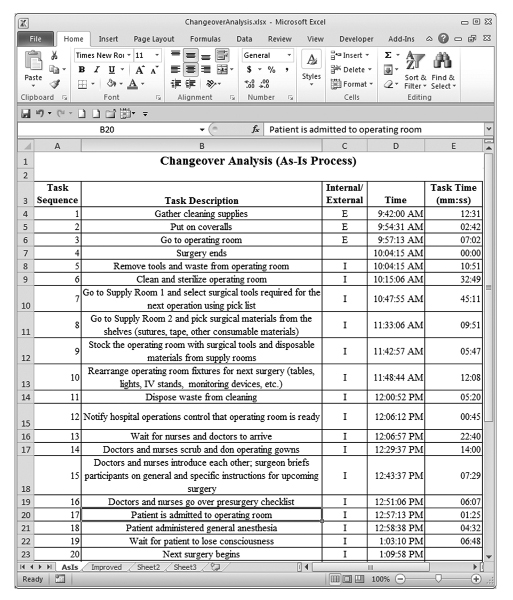
Figure 42. Changeover data.
Step 2 of reducing changeover time is to determine which internal tasks can be done externally. Of the internal tasks from task 5 through task 19, tasks 5, 6, 9, 10, and 17 must be internal—that is, the prior surgery must definitely be complete before these tasks can be done. Performing these tasks before the prior surgery was completed would disrupt that surgery. Tasks 7, 8, 11, 13, 14, 15, and 16 could be accomplished either before the prior surgery finished or at least concurrently with the cleaning and stocking tasks. Assuming that it is known what the next surgery will be, which is reasonable in nonemergency situations, supply room items (tasks 7 and 8) might be retrieved prior to the surgery based on the type of surgery to be performed next. Even if some consumables in the operating room were on a pull system and the usage of those items for the prior surgery was not yet known, the kanban levels could be set to withstand two surgeries’ worth of demand. In that case, the current replenishment would be in response to two surgeries prior. We should scrutinize the timing of task 11 because it need not prolong the changeover. The waste might be taken to waste receptacles after the next surgery begins. So we would make this task external, but after rather than before the internal changeover tasks. If keeping the operating room busy (and generating revenue) is a priority, then task 13 could be eliminated and task 14 could be done concurrently with cleaning operations or before the previous surgery was completed so that neither task prolonged the changeover. Similarly, briefings and reviewing checklists (tasks 15 and 16) could be done concurrently with cleaning or before the previous surgery was completed. With those activities being transformed to external changeover tasks, the remaining internal changeover tasks, which, again, determine how long the operating room is unproductive, are as shown in Figure 43, which has been reduced to a little over 1 hour 15 minutes. Other tasks might potentially be made external to changeover, such as beginning the anesthesia process outside of the operating room, but we will be content for moment in identifying the improvements observed thus far.
The next step of the changeover time reduction process is to make the remaining internal changeover tasks more efficient. Although we have not specified details about how the changeover tasks are done, here are some examples of how some health care processes have been improved in this regard:
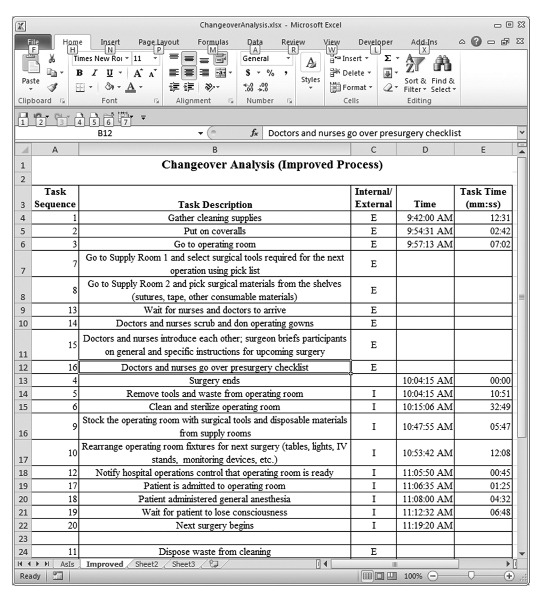
Figure 43. Changeover data for improved changeover.
- Kits of presterilized tools can be procured that are customized for various surgical procedures. (For example, see Avid Medical at http://www.avidmedical.com.) This could reduce stocking time, since the tools need not be handled one at a time in the hospital in the example.
- The remaining internal tasks of removing waste and cleaning, sterilizing, and rearranging equipment in the operating room could be analyzed with tools already discussed, including a spaghetti diagram. More efficient work sequences might be found and more effective placement of (spare) equipment storage might be determined.
- If many of the surgeries performed in the operating room were the same or similar, then perhaps visual controls could be used to place equipment more quickly and unambiguously, such as having tape on the floor that indicates the location of various pieces of equipment. In the extreme case when an operating room was used for only one type of surgery, then the equipment might not need to be rearranged at all.
- The remaining internal activities could be performed in parallel by multiple people rather than sequentially.
Finally, the efficiency of external time should be improved. If the selection of surgical tools (task 8) was made external to changeover by performing it before the changeover started, then one of the improvements noted would reduce external changeover time: Obtaining ready-made kits of surgical tools would reduce the time required for assembling surgical tools from the stock room. Alternately, if the hospital did not outsource the selection of surgical tools, then it could analyze the layout of its storeroom to make assembling those kits more efficient. In addition, if cleaning supply storage could be moved closer to the operating room, then external changeover time would be reduced through the reduction in time required for task 1.
Another Application of the Changeover Time Reduction Methodology
The methodology presented here for reducing changeover time can also be used in other contexts where the issue is how to quickly start and finish a process. Sometimes these are processes that may only be performed intermittently, and little advance warning is given. For example, an engineering and design company might secure new business by responding to requests for quotation (RFQs). There may be no advance warning of when an RFQ is announced, and the time frame for submitting a response may be short. It is important to submit responses to RFQs by the stated deadline; not doing so would intuitively reduce the likelihood of winning the contract or, in most cases, would disqualify a bidder altogether. Bidding for the contract by responding to an RFQ requires that the bidding company provide many details about how they would provide the goods or services described in the RFQ document, including price and delivery timetable. In increasing the chances of an on-time submission, a company might instinctively entertain the question “What can we do in advance to reduce the time required to respond to an RFQ?” That question is essentially the same question as “How can we transform internal changeover time into external changeover time?” Many companies have ignored this challenge because they reason that no advance preparations can be made when the specific requirements of the next RFQ are not known and the required responses for each RFQ are unique.
It may seem impossible to prepare for an event where no two RFQs are likely to be identical. The specifications of the goods and services are likely to change from instance to instance, and companies might require different information. Nonetheless, one company has found, contrary to what many in the organization thought, that it can prepare in advance to a large degree for future events with unknown data requirements. What that company did was to study a number of RFQs to which they had responded, cataloging all the data requirements of each RFQ, and then checking for similarities among the RFQs. They found that 80% of the data in the RFQs was always required for every RFQ. Moreover, some of this data was unchanging, such as the name of the responding firm, its address, and contact information. Thus the company could construct a fill-in-the-blank form for a bulk of the information required by any RFQ, and the omission of one of those data fields was visually evident. Some of the blanks could even be filled in for some of the more stable data. This resolved many of the problems caused when each RFQ was looked on afresh and read to determine what information was required: Required data was often missed. Fewer omissions occurred with the new form. So even though each RFQ was unique in this situation, a standardized form solved a vast majority of the problems.
Many other business situations exist where activity must commence quickly, including the following:
- Unloading oceangoing ships at ports. It is important to commence unloading as quickly as possible so ocean liner companies can keep their assets productive.
- Manufacturing plant retooling. In the auto industry, for example, plant equipment must be changed on an infrequent basis (annually or less often) when a new vehicle is produced or when modifications are made to an existing vehicle. Less downtime is important here, again, to keep assets productive and minimize the assets required to produce the same output.
- Helping new employees become productive. New employees need to be made as productive as possible as soon as possible. Reducing the time until computers, communications equipment, and passwords are issued to new employees allows them to contribute sooner.
Many other areas where quick changeover methodology can be applied exist similar to the three here. Therefore, it is wise to keep quick changeover in mind even when an operation is not the prototypical manufacturing scenario in which the quick changeover methodology was developed, in which a machine’s tooling needs to be changed quickly in order to minimize inventory and increase responsiveness to customers.
Calibration Time
Changeovers in manufacturing often last much longer than required for the equipment and tooling to be changed. For example, new raw materials might not be delivered by the time the equipment is changed. This is an example of an activity that should be performed externally rather than internally. Another activity that extends changeover, which is ubiquitous in manufacturing, is the calibration of the equipment. This is an important type of activity to discuss in detail because it not only occurs often but also can prolong changeover for a considerable amount of time. In addition, calibration must be internal time: Equipment cannot be calibrated until it is set up for the next operation. Calibration manifests itself in different ways depending on process. In a stamping press, calibration means making fine adjustments on the pressure that the stamping press exerts on different areas in a die to eliminate buckles and creases in the stamped metal parts. In aluminum can printing machines, where multiple printing pads each print a single color, calibration means adjusting each of the pads so that they print in the correct position relative to one another. Otherwise, words and images are blurred. In addition, color hues might need to be adjusted. In filling operations, calibration might mean adjusting the controls so that the proper amount is filled into containers. Most often, as is the case in these three examples, calibration activities are conducted in order to bring the product within quality specifications.
The root cause that often makes calibration necessary is that the process is not set up in precisely the same way every time a changeover occurs for a particular product. For example, if the die for a particular part could be placed in exactly the same spot every time, then one cause of unequal pressures on the metal being formed would be eliminated. (The moving part of a press, which is called the ram, may not be plumb, which could cause uneven pressure to be exerted at various points of the platen, thus causing variation in how the die performs depending on its location relative to the ram.) If the different printing pads for aluminum cans, each of which prints one color of ink, could be placed on the printing drum in exactly the correct relative position, then adjustments to the locations of the pads relative to one another would be unnecessary. Thus reducing calibration is often a matter of finding a way to ensure low variation in the placement of equipment during changeover and, more generally, making sure that all aspects of the process are set up consistently from changeover to changeover. In changing stamping dies, simple pins and notched dies locate dies precisely and consistently in the same position in the stamping press. Figure 44 shows how notches on the lower die can correct the horizontal position of the die as the notches engage the pins when the lower portion of the die is inserted into the press. The pins also stop the die in a consistent location front to back. Consistently arranging the process is critical in any process, thus underscoring previous discussions in this book about the importance of standardization in reducing variability and improving quality. In the case of changeover, standardization of equipment installation reduces changeover time.
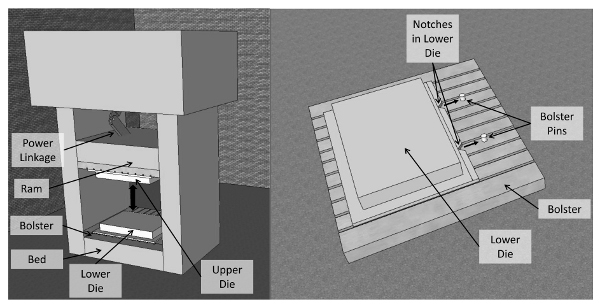
Figure 44. Stamping press and enlargement of die positioning.
Exercises
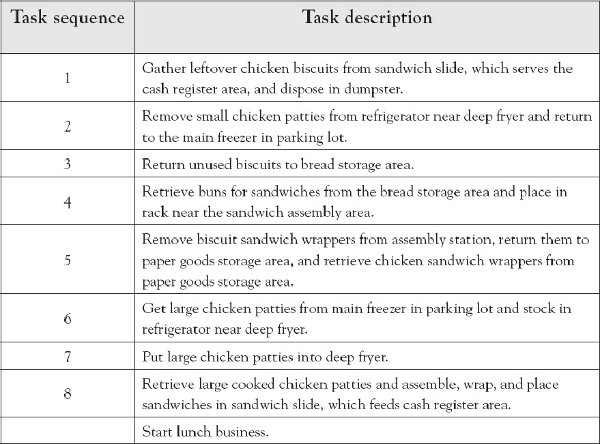
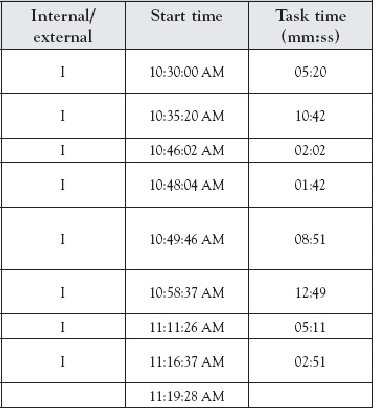
- Chickin-Likin is a fast-food restaurant where the breakfast menu differs substantially from the lunch menu. Currently, at one of Chickin-Likin’s retail outlets there is a nearly 50-minute period between breakfast and lunch when no food can be offered to customers because of the transition required between the breakfast and lunch menus. The changeover task sequence followed by the worker who fries chicken (in a deep fryer) and subsequently assembles biscuits (during breakfast) and sandwiches (during lunch) is shown in Table 11. Can you make any suggestions to help the worker reduce this changeover time? By how much would you estimate your suggestions would reduce changeover time? Can a spaghetti diagram be used to advantage in this analysis? If the changeover time could be reduced, then the lag during which no food was offered could be shortened, thus improving customer satisfaction and offering the potential of increased revenue. A floor layout of the relevant parts of the restaurant is shown here.4
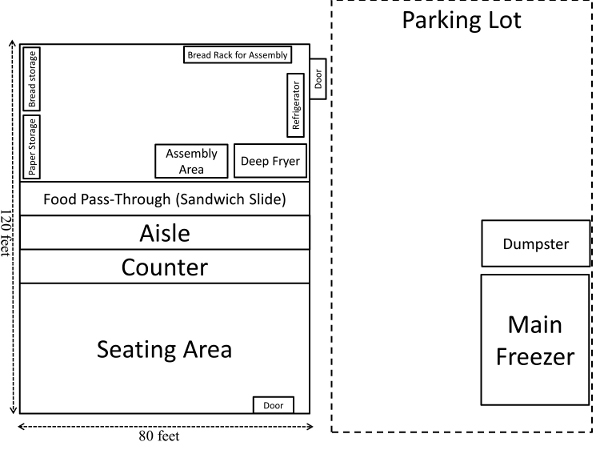
Table 11. Chickin-Likin Changeover
Changeover analysis (as-is process)
- Find an activity that you perform at work or at home that constitutes a changeover or otherwise needs to be done quickly when it is periodically performed. Apply the methodology presented in this chapter to reduce the changeover time.