Recycling issues in polymer matrix composites
Abstract:
Waste disposal strategy is dominated by the so-called four ‘R’s; reduce, reuse, recycle, recover. This chapter looks at the options and issues for reuse, recycling and recovery of polymer matrix composites. Whilst viable recycling solutions have been found for pure, single-stream, generic plastic materials, composite materials and especially thermosets continue to be problematic in terms of meeting future recycling, recovery and sustainability targets. This chapter with provide an overview of the current state of the art in polymer composite research. It will highlight major research areas and outstanding questions and look to the composite industry such as automotive, construction and wind turbines to set the scale of the problem in context. The chapter concludes by considering the future prospects for these materials.
11.1 Introduction
While the term composite can cover a variety of multi-phase materials, for the purposes of this chapter a polymer composite is considered to be a thermoplastic or thermoset material consisting of a filler and/or reinforcement material and includes both compounds and laminates of synthetic or natural origin. Composite materials tend to be tailored for each application with high variations across formulations and components. Therefore generic research into one material type, e.g. polyethylene terephthalate (PET) or unsaturated polyester (UP), is much less useful and data far less comparable between researchers. Reinforcement levels or additives may vary widely, giving far more variation in results than in research into pure generic material families. Commercially glass fibre filled formulations dominate the marketplace and therefore, not surprisingly, there is more published research on fibre-filled composite materials than others. All additive loadings stated should be considered by weight loadings.
With growing pressure to reduce environmental impact, waste management and disposal of composite materials have become increasingly important considerations throughout product life; from initial material design right through to end of life. This is pushed by an ever-increasing legislative framework of environmental protection in which composite designers and engineers must work.
Whilst plastic recycling research, development and infrastructure have grown to deal with the waste problem, waste composite materials, especially thermoplastic composite materials, have been widely ignored in favour of high impact, high volume, low density, waste materials found, for example, in packaging applications. Therefore whilst polymer matrix composites fall into the category of ‘plastics recycling’, many of the generic materials recycling systems that have been developed do not specifically cater for high end engineering composite materials and often these materials end up as residual ‘other’ materials, losing their associated high properties and costs into low end disposal. For thermosets in particular, for many years considered to be ‘un-recyclable’, manufacturers tried to address this problem directly, rather than risk them being replaced by other more recyclable materials entirely. There has therefore been more dedicated recycling research directed at thermoset composite materials than thermoplastic composite ones.
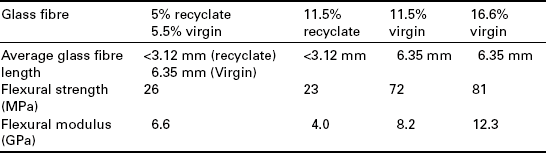
In considering a solution for composite recycling (economics aside), factors which must be considered are quantity of waste, contamination present, purity (any other non-polymeric and polymeric materials), and total polymeric content. If these kinds are factors are already known, it is possible to make some arbitrary decisions into the most appropriate recycling method, as shown in Fig. 11.1. However, of course, in the pursuit of new knowledge and furthering technology, the current viability of the recycling method may not be a driver to investigation.

In industry, composites are used in varying volumes in a number of industrial areas, for example automotive, construction, aerospace, wind energy, marine, medicine, sport and leisure, electronic and electrical equipment. Whilst some of these sectors are already covered by stringent recycling legislation, others are likely to be subject to similar legislation in the future.
Current European Union directives provide legislation to cover both automotive composite disposal – the end-of-life vehicle directive, known as ELV (Commission Directive 200/53/EC) – and waste electronic and electrical equipment – known as WEEE (Commission Directive 2002/96/EC). Therefore not surprisingly materials of direct interest to these sectors have tended to receive more research interest than others. These directives have developed from a growing environmental framework within the European Union which has been evolving based on the fundamental principles of waste management, namely reduce, reuse, recycle, recover, These four ‘R’s dominate our disposal strategy. Waste minimization will not be discussed within the scope of this chapter, since this is primarily a design issue, but for the other options a more detailed overview of what each entails follows.
11.1.1 Reuse
Reuse within this waste management context means using the composite components again without further processing, for example the refilling and therefore reuse of a glass milk bottle. With so many customized composite materials in the marketplace this can be difficult to apply and is highly application-related. A lack of performance and durability knowledge as well as bespoke formulations mean very little research exists in this field.
11.1.2 Recycling
Recycling of materials is next in the waste hierarchy. Mechanical recycling of composite materials is possible and this primarily depends on the polymeric component. The difficulties attached to collection and recyclate preparation, such as material separation technology, contamination, labelling and logistics, are covered elsewhere (Al-Salem et al., 2009; Makenji, 2010) and are beyond the scope of this chapter which has a materials focus. Research has been undertaken on the mechanical recycling of both thermoset and thermoplastic glass and carbon fibre filled materials. However, as stated previously, the work on the recycling of glass fibre composites is more extensive. Beyond mechanical recycling, thermal methods are used for recovery.
11.1.3 Recovery
Recovery in its simplest form is incineration without energy recovery; however, this is the least preferred method of thermal disposal. The calorific value of the plastic component of composites enables energy recovery to take place and is therefore a better option. Recovering materials as well as energy by thermal treatment is also an option at this stage, and research exists on both recovering polymeric components and reinforcing components (i.e. glass and carbon fibre). Biomass recovery also falls under this category, of relevance to the growing field of biocomposites.
Beyond this, landfill remains as the only alternative disposable option. Legislation and environmental concerns aside, this is also a costly disposal option. An overview of available recovery and disposal systems is given in Fig. 11.2.

11.2 The problems of reuse in polymer composites
For composite materials, major industrial markets and therefore major waste production exists in transportation, marine (Singh et al., 2010), aerospace (Potter and Ward, 2010), construction (Fan, 2010) and military applications with growing importance in wind energy (Papadakis et al., 2010). As recycling legislation has had a marked effect on the automotive sector, it is also predicted that this legislation will expand to other composite markets. Considering just wind energy alone, the potential waste generated has been estimated by Papadakis et al. (2010) to reach 520 000 t of composite material to be disposed of in 16–19 years time, just for recently installed capacity. The authors go on to add: ‘The total amount of waste composite material arising from the wind energy industry over the next 20 years exceeds 1 000 000 t’. For an industry reliant on thermoset plastics, this presents a significant future recycling challenge and all viable disposal options will need to be considered.
There is only one field where reuse is commonplace. This is in the automotive sector where there is a considerable demand for second-hand car components. Unfortunately there appears to be no academic data to support the pros and cons of composite part reuse in the second-hand market. Whilst it is reported that 11% of automotive parts are reused (Gerrard and Kandlikar, 2007), details on the materials of these components are not given. Whilst it is highly likely that composite materials are dismantled and reused as required by the market, in terms of accurate non-destructive assessment methods to evaluate the mechanical integrity and durability of end-of-life composite materials at this scrapping stage, no data could be found.
Recycling issues in construction are described by Conroy et al. (2006). The lack of durability knowledge as well as bespoke formulations makes reuse applications in construction rare and no research exists in this field. Further, the manufacture of composites with other materials such as foam cores or metal inserts for fixing also adds to the complexity of reuse and disposal as a whole, and is likely to be a major problem to be overcome for the vast quantities of waste generated from wind energy turbines. Major problems for reuse can be summed up as:
11.3 Plastic waste disposal into other materials
Using waste plastic as a component of another material, that is, as a filler in concrete materials, has been extensively reported as can be seen from the review paper by Siddiqu et al. (2008). However, the use of composite materials has been ignored in favour of high-volume post-consumer wastes such as polypropylene (PP) and PET. Only one study, by Soroushian et al. (2003), uses automotive shredder waste, which contains a component of composite materials amongst others, and the overall impact of this material compared to other pure plastic blends was not clear; all materials considered gave a reduction in compressive strength compared to concrete alone. The chemical composition (thermoset or thermoplastic) of the plastic waste is generally not significant in such bulk filler applications as these. Further application-based outlets for thermoset recyclate use in construction are given in Stewart et al. (2004). Potentially this route could dispose of composite waste if needed. However, is this the best way to utilize a high strength performance material at end of life?
Beyond reuse, next in the waste management hierarchy is recycling. This will now be considered for waste polymeric composites.
11.4 Mechanical recycling of polymeric matrix composites
Due to the inherent chemical differences in thermoplastic and thermoset materials, this tends to be the major distinction rather than the type of reinforcements or other constituents in terms of mechanical recycling strategy. For this reason thermoset and thermoplastic recycling will be dealt with separately in this section. Common issues do exist for both sets of materials, such as residual fibre length. This will be discussed later in the chapter.
11.4.1 Mechanical recycling of thermoset matrix composites
Since thermoset materials do not melt again once cured, to mechanically recycle thermoset matrix composites it is necessary to size reduce them. Therefore the comminution (mechanical pulverizing and shredding to reduce particle sizes) of waste is necessary to recycle these materials. The actual residual particle sizes of the recyclate produced depends on the processing equipment used. A thermoset composite powder can be produced as can a more fibrous product. Impact type comminution techniques appear beneficial for retaining fibre lengths, at least with sheet moulding compound (SMC) materials (Inoh et al., 1994). SMC and dough moulding compounds (DMC) are the most researched thermoset composite materials primarily because of their automotive use and the recycling directive affecting this area. DeRosa et al. (2005a) provides a useful overview of the current state of the art in these materials up to 2005. Pickering (2006) is also a good point of review for thermoset recycling state of the art.
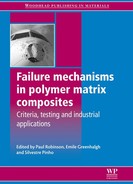
So whilst the mechanical recycling of thermoset materials has been examined by a number of researchers for subsequent use in both thermoset (Hulme and Goodhead, 2003; Palmer et al., 2009) and thermoplastic matrices (such as the work by Bream and Hornsby, 2000, 2002a, 2002b), in practical terms the option of grinding and using thermosets (primarily SMC) as a fibre or filler replacement material has always appeared to have limitations. These were due to issues of reduced mechanical integrity and economic viability in terms of the grinding and preparation required to produce what is essentially a replacement for a low cost filler. For example, in the work of DeRosa et al. (2005b), it was found that mechanical properties dropped drastically when utilizing recyclate SMC to replace glass content in new BMC formulations. Flexural properties dropped by as much as 70% for flexural properties despite the presence of glass fibre. This can be seen in Table 11.1. There are several reasons for this drop in properties. The first is the reduction in fibre length. This is well known to affect mechanical properties and shorter fibres would be expected to produce lower properties. However, as fibre length is variable depending on the recycling process employed, it is hard to control in these kind of studies. A further complication is the constituents of the glass itself. It is not actually a 100% glass fibre that is recovered but a composite in itself, consisting of glass with residual resin and filler. The glass is making up only a small fraction (around 30%, depending on original composition and recycling route) of the residual material, so the perceived total amount of glass in any formulation is reduced. The mechanical properties would therefore be expected to be lower in this case. As well as these two factors there is also the consideration of the poor bonding that exists between the recyclate and virgin resin, caused primarily by the bonding failure of a cured resin component in the recyclate. Load is not fully transferred from reinforcement to matrix resulting in lower mechanical performance.
Table 11.1
Mechanical recycling of SMC into BMC: flexural properties
(data compiled from DeRosa et al., 2005b)
However, the work by Palmer et al. (2009) considered all of the key findings of a number of previous studies in this area. They noted that the drop in mechanical properties resulted in not only fibre length reduction by the granulation process but also actual content of residual glass. They also considered potential poor bonding between recyclate and virgin material. Replacement weights which ranged from 5–30% in previous studies had highlighted problems of poor wetting. Therefore, the research effort focused on maintaining fibre length and optimizing the processing conditions. Glass fibre reinforced SMC front fenders were used in this study. These were cut down and hammer milled as in many previous studies, but then recyclates were initially air classified into four separate grades with a further separation step for some of the fractions of interest. The coarser fractions with glass fibres intact could then be used as reinforcing materials, giving an added value product, whilst leaving the more powdered material to still be used as filler. This filler type material is reported to have a similar appearance to those previously reported in the literature. Materials with the intact glass fibres (mean fibre length of approximately 8 mm) were reformulated in DMC. Scanning electron microscopy (SEM) revealed SMC residue on the surface of the fibres, whilst burn off and acid digestion tests were undertaken to measure the percentage components of resin, filler and glass present. Results showed that this recovered material had a higher residual glass content than previous recovered fibrous components. This is shown in Table 11.2 (process 1 and 2 are optimized recovery routes). As presented by the authors, the figures do not add up to 100%. There is no explanation for the weight differences or what this ‘other’ material which makes up the 100% is. However, the composition of the original composite was stated to be proprietary (this is another problem with composite recycling where so many bespoke formulations exist).

These glass enriched materials were used as reinforcement in DMC materials. A further enhancement step was in considering formulation glass levels and process mixing effects to take into account the nature of the recyclate in terms of achieving wetting and correct reinforcement levels. The final mechanical properties were stated by the authors to be comparable to that of the standard formulations. The results therefore would show not only retention of properties but also while utilizing larger quantities of recyclate. Unusually in papers of this type, the authors do not present direct property comparisons of standard material that can be reproduced and presented here, but instead present statistical analysis of the differences when incorporating recyclate. Flexural modulus and impact strength are both significantly retained. However, there is still a loss in flexural property. It should be noted that tensile properties, which are often used by other researchers in such papers, are not presented. However, this work is still of considerable importance in terms of advancing both the science and viability of such grind and reformulation methods by bringing together previous research findings.
With these kind of closed-loop thermoset composite recycling activities being the only dedicated thermoset recycling being carried out on a truly commercial scale, this research should provide a reminder for all researchers to consider the intrinsic properties of the recyclate material and differences, and not just the properties of the virgin materials.
An alternative approach to fibre fraction studies was undertaken by Kouparitsas et al. (2002), who investigated recovery of a short fibre fraction by a grinding and sifting process. This was then added to thermoplastic materials. They compared three materials: epoxy carbon fibre composites, epoxy aramid fibre composites and polyester-based glass fibre composites.
The glass fibre (GF) that was recovered had a length 4–7 mm, the carbon fibre 5–9 mm, whilst analysis of the aramid was not possible as it took the form of a pulp. All three materials contained remnants of thermoset matrix on the fibres. These materials were compounded with virgin polymers whilst comparators using virgin fibres (GF 6 mm, carbon fibre 8 mm and virgin pulp aramid) were also trialled. The fibres were incorporated into three different polymeric matrices to create polypropylene (40% GF, 20% carbon fibre), and ionomer (15% aramid). The authors report mechanical properties to be for the most part retained with the exception of the recovered carbon/ionomer compounds which suffered a 35% loss in tensile strength. This is attributed to the effect of the residual thermoset materials hindering fibre bundle dispersion in this case.
Studies such as these, where fibres are targeted for purpose, provide the best results and therefore potential outlets for mechanically recycled fibres.
11.4.2 Mechanical recycling of thermoplastic matrix composites
The scope of use for thermoplastic processing with fibre reinforced thermoplastics was covered by Vaidya and Chawla (2008) who predict expansion of these materials as they are used to replace both current metal and thermoset composite applications across sectors. These materials eventually end up as part of the composite waste stream.
As thermoplastics can be made to flow and harden again and again through the action of pressure and heat and cooling, mechanical recycling is accepted good practice in manufacturing and production environments. However, as yet the processing of post-consumer thermoplastic composite waste has not been studied.
Recycling data on high volume generic polymer types can be found within the academic literature, especially on commodity polymers such as PP (Jansson et al., 2003), PE (Brenik and Harries, 1996), PA (Ericksson et al., 1997) and PET (Awaja and Pavel, 2005). However, for structural composites matrix types such as PEEK (Prime and Seferis, 1986), PES and PEI, recycling data is not always so easily available.
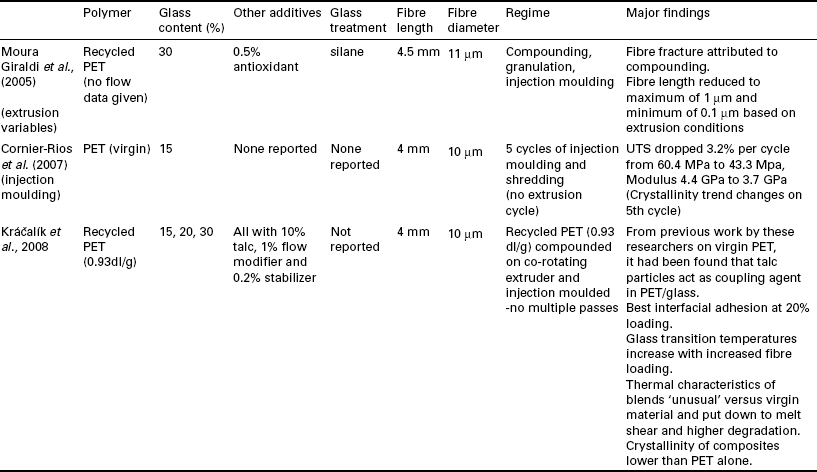
Generally polymeric recyclate performance is reduced due to processing degradation and contamination. How this affects the overall performance varies greatly depending on polymer and processing route. Some of these factors are shown in Fig. 11.3. For example, PP suffers from molecular weight reduction; HDPE, on the other hand, tends towards cross-linking behaviour. PET reduces in molecular weight as a result of hydrolytic degradation under processing. With composites the effect of glass fibre reduction on mechanical performance makes the interrelationships between matrix, and reinforcement much more complex and retention of mechanical properties linked to fibre length virtually impossible to retain with pure recycled materials.
However, once these polymers are incorporated into composite structures, the literature becomes less rigorous in its coverage. There are therefore still large knowledge gaps in our coverage of thermoplastic composite recyclate performance data. The reasons for this are unclear: whether it is consumption levels and the commercial importance of these materials or the concentration of research on more generic and more widely used polymer systems is unknown.
To understand the performance of a recycled thermoplastic composite, it is necessary to understand the nature of both the polymer and any matrix materials that lie within the composite material. This must include any property relating to the reinforcing phase, the matrix face and the interface and how recycling alters the relationships between these three factors. Therefore in considering potential changes due to recycling it is necessary to understand the behaviour of both the virgin material and any subsequent degradation behaviour resulting in the recyclate material. This can include property changes due to chemical, mechanical and physical interactions.
However, with composite materials such as those that are glass fibre reinforced, these interactions are further complicated by changes in interfacial adhesion of glass and matrix, fibre length and diameter, volume fraction, orientation and distribution (Qui et al., 1999). These interactions have not yet been satisfactorily elucidated. A further consideration is the effect of the presence of the matrix itself on the polymer component and any impacts on morphology and physical properties. This is an area that is barely touched on in the literature, although there is evidence in studies on recycled PET to suggest it is a consideration within some systems. These various interactions are shown in Fig. 11.4.

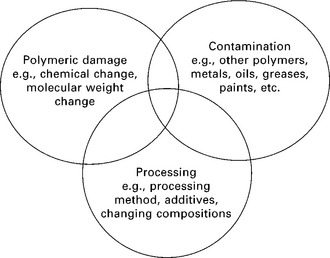
The use of glass fibres in recycled PET is one of the few areas where there has been some research activity, primarily because of the abundance of bottle grade PET recyclate material that is available. Adding glass fibres to this recyclate allows it to find an outlet in engineering applications. For example, Cornier-Ríos et al. (2007) report large-scale academic recycling efforts on generic PET bottle materials, but with few studies on the glass reinforced performance. Their work on repeated recycling of 15% GF material – with fibre length 4 mm and average diameter of 10 μm – reported only glass fibre reduction and percentage crystallinity as factors affecting mechanical properties and report no changes in melting temperature or crystallization temperature. Glass fibre content, chain length changes, and percentage crystallinity are expected to affect mechanical properties but with glass fibre length the dominant factor. However, whilst SEM images of each of the recycling cycles is shown by the authors, it is hard to definitively quantify how the average glass fibre lengths are changing from these images.
The properties of recycled PET can be improved by using additives and fillers as well as glass. Kráčalík et al. (2008) also report on 15% GF recycled PET as well as 20% and 30% versions, this time including 10% talc, 1% flow modifier and 0.2% stabilizer. The glass reinforcement was 4 mm, diameter 10 μm. They give no indication whether or not that the glass is treated in their paper. However, the results suggest it is. They report crystallinity increasing with increasing fibre load and also a rise in glass transition temperature as glass/filler levels rise. Unlike other studies, this one does include an assessment of glass/polymer interfacial adhesion. However, the effects of repeated processing are not shown.
Given that Moura Giraldi et al. (2005) report ‘few papers show the importance of processing variables on mechanical properties of reinforced thermoplastics’, it is therefore not surprising that if the effects on the virgin composite materials are not known, it is hard to infer properties of recycled versions. Their research work examined recycled PET and the addition of 30% GF (and 0.5% antioxidant). The glass used was 4.5 mm in length, diameter 11 μm with a silane treatment recommended for polyester resins. They found extruder variations had a significant effect on impact and modulus properties. After just one processing cycle, fibre length had reduced to a maximum of just 1 mm after processing and granulation, with an average length of between 0.21 mm and 0.28 mm. This was before samples were injection moulded for mechanical analysis. This is a very large drop in fibre length. It would be useful to see papers report changes in fibre length (and polymer) properties throughout the reprocessing process, from extrusion, granulation, and through to injection moulding stages, to enable a more accurate picture of where the most damage to the fibre is occurring. For example, alternative granulation processes may be required to enable more retention of fibre length after reprocessing.
These three studies highlight one of the major problems of comparing the properties of recyclate materials. Table 11.3 summarizes the major experimental factors and regimes used. It can be clearly seen that there are variations throughout these three studies making direct comparisons very difficult. Materials, formulations, processing regimes and testing procedures are all highly variable even within these three studies on PET. In comparing fibre reduction, for instance, the extrusion, granulation, injection moulding and subsequent re-grinding may all play a factor. Further, these materials may also be subject to a further compounding cycle before being used for a second time in injection moulding, for instance. Moura Giraldi et al. (2005) highlighted the importance of processing variables in extrusion for fibre retention, likewise mechanical or shear damage of any kind will be a factor throughout any further reprocessing treatment.
A thermoplastic system for reprocessing could include all or just some of the processes described in Fig. 11.5. This figure also highlights the major variables which must be considered in making result comparisons.

Fibre breakage is also reported by Eriksson et al. (1996) in their study on reprocessing of 30% GF nylon 6,6 and by Bernasconi et al. (2007) on 35% GF, whilst Chu and Sullivan (1996) studied PBT reprocessing. All report a trend of tensile strength reduction with increasing reprocessing cycles attributed to reduced fibre length. As with the PET studies there are variations in the experimental approach taken by each of these authors which make conclusions beyond the effect of fibre length reduction extremely difficult.
For example, Eriksson et al. (1997) studied an unfilled black, heat stabilized, nylon 66 alongside a 30% GF version. The materials was exposed to a regime of injection moulding and grinding but in this case test specimens were moulded on the second run and components (radiator end caps) were moulded in between. Therefore specimens were tested after two processing cycles. Tensile testing was carried out as moulded before conditioning of the specimens was conducted. Tensile, impact, dynamic mechanical analysis and fibre length and distribution were all studied and reported.
From Table 11.4 it can be seen that reprocessing (through two cycles) gave a tensile strength reduction of 9%. In contrast, the authors found the tensile properties of the unfilled version to have slightly increased from 65 MPa to 67 MPa with elongation values remaining very similar. In their conclusions they assume the glass fibre has no influence on the matrix stability and attribute changes to fibre shortening due to processing. Each process of the reprocessing cycle (processing or granulation) was found to have a significant effect on residual fibre length. However, moulding different components (test specimens or end caps) did not make a difference.

Figures 11.3–11.5 highlight some of the variables to be considered during studies of this kind. In the few studies presented here, there are differences in polymer, the shape of glass, other additives and fibre loadings that make comparison of results difficult even before the differing processing and preparation routes are considered.
A study by Lu and Malloy (1999), on the other hand, gives a more comprehensive look at the recycling history of nylon 6 than that which can be implied from a number of more recent papers on the subject. In this case there is a comparison of virgin, 40% talc filled, 40% GF, and a 40% glass and talc filled material as supplied with properties compared across five injection cycles. Whilst as in other papers fibre reduction was also highlighted, in this case it was also measured but only at cycles 0, 1 and 5. Unfortunately, this was also at just one place in the reprocessing cycle. It was also noted that the effect of using both talc and glass reinforcement helped to offset property losses caused by a reduction in fibre aspect ratios during processing. The size of the talc was unaffected by reprocessing and properties between that of talc and glass alone could be retained. The inclusion of mineral filler with glass fibres is therefore recommended by the authors where recycling is to be a consideration. (As an aside, given that the inclusion of talc was also found to increase interfacial bonding in PET formulations, it could be postulated that it is a factor here.) They report an average drop in fibre length per cycle of 12% though this is not supported by the data presented by the authors. Generally fibre drop is more severe in earlier cycles. Table 11.5 also presents average fibre lengths as an average residual length. When reinterpreted this way it can be seen that, after one cycle, 36% of the original length has been lost. Particulate size of the filler though not quantified here is ‘several orders of magnitude less’ and considered to be not affected by recycling. The difference in size between filler and glass fibre becomes increasingly important when considering the potential for strength retention after granulation in a future composite market that may consist of nano-sized tubes, fibres or whiskers.
Table 11.5
Effect of recycling and glass fibre length
| Recycle history | Average glass fibre length (mm) |
Average residual length (%) |
| 0 (virgin) | 0.42 | 100 |
| 1 | 0.27 | 64 |
| 5 | 0.16 | 38 |
(from Lu and Malloy, 1999)
Whilst these studies show clear fibre reduction effects whatever the reprocessing route, other implications are less clear cut. For example, where these reductions are occurring, how different reinforcement levels affect the intrinsic properties of the polymer and where exactly thermal or mechanical damage (or enhancement) is occurring in interfacial adhesion of these systems.
It is clear from the literature on thermosets that considerable damage occurs to fibre length during granulation. However, this has been primarily ignored in coverage on thermoplastics with no experimentation to mitigate this effect and no measurements of the forces being exerted through these processes. Shear processing damage on glass fibres has been reported in extrusion, injection moulding and blow moulding, but again these would be specific to machinery, processing and factors such as temperature.
Certainly, given the melt processable nature of thermoplastics, once an initial size reduction has been achieved, it would appear entirely feasible to eliminate aspects of the damaging granulation stage in reprocessing and revert to the hot melt feed systems so often used for feeding compounds in extrusion. It would appear that there is much to be learnt from research efforts in recycling of thermosets that could be applied in thermoplastic composite recycling.
When considering wood or other natural fillers rather than glass, it should be noted there is a considerable increase in the data available on reprocessing these kinds of composite materials.
11.5 Recovery techniques
Rather than mechanically recycle waste plastic, energy can be recovered from it. This can take a number of forms as was shown in Fig. 11.2, and covers both biological and thermal conversion processes. Biological processes are of less importance to current composite usage and will not be covered in depth in this chapter. Thermal conversion technologies will be the subject of this section.
11.5.1 Thermal conversion methods
Thermal conversion methods for plastic recycling have been extensively researched and accepted as a means to reusing plastic waste. Particularly for thermosetting, polymer separation and recovery of phases are necessary in order for components of these materials to be widely used. The fundamental differences between thermoset and thermoplastic properties are generally not important to thermal processes.
Combustion
Whilst combustion without energy recovery is carried out, this wastes potential energy collection, therefore with energy recovery is by far the preferred environmental option.
Processes can be direct combustion or incineration. Combustion is the total oxidation of organic material and occurs at temperatures over 850 °C. The products are heat, water vapour and carbon dioxide. Any noncombustible material takes the form of fly ash or bottom ash which needs to be disposed of. With composite waste, the amount of polymeric component needs to be considered. This is because whilst 90% volume reduction is generally reported for energy from waste plants (EfW), which deal with large volumes of municipal waste, the levels of organic material present in a composite waste stream are obviously a key consideration when using this disposal option. Calorific values for key thermoset resins, effects of fillers and details of relevant research on composite combustion can be found in Pickering (2006). In summary, most resins studied have a calorific value of 30 000 kJ/kg−1 (i.e. polyester, vinylester, phenolic and epoxy resins), with the exception of urea formaldehyde, which has a calorific value of 15 700 kJ/kg−1. In composite materials the calorific value is directly related to how much combustible material is present and so drops considerably with high loadings. For example 50% polyester composite would have a calorific value of 15 000 kJ/kg−1. This can be further lowered by components that absorb energy. A very common filler, calcium carbonate, absorbs 1800 kJ/kg−1 (when decomposing at 700–900 °C). In the example given by Pickering (2006), In a composite containing the same weight of calcium carbonate as polymer, the calorific value would thus be decreased by 6%.’ SMC has a calorific value of just 6680 kJ/kg−1 making incineration unsuitable (Marco et al., 1997); highly filled composites require alternative thermal disposal processes. As combustion with energy recovery is a disposal route tolerant to, and used to, dispose of a wide range of materials, further discussion is beyond the scope of this review.
11.5.2 Chemical recycling
Chemical recycling, also known as feedstock recycling, converts waste into useful chemicals or monomers. This can be achieved in different ways, for example by depolymerization (e.g., glycolysis and hydrolysis), partial oxidation (gasification) or cracking technologies (hydrocracking, thermal cracking and catalytic cracking). An advanced discussion on how these processes work is beyond the scope of this review, but a brief description will be given along with any relevant composite research.
Partial oxidation: gasification
This is a more advanced thermal treatment than simply incineration with energy recovery but requires a more pre-sorted and sized feedstock. However, the combustible gas residues can be used as fuel. This technology has been used on plastics commercially in Japan, North America and Europe but no data specific to composites was found. It is a partial oxidation method which converts feedstock into a gas, ‘syngas’, that is made up of large quantities of hydrogen and carbon monoxide. These are combustible gases. The residue ash or vitrified material can be used in construction and aggregate industries. Efficiency will depend on generation efficiency, thermal conversion efficiency and internal energy consumption.
Typical operating parameters are 500–1400 °C and pressure up to 33 bar. As gas generation is from the polymeric component only, large quantites of non-organics will reduce gas yields and increase residue. Therefore, as in combustion, highly filled composites are not ideal feedstocks for this process, although they can be used. A schematic of a commercial gasification process is shown in Fig. 11.6.

Cracking technologies
Pyrolysis
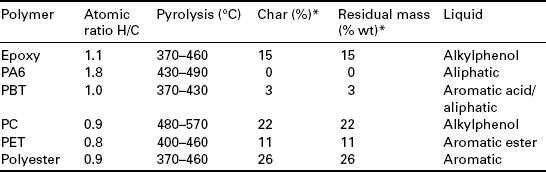
In a generalized pyrolysis process, organic materials are heated in the absence of oxygen, and organic molecules are decomposed to smaller constituents. The organics can be recovered as gases and liquids and unmodified solid components can be recovered for mechanical recycling into other composites. Generally products fall into gas, liquid and solid categories. As the term pyrolysis also covers thermolysis, the temperature range can vary from 250 to 800 °C (Blazsó, 2010). Above this, carbonization occurs. Details of pyrolysis products and temperatures for the polymeric components of composite materials can be found in the work of Blazsó (2010).
Char formation (which can cause unwanted coatings on recovered fibres and fillers) depends on the availability of hydrogen atoms, therefore the H (hydrogen): C (carbon) ratio can be used to give an idea of char-forming ability. (Char forms readily at values below 1.) It can be seen in those polymers in Table 11.6 that char formation is related to the residual mass remaining after pyrolysis with nylon 6 giving the least residue and PC the most due to lack of hydrogen.
For successful composite recovery, it is necessary to recover also the filler and fibrous products from pyrolysis. Calcium carbonate, glass filled and carbon filled (Meyer et al., 2009) material recovery has been successfully achieved. However, often the ideal conditions to recover the various components are different. Residual char formation on recovered materials can be problematic. However, char on glass fibres after pyrolysis has been successfully removed using a further step of air after residual pyrolysis products have been flushed (Pickering, 2010).
There have been a number of studies on pyrolysis of SMC (which are detailed in DeRosa et al., 2005a), where it has been concluded that both glass and filler for use in BMC can be produced, whilst the polymer component can provide enough fuel to feed the entire recovery process. However, attention must be paid to avoid damage to the glass fibres which are embrittled by the use of high temperatures or to convert the filler calcium carbonate to calcium oxide. A nitrogen atmosphere and temperatures of 400 °C seem sufficient for this. Consideration has also been given to the effects of other additives present in the composite such as flame retardants which affect the gas, solid and liquid components.
Fluidized bed
Recovering the fillers but ignoring the polymeric component is another potentially viable alternative to recovering high value materials. The polymeric component is essentially decomposed to concentrate on recovery of the filler material(s) such as glass fibre (Pickering et al., 2000; Kennerley et al., 1998). Higher value fillers, especially higher value fibres such as carbon fibre (Yip et al., 2002; Wong et al., 2006) can be recovered by removing polymer by oxidative thermal processes such as by using a fluidized bed. This process has a high tolerance to mixed and contaminated feedstock but this method is currently limited in that there is no polymeric recovery system. Work is actively ongoing to rectify this (Jiang et al., 2009). It has been shown by pickering et al. (2000) that commercial viability of this system for glass fibre required 10 000 tonnes per year to break even. Therefore research attention has switched from glass fibres to higher value carbon fibre material recovery. The properties of the recovered fibres will be discussed in Section 11.6.
11.5.3 Depolymerization technologies
This section is concerned with types of chemical reactions. solvolysis is a ‘catch all’ phrase for where reaction with a solvent causes bond rupture in the solute. Where specific types of chemicals are used, the terminology becomes more precise. For example, hydrolysis relates to water, alcoholysis relates to alcohols.
Solvolysis
solvolysis is used for condensed polymers with ether, ester or acid amide linkages (Goto et al., 2006). This work seems to have focused mainly on PET, with little research on UP or composites. However, Iwaya et al. (2008) recently looked specifically at polyester fibre reinforced plastics and separated the fibres as well as depolymerizing the UP. The components of the composite were UP resin (38.75%), CaCO3 filler (38.75%) and glass fibre (22.5%). Their work studied the effect of process variables such as reaction time, temperature, and the quantities of catalyst and solvent. Unfortunately, no details could be found on any subsequent trials on the quality of fibres produced. Two solvents were used: diethyleneglycol monomethylether (DGMM) and benzyl alcohol (BZA). A catalyst was also used (K3P04). UP conversion was found to be related to the catalyst/solvent molar ratio deployed.
Hydrolysis
Whilst hydrolysis of both SMC and UP have been attempted, the viability for SMC remains questionable given that it requires large amounts of chemicals and effectively prevents fibre reuse in mechanical recycling. Sorting into generic polymer types is also required (Perrin et al., 2008). It is therefore not considered viable for composites at present.
One promising area where there is recent research activity specific to carbon-filled composite materials is in the use of supercritical water (SCW) as a solvent. Water has a number of advantages in that it can be considered a ‘green’ solvent, is cost effective, with a low toxicity and is readily available. However, when the water is taken to supercritical temperatures, there is an increase in the viability of thermal hydrolysis methods. Water becomes supercritical at 647.1 K (critical temperature) and 22.06 MPa (critical pressure) and this changes the reactivity of the water. SCW has different dielectric and ion products from normal water and has massive potential for waste treatment in other areas as well as plastics recycling (Goodship and ogur, 2004).
Yuyan et al. (2009) looked at carbon fibre filled epoxy. Carbon fibre content is not quoted by volume but as ‘60 strands of impregnated fibre laid parallel’. Samples were cured, cut and put into the reactor with the solvent. It was found that the matrix decomposed completely and the recovered fibres were resin free with no defects. Retained strength of the fibres was high with just a 1.8% reduction in strength.
Piñero-Hernanz et al. (2008) also looked at the recycling of carbon fibre reinforced epoxy composites in water at supercritical or near critical conditions. Explored temperatures range from 523 to 673 K, pressures from 4 to 28 MPa and reaction times up to 30 min. Experiments performed in subcritical water between 10–14 MPa and 573–673 K provided removal efficiencies between 48 and 62% of eliminated resin. The yield of the process was significantly increased, with a maximum yield of 79.3%, when operating in the supercritical conditions (28 MPa and 673 K). Tensile strength of the fibres was 2–10% lower than virgin fibres.
Given the potential of SCW for polymer recycling and fibre recovery with strength retention, this is an area of considerable potential.
Glycolysis
Depolymerization of polyurethane has been carried out on a commercial scale using this method and is economically acceptable (Zia et al., 2007). PET gycolysis is also performed on a large scale. The name comes from the degrading solvent generally used, ethylene glycol. This method has also been carried out successfully on UP which can be used to create new materials (Shizu et al., 1997). However, the process is not yet tolerant to contamination which includes composites (Pickering, 2006).
Acid digestion
Whilst SMC has been successfully converted to give a fibre-rich product (the problems of residual filler and polymer on comminuted thermoset was discussed in Section 11.4.1), and scale-up investigated, no real benefits compared to other methods are obvious as yet. However, this does allow materials to be utilized as reinforcement or filler use in thermoplastics. The downside of this method is the use and disposal of the hazardous chemicals required. For example, orthophosphoric acid is used to dissolve the calcium carbonate with SMC. Research into acid digestion is ongoing (Pickering et al., 2000).
11.6 Properties of recovered fibres
The properties of glass and carbon fibres recovered from processes such as fluidized bed technology have been extensively researched and reported by Pickering (2010). Carbon fibres recovered from the fluidized bed have a bulk density of 50 kg/m3 and have a fluffy form as illustrated in Fig. 11.7 with residual length 6–10 mm. This fluffy form as opposed to an orientated mat raw material (often used for production of both glass and carbon filled high performance materials) means, when placed in new formulations, similar high strength composite materials cannot be achieved with this more random chopped strand-like alignment. Therefore, whilst the strength of these recovered fibres can be compared to virgin fibres, it is important to be clear that the end use cannot.

11.7 Recycled carbon fibre in a fluffy form (Pickering, 2010). Picture reproduced by kind permission of Woodhead Publishing.
The length of the residual fibre depends on the original feedstock and longer fibres generally degrade more. Controlled experiments undertaken by Yip et al. (2002) give details of residual fibre distributions from the fluidized bed method.
Compared to virgin fibres (i.e., carbon fibre 6.2 GPa), recovered fibres have a reduction in tensile strength (recycled 2.87 GPa) but modulus is comparable (219/205 GPa). The example here shows the largest drop in properties; up to 96% of tensile strength retention is reported in the literature dependent on carbon grade and optimized processing. The drop in tensile strength is related to the processing temperature, higher temperatures giving lower strength fibres, but at practical processing levels this reduction is judged to be between a third to half. Meyer et al. (2009) report the highest strength retention using an optimized pyrolysis method (3.71 virgin/3.57 recycled GPa).
The interfacial adhesion in further processing has also been considered, with the surface chemistry of the recovered fibre studies. Whilst differences in the presence of functional groups in virgin and processed fibre have been identified, the significance of these results to practical application is not clear as yet (Jiang et al., 2009).
Both glass and carbon fibres from these thermal processes have been used as full or partial replacements for virgin fibres. These materials can potentially be used to replace virgin fibre in both thermoplastics (PP has been studied) and thermoset materials (SMC and BMC results have been reported) assuming the lower performance achievable (as a result of the fibre orientation) and viability issues are ignored (Pickering, 2006).
11.7 Future strategies for making polymer matrix composites more recyclable
In considering future strategies for improving the recycling performance of polymer matrix composites, there are several conclusions that can be drawn from current performance, as well as possible future trends. These can be summarized as:
11.7.1 Natural composites
Carus and Gahle (2008) present the size of the biomaterials market in Europe at 3.5 × 105 metric tonnes/per annum with 57% of this being natural reinforced composites. However, most of this is in wood reinforced plastic (compression, extrusion, injection moulding for the automotive, construction and furniture industries). The fields of both biodegradable composites (John and Thomas, 2008; Satyanarayana et al., 2009) and wood plastic composites (Ashori and Nourbakhsh, 2009; Kamal et al., 2008) are currently both major research areas in their own right.
The big advantage of recycling natural fibres over glass fibres is that they are much softer and less brittle. Therefore, despite having initial properties that are much poorer (see Table 11.7), they are in theory more likely to retain their properties under mechanical reprocessing operations.

For the recycling of so-called eco-composites, Srebrenkoska et al.(2008) looked at PP with rice hulls or kenaf fibres with a maleic anhydride compatibilizing agent. These materials did prove more resistant to recycling degradation; however, the fundamental weakness in these fibres compared to glass fibre remains a major issue with materials of this type. In this case the authors compared the properties with ‘conventional formaldehyde wood medium-density fibreboards’.
Various natural fibre reinforcements have been studied in PP composites such as hemp, sisal, kenaf and wood fibre, all showing various decreased levels of tensile strength and modulus with reprocessing cycles.
Beg and Pickering (2008a) have reported extensive studies on reprocessing of wood fibre reinforced PP composites; their work also considers aspects of durability and thermal stability for these materials (Big and Pickering, 2008b). Like synthetic studies on glass and carbon reinforced materials, they found the drop in properties was related to the fibre content. This trend was also noted in synthetics. As for the residual fibre length, the same problems exist; a fibre of 2.6 mm had reduced to 0.37 mm after eight processing cycles.
For biodegradable composites, good coverage of some of the most important papers in this field pre-2006 can be found in the research paper by Lee and Wang (2006). In this research not only are the properties of the bio-based coupling agent considered and the interfacial adhesion but also how the degradation could be controlled by controlling this adhesion level. Potential applications cited, however, are non-structural in nature such as flooring, furniture and disposable products.
Biodegradable materials bypass the need for recycling infrastructure but require an entirely new one to be created to support degradation conditions and biomass recovery (see Fig. 11.2). Degradation whilst still in service is also an issue as is keeping recyclate and biomaterials separate within a waste-collection system. How biomaterials fare in relation to synthetic polymers in the packaging market, where they are having commercial impact now, will be a good indication of their potential for real inroads into the composite market.
11.7.2 Self-reinforcing materials
Commercial self-reinforced materials such as Curv® (www.curvonline.com), which contains PP fibres within a PP matrix, present a very promising compromise for easing the costs of separation on recycling by presenting the recycler with just one generic material, in this case PP. Using polymer as reinforcement within polymer was first reported by Capiati and Porter in 1975, but with current environmental trends this area could grow as recycling takes on greater importance. Work has been carried out on PET and nylon 6,6, polyethylene naphthalate (PEN) as well as PP and PE (Hine and Ward, 2006). Again, the properties of these materials are yet to compete with glass fibres, but present a further research opportunity. These materials are also often termed single polymer composites (SPC). The reader is referred to a review by Matabola et al. (2009) for further coverage.
11.7.3 Filler and nanoparticulates
Another area of interest will be the potential switch to reinforcement materials that do not suffer from size reduction on reprocessing. Advances in nanomaterials and nanocomposites are therefore also likely to aid considerably in recycling efforts providing they can be recovered. As yet, few papers exist on this subject (Goitisolo et al., 2008; Barrera et al., 2001), but again it is an area likely to see massive growth as virgin materials become more widely used.
If alternative materials can be found, and despite all the research activity in this area, it appears highly likely in the current climate that more and more thermoset materials will ultimately be replaced as manufacturers look to provide more environmentally acceptable products. However, as there are few alternative polymeric material systems that can yet match their properties, the thermoset industry can continue to develop recycling systems and infrastructures of their own. Which materials and routes will ultimately become as routine as recycling HDPE milk bottles is as likely to be dictated by legislation as by technological advances unless changes are made within current thinking in waste management legislation.
11.8 Conclusions
In many ways exploring the potential recycling of thermoset composites is a strange idea, where the major driver has come from legislation rather than science. Here are a group of materials whose very properties actually work against them in this case; durability, high strength and long lifetimes. However, this also suggests that a thermoset composite component serving a long lifetime is providing a much better use of material resources than, for example, a biodegradable composite or a plastic bag. This does not yet seem to figure within legislation. With this in mind it is also surprising that composite reuse information has been so scantily researched. Could large thermoset structures be reused and turned into other smaller components rather than enter the recyclate stream in the first place? Advances and application of non-destrutive testing are key here as it must be ensured that the state of these materials can be acurately measured if reuse is to be a viable option.
Advances in retained fibre length and its purity relative to residual polymer and filler volume fraction are also necessary to enable more efficient thermoset recycling, whereby high-value products and mechanical integrity can be achieved with higher recyclate percentages.
Assuming reuse and mechanical recycling options have been exhausted, thermal recovery methods rather than chemical reycling (and associated waste products) currently appear the best disposal options for thermoset waste.
Composite recycling is a major research area in which there are still numerous unanswered questions, and where more data is badly needed. With thermoplastic composite materials, there is simply not enough reprocessing data available, in processing effects, service life, in durability, additive replenishment or the effects on interfacial adhesion and how the presence of additives, fillers and glass affect the polymeric component properties and degradability. Further, the numerous places within the reprocessing cycle where most damage to retained fibre length is occuring needs a thorough and quantified investigation. With residual fibre length being so important to mechanical performance, the lessons learnt in grinding to retain fibre length in thermoset glass filled composites have yet to be transferred to a thermoplastic arena. If, as predicted, more thermoplastic composites are to be used, this turns this research need into an urgent issue.
Self-reinforced materials provide a potential solution to thermoplastic composite recycling, but the challenge still remains to match the properties of glass fibres. Likewise, the strength of natural fibre filled composites are still far from challenging the dominance of glass fibre. However, there is a considerable body of work in this area with advances likely.
It has been shown that filler materials do not suffer from size reduction like glass fibre, therefore a solution could be to get the same strength from a smaller fibre particulate too small to suffer from such reductions; future materials developments in carbon nanotubes and fibres may also dictate future strategy here.
Finally, whilst research is ongoing, it needs to be considered that the markets for recycled composites as yet do not exist in the number required for composite recycling to be sustainable. At some point composite recycling will need to show it can be done in a commercially viable and sustainable manner.
11.9 Sources of further information and advice
Composite recycling is a very wide field, and understanding requires coverage of many distinct areas of research topics within its remit. Full coverage of all aspects is impossible to provide within a single chapter. For this reason this chapter has tried to provide access to as many review papers and state-of-the-art papers in relevant fields as possible, as a starting point to further study.
In addition to specific composite information sources, other relevant commercial data can be found by accessing the following groups: Association of Plastic Manufactures in Europe (APME) and British Plastics Federation (BPF). The website wasteonline (www.wasteonline.org.uk) is also a useful web-based source.
In terms of academic journals, it can be seen from the reference list that there are many that can be considered relevant to this field, so recommendations may better be made by looking at the journals attached to relevant individual sections of this chapter.
11.10 References
Al-Salem, S.M., Lettieri, P., Baeyens, J. Recycling and recovery routes of plastic solid waste (PSW): a review. Waste Management. 2009; 29:2625–2643.
Ashori, A., Nourbakhsh, A. Characteristics of wood-fiber plastic composites made of recycled materials. Waste Management. 2009; 29:1291–1295.
Awaja, F., Pavel, D. Review, PET recycling. European Polymer Journal. 2005; 41:1453–1477.
Barrera, E.V., Chibante, L.P.F., Collins, B., Rodríguez-Marcías, F., Shofner, M., Kim, D.J., Marquis, F.D.S. Recycling nanotubes from polymer nanocomposites. Powder Materials: Current Research and Industrial Practices. 2001; 267–282.
Beg, M.D.H., Pickering, K.L. Reprocessing of wood fibre reinforced polypropylene composites. Part I: Effects on physical and mechanical properties. Composites Part A: Applied Science and Manufacturing. 2008; 39(7):1091–1100.
Beg, M.D.H., Pickering, K.L. Reprocessing of wood fibre reinforced polypropylene composites. Part II: Hygrothermal ageing and its effects. Composites Part A: Applied Science and Manufacturing. 2008; 39(7):1565–1571.
Bernasconi, A., Rossin, D., Armanni, C. Analysis of the effect of mechanical recycling upon tensile strength of a short glass fibre reinforced polyamide 66. Engineering Fracture Mechanics. 2007; 74(4):627–641.
Blazsó, M. Pyrolysis for recycling waste composites. In: Goodship V., ed. Management, Recycling and Reuse of Waste Composites. Woodhead publishing Cambridge; 2010:102–121.
Bream, C.E., Hornsby, P.R. Structure development in thermoset recyclate-filled polypropylene composites. Polymer Composites. 2000; 21(3):417–435.
Bream, C.E., Hornsby, P.R. Comminuted thermoset recyclate as a reinforcing filler for thermoplastics, Part I. Characterisation of recyclate feedstocks. Journal of Materials Science. 2002; 36:2965–2975.
Bream, C.E., Hornsby, P.R. Comminuted thermoset recyclate as a reinforcing filler for thermoplastics, Part II. structure-property effects for polypropylene compositions. Journal of Materials Science. 2002; 36:2977–2990.
Brenik, W.J., Harries, F. Press processing of homogeneous recyclates. In: Brandrup J., Bittner M., Menges G., Michaeli W., eds. Recycling and Recovery of Plastics. Munich: Carl Hanser Verlag; 1996:364–374.
Capiati, N.J., Porter, R.S. Concept of one polymer composites modelled with high density polyethylene. Journal of Materials Science. 1975; 10(10):1671–1677.
Carus, M., Gahle, C. Injection moulding with natural fibres. Reinforced Plastics. 2008; 52(4):18–22.
Chu, J., Sullivan, J.L. Recyclability of a glass fibre poly(butylene terephthalate) composite. Polymer Composites. 1996; 17(3):523–531.
Commission Directive 2000/53/EC of the European Parliament and of the Council on 18 september 2000, End-of-Life Vehicles. 2000.
Commission Directive 2002/96/EC of the European Parliament and of the Council on 27 January, Waste electrical and electronic equipment (WEEE). Official J. Eur. Union. 2003; L37:24–38.
Conroy, A., Halliwell, S., Reynolds, T. Composite recycling in the construction industry. Composites Part A: Applied Science and Manufacturing. 2006; 37(8):12161222.
Cornier-Ríos, H., sundaran, p.A., Celorie, J.T. Effect of material properties of glass filled polyethylene terephthalate. J Poly Environ. 2007; 15:51–56.
DeRosa, R., Telfeyan, E., Mayes, S. Current state of recycling sheet molding compounds and related materials. Journal of Thermoplastic Composite Materials. 2005; 18(3):219–240.
DeRosa, R., Telfeyan, E., Gaustaud, G., Mayes, S. Strength and microscopic investigation of unsaturated polyester BMC reinforced with SMC-recyclate. Journal of Thermoplastic Composite Materials. 2005; 18(4):333–349.
Eriksson, P.A., Albertsson, A.C., Boydell, P., Eriksson, K., Månson, J.-A.E. Reprocessing of fibreglass reinforced polyamide 66: influence of short term properties. Polymer Composites. 1996; 17(6):830–839.
Eriksson, P.A., Boydell, P., Eriksson, K., Månson, J.A.E., Albertsson, A.C. Effect of thermal-oxidative ageing on mechanical, chemical, and thermal properties of recycled polyamide 66. Journal of Applied Polymer Science. 1997; 65:1619–1630.
Fan, M. Sustainable fibre-reinforced polymer composites in construction. In: Goodship V., ed. Management, Recycling and Reuse of Waste Composites. Woodhead Publishing Cambridge; 2010:520–568.
Gerrard, J., Kandlikar, M. Is European end-of-life vehicle legislation living up to expectations? Assessing the impact of the ELV directive on ‘green’ innovation and vehicle recovery. Journal of Cleaner Production. 2007; 15(1):17–27.
Goitisolo, I., Eguiazábal, J.I., Nazábal, J. Effects of reprocessing on the structure and properties of polyamide 6 nanocomposites. Polymer Degradation and Stability. 2008; 93:1747–1752.
Goodship, V., Ogur, E.O. Polymer Processing with Supercritical Fluids. Rapra Review Reports; 15, 2004. [Rapra, Shawbury, no. 8].
Goto, M., Sasaki, M., Hirose, T. Reactions of polymers in supercritical fluids for chemical recycling of waste plastics. Journal of Materials Science. 2006; 41(5):1509–1515.
Hine, P.J., Ward, I.M. Hot compaction of woven nylon 6,6 multifilaments. Journal of Applied Polymer Science. 2006; 101(2):991–997.
Hulme, A.J., Goodhead, T.C. Cost effective reprocessing of polyurethane by hot compression moulding. Journal of Materials Processing Technology. 2003; 139:322–326.
Inoh, T., Yokoi, T., Sekiyama, K.I., Kawamura, N., Mishima, Y. SMC recycling technology. Journal of Thermoplastic Composites Materials. 1994; 7(1):42–55.
Iwaya, T., Tokuno, S., Sasaki, M., Goto, M., Shibata, K. Recycling of fibre reinforced plastics using depolymerisation by solvothermal reaction with catalyst. Journal of Materials Science. 2008; 43:2452–2456.
Jansson, A., Möller, K., Gevert, T. Degradation of post-consumer polypropylene materials exposed to simulated recycling – mechanical properties. Polymer Degradation and Stability. 2003; 82(1):37–46.
Jiang, G., Pickering, S.J., Lester, E.H., Turner, T.A., Wong, K.H., Warrior, N.A. Characterisation of carbon fibres recycled from carbon fibre/epoxy resin composites using supercritical n-propanol. Composites Science and Technology. 2009; 69:192–198.
John, M.J., Thomas, S. Biofibres and biocomposites. Carbohydrate Polymers. 2008; 71(3):343–364.
Kamal, B., Adhikary, A., Shusheng, P., Staiger, M.P. Dimensional stability and mechanical behaviour of wood-plastic composites based on recycled and virgin high-density polyethylene (HDPE). Composites Part B. 2008; 39:807–815.
Kennerley, J.R., Kelly, R.M., Fenwick, N.J., Pickering, S.J., Rudd, C.D. Characterization and reuse of glass fibres recycled from scrap composites by the action of a fluidized bed process. Composites Part A: Applied Science and Manufacturing. 1998; 29(7):839–845.
Kouparitsas, C.E., Kartalis, C.N., Varelidis, P.C., Tsenoglou, C.J., papaspyrides, C.D. Recycling of fibrous fraction of reinforced thermoset composites. Polymer Composites. 2002; 23(4):682–689.
Kráčalík, M., Pospíšil, L., Šlouf, M., Mikešová, J., Sikora, A. Effect of glass fibres on rheology, thermal and mechanical properties of recycled PET. Polymer Composites. 2008; 29:915–921.
Lee, S.H., Wang, S. Biodegradable polymers/bamboo fiber biocomposite with bio-based coupling agent. Composites Part A: Applied Science and Manufacturing. 2006; 37(1):80–91.
Lu, M., Malloy, R. The effect of recycling history on the performance of injection molded neat, filled, and reinforced Nylon 6 formulations. Journal of Injection Molding Technology. 1999; 3(1):39–46.
Makenji, K. Mechanical methods for recycling waste composites. In: Goodship V., ed. Management, Recycling and Reuse of Waste Composites. Cambridge: Woodhead publishing Limited; 2010:217–252.
Marco, I., de Legarreta, J.A., Laresgoiti, M.F., Torres, A., Cambra, J.F., Chomon, M.J., Caballero, B. Recycling of the products obtained in the pyrolysis of fibre-glass polyester SMC. Journal of Chemical Technology and Biotechnology. 1997; 69:187–192.
Matabola, K.P., De Vries, A.R., Moolman, F.S., Luyt, A.S. Single polymer composites: a review. Journal of Materials Science. 2009; 44(23):6213–6222.
Meyer, L.O., Schulte, K., Grove-Nielsen, E. CFRP-recycling following a pyrolysis route: process optimisation and potential. Journal of Composite Materials. 2009; 43(9):1121–1132.
de Moura Giraldi, A.L.F., de Jesus, R.C., Mei, L.H.I. The influence of extrusion variables on the interfacial adhesion and mechanical properties of recycled PET composites. Journal of Materials Processing Technology. 2005; 162–163:90–95.
Palmer, J., Ghita, O.R., Savage, L., Evans, K.E. Successful closed-loop recycling of thermoset composites. Composites Part A. 2009; 40:490–498.
Papadakis, N., Ramírez, C., Reynolds, N. Designing composite wind turbine blades for disposal, recycling or reuse. In: Goodship V., ed. Management, Recycling and Reuse of Waste Composites. Cambridge: Woodhead Publishing; 2010:443–458.
Perrin, D., Clerc, L., Leroy, E., Lopez-Cuesta, J.M., Bergeret, A., et al. Optimizing a recycling process of SMC composite waste. Waste Management. 2008; 28(3):541–548.
Pickering, S.J. Recycling technologies for thermoset composite materials – current status. Composites Part A. 2006; 37(8):1206–1215.
Pickering, S.J. Thermal methods for recycling waste composites. In: Goodship V., ed. Management, Recycling and Reuse of Waste Composites. Woodhead publishing Cambridge; 2010:74–99.
Pickering, S.J., Kelly, R.M., Kennerley, J.R., Rudd, C.D., Fenwick, N.J. Fluidized-bed process for the recovery of glass fibres from scrap thermoset composites. Composites Science and Technology. 2000; 60(4):509–523.
Piñero-Hernanz, R., Dodds, C., Hyde, J., García-Serna, J., poliakoff, M., Lester, E., José Cocero, M., Kingman, S., Pickering, S., Wong, K.H. Chemical recycling of carbon fibre reinforced composites in nearcritical and supercritical water. Composites Part A: Applied Science and Manufacturing. 2008; 39:454–461.
Potter, K., Ward, C. In-process composite recycling in the aerospace industry. In: Goodship V., ed. Management, recycling and reuse of waste composites. Woodhead Publishing Cambridge; 2010:459–494.
Prime, R.B., Seferis, J.C. Thermo-oxidative decomposition of poly (ether ether ketone). Journal of Polymer Science: Part C: Polymer Letters. 1986; 24:641–644.
Qui, W., Mai, K., Zeng, H. Effect of macromolecular coupling agent on the property of polypropylene/glass fibre composites. Journal of Applied Polymer Science. 1999; 37(10):1537–1542.
Satyanarayana, E.G., Arizaga, G.G.C., Wypych, F. Biodegradable composites based on lignocellulosic fibers – an overview. Progress in Polymer Science. 2009; 34(9):982–1021.
Shizuo, K., Osamu, I., Hiroyuki, M. Method of recycling unsaturated polyester resin waste and recycling apparatus. Journal of Cleaner Production. 1997; 5(4):308.
Siddiqu, R., Khatib, J., Kaur, I. Use of recycled plastic in concrete: a review. Waste Management. 2008; 28:1835–1852.
Singh, M.M., Summerscales, J., Wittamore, K. Disposal of composite boats and other marine composites. In: Goodship V., ed. Management, Recycling and Reuse of Waste Composites. Cambridge: Woodhead Publishing; 2010:495–519.
Soroushian, P., Plascenia, J., Ravanbakhsh, S. Assessment of reinforcing effects of recycled plastic and paper in concrete. ACI Materials Journal. 2003; 100(3):203–207.
Srebrenkoska, V., Gaceva, G.B., Avella, M., Errico, M.E., Gentile, G. Recycling of polypropylene-based eco-composites. Polymer International. 2008; 57:1252–1257.
Stewart, J., Minchin, R.E., Jaselskis, E.J., Dayal, V., Smith, G. Journal of Construction Engineering and Management, 2004:199–205. [March/April].
Vaidya, U.K., Chawla, K.K. Processing of fibre reinforced thermoplastic composites. International Materials Reviews. 2008; 4:185–218.
Wong, K.H., Jiang, G., Pickering, S.J., Rudd, C.D., Walker, G.S. Characterisation of recycled carbon fibre: mechanical properties and surface chemistry. International SAMPE Technical Conference, 38th SAMPE Fall Technical Conference: Global Advances in Materials and process Engineering, 2006.
Yip, H.L.H., Pickering, S.J., Rudd, C.D. Characterisation of carbon fibres recycled from scrap composites using fluidised bed process. Plastics, Rubber and Composites. 2002; 31(6):278–282.
Yuyan, L., Guohua, S., Linghui, M. Recycling of carbon fibre reinforced composites using water in subcritical conditions. Materials Science and Engineering A. 2009; 520:179–183.
Zia, K.M., Bhatti, H.N., Bhatti, I.A. Methods for polyurethane and polyurethane composites, recycling and recovery: a review. Reactive and Functional Polymers. 2007; 67(8):675–692.