References
[1] DIN 8589 T14: Fertigungsverfahren Spanen. Teil 14 Honen – Einordnung, Unterteilung, Begriffe. Deutsches Institut für Normen, Berlin: Beuth Verlag; 2003.
[2] Weigmann UP. Honen - ein Verfahren zur Endbearbeitung keram. Bauteile. Tagungsberichtband zum Fortbildungsseminar “Bearbeiten keramamischer Werkstoffe” der DKG, Berlin: März 1993; 18–19.
[3] Haasis G. Honen - Handbuch der Fertigungstechnik; Bd. 3/2: Spanen. Hrsg. G. Spur u. Th. Stöferle. C. Hanser Verlag, München, Wien; 1980.
[4] Baur E. Grundlagen und Anwendung des Kurzhubhonens. VDI Bildungswerk, BW 9807.
[5] Klink U. Fachgebiete in Jahresübersichten Honen. VDI-Z. 1989;131(9):.
[6] Spur G. Keramikbearbeitung - Schleifen, Honen, Läppen, Abtragen. München, Wien: C. Hanser Verlag; 1989.
[7] Klink U. Honen, Fachgebiet in Jahresübersichten. VDI-Z. 1989;131:.
[8] König W. Fertigungsverfahren. Bd. 2: Schleifen, Honen, Läppen. Düsseldorf: VDI-Verlag; 1980.
[9] Flores G. Grundlagen und Anwendungen des Honens. Vulkan Verlag: Essen; 1992.
[10] Boor U. Kühlschmierstoffe zum Honen. VDI-Z 1989;131(5):S. 70–75, Teil 1; 1989;131(6): S. 74–79, Teil 2.
[11] Gehring: Superharte Schleifmittel. Ostfildern Nellingen (2/72), Firmenschrift.
[12] Gehring Technologies GmbH, http://www.gehring.de/home/; 2013.
[13] König W. Stand und Entwicklungen beim Kurzhubhonen. Honen-Anwendung [Hrsg.]. Jahrbuch Schleifen, Honen, Läppen und Polieren. 1974;46:.
[14] Hildebrand O. Superfinish-Technologie, 222 Band: Verlag Moderne Industrie; 2011.
[15] Weigmann UP. Honbearbeitung von A12O3 - Einfluβ der Honleistenspezifikation auf die Korrelationen zwischen Werkstoffeigenschaften und Arbeitsergebnis. Vortragsband zum Industriearbeitskreis “Keramikbearbeitung,” Berlin: März 15, 1993.
[16] Höhne L. Der Werkstoffabtrag beim Honen von Keramik. Honen in Forschung und industrieller Anwendung, Tagungsband, Braunschweig: December 4–5, 1989; S. 174–84.
[17] Spur G, Weigmann U-P. Influence of the Material Properties on the Honing of Ceramics. XXIII-NAMRC-Conference, Houghton, Michigan, USA: May 24–26, 1995.
[18] Galkov, A. V.; u.a.: Untersuchung des Kurzhubhonens von Werkstücken aus Keramik auf Karbid- und Nitridbasis mit Diamanthonleisten. IPO. Nauk. dum. 1992;3: S. 54–57.
[19] Juchem HO. Entwicklungsstand beim Honen von Bohrungen in metallischen Werkstücken mit Diamant und CBN. IDR. 1984;18(3):.
[20] Spur G, Weigmann U-P. Beeinflussung des Honprozesses durch die Zusammensetzung und die Eigenschaften keramischer Werkstoffe. Beitrag zum DFG-Abschluβkolloquium im SPP “Keramische Hochleistungswerkstoff,” Stuttgart: February 17–18, 1994.
[21] Klink U. Vollautornatische Honanlagen für Kurbelgehäuse aus AISi 17, Honen von Lagerungen aus Al2O3. Honen in Forschung und industrieller Anwendung, Tagungsband, Braunschweig: S. 129–157, 1989.
[22] Uhlmann E, Hoghé T. Wear reduction at double face grinding with planetary kinematics. Product Eng Res Dev. 2012;6(3):237 242.
[23] Ardelt T. On the effect of path curves on process and wheel wear in grinding on lapping machines. In: Proceedings of the 3rd International Machining and Grinding Conference, Cincinnati, Ohio. 1999. p. 307–21.
[24] Ardelt T. In: Uhlmann E, ed. Einfluss der Relativbewegung auf den Prozess und das Arbeitsergebnis beim Planschleifen mit Planetenkinematik. Berichte aus dem Produktionstechnischen Zentrum Berlin. Berlin: Carl Hanser; 2000.
[25] Klocke F, König W. Fertigungsverfahren 2: Schleifen, Honen, Läppen. Heidelberg: Springer; 2005.
[26] Stähli AW. Feinstbearbeitung, Trends der Flachhon und Läpp Technik, Feinstbearbeitung technischer Oberflächen, 4. Internationales IWF Kolloquium ETH Zürich; 1998. S. 47–62.
[27] Geiger M, Arbak M, Engel U. Material adapted tool design in cold forging exemplified by powder metallurgical tool steels and industrial ceramics. Product Eng Res Dev. 2008;2(4):409 415.
[28] Funck A. Planschleifen mit Läppkinematik. Berichte aus dem Produktionstechnischen Zentrum Berlin. In: Spur G, editor. Berlin: Carl Hanser; 1994.
[29] Uhlmann E, Ardelt T, Daus N. Kinematische Analyse von Zweischeibenmaschinen. Werkstattstechnik. 1998;88(6):.
[30] Uhlmann E, Ardelt T. Influence of kinematics on the face grinding process on lapping machines. Ann CIRP. 1999;48(1):.
[31] Uhlmann E, Ardelt T, Stingl P, Rußner C, Magg T, Reiser A. Planschleifen mit Läppkinematik. In: Industrie Diamanten Rundschau IDR 1999;33(1): S. 79–83.
[32] Uhlmann E, Sammler C, Hoghé T, Borsio Klein T. Einsatz innovativer Schleifverfahren macht Hochleistungsbearbeitung wirtschaftlicher. In: Maschinenmarkt Ausgabe 2006;30: S. 22–26.
[33] Oliveira JFG, Silva EJ, Guo C, Hashimoto F. Industrial challenges in grinding. Annals of the CIRP. 2009;58:663 680.
[34] Rußner C. Präzisionsplanschleifen von Al2O3-Keramik unter Produktions bedingungen, Dissertation Technische Universität Dresden, 2006.
[35] Zettel HD. Flachschleifverfahren für Kleinteile aus harten Werkstoffen. In: wt-Z. industrielle Fertigung 1981;71: S. 393–96.
[36] Uhlmann E, Hoghé T. Hoppla – Entwicklung einer wirtschaftlichen Bearbeitungs-technologie für das Hochgeschwindigkeits- und Hochleistungsplanschleifen mit Planetenkinematik. Berlin: VDI/VDE-IT; 2011.

 (5.2)
(5.2)

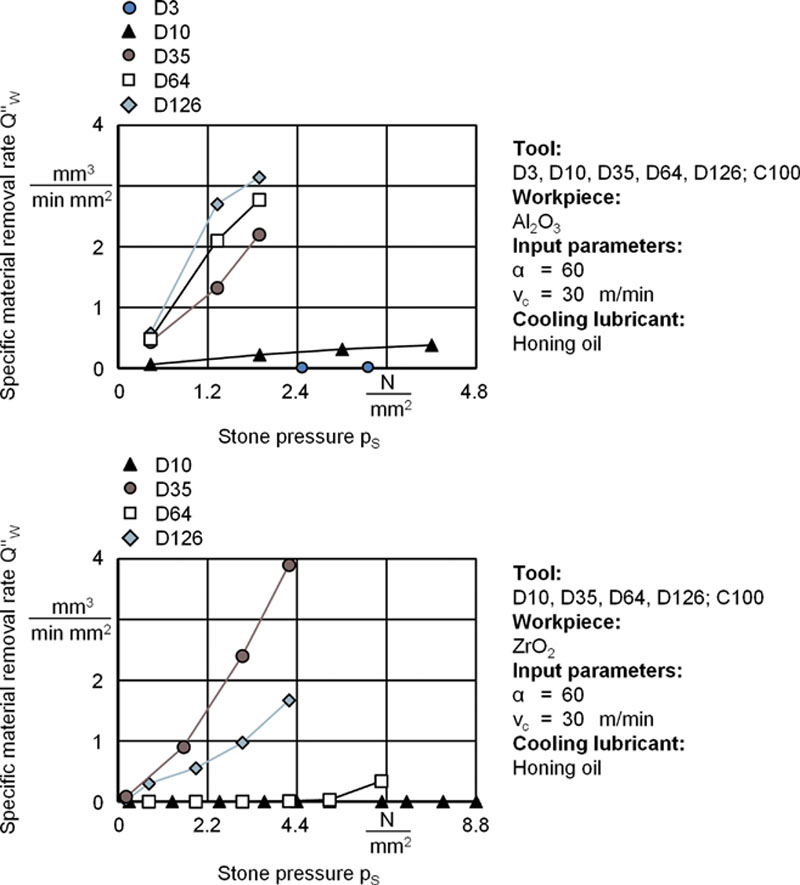


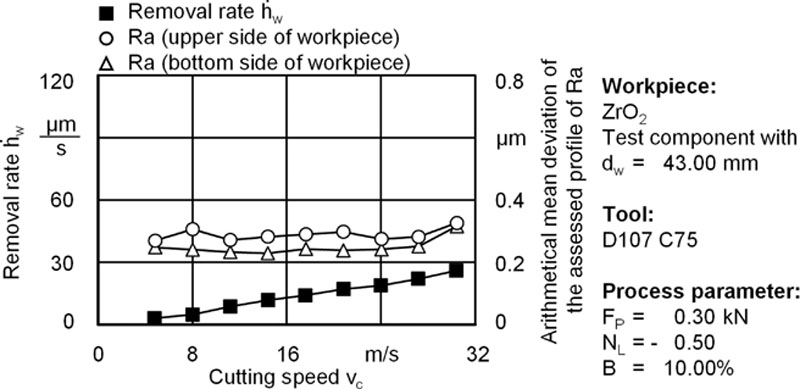
 and the surface quality parameter Ra when machining ZrO2
and the surface quality parameter Ra when machining ZrO2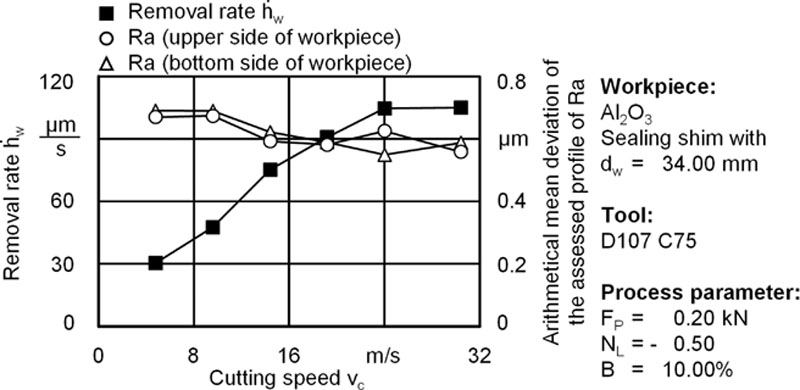
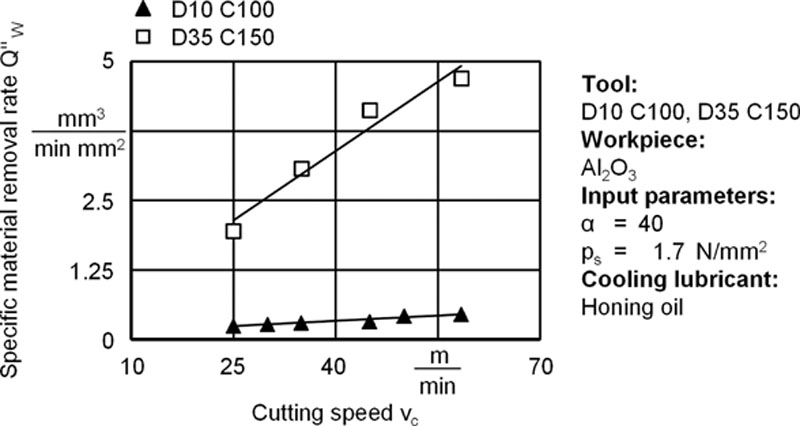
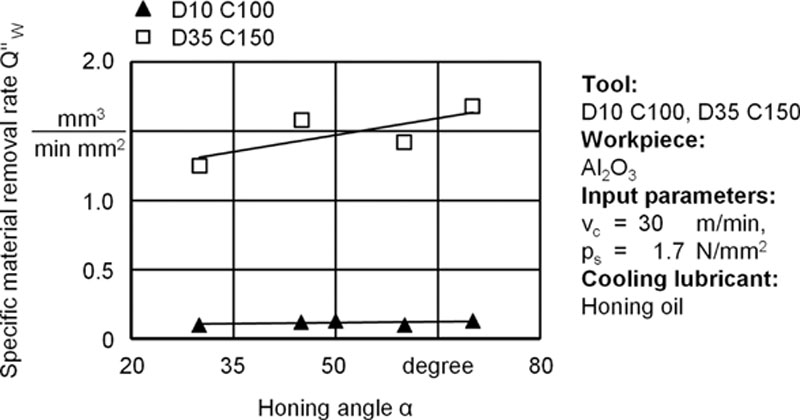
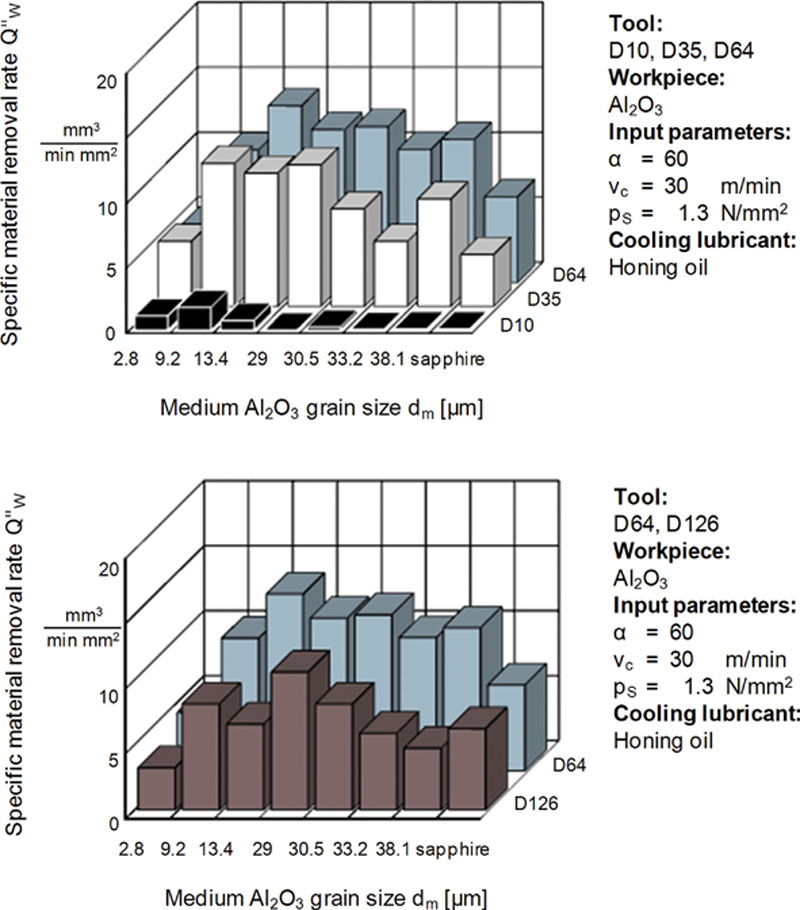
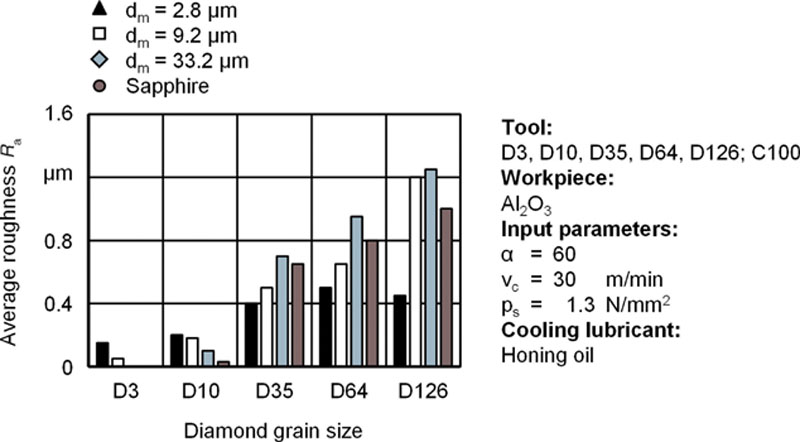
 and the surface quality parameter Ra when machining Al2O3
and the surface quality parameter Ra when machining Al2O3