
Assessing fibre surface treatment to improve the mechanical properties of natural fibre composites
Abstract:
An overview is presented of the influence of treatments conducted to improve interfacial strength on the mechanical properties of natural cellulose-based fibres. Methodology used for mechanical testing of natural fibres to obtain fibre strength and stiffness data is described, and the statistical treatment that can be applied to this type of data and the influence of treatment conducted to improve interfacial strength on the mechanical properties of natural fibre are explored.
6.1 Mechanical testing of fibres
Although at first there seems to be ready availability of fibre strength and stiffness data, commonly this has been measured using fibre yarn, bundles or unspecified material and is therefore not necessarily reflective of single fibre properties. Studies conducted to assess the influence of fibre treatments on fibre properties commonly neglect mechanical assessment and give more emphasis to assessment of other aspects including crystallinity using x-ray diffraction and differential scanning calorimetry (DSC), surface topography using scanning electron microscopy (SEM) and assessment of fibre surface chemistry using inverse gas chromatography (IGC) and Fourier transform infrared (FTIR) spectroscopy (Mwaikambo and Ansell 1999; Zafeiropoulos et al. 2002; Tserki et al. 2005). Caution also needs to be exercised when comparing data based on single fibres as there can be an absence of information on gauge length and testing rate, both of which influence mechanical properties. However, there are sufficient numbers of studies where single fibres are tested to give a reasonable expectation of the potential strength and stiffness of single natural fibres including the variability that can be expected and the influence of a number of fibre treatments. In addition to fibre treatment, mechanical properties have been shown to be dependent on harvesting time and extraction procedure, details of which are discussed in 6.4 of this chapter. They are also dependent on damage incurred during processing and humidity (Davies et al. 1998).
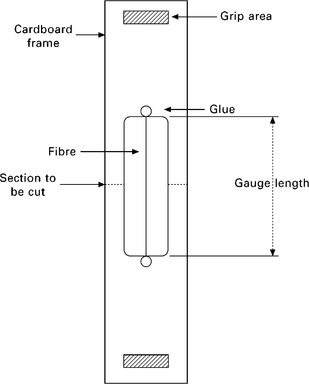
The most common testing methodology used for testing of single fibres is based on ASTM D3379-75 (Tensile strength and Young’s modulus for high modulus single-filament materials), although sometimes ASTM D3822-01 is quoted, which is similar but based on single textile fibres and includes the requirement to remove any fibre crimp and calculation of tenacity commonly used in the textile industry instead of tensile strength. Fibres are most conveniently mounted onto slotted testing cardboard windows, as shown in Fig. 6.1, with the fibre aligned along the centre of the window. They are attached using glue (commonly cyanoacrylate, epoxy or polyvinyl acetate) thus defining the gauge length as the distance between the glue attachments. The cardboard window with mounted fibre can then be placed in the grips of a universal tester, following which the side sections of the card can be severed using a heated wire, leaving the fibre freely suspended between the glued parts of the window card such that a tensile load can now be applied to the fibre. Cross-sectional area is commonly obtained by measurement of a number of fibre diameters equally spaced along the fibre length before testing using a calibrated optical microscope and taking an average of these values and assuming that fibres are circular in cross-section (which will introduce some inaccuracy as they are generally irregular tending towards polygonal). Laser diffractometry has also been attempted for measurement of fibre diameter, but concerns have been raised of the accuracy of this technique owing to the difficulty of interpretation of the diffraction patterns produced (Romao et al. 2004). Researchers have also optically measured the diameter at the actual point of failure (rupture diameter) to calculate the cross-sectional area in order to compensate for variability in fibre diameter along the fibre length and improve the accuracy of strength measurements (Romao et al. 2004). Measurements of fibre diameter tended to be smaller from these measurements than the average fibre diameter calculated before testing. However, tensile testing is likely to have resulted in some permanent deformation that would affect fibre diameter.
For accurate measurement of Young’s modulus, system compliance is required which can be determined experimentally as described in ASTM D3379-75. Another complication in terms of an accurate Young’s modulus is the variability in shape of the stress–strain curve obtained for single fibres. As depicted in Fig. 6.2, observations of cellulose-based natural fibre, including flax and hemp, support that from the same fibre population behaviour can range from strain hardening (Fig. 6.2a), through linear elastic (Fig. 6.2b) to the inclusion of some plastic flow (Fig. 6.2c) (Nechwatal et al. 2003; Andersons et al. 2005; Pickering et al. 2007a). Departure from linearity at low strains has been explained by the orientation of fibrils along the fibre axis during loading. This has been shown to be irreversible, such that reloading of fibres produces a linear graph having a gradient similar to the linear part of the original graph (Baley 2002). A logical solution would therefore seem to be to use the linear part of the stress–strain graph to obtain Young’s modulus, although, some workers have proposed a calculation based on the whole stress–strain curve (Nechwatal et al. 2003) simply by taking the maximum stress and dividing it by the strain at maximum stress (secant modulus) (Eichhorn and Young 2004).

6.2 Statistical treatment of single-fibre strength
Natural cellulose-based fibres, similarly to synthetic fibres, undergo little plastic deformation and therefore can be considered to have strengths, as described by Griffith theory, determined by the flaws which occur along their length. In synthetic fibres, these could have originated in the precursor material or have been introduced during processing. For cellulose-based fibres, defects occur naturally, but are also introduced during fibre processing (Bos et al. 2002; Joffe et al. 2003). The strength of a fibre depends on the variation of flaws, or more precisely, the worst flaw that exists within it. Owing to the varying severity of flaws, the strength of fibres is found to be variable and a large number of tests are required for strength characterisation. The statistical distribution of natural fibre strengths is shown to be well approximated to the two-parameter Weibull distribution:
where Pf is the cumulative probability of failure of a fibre, at a stress less than or equal to σ, σ0 is the Weibull scale parameter or characteristic strength, which is the failure stress for a probability of failure of 0.632 (and can be compared for different fibre populations similarly to average strength), w is the shape parameter or Weibull modulus, which describes the variability of strength (a higher value of w means lower variability) and V is fibre volume (Joffe et al. 2003). For synthetic fibres with consistent fibre diameters, fibre length (L) has replaced volume in the two-parameter Weibull distribution:
This equation has also been shown to give good agreement with natural fibre strength data (Biagiotti et al. 2004; Andersons et al. 2005). It should be noted that L is a relative measure of length and can be considered in multiples of the particular gauge length used.
Rearrangement of the two-parameter Weibull equation gives:
The scale and shape parameters can therefore be obtained from a plot of lnln(1/(1 – Pf)) versus lnσ (commonly referred to as a Weibull plot), which, given that the data agrees with the Weibull distribution, should give a straight line of gradient w and intercept σ0 at lnln(1/(1 – Pf)) = 0. For this procedure, linear regression has been shown to give similar results to the maximum likelihood method (Zafeiropoulos and Baillie 2007).
The dependence of single-fibre tensile strength on fibre length for all fibres is well known (Nechwatal et al. 2003) and is also seen, but to a lesser extent, for natural fibre bundles (Mieck et al. 2003). The cause of this dependence can also be related to the defects within fibres; the longer the fibre length, the more likely it is that there is a defect of sufficient severity to bring about failure at a particular stress and therefore on average the strength will reduce. It can be considered that a fibre can be divided into segments or ‘links’, each containing a flaw of varying severity (Fig. 6.3). Hence the fibre is considered to have failed if one of its links has failed. This type of model is referred to as the ‘Chain of Links’ model. A longer fibre can be considered to have a larger number of links than a shorter one and therefore, there is an increased probability of the existence of a more severe flaw along the length and so longer fibres would be expected to have on average lower strength. Therefore, it is important to specify the gauge length of fibre for interpretation and comparison of fibre strength data. Embedded within the Weibull equation, is the ability to use values of strength obtained at any given gauge length to predict the strength for another length, for a similar probability of failure by means of the following ‘weak-link scaling’ equation:

6.3 Chain of links model showing (a) fibre demonstrating chain of links and (b) fibre with a failed link.
where σ(1) and σ(2) are the strengths for L1 and L2, respectively, at a particular probability. Most conveniently, characteristic strengths can be scaled for different lengths using this equation. Therefore, a plot of the logarithm of characteristic strength versus the logarithm of length should give a straight line if weak link scaling is observed, from which the Weibull modulus can be obtained from the reciprocal of the gradient. However, considerable mismatch has been found between Weibull moduli obtained from Weibull plots at single gauge lengths and those from log log plots of strength versus length (Pickering et al. 2007a; Sparnins and Andersons 2009) despite good agreement with the Weibull distribution. For example, Pickering et al. (2007a) obtained Weibull moduli of 3.4 and 4.2 at gauge lengths of 1.5 and 10 mm, respectively, (and characteristic strengths of 876 and 745 MPa respectively) however, the weak link scaling plot from the same data gave a Weibull modulus of 11.7. A similar discrepancy found in another study (Andersons et al. 2005) has led to the suggestion of use of a modified Weibull distribution, which has been developed for use with synthetic fibres:
which overcomes the apparent mismatch. Here it is considered that the factor γ takes account of the inter-fibre variation of strength as would be expected owing to differing growth and processing history (Andersons et al. 2009a) where individual fibres could be modelled using the Weibull equation, but the Weibull parameters varied between fibres. Attempts have been made to correlate the modified Weibull equation with defects comprising of local misalignment of microfibrils occurring during growth and processing, commonly called kink bands (Andersons et al. 2009a). This has shown that although it can largely be accounted for by such defects, some discrepancy remained suggesting other factors such as irregularity in fibre geometry also accounts for strength distribution. Alternatively, the mismatch between Weibull modulus calculated from one gauge length and multiple gauge lengths has been explained as being caused by an artificial broadening of the distribution of tensile strength owing to variable fibre volume at a fixed length (Doan et al. 2006).
Another variation from the basic two-parameter Weibull distribution, suggested because of the better fit observed for hemp, jute, ramie and kenaf, is a bimodal Weibull distribution of the form given below (Park et al. 2006a; 2006b):

where p and q give the relative amount of fibre influenced by two different populations of link strength (such that p + q = 1) and σ01/2 and w1/2 are the characteristic strengths and Weibull moduli, respectively, for those two different populations. The potential of a multimodal Weibull distribution has also been raised elsewhere owing to observation of clustering of residual values suggesting departure from linearity with a unimodal Weibull distribution (Zafeiropoulos and Baillie 2007). Although this could be justified by different types of defect (perhaps internal and external), as Park et al. (2006a; 2006b) state, deviations from a unimodal Weibull distribution can largely be related to fibre damage during preparation of tensile specimens leading to the lower strength population of fibre links, which can therefore be considered as merely an artefact of preparation. On this assumption the true strength distribution would be better described by applying a unimodal Weibull distribution to the higher strength fibres.
One requirement to enable use of Weibull statistics is for an estimator of Pf to be calculated from the number of fibres that have failed from a population of tested fibres for which there are a number of alternatives as given below (Zafeiropoulos and Baillie 2007):
where i is the ith fibre to fail and n is the total number of fibres tested. The first of these is recommended for sample sizes larger than 20 as it is considered to give the least biased results (Pickering et al. 2007a). However, this has been shown to give the least linearity for Weibull plots of flax fibre, with the second estimator giving the greatest linearity (Zafeiropoulos and Baillie 2007).
Although, the vast majority of data available is based on the single-fibre test, single-fibre fragmentation has also been explored for characterisation of fibre strength distribution (Andersons et al. 2005). Compared with data obtained from single-fibre testing, variability was found to be underestimated, although the influence of fibre length was well described, leading to the conclusion that fibre could be fully characterised using a limited number of single-fibre tensile tests at a fixed gauge length along with single-fibre fragmentation tests to characterise influence of length.
6.3 Mechanical properties of untreated single fibres
Cellulose-based fibre properties have been shown to be highly variable for different plant varieties and also for the same variety. For example, one study has shown the strength of hemp, nettle, milkweed, flax and linseed fibres of length approximately 1 mm to be 1080, 918, 728, 649 and 371 MPa with Young’s moduli 9.2, 9.7, 9.6, 19.4 and 10.4 GPa, respectively (Snell et al. 1997), whereas another study (Robson and Hague 1996) states average strengths of approximately 2000, 1450, 1250, 900, 850 and 450 MPa and stiffnesses of approximately 75, 68, 58, 25, 23 and 17 GPa for flax, linseed, kenaf, hemp, softwood and wheat, respectively, with unspecified gauge length extracted by a number of unstated chemical methods. Part of the variability observed for fibre from the same plant species can be explained by the different procedures used to extract the fibre from the plant. Initially, removal of the outer bast material from plant stalks as well as separation of fibre from the bast material may be eased by retting. This is a biological process and could be regarded as a biological treatment, but for the purposes of this chapter is included in this section as it is commonly part of the extraction process that can influence the mechanical properties. Retting involves the action of bacteria within an aqueous environment and can be conducted after harvesting in the field or away from the field at a processing plant (Van de Velde and Baetens 2001). Alternatively, steam explosion has been used for fibre separation and has produced hemp fibre with almost 70% higher strength than that produced biologically (Keller 2001). Mechanical removal of bast material from stalks commonly involves pulling them through rollers to break the inside part of the stalk and beating with metal blades in a process known as scutching. The bast material can then be hackled (combed) to separate long and short fibres using increasingly fine sets of pins leading to removal of non bast material as well as alignment. Chemical agents may also be used to assist fibre extraction, however, this is commonly directed at influencing interfacial strength and is mainly covered within this chapter under the chemical treatment section (6.4.1).
Work conducted to assess the influence of harvesting period on single-fibre properties for hemp (Pickering et al. 2007a) involved monitoring average single fibre strength of retted material from the initiation of pollen release (99 days after planting) until harvesting. The average strength of 10 mm gauge length fibre was found to increase from 510 up to 670 MPa for fibre lengths of 10 mm during the 10 days following pollen release, with a subsequent decline in average fibre strength. This pattern of strength variation can be correlated with a change in fibre structure as seen in the literature (Mediavilla et al. 2001) such that initially long, empty primary fibres are created which fill between vegetative growth and flower formation, followed by greater production of weaker secondary fibres. Mechanical separation has been highlighted as reducing mechanical strength (Bos et al. 2002); the average tensile strength of single flax fibres (gauge length 3 mm) reduced from 1800 MPa for hand separated to 1500 MPa for mechanised separation. Comparison of retted fibre with unretted also conducted by Pickering et al.(2007) showed unretted hemp fibre strength to be 28% higher (857 MPa for a gauge length of 10 mm) than the retted fibre, suggesting that degradation may be occurring during retting, although issues of selectivity regarding ease of extraction of primary relative to secondary fibres was quite marked for the unretted material. Alternatively, the tensile strength of flax fibre has been found to be unaffected by retting (Van de Velde and Baetens 2001), although chemical extraction had been employed that could be overriding the influence of retting as supported by lower average flax fibre strength of between 700–950 MPa for a gauge length of 10 mm. Also in this study, the influence of hackling was found to depend on the degree of retting, such that the reduction in strength was found for hackled material subjected to a longer retting procedure, but not with shorter retting times. Young’s modulus for flax was found to vary between 26 and 36 GPa depending on the degree of retting and mechanical processing, although no trend was observed relating to processing.
Bag retting has been assessed as a more controlled and environmentally friendly (regarding water pollution) technique than field retting (Li et al. 2009). Despite an approximate halving of fibre strength seen for one such treatment, composite strength has been increased by approximately 23% using this method.
Drying of retted, scutched and hackled flax fibre has been found to result in a 42–46% reduction in strength from 1500 and 1320 MPa at a gauge length of 10 mm for fibres of diameter 20–22.5 μm and 22.5–25 μm, respectively, (Baley et al. 2005). Subsequent water absorption resulted in only about half the strength loss being recovered, which raised the problem of permanent fibre damage and modification of chemical fibre components during drying.
Most of the data available from Weibull analysis of natural fibres is based on flax fibre. Biagiotti et al. (2004) have applied Weibull statistics to single-fibre strength and stiffness data. The characteristic strength and characteristic Young’s modulus (E0) have been reported to be 1054 MPa and 33.2 GPa, respectively, for untreated flax fibres with Weibull moduli within the range 2.6–3.6 describing high variability. However, sadly, there is no mention of gauge length or testing rate thus preventing proper comparison (Biagiotti et al. 2004). Based on the modified Weibull distribution, Andersons et al. (2005) obtained parameters of σ0 = 1400 MPa at a scaled length of 1 mm, w = 2.8 and γ = 0.46 for enzyme retted flax. A later study quoted values for flax of w = 2–4.3 and 0 ≤ γ ≤ 1 (Andersons et al. 2009a).
Lower values of characteristic strength 577–743 MPa for lengths of 5–20 mm (characteristic strength reducing with increased length as expected) with values of Weibull modulus of 2.6-3.8 were obtained for single fibres taken from textile flax yarn (Doan et al. 2006). Similar values of σ0 = 812 MPa (average strength ~ 720 MPa) at a length of 10 mm and w = 2.7 were obtained elsewhere (Andersons et al. 2009b).
Weibull analysis of other cellulosic fibres is quite limited. One study has obtained a value for characteristic stress of 320 MPa and Weibull modulus of 2.5 for 40 mm gauge length hemp fibre (Schlddjewski et al. 2006). This compares well using weak link scaling with other work where the characteristic strength and Weibull modulus were found to be 876 MPa and 3.4, respectively, at a gauge length of 1.5 mm, and 745 MPa and 4.2, respectively, at a gauge length of 10 mm for alkali-treated fibre (Pickering et al. 2007a). Weibull analysis for jute fibres resulted in calculation of characteristic strengths of 378–624 MPa (average strengths of 336–558 MPa) for jute fibres of length of 6–50 mm with Weibull moduli between 2.84 and 3.31 (Virk et al. 2009). The characteristic strength and Weibull modulus for kenaf fibre have been found to be 876 MPa and 3.4 at a gauge length of 40 mm (Schlddjewski et al. 2006).
Exposure to elevated temperature has been found to reduce tensile strength quite dramatically; a reduction in strength of 36% was seen for flax fibre exposed to 180 oC for 2 h, although little effect on tensile strength was seen up to 120 oC (despite a significant reduction of failure strain) (Van de Velde and Baetens 2001). A reduction in tensile strength was also observed for hemp and jute of the order of 16–25% when subjected to 140 oC for 2 h (Park et al. 2006a; Liu and Dai 2007).
It has been observed for wood, hemp and sisal that generally fibre strength decreases as fibre diameter increases, which is consistent with strength reducing with increased volume owing to the increased likelihood of a critical flaw (Joffe et al. 2003; Pickering et al. 2003; Pickering et al. 2005). Young’s modulus of flax has also been seen to decrease with increased fibre diameter (Joffe et al. 2003). However, the contrary relationship has been seen for jute fibre strength with increased diameter, highlighting the likelihood that structural changes within the fibre that occur during its growth, and not taken account of by Weibull statistics, such as microfibril angle, are likely to affect mechanical performance (Doan et al. 2006).
6.4 Influence of fibre treatment on mechanical properties of natural fibres
6.4.1 Influence of chemical treatment
Alkali treatment with sodium hydroxide is one of the most common treatments utilised to improve interfacial strength. The primary aims of this treatment are to remove weak non-cellulosic components, allow increased exposure to cellulose and roughen the fibre to enhance mechanical interlocking. Its reported effect on fibre strength has been mixed. Although some studies showed a reduction in hemp and flax fibre strength owing to treatment with sodium hydroxide, improvement has been seen for jute and sisal as well as hemp in other studies (Romao et al. 2004; Arbelaiz et al. 2005; Park et al. 2006a; Liu and Dai 2007). Gassan and Bledski (1999) demonstrated an increase in jute yarn strength and stiffness using sodium hydroxide and attributed this to increased degree of polymerisation and crystallinity. A comprehensive study by Pickering et al. (2007a) has shown that fibre strength depended on sodium hydroxide treatment severity. Optimised treatment in this study increased the average single-fibre tensile strength by over 11%, although harsher treatments could result in a dramatic reduction of strength. Removal of non-cellulosics including lignin, pectin and hemicelluloses was supported by less cluttered surfaces with etched striations observed by SEM as shown in Fig. 6.4, as well as by chemical analysis. Crystallinity was also observed to increase, thought to be the result of better packing of cellulose chains with the removal of amorphous material from the fibre. Flash hydrolysis of flax using sodium hydroxide at very high pressure to separate fibre has, therefore, not surprisingly been shown to drastically reduce single fibre strength (Ansari et al. 2001).
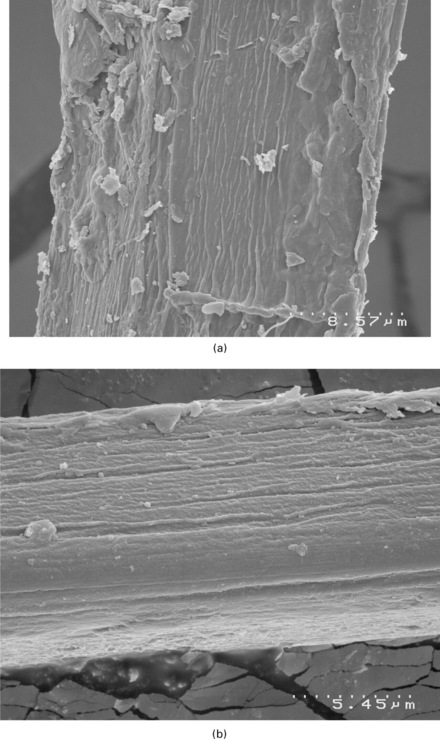
6.4 Scanning electron micrographs of hemp fibre surface (a) before treatment in sodium hydroxide and (b) after treatment in sodium hydroxide.
Acetylation was applied to natural fibres to increase their compatibility with polymer matrices and has commonly been seen to reduce fibre strength. Acetylation has been shown to reduce average flax fibre strength by 9–23% with a greater reduction generally observed with increased exposure. Possible explanations include fibre damage owing to the acid used as part of the treatments leading to cleavage of cellulose and reduced crystallinity, although this has been shown to depend on degree of fibre retting, to the extent that increased strength has been observed with unretted fibre (Biagiotti et al. 2004; Arbelaiz et al. 2005; Zafeiropoulos and Baillie 2007).
Silane treatment using vinyltrimethoxysilane (VTMO) used as a coupling agent to compatibilise the fibre and matrix has also been seen to reduce fibre strength by up to 40%, again suggested to be the result of fibre damage by an acid carrier (Biagiotti et al. 2004; Arbelaiz et al. 2005). However, the average hemp and jute fibre strength have been seen to increase with silane treatment, (Park et al. 2006a). This was attributed to removal of flaws using a silane coupling agent.
Grafting of flax with maleic anhydride polypropylene (MAPP) copolymer to enhance the fibre/matrix compatibility has been observed to reduce strength by 6% as well as increase strength by 9%, the increase being explained by MAPP leading to a smoother surface and decreasing stress concentration (Biagiotti et al. 2004; Arbelaiz et al. 2005).
Although not statistically significant, the average strength of flax fibre reduced with stearic acid treatment, which was also used to increase fibre/matrix compatibility up to a loss of 35% (Zafeiropoulos and Baillie 2007).
Variability and characteristic stiffness have been observed to be unchanged by treatment with maleic anhydride, MAPP and VTMO (Biagiotti et al. 2004).
EDTMPA (ethylenediamine tetra(methylene phosphonic acid)) has been used because of its chelating properties for treating natural fibres; chelating agents that are generally capable of reacting with metals, have been identified as able to remove calcium ions from pectin in plant cell walls, suggesting the potential for fibre separation and better exposure to cellulose (Li and Pickering 2008). Composite strength has been found to be increased, despite fibre strength reduction of the order of 20% which was attributed to interfacial strength.
6.4.2 Influence of biological treatment
In addition to retting, which is a biological process applied to fibre for extraction purposes, other forms of biological treatment have been applied as a potentially environmentally friendly technique to improve interfacial bonding. White rot fungi from the Basidomycetes group, have been employed for this purpose (Pickering et al. 2007b) because of their ability to degrade lignin and expose cellulose. Although treatment with white rot fungi has been seen to reduce fibre strength by up to 50% with an unoptimised treatment, an increase in composite strength of 22% compared with untreated fibre composites has been observed. This appears to result from exposure of cellulose and the production of pits in the fibre walls leading to improved chemical bonding and mechanical interlocking, caused by the presence of fungal hyphae. Further improvement in strength has been observed by combined alkali and fungal treatment (Pickering et al. 2007b).
Fibres modified using bacteria through fermentation resulting in deposition of nano-cellulose and increased interfacial bonding has also been examined mechanically (Pommet et al. 2008). It has been found that treatment can be conducted without significantly affecting the strength of sisal fibres, although hemp fibres were found to be drastically reduced in strength.
6.5 Conclusion
Overall, there is a growing number of studies on the mechanical properties of single cellulose-based natural fibre largely obtained by single-fibre tensile testing. The two-parameter Weibull distribution is most commonly used to describe strength variation, but modified and bimodal Weibull distributions have been demonstrated by some workers to provide a better fit. However, it is unclear as to whether this is a true reflection of strength distribution or related to testing inadequacies owing to factors such as fibre damage during handling and inaccuracies in measurement of fibre diameter. Weibull moduli from single gauge lengths have been obtained in the range of 2–4.3 describing high variability, although at the upper end, this is close to that obtained for carbon fibre used in advanced engineering structures. Much focus has been on flax fibre which has strength and stiffness measured at up to 2000 MPa and 75 GPa, respectively, although there is increasing interest in other cellulose-based fibres including hemp, which also has high strength and stiffness and a potential advantage relating to reduced herbicide and pesticide requirements. Mechanical properties are seen to be dependent on many factors including harvest time, extraction procedure and treatments for improvement of interfacial bonding. Despite large reductions of fibre strength with some treatments, large improvements with composite strength can be achieved by their use, demonstrating interfacial strength to be the major limitation for untreated fibre and the importance of optimisation of these treatments.
6.6 Acknowledgements
The author would like to express gratitude to collaborators, contributors and supporters of their research work included within this chapter including Drs. Gareth Beckermann and Maggie (Yan) Li, Professor Roberta Farrell as well as Hemptech and the Foundation for Research in Science and Technology, New Zealand.
6.7 References
Andersons, J., Porike, E., Sparnins, E. The effect of mechanical defects on the strength distribution of elementary flax fibres. Composites Science and Technology. 2009; 69(13):2152–2157.
Andersons, J., Sparnins, E., Joffe, R. Uniformity of filament strength within a flax fiber batch. Journal of Materials Science. 2009; 44(2):685–687.
Andersons, J., Sparnins, E., Joffe, R., Wallstrom, L. Strength distribution of elementary flax fibres. Composites Science and Technology. 2005; 65(3–4):693–702.
Ansari, I.A., East, G.C., Johnson, D.J. Structure-property relationships in natural cellulosic fibres. Part II: Fine structure and tensile strength. Journal of the Textile Institute. 2001; 92(4):331–348.
Arbelaiz, A., Cantero, G., Fernandez, B., Mondragon, I., Ganan, P., Kerry, J.M. Flax fiber surface modifications: effects on fiber physico mechanical and flax/polypropylene interface properties. Polymer Composites. 2005; 26(3):324–332.
Baley, C. Analysis of the flax fibres tensile behaviour and analysis of the tensile stiffness increase. Composites Part A–Applied Science and Manufacturing. 2002; 33(7):939–948.
Baley, C., Morvan, C., Grohens, Y. Influence of the absorbed water on the tensile strength of flax fibers. Macromolecular symposia. 2005; 222(1):195–202.
Biagiotti, J., Puglia, D., Torre, L., Kerry, J.M., Arbelaiz, A., Cantero, G., Marieta, C., Llano-Ponte, R., Mondragon, I. A systematic investigation on the influence of the chemical treatment of natural fibers on the properties of their polymer matrix composites. Polymer Composites. 2004; 25(5):470–479.
Bos, H.L., Van den Oever, M.J.A., Peters, O.C.J.J. Tensile and compressive properties of flax fibres for natural fibre reinforced composites. Journal of Materials Science. 2002; 37(8):1683–1692.
Davies, G.C., Bruce, D.M., et al. Effect of environmental relative humidity and damage on the tensile properties of flax and nettle fibers. Textile Research Journal. 1998; 68:623–629.
Doan, T.T.L., Gao, S.L., Mader, E. Jute/polypropylene composites I. Effect of matrix modification. Composites Science and Technology. 2006; 66(7–8):952–963.
Eichhorn, S.J., Young, R.J. Composite micromechanics of hemp fibres and epoxy resin microdroplets. Composites Science and Technology. 2004; 64(5):767–772.
Gassan, J., Bledzki, A.K. Alkali treatment of jute fibers: relationship between structure and mechanical properties. Journal of Applied Polymer Science. 1999; 71(4):623–629.
Joffe, R., Andersons, J., Wallstrom, L. Strength and adhesion characteristics of elementary flax fibres with different surface treatments. Composites Part A–Applied Science and Manufacturing. 2003; 34(7):603–612.
Keller, A., Compounding and mechanical properties of biodegradable hemp fibre composites London, England.. 1st International EcoComp Conference. 2001.
Li, Y., Pickering, K.L. Hemp fibre reinforced composites using chelator and enzyme treatments. Composites Science and Technology. 2008; 68(15–16):3293–3298.
Li, Y., Pickering, K.L., Farrell, R.L. Analysis of green hemp fibre reinforced composites using bag retting and white rot fungal treatments. Industrial Crops and Products. 2009; 29(2–3):420–426.
Liu, X.Y., Dai, G.C. Surface modification and micromechanical properties of jute fiber mat reinforced polypropylene composites. Express Polymer Letters. 2007; 1(5):299–307.
Mediavilla, V., Leupin, M., Keller, A. Influence of the growth stage of industrial hemp on the yield formation in relation to certain fibre quality traits. Industrial Crops and Products. 2001; 13(1):49–56.
Mieck, K.P., Reussmann, T., Nechwatal, A. About the characterization of the mechanical properties of natural fibres. Materialwissenschaft Und Werkstofftechnik. 2003; 34(3):285–289.
Mwaikambo, L.Y., Ansell, M.P. The effect of chemical treatment on the properties of hemp, sisal, jute and kapok for composite reinforcement. Angewandte Makromolekulare Chemie. 1999; 272:108–116.
Nechwatal, A., Mieck, K.P., Reussmann, T. Developments in the characterization of natural fibre properties and in the use of natural fibres for composites. Composites Science and Technology. 2003; 63:1273–1279.
Park, J.M., Quang, S.T., Hwang, B.-S., DeVries, K.L. Interfacial evaluation of modified Jute and Hemp fibers/polypropylene (PP)-maleic anhydride polypropylene copolymers (PP-MAPP) composites using micromechanical technique and nondestructive acoustic emission. Composites Science and Technology. 2006; 66(15):2686–2699.
Park, J.M., Son, T.Q., Jung, J.G., Hwang, B.S. Interfacial evaluation of single ramie and kenaf fiber/epoxy resin composites using micromechanical test and nondestructive acoustic emission. Composite Interfaces. 2006; 13(2–3):105–129.
Pickering, K.L., Abdalla, A., Ji, C., McDonald, A.G., Franich, R.A. The effect of silane coupling agents on radiata pine fibre for use in thermoplastic matrix composites. Composites Part A–Applied Science and Manufacturing. 2003; 34(10):915–926.
Pickering, K.L., Beckermann, G.W., Alam, S.N., Foreman, N.J. Optimising industrial hemp fibre for composites. Composites Part A–Applied Science and Manufacturing. 2007; 38(2):461–468.
Pickering, K.L., Priest, M., Watts, T., Beckermann, G., Alam, S.N. Feasibility study for NZ hemp fibre composites. Journal of Advanced Materials. 2005; 37(3):15–20.
Pickering, K.L., Li, Y., Farrell, R.L., Lay, M.C. Interfacial modification of hemp fiber reinforced composites using fungal and alkali treatment. Journal of Biobased Materials and Bioenergy. 2007; 1(1):109–117.
Pommet, M., Juntaro, J., Heng, J.Y.Y., Mantalaris, A., Lee, A.F., Wilson, K., Kalinka, G., Shafer, M.S.P., Bismarck, A. Surface modification of natural fibers using bacteria: depositing bacterial cellulose onto natural fibers to create hierarchical fiber reinforced nanocomposites. Biomacromolecules. 2008; 9(6):1643–1651.
Robson, D., Hague, J., A comparison of wood and plant fiber properties. Proceedings of woodfiber-plastic composites conference. Forest Products Society, Madison, WI, 1996:41–46.
Romao, C., Vieira, P., Pieto, F., Marques, A.T., Esteves, J.L. Single filament mechanical characterisation of hemp fibres for reinforcing composite materials. Molecular Crystals and Liquid Crystals. 2004; 418:87–99.
Schlddjewski, R., Medina, L., Schlarb, A.K. Mechanical and morphological characterization of selected natural fibres. Advanced Composites Letters. 2006; 15(2):55–61.
Snell, R., Hague, J., Groom, L., Characterizing agrofibers for use in composite materials. 4th International Conference on Woodfiber-Plastic Composites. Madison, Wisconsin, 1997.
Sparnins, E., Andersons, J. Diameter variability and strength scatter of elementary flax fibers. Journal of Materials Science. 2009; 44(20):5697–5699.
Tserki, V., Zafeiropoulos, N.E., Simon, F., Panayiotou, C. A study of the effect of acetylation and propionylation surface treatments on natural fibres. Composites Part A – Applied Science and Manufacturing. 2005; 36(8):1110–1118.
Van de Velde, K., Baetens, E. Thermal and mechanical properties of flax fibres as potential composite reinforcement. Macromolecular Materials and Engineering. 2001; 286(6):342–349.
Virk, A.S., Hall, W., Summerscales, J. Tensile properties of jute fibres. Materials Science and Technology. 2009; 25(10):1289–1295.
Zafeiropoulos, N.E., Baillie, C.A. A study of the effect of surface treatments on the tensile strength of flax fibres: Part II. Application of Weibull statistics. Composites Part A–Applied Science and Manufacturing. 2007; 38(2):629–638.
Zafeiropoulos, N.E., Williams, D.R., Baillie, C.A., Matthews, F.L. Engineering and characterisation of the interface in flax fibre/polypropylene composite materials. Part I. Development and investigation of surface treatments. Composites Part A–Applied Science and Manufacturing. 2002; 33(8):1083–1093.