Work Structure Through Standardization
Standardized work is: The discipline of creating and following a single set of formal, written work instructions for each process. … [and] is particularly important when a process is performed by many different people in many different work centers and/or locations in an organization. …
—Hill (2007, p. 247)
Standard operations can be defined as an effective combination of workers, materials, and machines for the sake of making high-quality products cheaply, quickly, and safely. As such, standard operations comprise the backbone of JIT production.
—Hirano (2009, p. 623)
There is something called standard work, but standards should be changing constantly. Instead, if you think of the standard as the best you can do, it’s all over. The standard is only a baseline for doing further kaizen. …. Standards are set arbitrarily by humans, so how can they not change.
—Ohno (2013, p. 142)
Standard Work
The quotes above represent a range of differing yet complementary views about standard work. All agree that standardized work processes are essential for improvement and effective management. What Ohno (2013) also clarifies is that the standard has to change over time. Standards do not mean something is to remain unchanging. As discussed earlier (e.g., in the previous chapter [Chapter 9] on continuous improvement) everyone has to be constantly seeking improvement. This implies that the standard has to change. In fact it should be noted that continuous improvement and standardization are complementary tools (see also Figure 10.1):
i. |
A process is improved, for example, using Plan-Do-Check-Act (PDCA). |
ii. |
Improvement is standardized so it can be sustained. |
iii. |
The standard provides the input for the next improvement step (go back to (i)). |
While early proponents of scientific management discussed standardizing repetitive tasks at the job execution level (e.g., laying bricks), lean also recognizes the value of standardizing work processes, management processes, improvement processes, and even the processes which lead to standards. One of the most important standards in lean work design is to constantly question the standards. This overcomes the problems often reported with standardization—that it prohibits creative processes as inherent to improvement and innovation.
Feldman and Pentland (2003) have spent a lot of time studying standard processes, also known as organizational routines. They have found that standard processes not only create the ability for a firm to retain the best practices, but they can also incorporate flexibility, so that the firm can change as needed. The ability of a standard to do both occurs when the manager and the worker see the standard as a framework for performance; performance in the sense of how a task is performed. In other words, a standard defines certain boundary conditions on how the task needs to be performed (e.g., improvement processes should follow the scientific method) and targets (e.g., the product or service needs to meet the standard). As the worker performs the routine, they need to adapt to changing circumstances. In a service such as an ice cream store, the customers may change their mind and the worker has to adapt. In a manufacturing environment the worker may have to adapt to a different supplier’s material or to a new set of tools to be used.
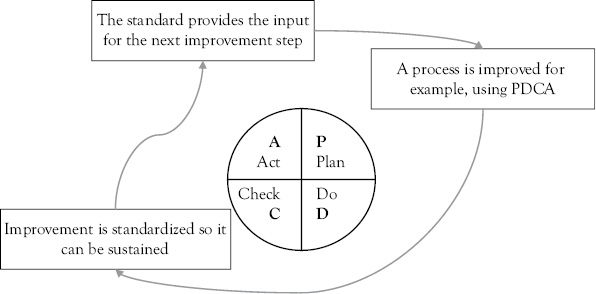
Figure 10.1 Continuous improvement and standardization complement each other
Why Is Standard Work Effective?
- Standardization of work processes reduces the variance in the time to perform the task. Standardization reduces variance because everyone is using the same method and taking the standard time on each subtask. Some workers may be slower than they would have been if left to themselves, but others will be faster; so in general all the tasks are performed closer to the average so the variance in task performance time is reduced.
- Standardizing the work processes means that the team leader can identify which worker needs help in performing their tasks. The team leader can investigate whether the worker does not understand how to perform a particular subtask and can benefit from training, or if the subtask needs to be modified so that it can be performed easier.
- Standardizing work processes improves performance as it improves customer to supplier coordination both between the suppliers to the task and the customers of the task. It also improves coordination between those involved in performing the tasks. It improves coordination, because everyone is aware of what the standard process is, how their actions will affect this standard process, and what to expect from the standard process.
- Standardization improves performance as it allows for faster and more complete training of the workers in the techniques required to perform the task. It improves training, because it is clear what has to be learned and it is clear when someone has learned how to do it.
- Standardization makes the tacit knowledge of individual workers about the “art” of the task explicit, so that all workers know the secrets to successfully perform the task.
- Standardization eliminates shortcuts that, while they save time, may endanger quality and result in rework required to correct quality problems.
How to Create Standard Operations?
Standard operations are created by standardizing the operating procedures of individual operations and then placing these individual operations in a specified order. A standard operation addresses questions as: what quality standards are to be met?, in what sequence will the work be performed?, and how much in-process inventory is to be maintained?
There are many tools that can be used to help managers and employees standardize the procedures they perform and the sequence within which they perform these operations. By having a standard, the employees can then experiment to determine what procedures and what sequence of procedures in the process produces the best results. The example below provides a “Standard Work Analysis Chart” to be used to increase the level of standardization of the process by which a nurse prepares an outpatient for surgery on the morning of the surgical procedure.
Example Scenario: The triage nurse at the perioperative systems stays at a desk and first confirms the patient’s name by (1) saying the patient’s name (2 seconds), asking if that is the correct name (2 seconds) and then asking the patient for their birthdate (2 seconds), and verifying the birthdate is correct (2 seconds). When the name is confirmed the nurse walks with the patient to the exam room (15 seconds). The nurse then asks a series of health history questions, which takes 2 minutes. The nurse then gets up and walks 6 ft (10 seconds) to a vital signs machine, pushes it back to the patient (6 ft, 10 seconds) and then explains to the patient that the patient should roll up their sleeve (5 seconds), places the thermometer into the patient’s ear and takes the temperature (10 seconds), records the temperature, picks up blood pressure cuff (5 seconds), puts BP cuff onto patient (10 seconds), inflates cuff (5 seconds), inserts stethoscope into ear (3 seconds), listens for systolic and diastolic BP (10 seconds), records BP (5 seconds), takes pulse (15 seconds), records pulse (3 seconds), repacks equipment (15 seconds), pushes equipment back to storage (6 ft, 10 seconds), walks back to desk and sits (6 ft, 10 seconds), and gives patient room location slip and asks them to go to the room down the hall and change (5 seconds). The nurse then records data into the patient chart (20 seconds), walks with the chart to the admissions clerk (30 seconds), and returns (30 seconds) with another patient. The triage nurse is expected to do 15 patients an hour.
The data given in the example scenario above can be visualized using a standardized work sheet such as the one given in Figure 10.2. This chart shows the activities of the nurse for one patient, from the time the nurse gets the patient in the waiting room until the nurse sends the patient to the next step and returns to the waiting room for the next patient.
A standard form such as the one in Figure 10.2 is best completed by observing the person actually doing the job. If it is done differently, multiple forms can be completed. But it is important that this should not be an abstract exercise, rather it should be based on observations that occur at the gemba or the workplace.
While the times are recorded in the left hand column as elements of the operation, the sequence in which they are done is also mapped in the space in the middle. This should be done by several observers so that no details are left out.

Figure 10.2 Standardized work sheet
Exercise Scenario: As an exercise, create a standardized work sheet for the task of making a peanut butter and jelly sandwich. The jelly is in the refrigerator. The plate, silverware, and peanut butter are in the cupboard. The bread is next to the stove. A plate and knife are used for the sandwich. Everything must be returned to its location after use. The sandwich is assembled at the counter. All movements from one location to another take 2 seconds. Removing or replacing something out of or into the cupboard and so on, takes 3 seconds. Opening or closing containers takes 2 seconds. Spreading ingredients takes 4 seconds. Inspecting all the corners to be sure they have peanut butter and jelly on them takes 1 second. Putting the top piece of bread on takes 1 second.
Use the blank form given in Figure 10.3 to do this.
Ask yourself at the end how this process can be improved!
Standards and Benchmarking
Standardization is one of the best-kept secrets of Japanese manufacturing success—a hidden jewel for producing high quality with low cost and fast delivery. (Bodek 1983, p. ix)
Standards can not only be used to standardize a process but also to set goals for improvement. A common example are companywide standards included in ISO 9000 or standards identified through benchmarking. Benchmarking is a process by which companies examine the best practices of other companies, and select these best business practices as their own standards.
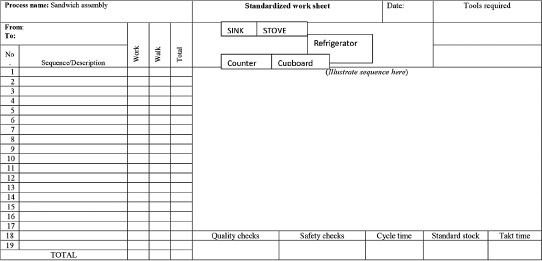
Figure 10.3 Standardized work sheet
Recently, the Central Japan Industries Association (ChuSanRen n.d.) created the Japan Management Standard (JMS) using the best practices of 15 companies based in Central Japan. These companies included Denso, Toyota, Yamaha, Epson, NEC as well as others (www.chusanren.or.jp/english/g_jms.html). The JMS is a standard for a management assessment system. It was created to provide a framework that would provide standards against which managers can assess their management systems. The framework was designed to be applicable to manufacturing firms in many industries. It views manufacturing management as consisting of both management functions and production processes. The JMS provides standards for performing these functions and processes. Companies audit and score their own processes and then compare their scores on each ranking to the standard. They use this comparison to diagnose their current situation and develop plans to improve their performance (Hino 2006).
Standardization is necessary to support continuous improvement in an organization. It is by creating and using standards for every activity that we are able to assess our current performance and create plans and implement them to improve our future performance. As we standardize our processes, we can also make objects perform as standards by designing and using poka-yokes.
Poka-yoke is Japanese for mistake proofing. Poka-yokes identify when a product or a process does not meet the standards. Using a poka-yoke device often standardizes the problem solving solution. The poka-yoke can prevent “backsliding.”
The concept of developing poka-yoke was popularized by Shigeo Shingo who developed a set of rules for developing poka-yokes. A poka-yoke is a control device or warning device to tell an operator of a process or of a piece of equipment that something is wrong. The concept is that humans make mistakes. The purpose of the poka-yokes is to prevent a mistake from becoming a defect.
Poka-yokes provide information to those involved in a process step. They do this by giving meaning to things and spaces. That is, a poka-yoke loads things and space with information. While an individual poka-yoke itself provides only a little information, a process proceeding through a series of steps each of which has multiple poka-yokes in place will in total be a rich source of information to those involved in the process, because each poka-yoke is implementing a standard. The dimensions involved in the design of a poka-yoke are given in Table 10.1.
On the left of Table 10.1 are three dimensions of poka-yokes identified by Shingo. Across the top of Table 10.1, the level of physical contact is given. The physical contact level refers to whether the poka-yoke device itself comes into physical contact with the object or product that is being tested to see if it adheres to the standard. There may be no physical contact in the poka-yoke. For example, the number of times an event occurs in a process can be counted without physical contact. When a set of bolts are to be attached to a part, a light beam sensor could count the number of times the beam is interrupted by the worker reaching for a bolt. Another example of a poka-yoke with no physical contact is often seen at a car race where a team member is standing on the side of the track holding up a whiteboard with a count of the number of laps that the car has made to that point in the race. The whiteboard is a warning signal since it does not stop the car, it only tells the driver where they currently are positioned.
Table 10.1 Dimensions involved in the design of a poka-yoke
|
Level of physical contact |
||
None |
Transition |
Held object to object |
|
Control |
|
|
|
Awareness |
|
|
|
Warning |
|
|
|
Contact during transition would mean that there is a poka-yoke that senses something about a product when it is moving from one activity to another. For example, if the poka-yoke is a scale that weighs every part produced in a process, then every part produced must go over the scale as it transits from one step in a process to a second step in the process. So there would be physical contact with the scale, but the contact would be in transition as the part flows over the scale. Another example of using a poka-yoke in transition is when a worker picks up a completed part and puts it through a Go or No-go gauge to position it to leave the workstation. Some models of refrigerators also use a transition contact and give a warning signal when the refrigerator door is not closed in time. They do this by having a timer start when a door is opened and then the refrigerator starts to beep after a certain period of time.
An example of direct contact (i.e., held object to object) occurs when a signal is generated by two objects touching. For example, when someone sits in a car and fastens their seat belt, they are putting one metal tab in contact with a metal receptacle. A sensor can identify that an electrical current can now flow and this indicates that the seat belt is attached.
The left side of Table 10.1 lists three categories of system response to the signals provided by the various poka-yokes. The control dimension refers to whether the poka-yoke stops the equipment from operating or only provides a warning signal to the operator that there is a problem. The Awareness dimension refers to those poka-yokes that only provide information to the user. For example, if someone in an automobile does not fasten their seat belt, and the system only flashes a red light, it is making the user aware that their seat belt is not fastened, but it’s not controlling the process (e.g., by stopping the car). The warning dimension provides information that is provided by the awareness dimension, but it also adds a signal which ensures that the user has obtained the signal. For example, if the user who started the car without a seat belt kept driving after the light flashed, a buzzer might start to sound as a reminder to them to use a seat belt. The seat belt designer can determine whether to issue a warning signal such as a buzzer or a light, or control the process by not allowing the ignition to start the car when the seat belt is not attached.
A motion-step poka-yoke is also commonly implemented in software programs or apps. For example, some e-mail programs send a popup message to the user when the user tries to send the message without a subject. If the user can send it anyway, then it is a warning message. If the user cannot send the e-mail without entering a subject, then it is a control poka-yoke.
Example: Figure 10.4 depicts an example of a poka-yoke that could be used to ensure that the correct part is entered correctly so that it is held in the correct position for drilling a hole into it. The poka-yoke is the jig that is designed to hold the part. By designing the jig so that there is only one correct way to position the part, a defective part is not produced in a moment of forgetfulness on the part of the worker. If the worker turns the part the wrong way, it cannot be brought into position to drill a hole into it. This inability to position the part correctly is a warning and makes the worker aware of their mistake before it becomes a defect.
When designing a poka-yoke, the designer may find it useful to solve one step at a time.
- The first step is to decide what product or service characteristic should be evaluated at a point in the process. In the automobile example, during the start-up phase of driving a car, it is important to check whether the seat belt is fastened.
- The second step in designing the poka-yoke is to determine how much physical contact is required.
- Then, once the method of physical contact is determined, the designer of the poka-yoke can determine the level of awareness the poka-yoke should provide. Should the poka-yoke prevent the operation from continuing or should it only issue a warning that something is wrong?
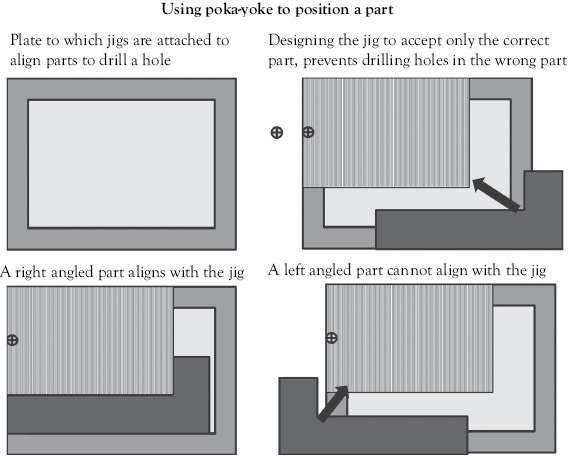
Figure 10.4 Poka-yoke used to position a part
Anyone can make a poka-yoke. What makes lean operations different from traditional operations is accepting that the most appropriate people to make the improvement interventions are those who are doing the daily work or are involved in the daily work. That would be the individual doing the direct labor and the immediate supervisor. To make identifying the need for poka-yokes and creating poka-yokes to improve the process a part of everyone job’s, it helps to have everyone visualize the process and the critical mistakes that can become defects at each step in the process. Ones the critical, mistake-prone process steps are identified, then an individual or team can suggest various types of poka-yokes to alert workers to the mistake and prevent the defect from occurring. In Table 10.2, several process steps for preparing an ice cream cone for a customer are listed together with the critical mistake possible at each step, the resulting defect if the mistake is not corrected, and suggested “warning” and “control” poka-yokes.
While two possible “Control” types of poka-yokes were suggested in the table above, they might not be appropriate for the type of service a particular ice cream shop strives to offer. They could be expensive due to their reliance on software and they may remove some clerk to customer interactions that the customer values. As a general rule, the poka-yokes selected for immediate implementation should be fairly easy and cheap to do. Both of the warning poka-yokes suggested in the above table meet this criterion.
Table 10.2 Dimensions involved in the design of a poka-yoke
|
Process step |
Critical mistake |
Resulting defect |
Warning poka-yoke |
Control poka-yoke |
1 |
Take order |
Clerk hears customer’s flavor choice incorrectly |
Customer receives cone with wrong flavor |
Clerk records order onto checklist and reads to confirm with customer |
Flavor and so on, entered by customer at kiosk and order submitted by confirming flavor |
2 |
Cone selection |
Clerk selects cone customer did not select |
Customer receives wrong type of cone |
Clerk selects cone and says to customer: “That will be < > scoops of <flavor> in <cone type>.” |
Cone type entered into kiosk and panel opens for that type of cone. |
In services with customer contact, poka-yokes can be used to improve the moments of truth or the contact between the individual servers and the customers. For example, a bank teller may have a mirror on their side of the counter with a sign above it saying smile. As the teller moves their eyes to the customer arriving they will come across the mirror as a reminder that they should smile. While it may be the tellers 100th customer of the day, it is likely to be the customer’s first encounter with the bank service and this is an opportunity to be viewed as friendly by the customer.
Another poka-yoke that can be used in the bank is to have a sign on the teller’s keyboard saying “Repeat” to remind the teller that they should verbally summarize the customer’s request to have the customer confirm it. The purpose of a poka-yoke is to keep everyone in the process alert to their role in the process. Poka-yokes refocus humans on the step in the process. When we are driving our cars through a construction zone, some of us may not immediately recognize that we are in a construction zone and that we need to slow down and pay more attention to possible hazards and dangers that exist in a construction zone. Road construction companies often use flashing lights to gain our attention and warn us to change our behavior. This poka-yoke prevents the defect of drivers who are not paying attention.
References
Bodek, N. 1983. Publisher’s Foreward in A Revolution in Manufacturing: The SMED System, by Shigeo Shingo. Portland, OR: Productivity Press.
Central Japan Industries Association (ChuSanRen). 2001. “Japan Management Standard (JMS).” www.chusanren.or.jp/english/g_jms.html (accessed September 15, 2013).
Feldman, M.S., and B.T. Pentland. 2003. “Reconceptualizing Organizational Routines as a Source of Flexibility and Change.” Administrative Science Quarterly 48, no. 1, pp. 94–118.
Hill, A.V. 2007. The Encyclopedia of Operations Management. Eden Prairie, MN: Clamshell Beach Press.
Hino, S. 2006. Inside the Mind of Toyota. New York: Productivity Press.
Hirano, H. 2009. JIT Implementation Manual: The Complete Guide to Just-In-Time Manufacturing. 2nd ed., Vol. 5 of Standardized Operations—Jidoka and Maintenance/Safety. Boca Raton, FL: CRC Press, Taylor & Francis Group.
Ohno, T. 2013. Workplace Management: Special 100th Birthday Edition. Translated by Jon Miller. New York: McGraw-Hill.