Lean methods and tools (part V)
This chapter discusses kanban in Section 1 and poka yoke in Section 2.
SECTION 1: KANBAN
Introduction
Kanban is a visual management concept to facilitate the flow of work. It is another Japanese term that has made its way into the language of Lean management. The English translation is ‘signboard’ or ‘signal card’. The concept was developed by Taiichi Ohno in the 1950s to regulate production. He was inspired by the shelf stocking practices of US supermarkets when he saw that they created a system to replace products only as the supply of each product began to run low. The core concept here is to produce product only to replenish product consumed by the next downstream process or customer. It is a use one–make one policy. Hence the system is based on actual usage rather than forecasted usage and replaces the traditional daily or weekly production schedule. It is not an inventory control system, it is a scheduling system that conveys what to make, when to make it and how much to make. Kanban is often a physical or electronic signal that triggers the fact that more materials or supplies are required.
Many of the core Lean concepts need to be bedded down to make kanban work, including 5S and standard work, and demand must be smoothed to ensure a levelled schedule. Successful execution of kanban thus requires stability. Everyday kanban examples include your pocket tissue pack and your cheque book; there is a coloured reminder sheet to order more when you get down to the last few.
Why kanban?
Benefits include the following:
- Reduces inventory through the calculation of quantities based on real end user demand and replenishment time.
- Improves flow through reduced inventory levels and the highlighting of problems in relative real time.
- Prevents over-production by placing restrictions on the amount of work and material that can be constructed. Over-production is the worst of all the TIM WOOD DOES IT categories of waste as it potentially causes all the other waste types in one form or another. One example of kanban deployment is kanban squares on the floor. When these are empty this is authorisation for the preceding process to produce the exact quantity to fill them and then stop. Kanban essentially improves EPEI (every product every interval), which is really a measure of batch size.
- Kanban places control at the frontlines as the kanban design tells people what to run, how much to run and in what sequence to run it. Hence schedulers and production control personnel are freed up to move on to other activities such as waste elimination in the supply chain.
- Production is based on real demand and the risk of obsolete inventory and spoilage is greatly reduced over traditional MRP forecasting systems.
- Competitive enhancement is obtained by sequencing deliveries to customers (exactly what they want, when they want it, in the order they require).
Types of kanban
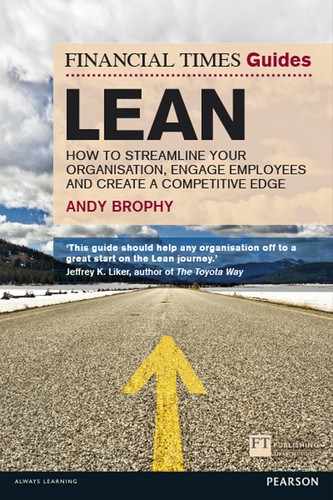
- Production kanban: authorises and provides instructions such as the type and quantity for the production of a product.
- Withdrawal kanban: authorises the movement of goods.
- Kanban square: an enclosed area – when empty then fill, when full then cease production.
- Signal kanban: a triangular kanban used to signal production at the previous workstation that is a batch operation (due to long set-up time, etc., such as a metal stamping machine that needs to produce a batch of parts due to the nature of the process). Note the batch size should be kept as small as possible through improvements in changeover time, etc.
- Material kanban: used to replenish material and supplies (see the hospital example later in this section).
- Supplier kanban: triggers replenishment between a customer and externally located supplier. The supplier sequences parts in reverse order for truck loading.
A typical kanban schematic is shown in Figure 8.1.
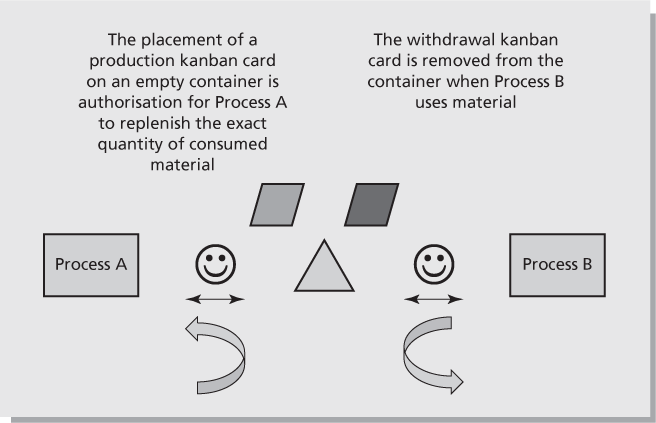
Figure 8.1 A kanban schematic
Kanban sizing formula
N = (D × LT + SS + BS)/Q
where:
N = number of kanban cards required
D = daily demand per day in units
LT = lead time per day to replenish the buffer
SS = safety stock (to provide protection against variation in demand)
BS = buffer stock (to mitigate against the risk of internal disruptions such as equipment breakdown, etc.)
Q = container quantity
(Note: safety stock and buffer stock are distinguished separately here but they are often aggregated. The reason why they should be set apart is to make the process more transparent. If demand becomes more stable over time we can reduce the level of safety stock and as reliability of internal operations is improved the level of buffer stock can be reduced.)
Example
How many kanban cards (see Figure 8.2) are required in a process loop if the daily demand is 7500 units, each container holds 1000 units, the lead time is 2 days and the customer specifies 1 day of safety stock and 1 day of buffer stock?
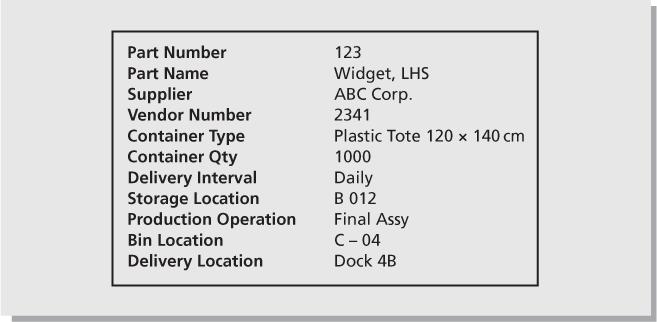
Figure 8.2 Example of a kanban card
N = (D × LT + SS + BS)/Q
N = (7500 × 2 + 7500 + 7500)/1000
N = 30 kanban cards
Culture and people implications
Kanban systems are one of the simplest systems to operate but they do require a change of mindset. Namely that it is no longer acceptable to produce unwanted inventory or to leave the work at your workstation rather than where it is needed next. Ignoring the human aspects of kanban implementation will doom your efforts to failure. Rules must be clearly communicated and Lean simulation games help to build understanding.
Kanban rules
These are as follows:
- Authorisation to produce is triggered by the kanban card only, otherwise do not produce.
- Standardise the process.
- Do not pass defective products to the next process.
- The succeeding process withdraws only what is needed.
- Produce only the exact quantity withdrawn by the downstream process.
- Level the production (kanban card quantities need to be modified if the takt time changes).
- Kanban should be fine-tuned as the processes improve (start loose by allowing some slack or excess inventory in the system and withdraw inventory as problems reduce over time so as to stress the system and see if further underlying problems surface). This is a manifestation of ‘D’ type problems discussed as a part of A3 problem solving in Chapter 5, Section 1.
Supplier kanban in a hospital setting
In hospitals it is common practice for clinical staff time to be consumed on medical supply management. These tasks include filling out manual requisition forms, ordering supplies, cycle counting, dealing with obsolete medications, stock de-trashing and put away, etc. To compound this poor skill–task alignment situation, repeated studies point to huge losses in clinical care giver time due to searching for supplies that are poorly organised and also commonly located long distances away from their point of use. There is a saying in manufacturing circles that the more inventories you have, the more likely it is that you will not have the actual correct part that you need to complete a build. This is because transparency is poor when a workplace is swamped with inventory and it becomes very unclear as to what is actually in stock. The same situation applies to healthcare, but the risks are even more critical as we are dealing with people’s lives and a stock out of a critical supply can have life threatening consequences.
Hospitals on the Lean transformation journey are now turning around the scenario described in the previous paragraph through the adoption of a material kanban system to control and self-regulate the replenishment of medical supplies. Procurement staff manage the system for the entire hospital to ensure that the right stocks are available in the right quantity, date and location at the right time.
The benefits of kanban for patients, hospitals and staff include:
- Faster patient response time to requests for medication, etc. as all items are now grouped by medical category usage and in alphabetical order.
- Less stock out risk as the visual management two-bin kanban system provides a cue when stock needs replenishment.
- Reduces or eliminates ward staff time devoted to stores activities.
- Savings in inventory holding costs are, on average, 30% over traditional push-based supply order systems.
- Reduces or eliminates stock obsolescence.
- Improves stock rotation.
- Frees up space on the wards.
- Improves communication and feedback due to the visual nature of the system and the increased interaction with onsite logistics personnel.
- There is more time to care at the bedside as time spent searching and walking for parts is significantly reduced.
- Cycle counting is virtually eliminated.
- The hospital is often not charged for inventory until it is actually used (consignment stock).
- Better housekeeping due to the systematic arrangement of supplies and a kanban audit system.
- Hoarding of supplies by clinical staff (for fear of running out) becomes a past practice as the availability of supplies becomes a systematic process.
After kanban implementation, similar care items used for certain care procedures are grouped together and in alphabetical order (see Figure 8.3). Items are labelled and anything can be found within 30 seconds, even by agency staff unfamiliar with the area.
The individual racks have two bins inside. When the front bin is empty it is swapped with the full bin at the back and the card on the front is turned (see the barcode in Figure 8.4) to alert the logistics team that this is to be scanned and that signal is then sent electronically to central supplies to trigger replenishment.
Locating small quantities of supplies at the point of use where they are needed saves literally thousands of wasted hours of valuable clinical staff time across the hospital walking to centralised storage rooms for supplies each day.

Figure 8.3 Example of a kanban supply system
Kanban review
Kanban enables organisations to have the correct inventory, in the correct quantity, at the right time when needed. This is achieved by calculating quantities based on real end-user demand and replenishment time. It also improves flow through acceptable inventory levels and highlights problems in real time as process steps are more tightly connected. The methodology also places decision making with those doing the work as the kanban design tells employees what to run, how much to run and in what sequence.
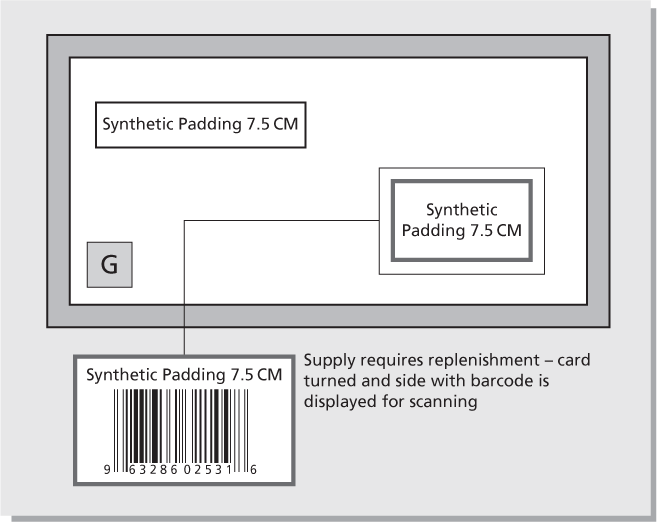
Figure 8.4 Example of a hospital kanban supply system
SECTION 2: Poka yoke
Introduction
The late Shigeo Shingo, Toyota’s initial external consultant, codified the concept of poka yoke in the 1960s. The English translation of poka yoke means to avoid inadvertent errors. It was originally called fool-proofing but this violated the ‘respect for people’ pillar due to the ‘fool’ implication. It is now most commonly called mistake proofing. Quality can be built into products and services at the source through the application of mistake proofing. It is important to recognise that the potential for failure cannot be totally eliminated; failure modes can combine, stack up and interact, and result in errors. The art of management is to prevent these errors and mistakes resulting in customer defects.
Employee errors are, as a rule, unintentional. Remember Dr Deming and the wisdom that the root cause(s) of almost all problems are sourced in inadequate system design. To err is human, hence mistakes are inevitable. How often have we gone to the shop and come back without the very item that we went there for in the first place! Mistake proofing devices help to avoid defects, even when accidental errors are made. This is the establishment of a culture that depends on the development of a system for quality assurance rather than relying on the vigilance of people to inspect quality. This also nurtures the ‘respect for people’ pillar by freeing the cognitive load on employees so they can pursue value-added activities. The customary way to react to mistakes was to reprimand the worker, provide retraining and bestow motivation talks telling them to be more careful. This approach is ineffective at best. Additionally, reliance on inspection is a flawed strategy. In my experience of performing inspection repeatability studies, 100% inspection is between 60–80% effective in finding product or service deviations depending on the varying complexity of defects.
The Dana Corporation reported employing one device that eliminated a mode of defect that cost $5 million a year. The device, which was conceived, designed and fabricated by a production worker in his garage at home, cost $6.00 to implement. That is an 83,333:1 ratio of return for the first year. This type of saving will occur each year that the process and the device remain in place.1
Mistake proofing devices surround us every day. Filling your car with petrol is made safer and more reliable through the use of three mistake proofing devices:
- The insert on the dispenser nozzle prevents diesel being dispensed unintentionally.
- There is a release coupling that disengages from the petrol pump and shuts off fuel delivery should you drive away with the dispenser nozzle still inserted into the car’s petrol tank.
- The petrol cap has a ratchet to indicate the correct torque and prevent over-tightening.
Another example is your garden lawnmower; it has a safety bar on the handle that must be pulled back in order to start the engine and to keep it running. When released the engine cuts out immediately. The inability to put your car gearbox into reverse when travelling forward is an example of where mistake proofing is applied in life critical situations. An additive, called mercaptan, is put into odourless household gas to detect potential gas leaks, giving yet another example of creative deployment of mistake proofing.
Mistake proofing classifications
Prevention mistake proofing devices
Prevention mistake proofing devices detect a failure before it happens. There are two approaches for prevention mistake proofing:
- The control method: this stops the process immediately just before a mistake or error is made.
- The warning method: this signals the occurrence of a deviation or trend of deviations through an escalating series of buzzers, lights or other warning devices. However, unlike the control method, the warning method does not shut down the process.
Detection mistake proofing devices
Defects are captured early preventing them from escalating to the customer. The rule of 1:10:100 applies here. If we capture a non-conformance at the point of occurrence the cost is 1 unit, it escalates to 10 units if it is captured just before reaching the customer and it costs 100 units if a defect makes its way out into the field or into the hands of the customer.
The three categories of detection devices are as follows:
- Contact method: this method captures dimensional or shape non-conformances though devices that make contact with the product and weeds them out. The contact method can also be ‘implicit’ through the use of sensors such as a photoelectric eye.
- Fixed value method: this is used to monitor the critical operating parameters of a process such as the correct pressure, etc.
- Motion step method: this method is used primarily for sequential tasks to ensure that they are performed in the correct sequence and without the omission of any steps.
Mistake proofing routine
- Illustrate the defect (or potential mistake).
- Determine where the defect occurred.
- Does standard work exist? If so, is it adequate and followed satisfactorily?
- Go to the gemba and observe the standard or target against the actual process in real time.
- Identify and document potential causes, use ‘5 Why?’ analysis or a similar technique such as: problem – first immediate cause – deeper cause of the first immediate cause – deeper cause of the preceding cause, and continue until the core root cause is determined.
- Pinpoint the mistake proof classification and device to dissolve the defect cause(s).
- Implement the device and verify the effectiveness of the countermeasure over time.
Poka yoke review
Mistake proofing devices are generally very inexpensive and can be applied across all industries from software development to transactional services. One differentiator with services is that potentially both the provider and the customer need to be considered in the application of mistake proofing. What happens if the customer forgets important paperwork for the transaction, etc.? It takes two for successful service delivery in many instances.
One prospective caveat of mistake proofing is that the root cause of problems can remain without being analysed. This is because you can develop a certain comfort level knowing that the mistake proofing device will detect or remove the non-conformance from the process. This can lead to precious process information being lost and, more importantly, there is a cost to every deviation from target.
Sometimes it is also highly desirable (from a safety perspective) that failure is built into a process, product or service. One example of this is the break point engineered into certain synthetic hurling sticks to prevent excessive force generation.
Mistake proofing is not a standalone technique in the improvement of quality. Like all Lean applications culture is king. Creating a culture where we recognise and welcome the use of mistake proofing calls for an ethos that attacks problems not people. People must be comfortable reporting problems that are candidates for mistake proofing.
Mistake proofing pushes people to be creative and the simplest ideas for devices from the frontline people can indeed be priceless. Remember the Dana $6.00 example earlier! At the end of the day all your organisation has to differentiate its offerings is the genius of your people.