
Alternative and recycled materials for earth construction
Abstract
Waste and by-product materials have great potential for use as additives to conventional materials that are used to make modern earth buildings, or even as a partial or total replacement for natural soils. The chapter gives an overview of potential materials, their variety, potential, benefits, disadvantages and characteristics. Special attention is paid to the issues of leaching, age-dependent strength and the use of fine-grained by-products as pozzolanic or self-cementing binders in place of conventional cement. An introduction to long-term evaluation and ultimate recycling of these materials is also provided.
7.1 Introduction
In a world that increasingly values its resources and the need to conserve them, more and more construction materials are being obtained by reusing materials from life-expired or redundant constructions and by recycling waste and by-product outputs from other human activities into building materials. This chapter attempts to give a broad overview of the types of materials that are available, some of the issues that must be considered and assessments that may have to be made.
In the context of ‘earth’ building, many of the available bulk recyclates from construction or from other industries can be used as compacted materials that have some strength enabling them to act in a similar manner to rammed earth. Many have binding properties so can act as binders in rammed earth or can act as a complete replacement for stabilised compacted earth, comprising both mass and binder in one material. Either alone, or in combination with soil-derived materials, some have the potential to provide special thermal or air-conditioning effects, whilst others might provide similar properties but at lighter mass. Most will have a minimal intrinsic environmental footprint compared to conventional construction materials, although this may not be meaningful if the environmental ‘costs’ of transport are included and the result compared with soil sourced from the construction site.
New materials are developing rapidly in order to make best use of available alternative materials and to reduce reliance on primary materials. They also often provide an economic means of obtaining particular properties not found in conventional materials. Yet, in many ways, alternative materials are no different from conventional materials. As this chapter shows, the same scientific and technical thinking that has been developed in the context of traditional materials can be applied to alternative and recycled materials to get a clear picture of their behaviour and potential.
7.1.1 Wastes and by-products
Modern societies produce very large quantities of bulk material that are generated incidental to the primary activity with which any particular part of society is engaged. Figure 7.1 gives some data for the UK as an illustration of the volume and types available. Household, commercial units and industrial activity all generate waste as a consequence of the consumption of the inputs to their respective activities. Thus households produce municipal solid waste largely composed of paper, packaging, food preparation off-cuts and surpluses, life-expired clothing and household objects, cleaning debris and garden waste. Offices dispose of large amounts of used paper in addition to smaller quantities of the types of waste just listed. Industrial enterprises can produce very large quantities of wastes specific to their activity – chemical sludges, trapped dusts, clinker, etc. – but their waste streams are, typically, homogeneous and continuously produced when compared to the sporadic and heterogeneous nature of household wastes.
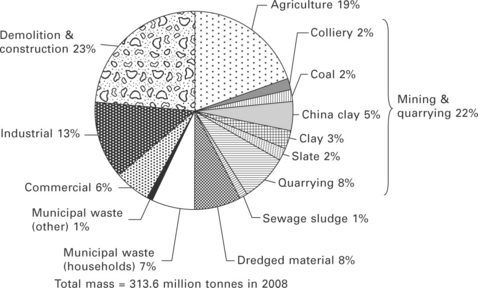
In industrial societies, household waste is of the order of 0.5 to 0.7 tonnes per capita per annum and total waste 1–7 tonnes per capita per annum, the latter figure varying a lot from country to country depending on the size of that country’s mining industry and its definition of waste ASTM, 2008(OECD, 2010).
But, as the saying goes, ‘where there’s muck, there’s brass’ – one person’s waste is another person’s opportunity. When is a waste a by-product of the primary activity? These issues make it difficult to define a waste. Depending on the jurisdiction, there may be legal definitions of waste implemented so as to regulate disposal and to provide a measure for waste reduction. For example, the European Union defines a waste as any material or object that is produced by an activity that was undertaken for a purpose other than the production of that material or object. Thus, nations burn a lot of coal to generate electricity and, incidental to the electricity generation, produce a lot of waste ash. That ash has, however, many beneficial uses so is rightly seen by its producers as a by-product of electricity generation. In order that waste-disposal regulations are not circumvented by rogue waste producers who might simply declare their waste to be a by-product, it is normal that the waste must pass through some kind of processing and quality control/quality assurance procedure.
7.1.2 Benefits and drawbacks
In this way those materials that would otherwise have been disposed of as wastes can become useful alternative materials for some purpose or another. As many of these processed wastes, now by-products, arise because of some industrial or bulk post-consumer treatment process, they are usually available in large quantities (although maybe only in a single locality if the waste supply or processing is localised). Such materials have, in principle, several advantages:
1. aside from transportation costs, they ought to be economic as they have been largely funded by the primary activity of which they are the byproduct
2. they incur little or no environmental impact in their sourcing – although the primary activity may have had a large impact
3. their use saves the environmental impact that would otherwise have been incurred in the sourcing of conventional construction materials (e.g. in quarrying clay)
4. their use saves the environmental impact of the processing method of the conventional construction materials that they replace (e.g. the energy consumed in making cement).
Furthermore, aside from these direct benefits, the source of these by-products tends to be near centres of industry and population. Thus transportation costs and associated environmental impacts are usually kept low. Individual byproduct materials may have other benefits as described later.
However, these benefits have to be offset against the disadvantages. The common disadvantage is perceptual – a waste is often, or even usually, considered an undesirable material and thus, in some ill-defined way, less than perfect for the application. Of course no material is perfect, but there can be many benefits to using alternative materials that are not obtained from conventional materials (these are mentioned in Sections 7.2, 7.3 and 7.4). Thus many alternatives can be better than conventional materials. Nevertheless, some materials may genuinely introduce problems that need to be specially addressed. Those problems of substance are listed below. Although few, if any, alternative materials will suffer from all these disadvantages, they form a checklist against which candidate materials should be assessed.
• Particle strength. Naturally sourced materials derive from geologic processes involving magma cooling, metamorphism, lithification and long periods of time to form hard, strong particles. On the other hand, many alternative materials have been through relatively light strength-forming processes so durability and resistance to damage due to compaction are issues on which to keep watch
• Radionuclides in hot-processed materials. All natural materials carry radioactive atoms because they occur naturally in the environment. Concentrations are often greater in ore-bearing rocks. Radioactivity is often associated with denser minerals and these will report preferentially to slag and bottom ash streams in smelters and incinerators. Thus some alternative materials may be a little more radioactive than conventional materials. Section 7.4.4 considers this aspect a little more
• Leachability of pollutants. Almost all materials (perhaps glass is an exception), conventional or alternative, will leach chemicals from particle surfaces or from the interior of particles when in contact with water. Sections 7.4.4 and 7.6 discuss these issues in more detail.
• Chemical reactivity. Some alternative materials, because they come direct from an industrial process without exposure to the environment, are reactive. Often this is beneficial as they, thus, have self-cementing abilities. However, the chemical reactions that they undergo when put into use can lead to problems of cracking and heave (due to chemical reaction products occupying more space than the reactants) and to premature drying (due to exothermic reactions). Some of these chemical reactions are long term and can lead to reductions in strength over months or years. Usually these issues are small or non-existent and, if not, can be minimised by limiting access to water, which is usually a necessary reagent.
7.1.3 Maximising use of alternative materials
Like any other material, some alternative materials are more suited to certain applications than others. In the past, having been seen as wastes of little value, the use of alternative materials has often been rather indiscriminate on the basis of their low cost. However, with increasing use and experience the technical value of many of the alternative materials has become much better recognised. This has had a number of significant effects:
• Value, and hence price, has increased
• The increased price has increased the possibility of processing in order to deliver reliable, quality controlled materials
• The increased cost has driven, and the possibility of processing has allowed, a desire to fully exploit each material’s beneficial properties, i.e. to use each material in its highest value application
• Composite materials, combining several materials together, are thus frequently used in order that the optimum material properties, no more and no less, are available for each application
• In this way, environmental, cost, short-term and longer-term mechanical properties, insulating properties, etc. may be balanced in the desired manner
• Many alternative materials are only locally available. Like all bulk materials, transportation economics militates against their applicability a long way from their point of production. Exceptions to this rule apply to those alternative materials that are used as binders or activators at small quantities in mixtures as the improvement in mechanical behaviour that they deliver can sustain the additional transportation costs.
But this maximising of value is only part of the issue for recycling and more consideration must wait until Section 7.8.
7.2 Classification
7.2.1 Origins
One way to classify materials is by considering the temperature of their production. This is potentially useful because the mineral basis of the material is likely to be highly dependent on the temperature at which it was produced. Most of the mining and quarrying wastes named in Fig. 7.1 will be of direct geologic origin without any recent high temperature processing, whereas most of the commercial, industrial and municipal wastes in the figure will have no reusable value in construction without such processing. Some wastes may merely need sorting and selection (e.g. construction and demolition wastes).
Very high temperature smelting
slag-derived alternative materials are made from residues that form during the smelting of metals. Dependent on the metal involved, the temperature of production is, typically, well over 1000 °C. At high temperatures such as these, non-crystalline, perhaps glassy, forms of metal oxides are commonly produced. The exact types produced are dependent on the raw material input, on the fluxing agents that are added to the furnace and on the method of smelting and reduction that is practised. In many cases the minerals formed are similar to those formed in the production of cement. The quality and characteristics of materials produced in this way depends to a large extent on the changes that have been wrought by the high temperature treatment.
High temperature incineration
Although the flue gases of incinerators are elevated to a very high temperature for a few seconds in order to destroy dangerous components in the gases, the temperature at the actual incinerator grate is normally somewhat lower, probably less than 1000 °C. At these temperatures the incoming material is not, for the most part, melted, but all volatiles and combustible components should be destroyed. The quality and characteristic of materials produced in this way depends mostly on the non-combustible elements present in the feed. Temperature has acted as a sorting mechanism to remove the materials that are (for the most part) weak. In practice, some combustible but unburnt material may find its way through such incineration by a ‘Baked Alaska’ process, whereby an outer charred layer acts to insulate inner, unburnt material.
Wastes from geological sources
Mining and quarry wastes produce rock-derived materials. Clearly, these have been through a variety of geologic processes in the past including, perhaps, high temperatures. However their condition now depends not only on this rock-forming history, but also on the cold weathering in history and the recent industrial processing that generated them. Typically this will mean that they are composed of fragments that may be weaker, smaller or more flaky than, say, an ideal aggregate with which to make concrete.
Cold processing of wastes
Many alternative materials are produced mechanically without high temperature treatment. The quality and characteristics of these materials depends entirely upon the mechanical processing applied and the characteristics of the input stream. Mechanical processing can both separate out undesirable elements (e.g. steel or plastics in demolition waste) and can impart some degree of homogenisation – e.g. by shredding and blending a single input stream or by mixing different stockpiles of the raw input stream to create a more consistent supply.
When the source is consistent (for example over-or under-size fractions of rock from a quarry) then the consistency of supply can be very good over long time periods. In such circumstances, users can apply the material in confidence knowing its properties and taking appropriate action to get the performance they want. Where the material comes from a geographically or temporally varying set of sources (e.g. trench arisings, demolished buildings, seasonally changing waste streams), then far more care is needed to assess the source at the time of use to determine its contents and properties so that any post-processing is selected on the basis of what is actually available and not merely on the basis of routine.
7.2.2 Particle size and activity
Another way of considering alternative materials is according to their particle size. Materials with particles the same sizes as conventional aggregates can often be considered as a replacement aggregate. Certainly, properties will be different due to difference in particle angularity, particle strength, grading, etc., but the same basic considerations are needed. Several alternative materials are very fine grained, either because they are formed as a dust, or because they have been ground to a very fine particle size. Most of these fine materials have an ‘active’ capability, that is they are pozzolans – materials having a silicate mineral content which, when combined with calcium hydroxide (lime) in the presence of water, react to form calcium silicate hydrates exhibiting cementitious properties – or will produce self-cementing binders themselves that are activated when water is added to them. The resulting minerals are the same as some of those chemicals present in hydrated Portland cement.
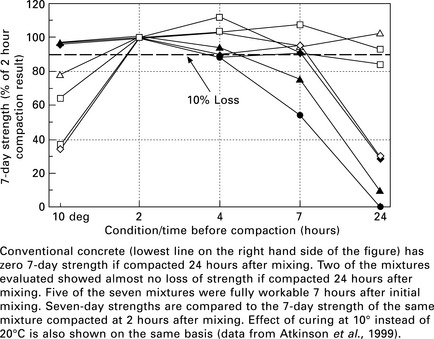
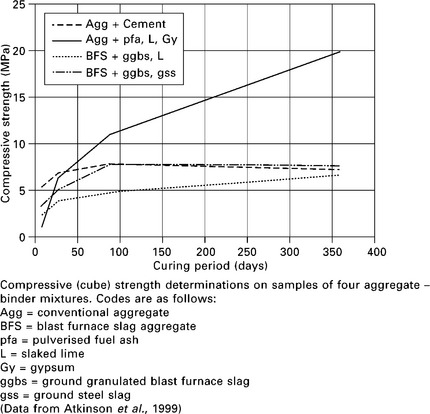
The pozzolanic or self-cementing abilities of these fine materials allows us to produce hydraulic bound mixtures (HBMs). HBMs typically show slower strength development than do conventional Portland cement-bound mixtures (i.e. Portland cement concretes). This allows for greater workability periods – while 2 hours is a typical limit for a Portland cement-based mixture, 24 hours or even several days is easily possible for many HBMs. This allows off-site mixing, transportation to site and at-will use. Figure 7.2 gives some data for a range of mixtures showing the greatly extended workability of the majority.
With appropriate mix design the ultimate strength can be limited, preventing the HBM from becoming a brittle mix that will only deform by cracking (as is the case with most Portland cement concretes), but allowing some flexibility as seen in lime mortared brickwork, for example.
7.3 Types of alternative material
There are, of course, an almost infinite number of different alternative materials that might be used in compacted (and, perhaps, treated) construction material. With increasing pressure from the public, politicians and regulators to recycle and reuse materials that would otherwise have been discarded, new candidate materials are appearing all the time, so the following list cannot be considered complete. Nevertheless, bearing in mind the broad classification just mentioned, the following lists the more common, generic, types of alternative material that might find a use in compacted construction materials.
7.3.1 Slags from mineral processing
Metal production, from ore, requires very high temperatures to reduce the compound in which the metal exists into its pure, metallic form. Typically this is done in the presence of a fluxing agent (e.g. limestone) and an energy source. Sometimes energy is provided in the form of an electric arc, whereas at other times it might be provided as a solid fuel mixed with the ore. The metal, being dense when liquid, sinks and the non-combustible residues float to the top from where they are removed as a liquid slag. This slag is solidified in a variety of ways, perhaps by spraying it into a sheet of falling water, or simply by air cooling in a hollow in the ground, or by some other means. This usually generates a material with high alkalinity and pozzolanic properties (see Section 7.2.2).
Coarse slags are usually crushed to form a granular aggregate that can then be used in concretes, fills or, in the present context, in compacted fills for construction processes. As the fines are generally cementitiously active (see below), the resulting graded aggregate can slowly self-develop a weakly bound structure (a little like a weak concrete) with some tensile strength if given some hydration.
Due to their rapid cooling and chemical make-up, coarse slags may not be stable. The slag formed in converting iron into steel can, depending on the process used, suffer from instability. Linz-Donawitz process steel slag is a case in point. The hydration products of lime or magnesia may occupy more space than the chemicals from which they formed causing localised swelling of coarse ash particles and, hence mass swelling of compacted slag. An alternative explanation is to do with the reactions between lime, phosphorus or other chemicals (which are in the slag as a result of its origins) and the silicate minerals that make up the mass of the slag. Yet another reason could be transitions from high temperature-to low temperature-forms of dicalcium/tricalcium silicates (or the transition from the tricalcium to dicalcium forms), the high temperature forms being ‘locked in’ due to the rapid cooling of the slag into a glass form and which must now revert to a low temperature form, which requires expansion (and hence cracking) of coarse particles. Probably, all these reasons are true for some slags in some circumstances and the exact reason will seldom concern the constructor planning to use slags. But that constructor must be aware of the possibility and make due allowance. Readers with a desire to educate themselves further on steel slag swelling can refer to Verhasselt and Choquet, 1989 and Champion et al., 1981.
‘Due allowance’ will certainly necessitate use of a coarse slag that has been crushed to the desired grading and then left to weather, probably for at least six months. Crushing should not be performed just prior to use, as this would release newly exposed lime, or magnesia, that had not weathered. This might then permit the very swelling in the construction that the weathering was designed to allow to complete. ‘Due allowance’ may also mean allowing individual coarse particles to expand and crack causing local blemishes (which may even be architecturally attractive) and to allow for some mass expansion (by no more than around 3–5% by volume).
When fine slag particles are under consideration, it is no longer expansion that is the issue of relevance, but their binding ability. The activity of such slags depends both on their chemical make-up and on their fineness. Fine material has a large surface area per unit of mass. As the slag is a solid, the chemical processes of hydration and cementation have to take place at the surface of the solids. Therefore, the finer the slag, the greater is the surface area for the same mass and the more active the slag becomes.
Many slags have residual quicklime (CaO) or its hydrated form, calcium hydroxide, in them. Such materials, when fine grained, can be self-cementing in the presence of water alone. Other fine-grained slags need lime to be added so as to initiate the reactions that develop cementation. Given the wide range of possible slags available, it is not possible to list all possible candidates that have these binding properties, but a few are well known.
Ground granulated blast furnace slag (ggbs) is formed by the grinding to a fine powder of quench-cooled slag formed in an iron-making blast-furnace. Although its binding action may be slower than conventional cement (as are most slag cementation reactions), it can be as effective, or even more effective, in the long term. ‘Long term’ might be more than one year. ggbs is often used as a partial cement replacement to reduce flash curing of pure cement, to extend the durability of concrete, to lower the permeability of the concrete to water and to reduce the opportunity for sulfate attack on the cemented phases.
Silica fume is a by-product of the production of silicon and ferro-silicon alloys. Extremely fine-grained (the particles have a size approximately 100 times smaller than those in cement), it has a very large specific surface area. Not only does this make it somewhat pozzolanic when activated by lime and water, the fineness means that it can effectively block the pores in a granular material, thereby reducing water permeability and the diffusion of chemicals in water.
7.3.2 Ashes
Ashes arise from incineration either of fuels (a fairly controlled source) or from waste (a fairly uncontrolled source), particularly municipal solid waste (MSW), which is burnt so as to reduce its volume prior to landfilling, and to retrieve the energy of combustion. The two will be considered in turn.
Combustion by-products (fba, pfa)
When coal is burnt to produce electricity, three solid residues may result. The clinker falls through the grate, is cooled (often by water quenching) and is then crushed to form furnace bottom ash (fba). Compared to conventional crushed rock aggregates, this material has a lower density, more uniform grain size (it is light on fines and, typically doesn’t have the largest particles) and weaker particles. Because of its open grading, it doesn’t readily compact into an adhering mass, so it is normally used in a cemented mix. Lightweight concrete blocks typically have fba as a major component, for example. Given the ease with which it can be used to make such blocks, it may not be freely available for purchase, all or most of the production having been committed for such uses.
The second product of burning coal is the so-called fly ash, or pulverised fuel ash (pfa). This is the smoke component; ash that is carried up the chimney in hot flue gases. To prevent atmospheric pollution this ash is trapped by electrostatic precipitators and/or filters and sent to an external heap or lagoon where it is allowed to weather. The ash is fine grained so, rather like ggbs, it has pozzolanic properties though it may contain insufficient lime to be self-cementing. It is an important component of most commercially available cements as it acts to prevent rapid hardening yet provides cementing properties. Thus it becomes a benign dilutant of conventional Portland cements. pfa has great potential as a binding agent when activated by lime and is a prime candidate for amending compacted materials that have low fines and/or are in need of some cementation action. By itself, this cementation action will be rather slow, but it can easily deliver strengths as great or greater than can conventional cement binders given sufficient time (e.g. 1 year).
pfa is readily available in countries that generate power from coal combustion, although this is usually limited to areas close to the power stations. However, the type of pfa does vary quite a lot from one power station to another depending on the type of coal being burnt and the particular furnace arrangements that are in place there. Two classes of pfa are commonly defined – Class F and Class C. Class F, coming from the combustion of older coals, has less than 20% CaO and is pozzolanic but not self-cementing. Class C has more than 20% CaO and is pozzolanic and, often, self-cementing.
The third product from coal combustion is obtained in those power stations that practise flue-gas desulfurisation. This is the subject of Section 7.3.3.
Incinerated waste residues (incinerator bottom ash, incinerated sewage sludge ash and paper sludge ash)
Municipal solid waste is often incinerated in preference to landfilling. Like the combustion of coal, it results in a bottom and a fly ash. Unlike coal, the fly ash is not usable due to high levels of dioxin (a carcinogen), so this must be landfilled. However, the incinerator bottom ash (IBA) is not affected and may be used. It is cooled (typically by quenching with water) and then left to weather. Remaining contamination concentrations typically decline significantly due to leaching, biological action and chemical activity during this period. Economically valuable components are separated (mostly iron-based components that can be magnetically separated) and the remaining material is crushed to provide a broadly graded aggregate. This material is not usually pozzolanic, but can be readily cemented to form a weak (or strong) concrete. In broken or compacted faces it often has a certain attractiveness due to colourful components such as broken pottery, pieces of brick and glass, melted aluminium and crushed metal fragments. IBA has the advantage over many materials that, due to its origin, it is available near centres of population where construction needs are greatest.
Lower volumes of other incinerated materials are also available. Incinerated sewage sludge ash (ISSA) is also available near centres of population though environmental restrictions may hinder its beneficial reuse as heavy metal concentrations can report to this ash stream. This should not be an issue in dry applications. ISSA is of low density and high water absorbency so has the potential to be used to reduce the mass of construction and help to moderate ambient moisture levels inside buildings.
Paper sludge is a by-product of the recycling of post-consumer paper and card. It contains cellulose fibres, kaolin and calcium carbonate (both are used as fillers in paper) and residual inks and sundry chemicals. Due to its high organic content, energy can be extracted by burning it leaving behind an ash (paper sludge ash, PSA) with reactive silica and alumina and lime (CaO). Therefore the ash is usually pozzolanic and may have the ability to be self-cementing. It can therefore be used as a cement replacement in a similar manner to ggbs (see Section 7.3.1 above). Further details may be found in Dunster (2007).
7.3.3 Flue gas desulfurisation (FGD) gypsum
The flue gases from coal burning contain sulfur dioxide, a gas that reacts with rainwater to form acid rain. To prevent this, a number of power stations across the world have installed flue gas desulfurisation equipment. In the vast majority of cases this involves spraying either lime or limestone (usually in a wet slurry form), producing calcium sulfite. Once oxidised and hydrated it will form calcium sulfate (Ca2SO4. H2O), otherwise known as gypsum. Commercially, such material is used to produce building plaster (calcined gypsum) and plasterboard (dry walling).
Calcined gypsum reverts to regular gypsum on the addition of water; hardening and binding in the process. Thus, it may be added to compacted granular material as a binding agent. Commonly, it has been used with fly ash and lime to form quite strong materials, albeit with a slower rate of strength gain than is usually seen in Portland cement-bound mixtures. Swelling of such combination materials by a few per cent can occur and constructors need either to check and adjust the mix design (usually by controlling the amount of lime) or use it in such a way that the swelling can be accommodated.
7.3.4 Cement kiln dust (ckd)
High temperature kilns are used to convert the ingredients of Portland cement into the cement clinker that is then taken away and crushed to make powdered cement. During the operation of the furnace, solid particles are carried away in the flue gases, trapped and collected. Similar to cement (and already in powder form as it can be carried by the flue gases), this cement kiln dust (ckd) differs from cement in a number of ways.
Firstly, full combustion/alteration of the solids to cement has not yet been achieved – meaning that the free lime content will be higher than with conventional cements. For this reason it makes a good clayey soil-binding agent, acting somewhat in an intermediate way between Portland cement and lime. Secondly, it tends to contain much higher proportions of chloride and sulfur than does cement. Reactions with this sulfur can lead to swelling problems if mixed with some soils and kept moist as ettringite formation then becomes possible. (Ettringite is a calcium aluminium sulfate mineral that occupies considerably more space than the minerals from which it forms, due to the needle-like shape of its crystals, which may force apart the material surrounding them if it forms after the material has initially stabilised. This action can cause bulk expansion of a compacted and stabilised assembly.)
7.3.5 Recycled construction and demolition debris
In metropolitan areas, reconstruction and redevelopment generates large volumes of demolition debris. New construction also generates its own waste (e.g. from over-ordering, off-cuts, damaged pieces). Four main types of demolition waste are now described.
Recycled concrete aggregate (RCA)
Recycled concrete aggregate (RCA) comes from demolition of Portland cement concrete. Given that the original concrete might have been strong or weak, dense or open graded, fresh or weathered, then the aggregate’s pieces can be expected to vary similarly. If the RCA comes from a central recycling plant the consistency will have been addressed, to some extent, by blending of materials from different sources. If the material is coming from an on-site crushing plant then it will reflect more directly, and more immediately, the type of concrete being crushed.
The crushing process produces agglomerations of the original concrete’s aggregates with adhered mortar. These agglomerations are, typically, more angular than conventional aggregates. Also the crushed concrete will produce fines from the mortar element, the amount being controlled to a large extent by the strength of the original concrete. Thus high-strength concrete will typically crush to produce very sharp, even lance-like, blade aggregates with low proportions of fines, whereas the weakest concrete may crush to produce almost the original coarse aggregates plus a large proportion of fines made of the old mortar. In the crushed mortar component, be newly exposed. The effect of this will be a slow strength gain as this cement starts hydrating either with water that has been deliberately added, or with water attracted hygroscopically from the surrounding environment. Thus RCA is, to some degree, a self-cementing material with RCA from strong concretes (those with high cement contents in the original mix) often exhibiting a higher self-cementing ability.
Recycled brick
Like recyclate from Portland cement concrete, the quality and characteristics of recyclate from old bricks depends a lot on the strength of the bricks. High-strength (‘engineering’) bricks can produce reasonable aggregates, but softer bricks will generally produce a higher proportion of fines in the mix with less flaky coarse pieces. Lower quality bricks usually have water absorbing capabilities, especially when broken to reveal more open faces. They may, therefore, be unsuitable for use in external walls in wet or humid situations. On the other hand, derived materials may be used beneficially in internal walls to help passive air conditioning. Stabilisation of some kind will probably be needed as bricks do not have pozzolanic or self-cementing properties when crushed. The colour of the old brick may be architecturally attractive.
Some suppliers blend mixtures of RCA and crushed brick. This can have many advantages. The self-cementing activity of the RCA fines are available to improve more aggregate; the low fines content of some RCAs is rectified by fines from the brick, making a more stable and integral blend; the poor mechanical performance of the crushed brick is addressed; and the volume of good quality material is increased. The resultant material may also have a better appearance due to the mixing of particles with two colours.
If the brick (or concrete) is coming from a plastered building, it is important to control the gypsum plaster components. Sulfate reactions with pozzolans and cement will produce weaker and/or delayed bond strengths and may lead to swelling problems (see Sections 7.3.3 and 7.7.2) although benefit can, with care, be extracted from such mixes (see Section on ‘Gypsum from waste plasterboard’). Figure 7.3 shows the use of coarse demolition waste, largely brick, into a compaction, gabion-enclosed wall. Note the careful positioning of some painted elements from the demolished source.

7.3 Wall made of coarse compacted demolition waste in gabions (photo reproduced by kind permission of www.gabionbaskets.net).
Recycled aggregate
Conventional aggregates can be recycled quite readily, either directly or by crushing of old, large aggregate to form new, smaller aggregate (e.g. size reduction of rail track ballast). The quality of such materials depends a lot on the source and on the processing. Most specifications allow up to 1% by mass of extraneous material (plastic, wood, etc.) to allow for contaminants that have been picked up during previous use or the reclamation process. Although 1% by mass may sound small, plastic typically has a solid density 3–4 times smaller than that of the rock-forming minerals, so a 1% ratio by mass may indicate a 3–4% ratio by volume.
Because of the processing needed to collect and, probably, clean old aggregates, recycled aggregate can be low in fines unless these are specifically added. Therefore effective compaction may require manipulation of the grading and/or the addition of a binder.
Reclaimed asphalt planings (RAP)
Reclaimed asphalt planings (RAP) are obtained when an asphalt pavement is cut prior to resurfacing or other rehabilitation. The material will, typically, be granular, formed of agglomerations of old aggregate and asphaltic mortar, but with almost no fine particles. When compacted the bituminous content allows the agglomerations to deform and engage with one another, resulting in an overall material that has some of the properties of an aggregate and some of an asphalt concrete. Thus the compacted RAP will exhibit some viscous behaviour (deformation under long-term loading, increasingly so in warm conditions) and some tensile strength capacity. This strength requires the material to be well compacted (to promote good contact between stones and old binder) and may need time and a little deformation (creep) for full development because the bitumen’s viscosity resists the rapid application of load by, e.g., vibratory compaction. Warmth will aid this process (again, an effect of the material’s viscosity).
One implementation of RAP in buildings is the ‘Bitublock’ concept (Forth et al., 2004, 2006 and 2010), in which RAP is compacted into brick-sized blocks and then hardened to resist creep by heating to a high temperature (≥ 200 °C) and, if possible, a raising to a high air pressure. Temperature and pressure accelerate oxidative hardening, which limits subsequent creep behaviour at normal temperatures and pressures. Forth et al. (2006) experimented with the inclusion of pfa, fba, MSW-IBA, glass cullet, steel slag and ISSA in ‘Bitublocks’ reporting that successful mixes were possible for all of these additives. Interested readers are referred to those papers for further details.
Often recycled planings are combined with recycled aggregate due to a full-depth removal of an old highway pavement. Re-compaction of such material leads to a granular material with some colour texture given that the RAP element is almost certainly much blacker than the rock aggregate evidenced in the other large particles.
Gypsum from waste plasterboard
Large amounts of waste plasterboard (drywall) are obtainable from demolition and construction off-cuts. This gypsum from plasterboard/drywall can be mixed with ggbs and ckd to make an effective sulfate-activated pozzolan that is self-cementing (Claisse et al., 2007 and 2008; Sadeghi Pouya et al., 2007). Such use is relatively new and, like all binders involving several components, some experimentation is needed to determine which proportion of each component is optimal. As with other pozzolans, strength gain of this HBM is slower than with Portland cement.
7.3.6 Processed, post-consumer solids: tyres and glass
There is a wide range of post-consumer residues, but only two are described here in any detail, being those that might be found in many locales.
Rubber
Rubber from car and truck tyres is a major material because landfilling of old tyres is either forbidden or strongly deprecated in most jurisdictions. Thus uses must be found for old tyres. One process is to separate the rubber from the carcass of the tyre (mostly fibre), such that the rubber is in the form of crumbs. These crumbs can then be treated as a sand-sized material and added to aggregate or soil to form mixes with modified thermal properties (more insulating) and reduced densities. The structural success of such composite materials depends a lot on the degree of integration that can be achieved. In Portland cement-based mixtures it is difficult to achieve a good bond between highly compressible rubber and relatively inflexible mortars. In soil-based mixtures the adherence may be better.
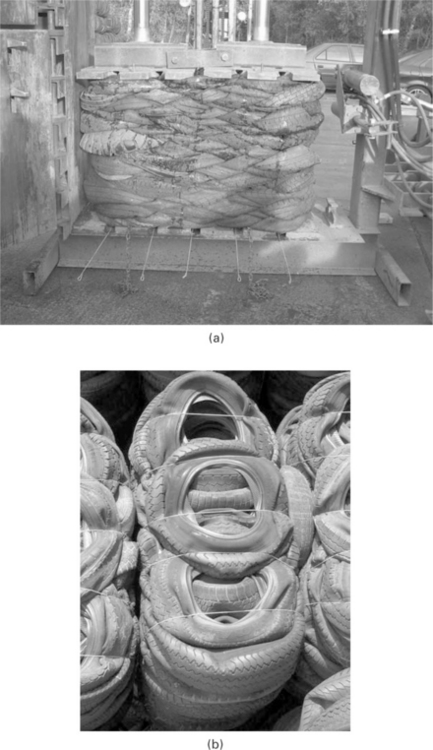
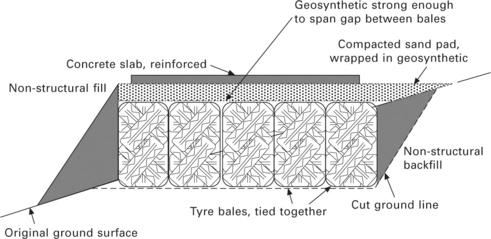
Rubber is also available as shreds that are formed by chopping the tyre into many small pieces. These are more difficult to integrate into mixtures but can be bagged or used gabion-style. The ultimate is to bundle whole tyres into bales, held and compressed together with steel bands (Fig. 7.4). These bundles have a very high insulation ability once covered and are of low density, but covering them needs special consideration as the relative movement between one bundle and the next tends to cause localised cracking in any cover. A particular use is as an insulating and lightweight sub-floor fill used to bring ground level up to a desired height without imposing much additional ground stress (that might promote settlement of the ground). In such use a reinforced cover slab is needed so that small rocking and lateral movements of the bales relative to each other can be accommodated (see Fig. 7.5).
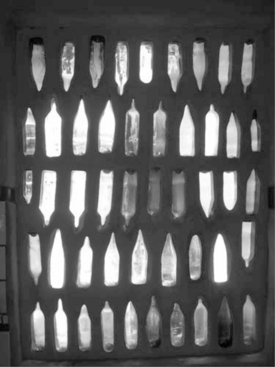
Glass and glass cullet
Glass cullet from the crushing of post-consumer glass is readily available in urban areas. It can be added in small quantities (probably < 20%) into many mixes, but its smooth surface means that it is difficult to achieve a good bond with the surface. Glass dust is a hazardous irritant, so appropriate health and safety precautions must be taken (see Section 7.4.3). Residual sugars on glass may also delay hydration of Portland cement and hydraulic binders. Use of intact glass bottles is a relatively easy and effective means of putting light-passages into compacted walls and has attracted several architects although usually in Portland cement concrete rather than in compacted materials (e.g. Hundertwasser – see Fig. 7.6).
Other discarded materials
Coir (the waste fibre from the hulls of coconuts) and rice husk ash are locally available in some countries and could be applied as reinforcement and a pozzolan, respectively. In all probability there are particular sources near most centres of construction that could be exploited given information and, perhaps, incentives.
7.4 Characteristics of alternative and recycled materials
Of course, the characteristics of each alternative material is heavily influenced by its origin, make-up, form, chemistry and content. However there are a number of properties that should be assessed, either by specific testing or by review so as to limit risks and to ensure that as complete a view of a candidate material is achieved as is reasonably possible.
7.4.1 Mechanical
The strength of an alternative material rests on the same items as does the strength of a conventional compacted material – strength of particles, compacted skeleton, pore suction characteristics and strength of any binder. Many of the alternative binders available typically in the short term produce materials with low tensile strength, although with time (which may be several months or even years) the strength may increase to rather high values, e.g. HBMs, see Section 7.5.2. Strength developed in this way typically involves a less brittle bonding action so the resultant mass is more ductile than a conventional compacted mass that is bound with Portland cement. Compressive strength is the result of all the factors of the mix acting in composite, so the binder’s properties are only one aspect to consider.
Conventional compacted materials may have been made with a feed that had a particular particle strength requirement. With alternative materials this is not possible – the feed is whatever it is! So it is entirely possible that weakness in a compacted material made of an alternative material is a result of low particle strength. The only way to deal with this is to amend the grading to a denser one in which stress is carried through the compacted mass by more particles and more particle contacts. Then individual particles are not so highly stressed under the same external loading and particle survival is greater.
7.4.2 Thermal
Most alternative materials will not exhibit thermal properties that are distinct from those of conventional materials. However, the inclusion of significant amounts of rubber could reduce thermal conductivity and thermal mass, leading to better insulation properties but reduced thermal mass (and, hence, building temperature stability). Steel and other metalliferous slags are somewhat more conductive but, in particular, tend to have a much higher specific gravity than conventional aggregates. For this reason they can improve the thermal mass considerably whilst occupying the same volume as would a conventional material.
7.4.3 Health and safety
All bulk compacted materials, whether soil, aggregate or an alternative material have handling and dust issues that must be plans. For some alternative materials, the dust generated during handling and compaction could have specific respiratory or even carcinogenic risks. For example, crushed demolition waste could include asbestos contamination if correct procedures have not been observed in the demolition process. To overcome this an approved and documented demolition plan should have been followed. Glass cullet and ISSA can produce irritant dusts that should not be breathed in. Damping of glass cullet will helpfully reduce dust generation to a great extent as an additional strategy to the deployment of personal protection equipment (PPE). Crushed high-strength concrete and glass cullet are two materials that can easily cut the skin, so appropriate PPE to protect against this would be required for such materials.
The high alkalinity of many alternative materials can cause skin burns. Even more concern is associated with the highly active, high pH, fine-grained materials. These often contain, or behave similarly to, quicklime (CaO). This material is highly hygroscopic, undergoing exothermic reaction as it hydrates. Therefore breathing in its dust will burn the lining of the lungs, eyes and mouth as it draws water out of, and heats, the surfaces of the body that it comes into contact with.
A few sentences on health and safety matters cannot be complete given the vast number of alternative materials that are available. Instead, this section is included to highlight the need to make a proper risk assessment of any material that is considered and, especially, to make a thorough assessment where there is no previous history of this material being used. Not only does this advice extend to entirely new materials, but also to new mixtures of known materials. Sometimes the unexpected occurs when materials are used in a new combination. Only a clear risk assessment will reveal this.
As a counter to this somewhat negative aspect, most alternative materials are no worse than, and can even be preferable to, conventional candidate materials. Understandably, but largely without warrant, natural materials are often considered ‘good’ simply because they are natural and, when compared to alternative materials, they receive relatively low levels of attention as regards health and safety and environmental impact (see the next section).
7.4.4 Environmental
Not only are humans at risk during construction in the ways just mentioned, but there may be continuing risks to people during the service life of the object made with the compacted material. Strategies may need adopting to prevent dust or sharp particles from impinging harmfully on the users of the construction into which the material has been incorporated. There may also be continuing risks to the environment that need to be checked. The chemistry of a compacted material may be an issue (and not only for an alternative material) if it is possible for the compacted material to become wet, and for water to wash contaminating species from its surface or if water will seep through it and wash them out. This is discussed further in Section 7.6.8.
Two other environmental issues of concern are combustibility and radiological activity. Few compacted materials will be combustible. Indeed they are mostly very inert and resistant both to flames and to heat. In most applications the thickness necessary to provide thermal and structural capacity means that fire action will only affect a thin surface. There may, however, be a few alternative materials – e.g. those containing rubber – that may need special fire-resistance consideration. Radiological hazard is of concern with some incinerator ashes. The burning process tends to mean that the heavy atoms of radionuclides report to the bottom ash. Thus a bottom ash may only represent 5% of the mass of MSW introduced to the incinerator, but may contain almost 100% of the radioactive fraction introduced. In this way, the incineration process acts as a radionuclide concentrator. Construction materials made of large volumes of such a residue would then have a radioactivity somewhat higher than is found in conventional materials although still very low. However, it might then be necessary to restrict use of the resulting construction material to places where people will not be in close, long-term contact. So its use in a warehouse would be acceptable whereas its use in a domestic residence would not.
7.5 Form of recycled and alternative materials: bulk or binder
The materials being considered in this chapter may be used in two ways – as a bulk material, replacing the earth that would have been compacted to form the construction, or as a low-volume additive to the earth to aid with binding. Thus, although the bulk of this chapter considers the bulk usage, alternative binders may have a greater routine application. As already mentioned in Section 7.1.2, binders can travel in a way that bulk materials cannot. As most soils contain some active silica, they can be pozzolanically stabilised by the addition of lime or other hydroxide-rich material – like pfa or ggbs. Increased activity can be encouraged by the fineness of the additive and the addition of other pozzolanic elements in the additive. Only testing can determine how strong, how rapid and how reliable such blends of unconventional binders with conventional earth or aggregate may be, but the example of a conventional aggregate with fly ash, lime and gypsum (see Fig. 7.7) illustrates the immense potential of such binding agents.
7.5.1 Treatment
From the foregoing it should be apparent that many alternative materials can be handled and compacted very much in the same manner as conventional materials. Where they need added strength, then the same binders can be added as for conventional cases. One common difference is that many alternative materials have a pozzolanic or even a self-cementing capability. So, for these materials, it is often sensible to see if blending of conventional and alternative source materials will produce a better result than either by themselves.
Blending can deliver significant improvements, but it can also cause problems. Inappropriate combinations can cause materials to swell as they hydrate or place chemicals together that will react in the medium term to cause a material to degrade. Other combinations might hinder the binder action of the pozzolan or cement. Alkali–aggregate reaction is well known in the Portland cement concrete industry. Ettringite formation, as mentioned in Section 7.3.4 (causing volumetric swelling and disruption of the material’s fabric) can be a problem when lime-based bonding is employed. Most of these degradation processes need water to allow the reactions to proceed, so are not an issue in dry usages. Blending may also hinder maximisation of the benefit that can be obtained from the material when the construction is demolished and it must, in its turn, be recycled (see Section 7.10).
7.5.2 Age-related aspects
The development of early versus long-term strength (see Sections 7.3.1 and 7.4.1) is a key aspect of many materials with alternative binding action. Figure 7.7 shows some illustrative data for some laboratory mixtures. Note that the cement-bound material has the highest strength at 7 days and just maintains this advantage at 28 days. However, beyond this age it hardly gains any further strength, whereas the mix with the lowest early strength has almost the same strength at one year and looks as though it will continue to gain strength thereafter. The strongest mix (probably too strong for the applications considered here) is almost three times stronger than the cement-base mixture and seems likely to gain even more strength.
For those materials with a slowly developing strength, design needs to allow for this. Conservatively, one could design for all loadings based on the early strength, but this might result in very uneconomic and/or bulky solutions. Therefore a two-stage design may be more appropriate – with self-weight and construction loads being assessed against a short-term strength assessment, while full, in-use, live loadings (including extreme wind and snow) are evaluated against longer-term strengths.
In the long term, carbonation of calcium hydroxide in Portland cement paste and in many of the alternative binders can be anticipated, especially those low in fines where large voids will allow the movement of carbon dioxide through the compacted mass. Carbonation will probably cause a small increase in strength and stiffness though will also make the material a little more brittle. It shouldn’t cause deterioration of the material unless it contains corrodible steel.
Because strength gain can be slow (see Section 7.2.2 and Fig. 7.2), water might be required over a longer period than for materials bound with conventional Portland cement so that full hydration can take place. This, combined with the slow strength gain, may require temporary supports and moist conditions to be provided for a longer period than in other cases. This may have implications for construction sequencing and, in some cases, may mean that an alternative material has to be dropped from consideration for pragmatic, rather than technical, reasons.
7.6 Leaching
7.6.1 Mechanisms
Almost all chemicals, if at sufficiently high concentrations and in an environment intolerant to them, can be considered to be pollutants. Thus a limestone-based material may leach calcium and carbonates at relatively high concentrations that could be considered pollutants where the local water (in the ground or in a nearby drainage ditch) is naturally acid (e.g. in a heathland). In the present context, the leachate chemistry of a compacted material can only be of issue if the material could become thoroughly wet. Mere wash-off from a surface (e.g. from rain impact) cannot generate significant leachate (though it might be of concern from a solids erosion point of view).
With most alternative materials, the concentration of contaminants that can be liberated, even when saturated and water is made to flow through the compacted bulk, is small. In the case of materials that have been through a high-temperature process with rapid cooling this can be because contaminants are locked up in glassy mineral phases and are not, therefore, readily leachable. Furthermore, they may not be very soluble at the pH level engendered by the mixture’s composition or at the pH of the leaching water.
7.6.2 Species
The leachate quality is, of course, dependent on the contaminant in the source material. So slags tend to have high metallic contents – the exact species of chemicals being dependent on the source – although they may not be very available to water in the vicinity. Aluminium, arsenic, barium, boron, cadmium, calcium, cobalt, copper, iron, lead, lithium, magnesium, molybdenum, potassium, selenium, sodium, strontium, tin, vanadium and zinc are more or less commonly studied with nitrate, nitrite, sulfate, sulfite, chlorine, fluorine and ammonia anions also being commonly measured.
Organic species should be considered when organic materials such as ashes (e.g. fba, pfa, MSW-ISA, ISSA), coal mine waste or tyres are being considered. Total organic carbon and total inorganic carbon are usually measured where the source has a carbon element. More specific organic molecules may sometimes be investigated – usually because those particular compounds are known to be of concern with a particular source material.
However, the species in leachate do not only depend on the source chemicals in the materials through which water seeps. Speciation is also affected by pH, contact time, solubility of the species and many other factors.
7.4.3 Pathways and receptors
If the compacted construction material is a source of contaminants this is of no concern until those contaminants move and arrive at a place, person, plant or animal where they are unwelcome at the concentration upon arrival. Thus we need to know the pathway of any movement of the contaminant – and any changes in contamination as it travels that pathway, and we need to know the tolerable levels at the receptor. For most purposes the receptor is defined as a body of water (stream, river, lake or groundwater) and the tolerable concentration is defined either by a value set in some regulation or by a site-specific value set after a and condition of the receptor. In practice, we expect most contaminants not to experience an increase in contamination concentration as they move down the pathway but, probably, a reduction due to various attenuation processes in the pathway (such as sorption and bio-degradation). This being the case, an assessment of these processes is usually able to demonstrate that the concentration on arrival at the receptor will be satisfactory.
7.6.4 Assessment
Levels of chemical species in leachate resulting from chemical leaving the compacted solids and moving into water that is adjacent or seeping through the solids can be assessed by simple batch or tank leaching test (e.g. the US TCLP test (EPA, 1992) or the EU shaker (CEN, 2002b) or monolith (CEN, 2002a) tests). These tests give an index of leachability that is usually well in excess of that which can be expected in situ because of their intensity (i.e. the degree of interaction between solids and water in these tests is unlikely to be experienced in situ). Taking into account the lack of saturation that most construction sources will experience, the lack of agitation with water as applied in the tests as well as the pathway and receptor issues described in Section 7.6.3, then even if the concentration leaving the compacted material is indicated by the laboratory test as being excessive, then processes of (e.g.) sorption in the pathway may be sufficient to reduce contamination to satisfactory levels. Then, as part of a risk assessment exercise, it may be a relatively simple matter to demonstrate regulatory compliance. It is worth noting that application of these tests to conventional materials could often produce an excessive reading, so it is worth making comparison between the behaviour of a conventional and an alternative material if any test readings from the alternative material initially suggest a problem.
Most assessments need to be site-specific – both the sensitivity of the receptors at the site and the conditions under which the construction will be called to operate have an influence on defining acceptability. Thus, if used in an industrial or commercial setting where the water will have atypical pH or chemical make-up before encountering the compacted material, assessment would need to take this into account as well. Similarly, the concentration of a chemical species in a leachate might be acceptable where the ground or surface waters are already contaminated, whereas the same concentration would be unacceptable near a river used for fly-fishing.
7.7 Physical and mechanical properties of alternative and recycled materials
For the most part the same physical and mechanical properties are of relevance as for conventional compacted materials. However there are some specific properties that may be of relevance to alternative materials that seldom have to be considered for conventional version, so it is these that are considered in this section.
7.7.1 Properties to be considered
Swelling is a particular feature of some alternative materials due to the complex pozzolanic and sulfate interaction reactions that may continue, slowly, for a long period after compaction. Depending on the application, it may be easy or impossible to make allowances for future swelling. Creep is experienced in materials with a visco-elastic component – principally mixes with a significant RAP content. Creep will be greater in hot climates (or high temperature indoor conditions) for these materials. Limited creep can, again, be allowed for in many designs, but like swelling, if the amount is large modification of the mixture’s make-up should be made to reduce the magnitude of the problem. Forth and co-workers (e.g. Forth et al., 2010) proposed specific curing regimes to remove creep in blocks of RAP (see section on ‘Reclaimed asphalt planings (RAP)’). Delayed curing, and the conditions to encourage its completion have already been mentioned in Section 7.5.2.
7.7.2 Testing specific to alternative materials
Standard materials tests are available to assess both swell and creep. Swell (ASTM, 2008) may be assessed either by measuring the amount of surface heave achieved when a specimen is constrained in a cylindrical mould with an open top, or the stress can be measured that is necessary to keep the top of a cylinder in place when a specimen tries to expand longitudinally. The former is more suitable for unconfined situations and the latter better for estimating loads that might be imposed on adjacent, immovable construction elements. Creep (Neville et al., 1983) may be assessed by applying an axial load to an unconfined cylinder of the material in question. As the operating temperature of viscous materials is so important to assess creep, the test should be carried out at an elevated temperature at a variety of representative stress levels to reflect the worst possible conditions.
7.8 The use and reuse life cycle
In order to assess the benefits and impacts of any proposed use of recycled or alternative materials, a life cycle assessment (LCA) could be performed to assess the environmental impacts associated with all the stages of the construction material’s sourcing, production, use and disposal or recycling (the so-called ‘cradle-to-grave’ evaluation). In principle, a LCA can be extended to cover other aspects of value such as economic and social benefits and impacts so as to ensure that decisions yield ‘bearable, viable and equitable’ solutions …. or can be seen to be more bearable, more viable and more equitable than others. Regrettably, some LCAs are becoming little more than evaluation of atmospheric carbon generation (or carbon savings) as governments impose various carbon targets on constructors.
Figure 7.8 presents an illustration of the concept of LCA. First a system boundary has to be drawn – what is going to be included in the evaluation and what isn’t. This decision can have a major influence on the ease of performing the analysis, on the usefulness of the study and on the conclusions reached. Set the boundaries too wide (‘Do I include a relevant fraction of the transport ‘costs’ of the company that supplies the wheelbarrows to the shop from which I got them?’) and the process becomes unmanageable, set them too narrow and so little is included that the results have little worth. However, within the range of sensible choices it is easy to reach a totally different conclusion by selecting different, yet still reasonable, sub-sets of the possible boundaries.
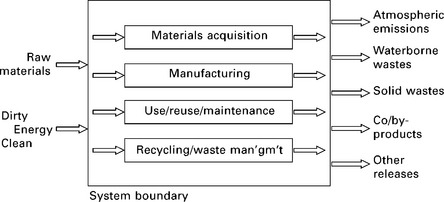
Once the boundaries have been selected, the benefits and impacts of each activity must be evaluated – often using data that are of uncertain pedigree or applicability, at least as far as concerns the particular project or activity being evaluated. Figure 7.8 imagines that four major process areas are evaluated (inside the central box) from project start until recycling of the construction with some ‘cost’ being associated with the inputs being consumed (on the left) and more ‘costs’ being associated with the emissions on the right. Repeating this calculation for different recyclates allows the preferred option to be selected and its impact evaluated. The detailed process for evaluating greenhouse gas emissions is set out in the UK specification, PAS2050 and in ISO 14064. More generally the LCA procedure is set out in ISO standard 14040 (and associated documents).
7.9 Future trends and conclusions
Recycling is not just about the use of what would otherwise be waste and by-product materials, nor about the best environmental use of such materials. It must also consider the potential for re-use of the present construction once that ceases to serve a useful purpose – the basis of the so-called ‘cradle-to-cradle’ – see below. When the next generation comes to build, they ought to be able to take our generation’s building materials and use them to make their own. Most of the materials mentioned in this chapter (as well as the primary materials mentioned elsewhere in this book) should be amenable to such recycling/reuse, but persistence will be needed to ensure that they are, indeed, reused at the same level.
As mentioned in Section 7.1.3 of this chapter, reuse of materials has often been into lower value uses in the past. Clearly it is beneficial to maximise the use, but the ‘cradle-to-cradle’ concept (C2C) goes beyond this and says that reuse must be to at least the same level of use. C2C proposes that the eco-efficiency idea (‘doing more with less’) is ultimately a negative activity (albeit not as negative as traditional resource consumption) because we ought to be doing everything with what we already have. Instead, C2C goes further and includes three key principles, only the first of which has so far been discussed in this chapter:
1. waste from one activity becomes the resource for something else
2. solar derived energy needs to be used to meet energy needs
3. biological, cultural and conceptual diversity have to be promoted and combined.
The second of these principles is included to ensure that the full cycle of the construction, use, demolition and reconstruction can be performed not only without any new raw material consumption, but also without degrading the planet’s energy resources in order to save its construction resources. The third is included to ensure that the construction materials aren’t sourced at a net human and ecological cost. Thus C2C doesn’t permit benefit in one sphere to be achieved at the expense of another sphere. Clearly such concepts go well beyond what can be adequately covered in this chapter so readers are pointed towards the C2C source book (Braungart and McDonough, 2002).
Several of the materials described in this chapter envisage a blending of materials, but this could make the process of recycling more problematic – for example a glass cullet fraction might limit the recycling processes that could be applied due to health problems with generation of dust. Use of rubber in a mix might limit the possibility of a recycling process involving heat. In practice, there seem to be few problematic issues of this kind as there are usually common, practical recycling processes that can be applied without causing such problems. However, it is necessary to consider each candidate materials in detail so as to ensure that its ultimate reuse at an equal (recycled) or higher (upcycled) performance level is not compromised by decisions taken at the present.
In this chapter, only the materials have been considered. However, no practical use can limit consideration to the materials. The materials of which the building is constructed have immense impacts on the energy consumption, human scale, environmental fit, etc., of the building during its life. In many cases the scale of these factors is orders of magnitude larger than those of the issues involved in the materials themselves, even when considered over the whole life of the building from cradle-to-cradle. It is no benefit to use a recycled material that saves money, energy, raw material resources and human effort and then produces an expensive-to-operate, unpleasant, energy-inefficient, high-maintenance building. But such discussion is well beyond the scope of this chapter.
7.10 Sources of further information
There are few (maybe no) sources that address the topic of this chapter for compacted construction materials. The book by Jagadish et al. (2007) contains a little on the topic and much coverage of closely related material. The majority of relevant work in this area is in the area of pavement engineering (where moderate strength materials, compared to structural concrete, are common) and in alternative brick manufacture. Many of the materials dealt with in this chapter are also covered, from a pavement perspective, by Sherwood (2001) though this is a little dated. The UK Waste and Resources Action Programme (WRAP – see www.wrap.org.uk) has an enormous website with reports, case histories, advice and background data on almost every material that might be suitable to make elements of modern ‘alternative-earth’ buildings.
The triennial WASCON conference series (originally ‘WASte materials in CONstruction’, but now ‘International Conference on the Environmental and Technical Implications of Construction with Alternative Materials’) has many relevant papers in it. Web links for these conferences and other relevant publications can be found at the parent society’s website – www.iscowa.org. Another relevant, though newer conference is the ‘Sustainable Construction Materials and Technologies Conference’. These do not have a common website but they can be found via an internet search engine.
7.11 References
ASTM. Standard test methods for settlement and swell potential of cohesive soils. Am. Soc. Testing Materials. 2008. [Standard D4546-08].
Atkinson, V.M., Chaddock, B.C., Dawson, A.R., Enabling the use of secondary aggregates and binders in pavement foundationsTRL report 408. Workingham: TRL Crowthorne, 1999.
Braungart, M., McDonough, W. Cradle to Cradle: Remaking the Way We Make Things. New York: North Point Press; 2002.
CEN, Preparation of eluates by leaching of aggregates EN 1744-3:2002. Tests for the Chemical Properties of Aggregates Comité Européen de Normalisation. 2002. [Brussels].
CEN, Compliance test for the leaching of granular waste materials and sludges EN 12457–3:2002. Characterisation of Waste. Leaching. Comité Européen de Normalisation, Brussels, 2002.
Champion, P., Guillet, L., Poupeau, P., Diagrammes de Phases des Matériaux Cristallins, 2nd edition. Masson, Paris, 1981:244.
Claisse, P.A., Ganjian, E., Sadeghi Pouya, H., Use of recycled gypsum in road foundation construction. Waste and Resources Action Programme. 2007. Report PBD5-002, November. Available for download at www.wrap.org.uk/document.rm?id=4896
Claisse, P.A., Ganjian, M., Tyrer, M., The use of secondary gypsum to make a controlled low strength material Available for download at. Open Construction and Building Technology Journal, 2008. 12, pp. 294–305 www.bentham.org/open/tobctj/openaccess2.htm
Dunster, A.M., Case Study: Paper sludge and paper sludge ash in Portland cement manufacture. A report of the WRT 177/WR0115 project on Characterisation of Mineral Wastes, Resources and Processing Technologies – Integrated waste management for the production of construction material, 8 pp. Mineral Industry Research Organisation/Building Research Establishment/University of Leeds/Akristos Ltd/UK National Industrial Symbiosis Programme, 2007.
EPA. Toxicity characteristic leaching procedure. In: Test Methods for Evaluating Solid Waste, Physical/Chemical Methods. Washington DC: Environmental Protection Agency; 1992:35. [Method 1311, in SW-846 Ch 8.4].
Forth, J.P., Zoorob, S.E., Dao, D.V., The development of a masonry unit composed entirely of recycled and waste aggregates. RILEM Conference on the Use of Recycled Materials in Buildings and Structures. 2004:341–350. [Barcelona].
Forth, J.P., Zoorob, S.E., Dao, D.V. Investigating the effects of curing methods on the compressive strength of Bitublock. ASCE, J. Materials in Civil Engineering. 2010; 22(3):207–213. [March].
Forth, J.P., Zoorob, S.E., Thanaya, I.N.A., Development of bitumen-bound waste aggregate building blocks. Proceedings of the Institution of Civil Engineers. Construction Materials. 2006;159(CM1):23–32.
ISO 14040. Environmental management – Life cycle assessment – Principles and framework. Geneva: International Standards Organisation; 2006.
ISO 14044. Environmental management – Life cycle assessment – Requirements and guidelines. Geneva: International Standards Organisation; 2006.
ISO 14064-1. Greenhouse gases – Part 1: Specification with guidance at the organization level for quantification and reporting of greenhouse gas emissions and removals. Geneva: International Standards Organisation; 2006.
ISO 14064-2. Greenhouse gases – Part 2: Specification with guidance at the project level for quantification, monitoring and reporting of greenhouse gas emission reductions or removal enhancements. Geneva: International Standards Organisation; 2006.
ISO 14064-3. Greenhouse gases – Part 3: Specification with guidance for the validation and verification of greenhouse gas assertions. Geneva: International Standards Organisation; 2006.
Jagadish, K.S., Venkatarama Reddy, B.V., Nanjunda Rao, K.S. Alternative Building Materials and Technologies. New Delhi: New Age International; 2007. [[218 pp] ].
Motz, H., Geiseler, J. Products of steel slags, an opportunity to save natural resources. In: Goumans J.J.J.M., Woolley G.R., Wainwright P.J., eds. proc. Waste Materials in Construction: WASCON 2000. Elsevier; 2000:207–220.
Neville, A.M., Dilger, W.H., Brooks, J.J. Creep of Plain and Structural Concrete. London: Construction Press; 1983.
OECD. Factbook, Economic, Environmental and Social Statistics. Paris: Organisation for Economic Co-operation and Development; 2010. [300pp].
PAS 108, Outlines specifications for the density, porosity and dimensions of tyre bales, Waste and Resources Action Programme. Available for download at www.wrap.org.uk/document.rm?id=3779
PAS 2050, Assessing the life cycle greenhouse gas emissions of goods and services, British Standards Institution. Available for download at http://shop.bsigroup.com/en/Browse-by-Sector/Energy-Utilities/PAS-2050/
Sadeghi Pouya, H., Ganjian, E., Claisse, P.A., Karami, S. Strength optimization of novel binder containing plasterboard gypsum waste. ACI Materials Journal. 2007; 104(6):653–659.
Sherwood, P., Alternative Materials in Road Construction, 2nd edition. Thomas Telford, London, 2001:176.
Verhasselt, A., Choquet, F. Steel slags as unbound aggregate in road construction: problems and recommendations. In: Jones R.H., Dawson A.R., eds. Unbound Aggregates in Roads. London: Butterworths; 1989:204–209.