
Techno-economic analysis and environmental assessment of stabilised rammed earth (SRE) construction
A1.1 Introduction
This appendix deals with a technical and economic analysis of modern stabilised rammed earth (SRE) building and an environmental assessment in the light of this analysis. The analysis deals with the technical ability of these buildings to perform realistically within the confines of current economic parameters. It also deals with how design affects the economic and environmental cost of SRE.
Interestingly, the construction industry in Australia is rapidly adopting the notion of building to reduce environmental cost as well as economic cost. Recent carbon tax impositions will further create an incentive to build using less carbon-extravagant materials and, secondly, to design buildings that result in a frugal use of carbon-extravagant heating and cooling.
As a modern SRE wall builder, I deal with solving technical, marketing, pricing and environmental challenges every day. As such I have structured the appendix to review issues that drive the commercial and environmental realities of the modern SRE construction industry.
Please see below some definitions of acronyms that are regularly used throughout this chapter:
• SRE – In the Australian ‘stabilised rammed earth’ industry the product name is SRE. This is not a product brand in any way associated with the author – it is shared by the entire Australian stabilised rammed earth industry
It should be noted that the earth buildings discussed in this chapter are stabilised using Portland cement. For a detailed analysis of the difference between stabilised and unstabilised earth walls in the context of a techno-environmental impact assessment see Section A1.2.4 of this appendix. The relatively temperate Australian climate calls for vastly different thermal specifications to those in say, Canada or the northern mountain states of the USA.
It should be noted that this appendix describes an Australian approach to the economic and environmental issues pertinent to the earth building industry. In extremely cold climates extensive thermal barriers and vertical steel reinforcing are sometimes required. While the Australian SRE industry uses insulated walling systems, we do not have the extended cold climates that require high insulation to achieve thermal comfort. These (North American) earth walling elements would be considered extravagant given our more temperate Australian climatic conditions.
Furthermore, modern stabilised rammed earth operators in north America use customised ply and timber formwork as opposed to our re-useable manufactured formwork systems and operate with very different business models to those in Australia. The economic and environmental differences between the Australian and north American models are substantial and for this reason we decided to offer an outline of both approaches by way of this appendix for our readers.
A1.2 The technical parameters of modern earth wall construction
A1.2.1 Materials and locality
In the context of both the economic cost and environmental sustainability, the more local the source of base materials for earth buildings the better. In almost all cases, unless the client has an approved quarry on their property, site soil is not useful for modern SRE. There is potential for incorrect materials to be volatile, to heave, to crack and to shrink excessively.
Table A1.1 shows how materials must fit within the specifications of what soil types are useable. Source: Natspec Specification – Stabilised Earth, 2005 www.natspec.gov.au
Table A1.1
Shows how materials must fit within the specifications of what soil types are useable.
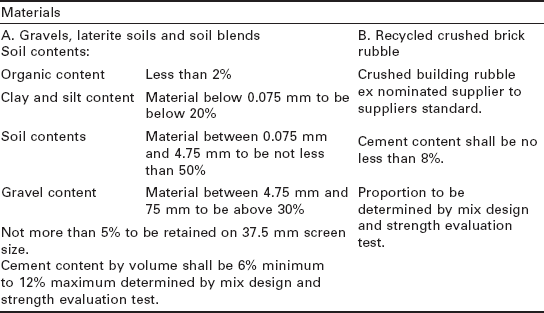
Source: Natspec Specification – Stabilised Earth, 2005
Local earth building contractors have long-standing relations with their local quarries and understand the best material blends for different construction applications. The increasing use of recycled concrete and brick rubble products is a positive outcome particularly for urban projects where recycling crushing plants are often within a few kilometres of the site.
A1.2.2 Site and access
A major challenge for modern earth builders is site access. We are often described as a mobile factory. Base materials are delivered and dumped on site and we need room to store these materials, mechanically blend them and deliver them safely and efficiently to the wall face. Very small urban sites often have little room for dump truck access, mixing pads or delivery of earth to the wall faces. some sites have improbable prospects for the use of SRE. similarly, steep sites with multiple levels of concrete footings and slabs can provide enormous and expensive challenges in terms of access and safety.
We are often asked why we don’t use mobile mixing plants and elevating machines on small sites instead of our current skid-steer loaders, which may appear to require more room. The answer is economic. The cost or hire of specialised machinery is prohibitive given the scale of most small urban projects. Pumps, conveyors and pug mill mixers are expensive pieces of equipment that need to be financed, serviced and freighted using heavy haulage. They make the process more capital extensive, environmentally extravagant and thus less affordable. This doesn’t eliminate the use of earth building in small urban areas or steep sites, but the cost of the walls is inevitably more than on larger, level and more accessible sites. Accessing very high wall sections or walls that have steel portal frames or steel cages obstructing formwork and rammers can make an otherwise efficient system slow down to a less affordable pace. Consulting with earth building contractors early about site access in the design stage can result in positive economic and consequently environmental outcomes.
A1.2.3 Designing to suit the earth building technology available
There is a balance between designing SRE walling for sensible outcomes and for extravagant outcomes. By sensible we mean design that takes into account the building shape, construction access and structural parameters that are sympathetic to the available formwork and construction system. By extravagant we mean buildings with wow-factor budgets but little regard to the buildability of the project. These ‘build at all cost’ projects can have side benefits for the industry by ‘pushing the envelope’ with new technology, but more often than not result in very complicated one-off formwork construction, tedious use of labour and an extravagant use of materials.

The balance between frugality and extravagance in construction is a moral dilemma that should be faced by all architects and clients. Anything can be built, but often at an extraordinary financial and consequent environmental cost. The ability of clients and their architects to justify extravagant buildings in terms of ‘we are using sustainable earth walls in this large project therefore it is OK’ is disturbing. In reality, massive budgets allow for anything to be built, but often the outcome is an excessive use of structural steel (you can make anything stand up with steel), reinforcing, bracing and custom-made formwork.
The techno-economic-moral challenge here for designers is obvious. Glamour and an obsession with ‘design status’ is achievable but at what environmental cost? small, simple and elegant earth buildings can create wonderful outcomes for clients at a fraction of the cost.

A1.2.4 Stabilised vs. unstabilised earth walls
There is a long-running debate in the general earth building industry about whether earth walling can still be considered ‘earth walling’ if it has stabilisers added. As earth walling contractors, we weigh towards using stabilisers for reasons to follow, but quite understand the context of a purist approach to the argument. For a more detailed analysis of soil stabilisation see Chapter 9.
For centuries most of the world’s solid masonry buildings were built using unstabilised earth walls either as rammed monoliths or mud-brick structures. The Industrial Revolution and consequent reliance on manufactured building systems have made traditional unstabilised earth building diminish to a tiny fraction of the building industry in developed countries. There are obvious (and often disappointing) reasons for this shift away from unstabilised earth building. Firstly, modern codes and regulations require buildings to fit within structural parameters, most of which will not allow for unstabilised earth walls to restrain roof loads, point loads or weathering capacities.
Secondly, modern humans are suckers for marketing. For decades we have been conditioned to believe and trust as consumers that ‘the more refined and manufactured the better’. This applies to our food consumption, our leisure and of course our living environments. It could be argued that for ‘modern folk’, the idea of living in a mud brick house when everyone else is in a fired brick or cement sheet house is somehow ridiculous. Maybe like wearing a woolly jumper when everyone else is wearing polypropylene fleece. Thirdly, the warranties placed on modern building contractors, architects and engineers for the design life of buildings are such that there is an understandable fear of using any products that are perceived as ‘risky’ in terms of weathering and durability. Building unstabilised earth walls is risky. They are prone to weathering at the base of the wall particularly and also on wall surfaces exposed to driving weather. Unstabilised earth walls are also prone to instability and face spalling, even within our current industry where some contractors insist that walls do not require stabilising.
A structural engineer designing load-bearing earth walls for even the most modest dwelling will be unlikely to accept a load resistance of less than 3 MPa. For moderate point loads they will require a load resistance of maybe 5 MPa, given a 300- or 400-mm-thick wall. These typical requirements to resist compressive or tensile point loads are not attainable for most load-bearing unstabilised earth walls.
There is the option of using unstabilised earth walls to clad steel or timber portal frames, as is often the case with traditional mud brick construction. By using a portal frame however, the environmental benefit of using no stabilisers is trumped by the high-embodied-energy materials and labour to erect the portal frame. There is also the argument of the life cycle of the building. The effect stabilisers have on the longevity of the building may balance out the increased embodied energy of the actual stabilisers.
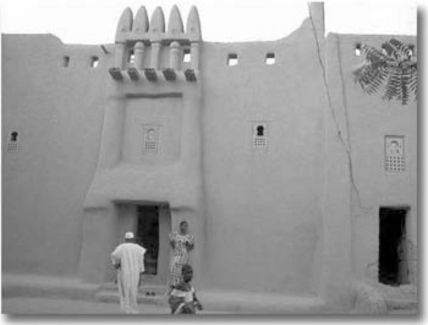
A stabilised earth building that lasts 300 years may be a better environmental option than an unstabilised earth building that lasts 30 years. Maintenance issues are also valid. An unstabilised earth building in Mali may require rendering as a biannual event. This, given the traditions and artistic benefits of the activity, is a bonus to the community and owners of the building in Mali. But applied to the modern earth walling industry in a developed country the practice of re-rendering walls each year would be economically unsustainable.


Therefore, while unstabilised earth walls will always have a place in modern earth building, the use of stabilisers is considered a necessary ingredient for the existence of a modern commercial earth building industry.
We cannot avoid the fact that stabilisers are big polluters. Our challenge is to design buildings that require minimal stabilisers by using strategies such as protecting parapet wall heads, avoiding massive point loads, sheltering weather-prone walls and designing sensibly within the parameters of the modern earth walling systems available.
A1.3 An economic analysis of modern earth wall construction
The cost of SRE building is subject to all the normal cost elements of other solid masonry construction systems with the exception of large base-depot premises – SRE construction is site-built and requires no ‘factory’ to produce manufactured blocks or panels. There needs to be a distinction made between a commercial cost for modern earth walling and an owner–builder cost for the same. For the purpose of describing SRE wall construction in this appendix we believe it will be more useful to focus on the construction of earth walls in a commercial setting, i.e. undertaken by a contractor. The vast majority of SRE walling is built by commercial operators rather than owner-builders. The cost of modern earth wall building falls into these categories:
This analysis was undertaken assuming 400-mm-thick insulated walling. The site was 250 km from the depot. The earth was sourced 100 km from the site. The construction speed was an average 10.68 m2/day using a three-person crew.
Of course these cost percentages vary according to how remote the jobs are, the cost of the raw materials delivered to site and the cost of accommodation, etc. (in this context ‘accommodation’ refers to a short-term rental of a farm house, or cabin within a caravan park).
A1.3.1 Materials
Within the materials outlay, the cost breakdown is as follows:
1. quarried base aggregate (earth) 32%
2. insulation sheets and bridge pins 29%
4. plasticure waterproof admixture 7%
5. general hardware, damp course, control-jointing, hold-down bolts 7%
Base aggregate
Base aggregate costs vary according to the locality of the quarry and the commercial supply/demand context of the material. It also depends on how much the aggregate requires processing. For instance, a decomposing granite material may simply be excavated straight from the quarry face and placed in a dump truck for delivery to site. Other materials may require washing (to reduce the clay content), crushing (to bring the particle sizes within the appropriate specification) or blending with other materials to bring the matrix within the confines of the specification.
Insulation
Fifty-millimetre styrofoam (the trade name for an insulation panel product made by Dow Chemicals) is used by most Australian SRE contractors to achieve an insulation rating to satisfy the 5 Star rating code in the southern states. The 50-mm-thick Styrofoam panels are placed in the centre of a 400-mm-wide wall thus creating a 175–50–175 mm sandwich panel. Eight-millimetre stainless-steel bridge pins with 50-mm returns at each end hook into the centre of each masonry skin. These bridge pins are located at 600-mm centres at each 600-mm lift. The thermal bridge they create is negligible – 0.008% of the wall total.
Cement
Bagged cement is obtained from the nearest cement distributor and delivered on pallets by truck. The pallets are unloaded using the skid-steer loader on site with a forklift attachment. Cement proportions can be varied according to the structural performance of the base aggregate. There are significant economic and environmental savings in making every attempt to source or blend optimal base materials to reduce the cement requirements of the walls.
Waterproofing admixtures
Plasticure (a waterproofing admixture made by Techdry Building Products in Melbourne, Australia) or other waterproofing admixtures are usually manufactured in the nearest metropolitan city and delivered in 20-l containers and stored on site. Accurate batching methods reduce wastage of these expensive admixtures. We ask our teams to treat the stuff like whisky – then wonder why they become ill!
Hardware
Most SRE hardware can be purchased at the local hardware store. This includes damp course, control joint weather-proofing strip, plywood or chipboard for making soffits or window block-out forms, nails, screws, etc. Hardware use can be minimised with good design. For example, by using similar sized window openings as often as possible, the same soffits or plywood block-outs can be re-used time over.
Steel lintels
Finally, steel lintels can be fabricated at the nearest steel shop. They are simple to make and are generally prime coated, though galvanising is advisable within 40 km of the coast.
The economic and energy cost of materials
The economic cost of all these ingredients will vary minimally according to the distance of the site to the nearest product distributor. The embodied energy cost however increases markedly as the freight distance increases for bulky, heavy items such as earth and cement. See Section A1.4.1 for further information.
A1.3.2 Labour
The labour component of SRE building is moderate compared with say, 200-mm-thick concrete block-work walls, the costs of which are broken down in Table A1.2.
Table A1.2
The comparable cost breakdown of concrete block-work walls and ISE walls
| 200 mm concrete block-work | 400 mm ISE | |
| Labour | 41% | 32% |
| Materials | 39% | 35% |
| Overheads | 12% | 21% |
| Steel lintels | 5% | 2% |
| Machinery | 3% | 10% |
ISE = insulated stabilised earth
Source: Ange Golin Bricklaying, VIC
Experienced labour for modern earth walling is a scarce resource, as any commercial earth building contractor will tell you. The number of experienced operators will increase as the demand increases, however it is not as simple as looking in the local paper for a rammed earth foreman – there are very few, unlike finding say a brick-layer or concreter, of which there are many. In some cases experienced staff may be less likely to stay in the industry for long periods of time due to the prevalence of ‘away’ work. Another labour problem is that due to the demand fluctuations of our smaller industry there are occasions where teams are quiet for weeks on end and may require other work. ‘Communities’ of rammed earth contractors within one country or even internationally can and will share labour depending on demand. This happens regularly within the global Earth structures Group and is one of its greatest assets. However, there are advantages with the SRE industry from a worker’s point of view. For instance, the skill set required on a SRE site is diverse. A good team has everyone being multi-skilled – machinery operation, machine maintenance, erecting and dismantling of formwork, ramming, placing services into wall cavities, reading plans, dealing with architects and clients, dealing with the vagaries of weather and site conditions, working out efficient schedules for construction, procurement of materials, maintaining a neat site and, importantly, getting on together.
A rarely identified but important factor is that the sites for most SRE buildings are beautiful and the clients and builders are generally people who enjoy the challenges of interesting structures. This makes a difference to the happiness of the work environment, unlike a site using highly manufactured and generic products with regimented construction systems and careless clients.
There are also social benefits. Most customers and onlookers are genuinely interested in the process of SRE construction. It makes for good discussion about work which would not occur otherwise. Because teams are often away from home, there is an added cost of accommodation and travel over more common systems of construction. There is no doubt that a project near to a SRE contractor’s base is economically preferable to a remote one.
A1.3.3 Overheads
The overheads cost of any product or service is hard to quantify because it will vary markedly between similar businesses producing the same product. Needless to say a small owner-operated SRE contractor whose partner may do the books and has a steady turnover of local work without requiring a large marketing effort will have a much smaller overhead component that a more corporate SRE business with a wider area to manage. A corporate ‘group’ of contractors however can pool resources for costs such as website development and group purchasing of products. The commercial advantage of sharing ideas during challenging projects is also significant. Commercial projects require higher overhead margins than small domestic work due to the bureaucratic nature of commercial project management.
A1.3.4 Machinery and formwork
SRE building requires elements of mechanisation to remain viable in terms of construction speed and workers’ well-being. In early days this author had experiences of hand mixing, hand delivering and hand ramming of earth walls. Manual production of rammed earth walling is frankly boring, repetitive and exhausting work. Mechanisation where available is imperative, so long as the cost of financing, servicing and freighting the machine is not unaffordable. Since its inception in the early 1980s, the Australian SRE industry has relied on two significant items of machinery, the skid-steer loader and the diesel-powered air compressor. Other machinery such as lifting equipment (scissor-lifts or telescopic handlers) is generally hired for the duration of specific projects. There are two expensive capital elements required to efficiently construct modern SRE walls. One is machinery (a skid-steer loader and an air compressor as mentioned). The other is manufactured formwork.
Machinery
The skid-steer loader and diesel-powered air compressor need to be reliable to enable a viable pace of production. A mechanical breakdown of machinery effectively halts the site, and remote repairs can be costly and frustrating in down time. Hence most modern operators will tend to finance newer equipment and spend considerable money maintaining their machinery to avoid mechanical breakdowns. We are often asked why we don’t use various material delivery or mixing machines over and above our skid-steer mixers. The answer is cost. The more items of machinery owned or hired by the contractor, the more potential for finance stress, mechanical breakdowns and freight costs.
Formwork
In pure cost terms, we believe manufactured formwork has many advantages over site-made formwork. The capital outlay for a new set of manufactured formwork may be a daunting financial obstacle for many wanting to build their own house, indeed a prohibitive cost. However, for a contractor intending to build many buildings throughout their working life, a well-designed and fabricated set of formwork can last indefinitely.
The Earth Structures Group has several sets that between them have built many hundreds of houses and commercial projects. some of these formwork sets are over 25 years old and still entirely serviceable. Using manufactured formwork there are no requirements for the construction of customised shutters. This eliminates the cost of employing skilled form-workers. It also eliminates the time spent by the team making up customised forms rather than getting straight into ramming walls. There is a cost element in maintaining the formwork. Approximately once a year the plywood or polypropylene faces of the forms are sanded thoroughly and re-coated with an abrasion-resistant epoxy resin.
Table A1.3
The accumulative cost of maintenance and equipment
| Equipment | Cost (AU$) |
| Stabilform formwork set | 82 000 |
| New 50 horse power skid-steer loader with forks attachment | 54 000 |
| New 100 cfm diesel air compressor | 22 000 |
| New pneumatic rammers |
9500 |
| Specialised pneumatic and electric hand tools | 6000 |
| Total | 173 500 |
The cost of maintenance, finance and depreciation for a set of this equipment, including machinery, is approximately AU$74 000 per year, which needs to be amortised across the contractor’s annual quoting system.
A1.3.5 Freight
Freight costs vary obviously depending on the distance of each project away from the contractor’s base depot. The most cost-beneficial rule regarding freight is to keep the load within the confines of one flat-bed truck only.
A1.3.6 Benefits of local SRE contractors
Obviously, the more local the SRE contractor can be to the project, the greater the potential for economic and environmental savings. This works on many levels. Locally employed SRE specialists won’t need to travel so far to the project. The freight component will be far less. The accommodation costs may be minimal as each worker can return home each night with less travel time and less fuel cost. The social impact on the staff will also be less.
The advice a local SRE operator can give the architect and head builder towards the design and ‘buildability’ of the project will commonly be more appropriate if the operator is a local. They will understand what design issues work locally, which quarry products suit which wall outcomes, and they can appear in person for meetings without the extravagance of flying or driving long distances.
A1.4 An environmental analysis of modern earth wall construction
The environmental costs of most building materials are assessed as:
1. the embodied energy of the material
2. the life cycle energy of the material
3. the toxicity of the material throughout its lifespan
4. the lifespan of the material
A1.4.1 Embodied energy
The embodied energy of SRE is the energy consumed by all the processes associated with creating the wall, not the operation and disposal of the building, which we will discuss in the life cycle section below. The embodied energy of SRE includes the analysis of the following consumables used to create the walls:
![]() the excavation, processing (if required) and delivery of the base earth material
the excavation, processing (if required) and delivery of the base earth material
![]() the manufacture and delivery of the cement stabilisers used
the manufacture and delivery of the cement stabilisers used
![]() the manufacture of the waterproofing admixtures used
the manufacture of the waterproofing admixtures used
![]() the manufacture and delivery of the formwork and machinery (calculated over the lifespan and disposal of both)
the manufacture and delivery of the formwork and machinery (calculated over the lifespan and disposal of both)
![]() the fuel used to power the machinery on site
the fuel used to power the machinery on site
![]() the fuel used to freight the machinery and formwork to and from the site
the fuel used to freight the machinery and formwork to and from the site
![]() the fuel used to transport the team to and from the site
the fuel used to transport the team to and from the site
![]() the manufacture and delivery of wall coatings used
the manufacture and delivery of wall coatings used
![]() the embodied energy ratings are divided into two parts, one the Gross Energy Requirement (GER) and the other the Process Energy Requirement (PER).
the embodied energy ratings are divided into two parts, one the Gross Energy Requirement (GER) and the other the Process Energy Requirement (PER).
The GER describes the energy used in the entire production of the material, including the upstream components; for example, it includes the power used for the lighting of the office of the factory where the cement was made – this is an extreme example but gives you the idea. The PER is perhaps truer to reflect the process of building SRE walls. It can be easily identified and quantified.
Naturally there will be variations between different operators as the energy used by one may differ significantly from the next depending on how frugal they are with the maintenance and replacement of machinery or their operational efficiencies, etc. The PER embodied energy of standard SRE (uninsulated) is 0.7 MJ/kg. This compares with the MJ/kg rate of these other solid walling products:
(Source: Lawson, 1996)
It is worth noting that low embodied energy consumption is highly desirable. Embodied energy can be the equivalent of many years of operational energy. The single most important factor in reducing the impact of any embodied energy is to design long-life, durable and adaptable buildings. In this sense, using low embodied energy products is worthless if the building will have a limited lifespan. SRE rates well in the embodied energy stakes. Generally, the more highly processed a material is the higher the embodied energy. The process of building SRE is relatively simple. Raw material is quarried locally, minimally processed (crushed perhaps) and delivered to the site. The material is then blended with stabilisers (cement is the highest contributor to the 0.7 MJ/kg rate) and rammed into in situ formwork. The formwork itself has an incredibly low MJ/kg rate as each section of steel-framed form will last indefinitely and requires minimal maintenance. If the facing fabric of the formwork is made using recycled polypropylene (chopping board plastic) then the MJ/kg rate is even better.
A1.4.2 The recurrent energy use of SRE buildings
The recurrent energy use of buildings can also be referred to the life-cycle impact. The energy requirements specific to running SRE buildings can be described within two basic variables:
Design of SRE buildings
Firstly design – the three defining factors for efficient design of residential SRE buildings are orientation, ventilation and size.
Massive masonry walls such as SRE have enormous thermal mass and need to be used by designers to enable the building to absorb as much winter sun as possible and to be shaded from as much summer sun as possible. Unless the building is in an Alpine environment, which may have an extra two months of cold weather tacked on, most Australian architects will design buildings for the hot months, for while summers enable some wonderful outdoor living they can make building interiors like ovens. SRE walls can serve to provide a summertime solar bank, storing night-time coolth in their massive fabric, which can be released back into the interiors of the building during the day. This cycle of storing and releasing coolness must be managed (‘Management of SRE buildings’) or else the reverse situation of passive heating during hot months may start to occur.
The walls also need to be able to absorb night time coolth during hot summer months and to be protected from fierce afternoon western sun throughout the same hot months. To enable these passive solar benefits good design will ensure the building has large northern openings allowing low-cast north winter sun into living areas. The correct orientation of the building to allow northern winter sun into living areas is paramount. The Australian summer is a long and relentless test for humanity. To gain optimum passive cooling, however, a well-designed building will allow the cross-ventilation of breezes to pass through living areas. The slightest zephyr will cool a human and it is not uncommon to see our clients parked nearby an open window on a hot day. If window placement can allow breezes to pass across rooms to an adjacent opening, then all the better. Casement windows (that wind out sideways) can be used to funnel passing breezes into living areas more effectively than sliding windows.
Perhaps the greatest, but least recognised aspect of environmental design is the actual size of the building. While this segment is not specific to SRE buildings we need to include it in this discussion. It is a largely hidden aspect of the Australian ESD debate.
Obviously the larger the building the more embodied energy is required. There are more materials used to build a big house than a small one. Secondly, the larger the building, more energy is required to heat and cool it. This obvious assumption applies to all buildings regardless of the materials used. Reducing the size of buildings is a sensible way to help occupants remain more thermally comfortable for less energy outlay.
Interestingly, in a society such as Australia currently dominated by environmental and financial anxiety, we still manage to overlook the effect of our housing size. Australians are, as of 2009, the occupiers of the world’s largest dwellings, with the USA now second. This issue is pertinent to all building materials, not just SRE. All the efforts towards reducing both the embodied and life cycle energy of building materials are trumped by our obsession with big houses. Our residential occupancy space per individual has increased 400% since 1960 (Year Book Australia, 2005). In 1960 these were Australian home buyer expectations:
In 2010 these are Australian home buyer expectations:
![]() Children have their own bedrooms. Master bedrooms have en-suite bathrooms. Children do not share bathrooms with parents
Children have their own bedrooms. Master bedrooms have en-suite bathrooms. Children do not share bathrooms with parents
![]() There are two if not three separate living areas given names such as rumpus rooms, studies, media rooms, gymnasiums, billiard rooms and so on
There are two if not three separate living areas given names such as rumpus rooms, studies, media rooms, gymnasiums, billiard rooms and so on
The financial demands placed on Australian families due to mortgage repayments and the fluctuations of interest rates has major social implications, again rarely put in the context of house size. The 1960 cost of an average Australian house equated to 2.5 years average gross family income. Our current ratio is 7.25 years average gross family income (Yates and Milligan, 2007). The Australian expectation of large house size is not on the current ESD agenda but is an obvious remedy for many environmental and social challenges ahead.
Management of SRE buildings
There is no doubt that buildings with solid masonry walls require sensible management to enable the building to perform to create thermal comfort. The beauty of solid masonry walling such as SRE is that well managed buildings need not require air-conditioning as opposed to highly insulated lightweight buildings.
A1.4.3 Case study of SRE house management
As an example of effective SRE design I will describe the difference between living in in a brand new brick veneer-clad house stuffed with insulation with a high R value (my rented residence while working on a large construction project at Torquay, Victoria) and living in our own uninsulated family SRE house at Mansfield, Victoria.
Both buildings exist in a similar climate, though the Mansfield winter is colder for a few weeks longer than the coastal Torquay. It is a stinking hot summer week at Torquay. I finish work at 5 pm and return to my suburban brick veneer house. I open the front door and although the interior had been tepid in the early morning when I left (most summer evenings cool down enough to sleep comfortably if you leave the windows open) the house is now warm. I close the front door quickly to stop the hot afternoon air from rushing inside. However, after going in and out a few times to do the garbage and to get things from the car, the hot outside air is now inside the house and it is really uncomfortably hot. What to do? I find the remote control for the refrigerated air conditioner and crank it up to a temptingly cool 20 °C. The machine blows refrigerated air into the house and after half an hour I am almost cold. I open a window but the cold air rushes out and it’s hot again in minutes. My skin is dry from being cold. Now I’m really uncomfortable. I reach for the remote again. The machine has to work even harder to regain the coolness. I am living in a mechanically conditioned environment. I check the power meter. It spins madly. I leave the machine running until I go to bed at 9 pm and only then open the windows to let in some cooler night air. The plasterboard interior fabric of the walls has no hope of holding any of the air conditioned coolness and it’s soon warm again … During the day I come back to do some work on the kitchen table. The house is hot again. I have to turn the machine on to get the inside temperature down to a workable level of 26 °C. When I leave again two hours later I turn it off, hoping the highly insulated walls and roof will keep the place cool enough for when I return. I must admit it is still quite OK when I get back after work.
I have learnt my lesson. The only way to manage the climate of this house is by using the machine and by keeping the place tightly closed up.
The following afternoon I am home at our rammed earth house near Mansfield. It is even hotter – 35 °C at 5 pm. On that same morning my wife and kids had woken and closed the windows and curtains of the house before heading off for the day.
The previous night they had opened all the windows and doors (we have fly screens to stop mosquitos and moths coming in) to allow the cooler night air to swamp the interiors of the house. By closing the house up the following morning they prevented the hot daytime air from coming in, and shaded the windows from radiant heat. Throughout the day the coolth stored in the interior fabric of the massive walls from the night before radiates back into the house. During the summer days the inside of the house is shady, almost dark. It is a pleasant refuge from the fierce heat outside.
At 5 pm the house is still quite cool. We have dinner and at about 7 pm the outside temperature has fallen to about 18 °C. Out of habit we open all the doors and windows and head off to bed. It’s a warm night but a slight breeze pushes the air around and keeps us cool enough to sleep. Apart from a fan we run occasionally on really hot, still nights beside the kids’ beds, there is no mechanical air conditioning. A properly designed and managed SRE house does not require an air conditioner in hot climates, so long as the evening temperatures fall to comfortable levels.
For the five or six really hot nights we get during the year at Mansfield, we manage with bedside fans, which use very little power to run.
This scenario is typical with many hundreds of our SRE house clients. As inhabitants we have developed regular habits of managing our houses – habits which are simple and sensible and by no means arduous. Interestingly, it is refrigerated air conditioning that brings the power grid to its knees every summer in southern Australia.
During winter the process is reversed. We draw open the northern curtains of the house to allow low cast sunlight into the living areas of the house. At night we close these and light the fire in the living area. By morning the fire has gone out but the living area is still warm enough. We open the curtains to let the morning sun in. Our bedrooms stay cold. We have a warm shower and get into bed and get warm. That’s what beds and duvets are for.
A1.4.4 Toxicity of SRE buildings
Depending on the binder used to seal the internal faces of the SRE walls, there is little or no toxicity released into living areas. In Australia the wall binders used are diluted acrylic resins or diluted PVA emulsion. Both are applied as soon as the walls are dry. Because the management of SRE buildings involves plenty of natural ventilation (unlike living environments dependent on refrigerated air conditioning), a good circulation of fresh air lowers potential toxicity from carpets, paint, etc.
A1.4.5 Lifespan of SRE
Two things reduce the lifespan of SRE walls. First is rising damp. The prevention of rising damp is dealt with in Chapter 22. The second is uncapped wall tops. Again, this is dealt with in Chapter 22. Otherwise, properly built SRE walls have an unlimited lifespan.
A1.5 Conclusions
Given the complexity of manufacture, delivery and construction of most common building products in Australia, the simplicity of SRE construction (in an overall context) appears to contribute a relatively small environmental impact.
It is apparent the more processing events in each product, the higher the embodied energy. SRE performs comparatively well in this capacity. It is also apparent that given the ability of well designed and managed SRE buildings to achieve thermal comfort without mechanical air conditioning, the environmental impact of the product is comparatively low.
Table A1.4
The comparative environmental impact in terms of embodied energy of four typical Australian masonry construction systems
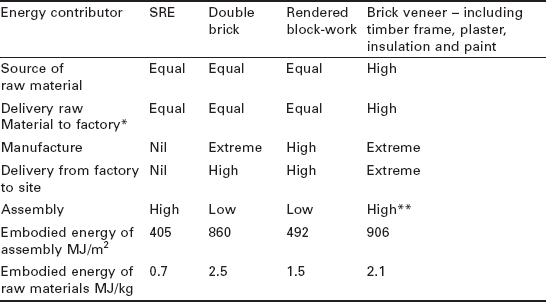
*In the case of SRE the ‘factory’ is the building site
**There are multiple trades used contributing to multiple deliveries, etc.
Source: Embodied energy amounts from Lawson, 1996
A1.6 References
Lawson, B.Building Materials, Energy and the Environment: Towards Ecological Sustainable Development. Canberra: RAIA, 1996. [Source: Lawson ‘Buildings, Energy and the Environment’ 1996].
Yates, Judith, Milligan, Vivienne. Housing Affordability: A 21st Century Problem, 2007. www.ahuri.edu.au/search.asp?CurrentPage=1&sitekeywords=housing+affordability+venture+2007&SearchType=And [National Research Venture 3. Australian Housing and Urban Research Institute].
Year Book Australia, Australian Bureau of Statistics. Australian house size is growing, 2005. www.abs.gov.au/ausstats/[email protected]/Previousproducts/1301.0Feature%20A rticle262005?opendocument&tabname=Summary&prodno=1301.0&issue=2005&num=&view=