Chapter 2
Defining and Evaluating Processes
In This Chapter
![]() Illustrating processes using process maps
Illustrating processes using process maps
![]() Employing various metrics to measure a system’s performance
Employing various metrics to measure a system’s performance
A company with well-designed and perfectly functioning processes has a decisive advantage over its competitors, primarily because it uses resources to generate profits and doesn’t waste them. And the job of ensuring that a company’s processes are profitable belongs to — you guessed it — the operations manager.
Technically speaking, a process is a collection of operations that are connected by the movement of goods and information that transform various inputs into useful — and often consistent — outputs. In other words, a process is any series of actions that a company repeats over and over, ideally with the same result(s).
How well a business performs processes matters. Not much harm is done if a firm isn’t effective at completing a one-time, isolated process, but inefficiencies affecting ongoing critical tasks usually add up to big problems (financial and organizational) over the long run.
The first step toward meaningful process improvements is finding out what’s working and what’s not. Unfortunately, few firms make the effort to even document their existing processes — let alone measure their performance! So initiatives to improve processes end up chewing through valuable resources, only to spit out new processes that fail to improve efficiency and boost the bottom line.
In this chapter we explain the value of documenting processes and show you how to do it with process flow diagrams. You can also find definitions for common terminology used in the operations management world and get a handle on metrics used to assess process performance.
Mapping Processes
A well-defined process doesn’t have many special cases or deviations, so documenting or describing business processes in a clear and practical way ensures that everyone involved — employees, managers, and stakeholders — can see how specific operations relate to others and what happens at each point in a process. Clear documentation can also help with employee training and performance assessments, operational analysis, and other business functions. Operations managers usually use process maps (which are also called flow diagrams, flow maps, or flowcharts) to represent processes.
Figure 2-1 shows a black-box process for converting inputs to outputs. The term black box refers to the inability to see the transformation that’s occurring within the process. The only things visible are what goes in and what comes out of the process.

Illustration by Wiley, Composition Services Graphics
Figure 2-1: Transformation activity is hidden in a black-box process.
Process maps often include these specific symbols, as shown in Figure 2-2, for a very simple process:
![]() Operations: Usually represented as rectangles in a diagram, operations are the steps, workstations, activities, or tasks performed to produce the output. Some operations managers — as well as different flowchart diagramming programs and standards — separate operations into categories such as transformation, inspection, documentation, and transportation. In that case, different symbols, such as the circle for inspection, may be incorporated.
Operations: Usually represented as rectangles in a diagram, operations are the steps, workstations, activities, or tasks performed to produce the output. Some operations managers — as well as different flowchart diagramming programs and standards — separate operations into categories such as transformation, inspection, documentation, and transportation. In that case, different symbols, such as the circle for inspection, may be incorporated.
![]() Flows: Represented as the lines and arrows in a diagram, flows can either be goods or information. For example, in a diagram illustrating the production of scotch, the flows would relate to the movement of barley, yeast, and so on. On the other hand, in a diagram illustrating the mortgage process, the flows may represent mortgage applications, e-mailed approvals, and so on. If more than one type of material or information is used in a process, operations managers generally use a different color or a dashed line to represent the different flows.
Flows: Represented as the lines and arrows in a diagram, flows can either be goods or information. For example, in a diagram illustrating the production of scotch, the flows would relate to the movement of barley, yeast, and so on. On the other hand, in a diagram illustrating the mortgage process, the flows may represent mortgage applications, e-mailed approvals, and so on. If more than one type of material or information is used in a process, operations managers generally use a different color or a dashed line to represent the different flows.
 Process flow diagrams generally run left to right, but they can sometimes run from top to bottom or even right to left. And flows don’t always face forward. For example, if material must return to a workstation for additional processing or rework because of a defect or other reason, the flows may point backward.
Process flow diagrams generally run left to right, but they can sometimes run from top to bottom or even right to left. And flows don’t always face forward. For example, if material must return to a workstation for additional processing or rework because of a defect or other reason, the flows may point backward.
![]() Delays: Some operations managers use upward-facing triangles to represent delays; others use down triangles. Triangles mean the same thing whether they point up or down. A delay can be any of the following types of inventory:
Delays: Some operations managers use upward-facing triangles to represent delays; others use down triangles. Triangles mean the same thing whether they point up or down. A delay can be any of the following types of inventory:
• Raw material inventory (RMI): Inventory that has not yet entered the process. No value-added activities have been performed.
• Work in progress (WIP): Inventory that the process has worked on but not completed.
• Finished goods inventory (FGI): Inventory that the process has completed.
Check out Chapter 8 for more on inventory.
![]() Resources: Labor and capital equipment such as computers are examples of resources. In Figure 2-2, the programmer needs a computer to perform Operation C. Find more information on managing resources in Chapters 3 and 4.
Resources: Labor and capital equipment such as computers are examples of resources. In Figure 2-2, the programmer needs a computer to perform Operation C. Find more information on managing resources in Chapters 3 and 4.

Illustration by Wiley, Composition Services Graphics
Figure 2-2: Example of a simple process map.
Regardless of which symbols you use, being consistent across process maps is important to avoid confusion.
Distinguishing between operations and delays
Operations are tasks, activities or actions that transform an input in some useful way. Delays are moments in the process when the input is waiting for another operation, but no further change is occurring. Often, however, people mistake operations for delays.
For example, in the production of wine, after several operations that transform the solid grapes into liquid, the winemaker leaves the resulting liquid to sit for some time in barrels to age (often for several years). A common process-mapping mistake is to represent this operation as a delay point (triangle in our process flow diagram) when, in fact, it is a critical operation. After all, the aging process is often the difference between sour grape juice and a fine adult beverage.
 When deciding whether something is an operation or a delay, ask yourself: If I removed this step from the process, would it alter my end product? If it will, then it’s an operation; if not, then it’s just a delay. And if it doesn’t contribute to the end product, it should be removed as waste.
When deciding whether something is an operation or a delay, ask yourself: If I removed this step from the process, would it alter my end product? If it will, then it’s an operation; if not, then it’s just a delay. And if it doesn’t contribute to the end product, it should be removed as waste.
Not all operations add value, but delays never do. Delays just increase the time required to create a product or serve a customer. Removing delays in a process has no effect on the quality of the end product.
Identifying waste
Though delays are always non-value-added (NVA), operations can be value-added (VA), business-value-added (BVA), or NVA. If you’re wondering why you’d even have NVA operations, keep in mind that NVA can describe an operation that’s necessary for the current methods but doesn’t add value to the product or service from a customer perspective. These are the activities that you need to identify and eliminate to improve the process.
Business-value-added operations are activities that add no value to the customer’s experience but are necessary from a business perspective. An example of a BVA activity in services is an engineer who documents his time on each project to enable the department manager to determine how much of the engineer’s work to bill to each project. A classic manufacturing example involves inspections for which data is used to determine whether a process is stable. Though these activities benefit the business, they’re of no direct value to the customer.
An operations manager may consider BVA activities for elimination or reduction, but he must first consider their impact on the rest of the business. For example, too many inspections are generally a waste of time. But some inspections, such as those that test finished goods inventory at the end of the line, are often necessary to avoid sending defective components to the customer.
Waste is the act or instance of using or expending something carelessly, extravagantly, or to no purpose. Processes may have many types of waste, and locating and eliminating waste is crucial to improving efficiency. Here are some common sources of waste in operations:
![]() Defective or substandard production wastes resources by creating outputs that don’t have sufficient quality to fulfill customer requirements. In some cases, these goods or services need to be fixed. Yet, in manufacturing, fixing defective products is often not worth the effort, so the goods must be scrapped, which means all the material and resources that created the defective product is wasted. Find more on the effects of poor quality in Chapter 4. We cover quality improvement in Chapters 12 and 13.
Defective or substandard production wastes resources by creating outputs that don’t have sufficient quality to fulfill customer requirements. In some cases, these goods or services need to be fixed. Yet, in manufacturing, fixing defective products is often not worth the effort, so the goods must be scrapped, which means all the material and resources that created the defective product is wasted. Find more on the effects of poor quality in Chapter 4. We cover quality improvement in Chapters 12 and 13.
![]() Idle time results when resources have no material to work on. Find out how to manage this type of waste in the Analyzing a process sidebar at the end of the chapter.
Idle time results when resources have no material to work on. Find out how to manage this type of waste in the Analyzing a process sidebar at the end of the chapter.
![]() Material movement is any movement that doesn’t directly change the material and support production. Some material movement is necessary in any process to get it from one operation to another. But you want to reduce this source of waste as much as possible because no value is added to the product during material movement.
Material movement is any movement that doesn’t directly change the material and support production. Some material movement is necessary in any process to get it from one operation to another. But you want to reduce this source of waste as much as possible because no value is added to the product during material movement.
For example, moving an empty bottle on a conveyor belt to a filling spigot, then to a bottle capper, and finally to a carton is necessary movement to produce a bottle of beer. Moving that carton of beer to a holding area and then a warehouse are examples of wasteful material movement when you could have put the carton straight onto the delivery truck.
![]() Movement of people and machines that doesn’t contribute directly to the value of the product or service is a waste of resources. The goal is to reduce this movement as much as possible because either employees or equipment (such as conveyor belts or robots) must perform the movement, which means they’re not working on productive operations.
Movement of people and machines that doesn’t contribute directly to the value of the product or service is a waste of resources. The goal is to reduce this movement as much as possible because either employees or equipment (such as conveyor belts or robots) must perform the movement, which means they’re not working on productive operations.
![]() Overproduction occurs when a company produces more items than is needed. See Chapter 3 for details on what can happen if a process overproduces. Find out how to manage the production rate so it matches customer demand in Chapter 8, and get information on production control strategies to prevent overproduction in Chapter 11.
Overproduction occurs when a company produces more items than is needed. See Chapter 3 for details on what can happen if a process overproduces. Find out how to manage the production rate so it matches customer demand in Chapter 8, and get information on production control strategies to prevent overproduction in Chapter 11.
![]() Processing waste, such as defective WIP, is effort that adds no value to the product or service but requires time and raw material. Eliminating this kind of waste is hugely important for maximizing profitability and quality.
Processing waste, such as defective WIP, is effort that adds no value to the product or service but requires time and raw material. Eliminating this kind of waste is hugely important for maximizing profitability and quality.
![]() Waiting results when products or customers must wait for resources. This is represented by delays in the process map. We cover how to manage wait times in Chapter 7.
Waiting results when products or customers must wait for resources. This is represented by delays in the process map. We cover how to manage wait times in Chapter 7.
Developing a process map
Creating accurate and useful process maps requires considerable time and resources, but these maps are vital to any meaningful process evaluation and improvement effort. Here’s some advice for creating an accurate process map:
![]() Always ask why. While constructing an initial process map, find out why certain actions are being done. In many cases, the answer is “We’ve always done it this way” or “That’s the way they told me to do it.” The question “why” often reveals good places to begin improvement efforts.
Always ask why. While constructing an initial process map, find out why certain actions are being done. In many cases, the answer is “We’ve always done it this way” or “That’s the way they told me to do it.” The question “why” often reveals good places to begin improvement efforts.
![]() Be prepared to revise the process map. When you first complete a process map, consider it a rough draft. You won’t get everything right the first time around. In fact, the first few times you review your process map with line workers and management (which you must do!), new wrinkles in the process will inevitably turn up. You may even find disagreements among employees on how a process works and need to personally observe the operation to get it right on the map.
Be prepared to revise the process map. When you first complete a process map, consider it a rough draft. You won’t get everything right the first time around. In fact, the first few times you review your process map with line workers and management (which you must do!), new wrinkles in the process will inevitably turn up. You may even find disagreements among employees on how a process works and need to personally observe the operation to get it right on the map.
When developing your first version of a process map, assume nothing is trivial. Document everything, including informal communications. The piece of information shared at the coffee machine every morning may turn out to be what keeps a certain process moving.
![]() Beware of resistance. Feeling protective and even defensive is human nature, especially if someone feels that her job is at stake or otherwise threatened. Employees often view the mapping process and process-improvement projects as a way for company leaders to reduce payrolls and eliminate jobs. It is important to explain the purpose and benefits of the project before you start. The general approach could include the message that process improvement is necessary to keep the company competitive and that a company must be competitive to provide jobs. Be aware of possible resistance during the mapping process and carefully examine what’s occurring at each process step to make certain that what you’re being told is actually being done so that you can build an accurate map.
Beware of resistance. Feeling protective and even defensive is human nature, especially if someone feels that her job is at stake or otherwise threatened. Employees often view the mapping process and process-improvement projects as a way for company leaders to reduce payrolls and eliminate jobs. It is important to explain the purpose and benefits of the project before you start. The general approach could include the message that process improvement is necessary to keep the company competitive and that a company must be competitive to provide jobs. Be aware of possible resistance during the mapping process and carefully examine what’s occurring at each process step to make certain that what you’re being told is actually being done so that you can build an accurate map.
![]() Create a hierarchy of maps. Process maps can become very complex, and creating maps with increasing detail may be important to some businesses. Start with a high-level aggregated representation of the process in question and then break down each operation until you reach a level where meaningful analysis can take place. You want to avoid making a single map that’s so complicated it’s difficult to understand and communicate to stakeholders.
Create a hierarchy of maps. Process maps can become very complex, and creating maps with increasing detail may be important to some businesses. Start with a high-level aggregated representation of the process in question and then break down each operation until you reach a level where meaningful analysis can take place. You want to avoid making a single map that’s so complicated it’s difficult to understand and communicate to stakeholders.
Determining what level of breakdown is necessary for a given process can be difficult. A high-level map that references general activities is great for communicating with upper management, who tend to be primarily concerned with where handoffs occur between groups/departments or across reporting structures. More detail is important when a process map is intended to train employees or inform middle managers, who need to see where changes occur in resource requirements.
![]() Document everything necessary to perform each task and the output of each task. A record that includes all resources and any information needed to complete a given task ensures consistency. Many people forget that the information an operation generates can be as important as the tangible resources.
Document everything necessary to perform each task and the output of each task. A record that includes all resources and any information needed to complete a given task ensures consistency. Many people forget that the information an operation generates can be as important as the tangible resources.
For example, on a process-improvement project, an operation was identified as non-value-added and eliminated, but it actually produced a vital report needed later in the process. When the operations management team members completed the initial process map, they overlooked the existence and importance of this document, so when they implemented the new process, the system broke down because of the lack of information in the report.
![]() Solicit input from all levels of the organization. It’s important to obtain input from the range of people involved in the process. Conduct interviews with those on the line doing the actual work as well as with company leaders.
Solicit input from all levels of the organization. It’s important to obtain input from the range of people involved in the process. Conduct interviews with those on the line doing the actual work as well as with company leaders.
 We’re routinely surprised by how many managers don’t know exactly how work gets done in their firm. A fatal operations mistake is developing a process map with only management involvement.
We’re routinely surprised by how many managers don’t know exactly how work gets done in their firm. A fatal operations mistake is developing a process map with only management involvement.
![]() Walk the process yourself. If possible, observe the process in question. Often, information from front-line staff, line workers, and managerial data is wrong or misleading. If what you see and what you’re told don’t match, find out why discrepancies exist. Through direct observation and follow-up conversations, you may discover critical insight into why a process behaves the way it does.
Walk the process yourself. If possible, observe the process in question. Often, information from front-line staff, line workers, and managerial data is wrong or misleading. If what you see and what you’re told don’t match, find out why discrepancies exist. Through direct observation and follow-up conversations, you may discover critical insight into why a process behaves the way it does.
Evaluating the Elements of a System
After you map out your process, you need a way to measure its performance, but traditional financial metrics don’t often give operations managers insight into how their processes are performing. For example, return on investment (profit from the resources divided by the cost of those resources) can be misleading because it doesn’t tell you how much waste is actually involved in a process.
In this section, we introduce common metrics used to determine how well a process is really performing. Many of these metrics are known by other names, so we include the alternate names when we’re aware of them.
Checking productivity
Productivity provides a meaningful measure for an operations manager because it evaluates an operation at the individual process level.
Productivity measures how well a process uses its resources, typically defined as the ratio of the value of outputs to the value of inputs:
![]()
The outputs of a manufacturing process are the goods or services (or both) that the process creates. The inputs include materials, labor, capital equipment, computers, and energy needed to create the outputs. To be profitable, a firm’s productivity must be greater than 1. In other words, the value of outputs must exceed the value of inputs.
Considering capacity
The most common metric you’ll encounter is capacity. Capacity is how much output can be produced in a specified period of time with no losses to yield (percentage of parts that are “good”) or downtime (time the resource can’t operate). Common measures of capacity are products per hour or clients per day. Capacity is a measure of the most the operation can produce if it’s unconstrained. In other words, if the resource always has material to work on and can work without interruption, how much can it produce in any time period? See Chapter 7 for a detailed discussion of capacity.
You can express capacity on both an operational and system level. Each operation in a process has a certain capacity, and every process has a capacity. The upper limit of a process’s capacity is determined by the system’s slowest operation.
Clocking cycle time
Cycle time is the minimum possible time between completion of successive units. It’s simply the inverse of capacity. Cycle time = 1/capacity.
A common measure of cycle time is minutes per product produced. For example, in automobile assembly plants, cycle times are around 60 seconds per car. This doesn’t mean that it takes 60 seconds to produce a car; it means that every 60 seconds, a car is completed by the process.
A typical cycle time in services is one hour per customer. Again, this doesn’t mean that each customer takes one hour to get through the entire process, but that the average time between one customer completing the process and the next is one hour when the process is operating at capacity.
Like capacity, you express cycle time in terms of a single operation as well as the overall system.
Don’t confuse cycle time with flow time, which we define in the section Going with the flow time later in this chapter.
Getting a handle on constraints
Every process has a constraint, or bottleneck — the resource that limits production of any process. The bottleneck is the slowest operation in the system, meaning it has the longest cycle time and lowest capacity. The bottleneck determines how much a process can produce. In other words, the capacity and cycle time of any system — no matter how fast every other operation in a process works — can’t exceed that of the bottleneck. Figure 2-3 illustrates a bottleneck.

Illustration by Wiley, Composition Services Graphics
Figure 2-3: System bottleneck.
When you’re trying to identify a bottleneck, be sure to actually observe the operation in question instead of relying on published equipment specifications, because specifications are typically calculated under optimum operating conditions and can vary significantly from what you experience.
Also, keep in mind that identifying the bottleneck can be especially tricky if a resource performs more than one operation in a process or operates in more than one process. For example, a receptionist in a doctor’s office not only greets patients when they enter but also collects payments and schedules their next appointments when they leave. The receptionist is performing more than one operation in a process (a patient visit). Similarly, a bank employee who helps a customer with the loan application process and also performs a function in the process for opening new checking accounts for the same or a different customer is performing operations in two separate processes. Both of these situations require special analysis. See Chapter 4 for the how-to on analyzing a process with shared resources.
A quick and easy way to identify a potential bottleneck is to take a walk through your facility. Because the bottleneck is the slowest operation, a pileup of inventory or people waiting for the operation is often in front of the bottleneck. Use this as a guide, not as a diagnostic approach, because other factors such as overproduction (see the Analyzing a process sidebar at the end of the chapter) or cycle time variability at a single operation in the process can also lead to pileups.
Talking thruput and takt time
Thruput represents how much usable output an operation or a process actually produces in a specified period of time. Thruput is always less than or equal to capacity because, by definition, you can’t produce more than the capacity. If thruput is less than the capacity of the bottleneck, then it equals the arrival rate of material for customers. Thruput is also sometimes referred to as throughput, the thruput rate, or flow rate.
Takt time has the same relation to thruput that cycle time has to capacity. Takt time is the average time between the completion of two successive flow units and is equal to the inverse of thruput.
![]()
Takt time, which is sometimes referred to as actual cycle time, is always greater than or equal to the cycle time. In fact, comparing takt times and cycle times can often identify waste in a process when the process isn’t producing what it’s capable of. Identifying why there’s a difference in the times and fixing the problem should increase the thruput. Visit Chapter 3 to see how to do this.
Going with the flow time
While cycle time represents the minimum possible time between the completion of two successive jobs, flow time is the time it takes one unit to get completely through a process from beginning to end.
Many organizations confusingly use the term cycle time to represent flow time, cycle time, and takt time. We know this is confusing. Understanding how your organization defines and distinguishes among these concepts is critical because the terms have no standard definition use in all sources. For clarity, we’ve separated the three concepts.
Another terminology trap is that some companies use thruput time as a synonym for flow time but never use it for takt time. For clarity, we avoid the use of thruput time in this book.
The best way to illustrate the difference between flow time and cycle time is to look at an assembly line producing automobiles.
![]() Cycle time: If production is occurring continuously, the cycle time is the period between the completion of one car and the next. In most automotive plants, this is somewhere around 60 seconds.
Cycle time: If production is occurring continuously, the cycle time is the period between the completion of one car and the next. In most automotive plants, this is somewhere around 60 seconds.
![]() Flow time: The flow time is the amount of time that any one car spends on the assembly line from start to finish. The flow time for a car is around 8 to 16 hours. This is the sum of each operation’s cycle time and any time spent waiting in queues along the way (delays). (See Chapter 7 for details on how to calculate flow times and wait times.)
Flow time: The flow time is the amount of time that any one car spends on the assembly line from start to finish. The flow time for a car is around 8 to 16 hours. This is the sum of each operation’s cycle time and any time spent waiting in queues along the way (delays). (See Chapter 7 for details on how to calculate flow times and wait times.)
The rush order flow time represents the time it takes for one flow unit (a car, a customer, a dozen cookies) to go through the system from beginning to end without any waiting. It’s simply the flow time minus the wait, and you can often calculate it as the sum of all the operation cycle times. However, if some of the operations can occur simultaneously, the picture is more complex (see Chapter 3).
The process cycle efficiency is the ratio of rush order flow time to the flow time. Process cycle efficiency is always less than or equal to 1; this metric reveals how much of the flow time is wasted in waiting.
Monitoring utilization
Utilization is the ratio of time that a resource spends actually working on a product or performing services over the total time available. You can calculate utilization by dividing what you get out of a resource by what you should get. For example, if you have a machine that can produce 100 parts an hour and it’s only producing 75, then the utilization of the machine is 75%. Utilization is always less than or equal to 100%. Utilization is equal to thruput divided by capacity or cycle time divided by takt time.
Utilization can be the most dangerous metric of system performance. Maximizing utilization can lead to overproduction and excess inventory as well as unnecessary use of resources. You should manage a process based on actual demand or on matching the capacity of the bottleneck if demand exceeds the capacity of the bottleneck. Flip to Chapter 3 for more on overproduction and to find out how to manage bottlenecks.
Analyzing a process
Understanding how to calculate process metrics and what they mean can be difficult, especially when starting out. The best way to get a handle on process analysis is to look at an example. The following example illustrates a simple customer service process.

Illustration by Wiley, Composition Services Graphics
In this figure, customers arrive and sit in the waiting room until Clerk A is available to perform Operation 1 (OP 1). Customers then proceed to Operation 2 (OP 2), Operation 3 (OP 3), and Operation 4 (OP 4), which are performed by Clerk B, Clerk C, and Clerk D. A waiting area for customers exists between each operation. The capacity of each operation is noted under the operation. Note that custs/hour stands for customers per hour.
1. Identify the bottleneck by looking at the capacity or the cycle time of each operation. The bottleneck is the resource with the least capacity or the greatest cycle time. Cycle time is the inverse of the operations capacity. Here are the cycle times for each operation in the figure:
OP 1: 1 hour/30 customers = 2 minutes/customer
OP 2: 1 hour/40 customers = 1.5 minutes/customer
OP 3: 1 hour/25 customers = 2.4 minutes/customer
OP 4: 1 hour/30 customers = 2 minutes/customer
The bottleneck of this process is Clerk C performing OP 3 with a capacity of 25 customers per hour and a cycle time of 2.4 minutes per customer. The system can’t process more than 25 customers per hour with a cycle time of 2.4 minutes because this is the capacity of the bottleneck.
2. Find thruput and takt time at the system level. Capacity is the maximum that a resource can produce, while the thruput is what the resource is actually producing. The cycle time is the minimum time between successive units, and the takt time is the actual time. Many factors influence the actual versus the theoretical. Operations managers must know the thruput and capacity of their systems. Great process improvement opportunities may exist where there’s a difference between these two metrics.
3. Identify the flow time and rush order flow time (ROFT). In this example, the shortest time that a product or customer can complete the process (the ROFT) is calculated as the sum of the cycle times, which is 7.9 minutes, so it takes at least 7.9 minutes for a customer to get through the system. You can’t calculate the flow time with the available information because you have no way to know how long a customer spends waiting in each of the waiting areas. You can only observe the flow time by measuring the actual time it takes the customer or product to complete the entire process.
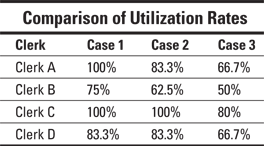
4. Calculate utilization based on what’s called the material release policy. You must decide when an operation will work. Here are three possible policies:
Case 1: Pushing each operation to work as fast as it can: In this case, resources work as long as there’s something to work on, regardless of whether other resources can keep up with the pace. In the case of manufacturing, products are produced regardless of actual demand. This policy produces the highest utilizations:
Clerk A: Assuming that a customer is always in the waiting room, Clerk A is always working with a utilization of 100%.
Clerk B: Customers proceed to WIP 1 after OP 1. Because Clerk A processes 30 customers per hour, 30 customers per hour arrive in WIP 1. Clerk B at OP 2 is able to process all the customers that arrive because her capacity is 40 customers per hour. Clerk B’s utilization is 30/40, or 75%.
Clerk C: After OP 2, the customers advance to WIP 2 and wait for Clerk C at OP 3. Although Clerk B can process 40 customers per hour, she’s limited by what Clerk A processed and only delivers 30 customers per hour to WIP 2. Although 30 customers arrive, Clerk C is the bottleneck, processing 25 customers per hour and having a 100% utilization.
As you probably notice, customers arrive faster in WIP 2 than Clerk C can process. This results in a continuously growing WIP 2. If this sparks your curiosity about what happens to the system in this scenario, flip to Chapter 7 to find out.
Clerk D: After Clerk C, the bottleneck, completes his task, customers go to WIP 3 to wait for Clerk D at OP 4. Customers arrive at WIP 3 at the rate of 25 customers per hour. Clerk D can process customers at the rate of 30 customers per hour and has a utilization of 25/30, which is 83.3%.
Case 2: Releasing materials or customers into your process at the speed of your bottleneck: If you’re lucky enough to enjoy demand that’s greater than or equal to your capacity, and you want to avoid the overproduction, then you release customers (material) only at the speed of your bottleneck. Here are your utilizations:
Clerk A: This clerk works at the speed of the bottleneck, which is 25 customers per hour. His utilization is 25/30, or 83.3%.
Clerk B: 25 customers per hour arrive in WIP 1, and Clerk B’s utilization is 25/40, or 62.5%.
Clerk C: Because this clerk is the bottleneck and customers are being processed at his speed, his utilization is 100% (25/25).
Clerk D: As in Case 1, customers arrive at the rate of 25 per hour, and Clerk D has the capacity to process 30 customers per hour. Clerk D’s capacity is 83.3%.
Case 3: Processing customers as they arrive: If your capacity is greater than your current demand, then you process customers as they arrive. If only 20 customers arrive per hour, here are the utilizations of each clerk:
Clerk A: 20/30 or 66.7%
Clerk B: 20/40 or 50%
Clerk C: 20/25 or 80%
Clerk D: 20/30 or 66.7%
The following table illustrates the dangers of managing based on utilization. Is the high utilization in Case 1 useful? Probably not. If demand is greater than or equal to the capacity of the bottleneck, then you want to introduce material into your process only at the rate that the bottleneck can process it. The high utilizations of Clerks A and B only lead to a buildup of inventory in WIP 2 in front of Clerk C, the bottleneck. But if your demand is less than your capacity, you want to release material at the rate of demand, as in Case 3. Although doing so results in the lowest utilizations, it also prevents unnecessary buildup of inventory. For a closer look at the links among utilization, demand, capacity, and inventory, see Chapters 6, 7, and 8, which cover demand forecasting, capacity planning, and inventory management, respectively.
Accounting for variability
When measuring your process, be aware that variability always exists in any process. Variability can influence your metrics and may lead you to make incorrect conclusions. Here are some different types of variability:
![]() Individual variability: When an employee performs an operation, variation exists in how fast he performs the task each time. Aside from the physical ability of an individual to complete a task, factors such as time of day and day of the week can affect how fast the employee processes each unit. Take measurements at different times to capture this variation. (Check out Chapter 12 for details on process variability.)
Individual variability: When an employee performs an operation, variation exists in how fast he performs the task each time. Aside from the physical ability of an individual to complete a task, factors such as time of day and day of the week can affect how fast the employee processes each unit. Take measurements at different times to capture this variation. (Check out Chapter 12 for details on process variability.)
![]() Material variability: People often overlook the effect of the non-labor inputs in a process. The quality of material inputs may influence how long a particular operation takes if an operation needs to adjust its processing to accommodate varying input conditions. For example, the cycle time of a sanding operation varies based on the roughness of the material.
Material variability: People often overlook the effect of the non-labor inputs in a process. The quality of material inputs may influence how long a particular operation takes if an operation needs to adjust its processing to accommodate varying input conditions. For example, the cycle time of a sanding operation varies based on the roughness of the material.
![]() Product mix: If different products are created utilizing the same process or if customers with different requirements are served, you must take into account the product/customer mix if the different products have different cycle times. Identifying the true constraint becomes increasingly difficult if products have significantly different cycle times.
Product mix: If different products are created utilizing the same process or if customers with different requirements are served, you must take into account the product/customer mix if the different products have different cycle times. Identifying the true constraint becomes increasingly difficult if products have significantly different cycle times.
![]() Staff variability: People doing the same task vary in how quickly they can complete the work, and this type of variability is usually greater than individual variation. If different people are assigned to perform the same task, be sure to measure the cycle time of each person — or gather a representative sample.
Staff variability: People doing the same task vary in how quickly they can complete the work, and this type of variability is usually greater than individual variation. If different people are assigned to perform the same task, be sure to measure the cycle time of each person — or gather a representative sample.