Chapter 4
Dealing with Shared Resources, Batches, and Rework
In This Chapter
![]() Assigning resources to multiple operations or processes
Assigning resources to multiple operations or processes
![]() Understanding batch size and setups
Understanding batch size and setups
![]() Dealing with rework
Dealing with rework
Even the simplest processes can be difficult to analyze and manage, but some common situations make analysis even more challenging. For example, resources are often shared in a process or even across processes, and you must account for everything a resource does when calculating the resource’s work time.
In many processes, operations produce more than one item at a time or an operation produces several items before they progress to the next operation. For example, you don’t bake one cookie in the oven at a time; a batch of cookies bake together on one pan in the oven. In fact, you might place multiple pans of cookies in the oven at the same time. This is called batching. In a batching situation, a single resource is producing or serving more than one unit at the same time.
Another challenge of performance assessment involves process disruptions. Many things can happen to disrupt the smooth flow of parts through a process. One of the biggest is the production of poor quality products that require extra processing (rework). This throws all the process metrics into a tailspin.
In this chapter, we address these situations. If your knowledge of basic process analysis is rusty, you can always refer to Chapters 2 and 3.
Sharing Resources
In many organizations, resources (people, capital equipment, computers, and so on) perform more than one operation (a single activity or task) in a process or are shared across processes. For example, a receptionist in a doctor’s office not only greets patients but also collects payment and schedules future appointments. Similarly, a product designer may design more than one type of merchandise in a given time period for different brands. Analyzing these situations requires special care because they affect process performance metrics.
Assigning a resource to more than one operation
Assigning a resource to more than one operation in a process can be a smart way to help balance the line so that each person or machine has approximately the same work content. Work content is the total time a resource spends working on one flow unit, or one part that goes through the entire process. This structure can increase resource utilization without creating an overproduction dilemma, which we describe in Chapter 3. But when assigning resources to multiple operations, you want to be sure to avoid resource conflicts.
In this section, we help you identify bottlenecks and avoid conflicts when a resource works on multiple operations.
 When calculating a resource’s cycle time — the time a resource takes to process one flow unit — you must account for everything that each resource does in the process. Often, this includes multiple operations. Considering each resource’s total work time is important when identifying bottlenecks.
When calculating a resource’s cycle time — the time a resource takes to process one flow unit — you must account for everything that each resource does in the process. Often, this includes multiple operations. Considering each resource’s total work time is important when identifying bottlenecks.
Figure 4-1 shows a situation in which individual clerks perform multiple operations:
![]() Clerk 1 performs OP1 and OP5; his cycle time is 18 minutes (6 + 12).
Clerk 1 performs OP1 and OP5; his cycle time is 18 minutes (6 + 12).
![]() Clerk 2 performs OP2 and OP4; her cycle time is 15 minutes (10 + 5).
Clerk 2 performs OP2 and OP4; her cycle time is 15 minutes (10 + 5).
![]() Clerks 3 and 4 both perform OP3, and each has a cycle time of 20 minutes.
Clerks 3 and 4 both perform OP3, and each has a cycle time of 20 minutes.
![]() Clerk 5 performs OP6 with a cycle time of 15 minutes.
Clerk 5 performs OP6 with a cycle time of 15 minutes.

Illustration by Wiley, Composition Services Graphics
Figure 4-1: Resources performing multiple operations.
If you analyze the process without noticing that operations share resources, you may conclude that the bottleneck is Clerk 5 performing OP6 with a cycle time of 15 minutes. Or maybe you’d peg Clerks 3 and 4 at OP3 as the bottleneck; but they don’t represent the smallest capacity or the longest cycle time (bottleneck metrics) because the cycle time for the resources at OP3 is really 10 minutes (20 ÷ 2) — you have two resources in parallel (see Chapter 3 for details on parallel resources). The actual bottleneck of the process is Clerk 1 because he performs both OP1 and OP5 and has the longest cycle time of 18 minutes.
When assigning resources, you need to verify that, given current demand, you aren’t creating any resource conflicts. Resource conflicts arise when a resource must do two or more operations on different flow units (individual people or parts going through the system) at the same time. For example, a receptionist at a doctor’s office can’t check in one patient at the same time he is scheduling a future appointment for another; this is a resource conflict.
In Figure 4-1, a resource conflict would exist if Clerk 1 has to perform OP1 on a new customer at the same time he needs to perform OP5 on a different customer. Because of the potential for resource conflicts, sharing resources often increases the time a flow unit spends in the process.
Allocating resources to more than one process
A single resource may be assigned to perform one or more operations in more than one process. When this happens, analyzing the performance of a particular process becomes tricky. Here are some important questions to ask when you’re evaluating a process that uses a resource that also works on other processes:
![]() Is the resource a bottleneck in any of the individual processes in which it performs? If the resource is the bottleneck in an individual process even if the resource was dedicated exclusively to that individual process, then you have a serious issue. The resource is limiting production in a process, so any additional activities it performs in other processes further limits the capacity of that first process.
Is the resource a bottleneck in any of the individual processes in which it performs? If the resource is the bottleneck in an individual process even if the resource was dedicated exclusively to that individual process, then you have a serious issue. The resource is limiting production in a process, so any additional activities it performs in other processes further limits the capacity of that first process.
![]() How much total work content does the resource perform across all the processes? The resource may not be the bottleneck in any individual process but may actually be a bottleneck given its activities across all processes in which it performs. If this occurs, then the resource may make one process wait while it performs an activity in another process.
How much total work content does the resource perform across all the processes? The resource may not be the bottleneck in any individual process but may actually be a bottleneck given its activities across all processes in which it performs. If this occurs, then the resource may make one process wait while it performs an activity in another process.
![]() Do you need to adjust your material release policy? If a resource becomes a bottleneck because of its shared activities, then you may need to adjust the material release policy (how fast parts are introduced into the process) of all processes the resource works in to reflect the new bottleneck. Scheduling is critical when resources are shared among processes. You must schedule the processes in a way that doesn’t create resource conflicts.
Do you need to adjust your material release policy? If a resource becomes a bottleneck because of its shared activities, then you may need to adjust the material release policy (how fast parts are introduced into the process) of all processes the resource works in to reflect the new bottleneck. Scheduling is critical when resources are shared among processes. You must schedule the processes in a way that doesn’t create resource conflicts.
Find details on sharing resources across processes in Chapter 15.
Batching Parts and Setting Up Operations
Sometimes an operation can process multiple parts or customers at the same time; this is known as batching. For example, an oven in a bakery or a kiln in a manufacturing plant can process more than one flow unit during a single operation cycle. Depending on the size of each batch, this capability can actually create problems in a process if other operations have different capacities, or can’t process as many units during a cycle.
Another type of batching that creates process design challenges involves using a resource to produce multiple types of units. This situation applies mostly to manufacturing, make-to-stock processes (see Chapter 5). For example, a television manufacturer may make two or more TV models on the same production line. Switching from one model to another requires what’s called a setup time.
In this section, we tell you how to choose optimal batch sizes, with or without setup times.
Working with batches
Before you can determine what the ideal batch sizes are for a process, you need to know a few basic terms:
![]() Operation batch size: This is the number of parts that an operation processes during one cycle. A single period of a bakery oven cooking multiple cookies is an example of an operation processing more than one part during a cycle. The volume of units processed by any one operation in the process may be different, and every operation doesn’t necessarily need to process the maximum number of units it can.
Operation batch size: This is the number of parts that an operation processes during one cycle. A single period of a bakery oven cooking multiple cookies is an example of an operation processing more than one part during a cycle. The volume of units processed by any one operation in the process may be different, and every operation doesn’t necessarily need to process the maximum number of units it can.
![]() Process batch size: A batch process produces multiple types of flow units in successive groups or batches. For example, an automotive manufacturing facility produces different-colored cars on the same production line. Each color is manufactured in a batch of cars.
Process batch size: A batch process produces multiple types of flow units in successive groups or batches. For example, an automotive manufacturing facility produces different-colored cars on the same production line. Each color is manufactured in a batch of cars.
Therefore, a batch size or process batch size is the number of flow units that are processed between resource setups in a batch process. In an auto manufacturing facility, 100 red cars may be produced before the process switches to blue cars. The number of flow units produced in a batch is often referred to as the production batch size.
Setups are downtimes during which the resource can’t work on flow units because the machine is being modified to process a different type part — as in a model or color change. Every time an auto plant switches from red cars to blue, the facility must shut down to change the paint color. The downtime is the setup time. Setups are also commonly known as changeovers. Chapter 11 covers how to reduce setup times.
![]() Transfer batch size: This is the number of flow units that move from operation to operation at any time. The transfer batch size will likely be less than or equal to the process batch size. In some cases, the transfer batch size will be equal to 1, as in an automated assembly line, where parts move on as they’re processed.
Transfer batch size: This is the number of flow units that move from operation to operation at any time. The transfer batch size will likely be less than or equal to the process batch size. In some cases, the transfer batch size will be equal to 1, as in an automated assembly line, where parts move on as they’re processed.
An important difference exists between a transfer batch and a process batch. A transfer batch doesn’t require a setup. It is strictly the number of parts or customers that move to the next operation together. A process batch, however, requires some amount of downtime for an operation to switch from producing one type of unit to a different one. A process batch can include one or more transfer batches.
Maximizing operation batch size
In a process, some operations can process multiple flow units at a time and others can’t, so it’s important to analyze the operation batch size to maximize the total system’s capacity. To accommodate other operations in a process, a particular operation’s batch size may be lower than its maximum possible output.
By definition, no setup time is required between operation batches. In this analysis, we assume that the operation batch size is the same as the transfer batch size, meaning that the units processed in any one cycle of an operation move on to the next operation as a batch at the same time.
Here are the general steps for determining optimal batch size to maximize process capacity:
1. Determine the capacity of each resource for different batch sizes.
Calculate the capacity for several batch sizes, including the minimum and maximum allowable size.
2. Determine whether the bottleneck changes from one resource to another.
The bottleneck may shift if some resources have the same cycle time regardless of batch size and others have changing cycle times based on batch size.
The operation’s cycle time is for a batch of parts, not just a single unit.
3. Determine the batch size that causes the bottleneck to change.
In general, this occurs when the capacity of the original bottleneck equals that of the new bottleneck.
For example, look at Figure 4-2, which illustrates a bakery’s process for making cakes. First note the capacity of each resource for various batch sizes:

Illustration by Wiley, Composition Services Graphics
Figure 4-2: Optimizing batch size.
Resource 1 mixes the ingredients and prepares the pans for the oven. This resource can mix up to 3 cakes in 5 minutes, but he doesn’t necessarily need to make 3 at a time. Making only 1 or 2 still takes him 5 minutes.
After preparing the cakes for the oven, Resource 1 places them in a holding area (WIP), where they wait for the oven to become available.
Resource 2 (the oven) takes 30 minutes to bake a batch of cakes, no matter how many cakes are in the oven. The oven can hold 12 pans (maximum operation batch size is 12), and all the cakes must be put in the oven at the same time.
After the 30-minute bake time, Resource 3 removes the cakes from the oven and places them on cooling racks. Doing so takes her 10 seconds per cake. Resource 3 isn’t the bottleneck in this process because she needs only 2 minutes to process the maximum batch size of 12.
Each cake must cool at least 15 minutes before moving on to Resource 4, who removes each cake from the cooling rack, takes it out of the pan, brushes a glaze over the warm cake, and boxes it — at a pace of 6 minutes per cake. Cooling is an operation and not a WIP because Resource 4 can’t decorate a hot cake.
The batch size in this process can range from 1 to 12 cakes, the capacity of the oven. The chosen batch size determines the process capacity and flow time. Figure 4-3 summarizes the effect of batch size on the cycle time and capacity of each resource in this example process, as well as the rush order flow time for a particular batch size.

Illustration by Wiley, Composition Services Graphics
Figure 4-3 Effect of batch size on process metrics.
Comparing the capacity of each resource as batch size increases, the oven (Resource 2) remains the bottleneck until batch size reaches 5 cakes. At this size, Resource 4 also becomes a bottleneck, and Resource 2 and 4 have a capacity of 10 cakes per hour. When the batch size exceeds 5, Resource 4 becomes the sole bottleneck — cakes will back up before Resource 4’s station because cakes arrive faster than she can process them. Figure 4-4 illustrates the effect of batch size on resource capacity in this process.

Illustration by Wiley, Composition Services Graphics
Figure 4-4: Effect of batch size on resource capacity.
Figure 4-4 reveals that the optimal batch size is 5 cakes; this is where both Resources 2 and 4 have the same capacity.
When choosing the batch size, metrics other than system capacity may influence your decision. For example, in Figure 4-3, the rush order flow time increases as batch size increases. If a smaller flow time is important to your customers, then you may want to reduce the batch size. Likewise, quality expectations can also influence batch size. In the cake example, if the batch size is 5, then the last cake will wait an additional 24 minutes beyond the 15-minute cool time before Resource 4 can decorate it (because the 4 cakes ahead of it each take 6 minutes to decorate). If this additional time allows the cake to cool too much for the glaze to spread, then you may have to reduce the batch size.
Optimizing transfer batch size
The transfer batch size refers to the number of units that move as a group from operation to operation. On a process map, the transfer action is represented as an operation even though it doesn’t add value to the end product because the step is necessary for the parts to move through the process. See Chapter 2 for more on non-value-added activities and process waste.
Figure 4-5 shows a process that utilizes transfer batches. The process consists of three operators and one driver. The driver performs both of the transfer operations.

Illustration by Wiley, Composition Services Graphics
Figure 4-5: Transfer batch process.
In this process map, each operation has its own waiting station for work in process (WIP). Each operation uses WIP as an input and outputs WIP to a different location. For example, OP1 processes parts into WIP1, and OP2 pulls parts to work on from WIP2. When WIP1 reaches the transfer batch size, it moves and becomes WIP2.
The following steps are useful when establishing transfer batch sizes:
1. Determine the bottleneck of the process, assuming a transfer batch size of one.
Initially, don’t worry about the resources used for transporting the batches from operation to operation. The amount of time these resources are utilized depends on the number of trips they have to make. As the batch size increases, they make fewer trips. In the example in Figure 4-5, Operator 2 is the bottleneck and has a capacity of 300 units per hour.
2. Decide on your material release policy, or how fast you allow parts to enter the process.
If you’re lucky and demand exceeds capacity, you’ll operate at the speed of the bottleneck to prevent overproduction (see Chapter 3). If demand is less than capacity, you’ll operate at the rate of demand. Refer to Chapter 7 for situations such as seasonal demand, when you may want to produce more than current demand indicates. In the example shown in Figure 4-5, assume that demand is greater than capacity and that parts enter the process at the rate of 300 units per hour.
3. Figure out the capacity (trips per hour) of your transportation resources.
In the example, moving a batch of parts from operation to operation takes 2 minutes. This means that the driver can make 30 trips per hour. Because there’s only one driver, he must divide his time between two transfer points. The number of transfers at each point doesn’t necessarily need to be the same. Note that, to keep this simple, we’re ignoring any time it takes for the driver to move between the two transfer points.
4. Determine the minimum batch size that the transportation resources can accommodate.
Assuming that you maintain the same transfer batch size throughout the process, the driver can make up to 15 (30 ÷ 2) transfers per hour at each transfer point. Because 300 parts are released into the system per hour, the minimum batch size that the driver can process is 20 parts (300 ÷ 15). A smaller batch size requires more transfers and exceeds the capacity of the driver.
5. Set the batch size to meet your operational objectives.
When choosing batch sizes, you must consider many factors, such as operator work patterns, desired inventory levels, the time it takes to get through the process, facility layout, and traffic patterns within your facility.
Not all the transfer batches in a process have to be the same size.
Resource utilization
Small batch sizes tend to smooth the workload of an operation. In Figure 4-5, if 15 batches of 20 units enter the system every hour — meaning that a batch arrives at OP1 every 4 minutes (60 minutes ÷ 15 batches) — then Operator 1 works for 2.4 minutes (60 ÷ 500, or 0.12 minutes/unit, · 20 units) to process the batch. He then waits for 1.6 minutes for the next batch to arrive to him. This means Operator 1 works for 2.4 minutes out of every 4 minutes, or 60% of the time.
On the other hand, large batch sizes generate longer continuous active periods followed by longer continuous inactive periods. If the batch size in Figure 4-5, is 300 per hour and all the units arrive at the same time, Operator 1 works for 36 minutes (300 · .12) to process all the parts and is then inactive for the rest of the hour, until the next batch of 300 units arrives to him. The operator’s utilization remains at 60%, but he now has larger blocks of working time and downtime.
Flow time
Small batch sizes reduce the time for a batch of parts to get through a system. For example, OP1 and OP3 in Figure 4-5 each requires 2.4 minutes to process 20 parts; OP2 can process a part every 0.2 minutes, taking 4 minutes to process 20 parts. Summing the time the batch spends at each operation and adding 4 minutes for the two transfers, a batch of 20 units takes 12.8 minutes to process from start to finish, not including any wait times if they exist.
Conversely, large batch sizes increase the time a batch spends in the process. Staying with the example in Figure 4-5, a batch of 300 parts goes through the process in 136 minutes: 36 minutes + 2 minutes + 60 minutes + 2 minutes + 36 minutes.
Facility traffic
Small batch sizes usually create more traffic in a facility because more transfers occur. In some situations, this may be dangerous and undesirable.
Inventory storage
Small batch sizes result in less wait time for an individual part, which results in less WIP inventory. Flip to Chapter 7 to see how flow times and inventory are related.
Optimizing batch size with operation setups
Company resources are often used to produce more than one type of product. Examples include a manufacturing facility that produces different models of automobiles or a facility that makes sweaters of different sizes and colors. Product versatility allows an organization to get the most out of its resources. However, changing over from one product to another takes time and labor. To minimize setups and the costs associated with them, many processes produce multiple types of flow units in batches.
Figure 4-6 shows a machine that produces two types of products and the setup that’s required before switching to the next part.

Illustration by Wiley, Composition Services Graphics
Figure 4-6: Producing multiple product types.
The figure shows that the machine doesn’t produce parts during the setup between batches of parts. This downtime reduces the resource’s capacity. The batch size affects the resource’s maximum thruput (what is actually produced) and utilization. The larger the batch size, the higher the resource’s thruput and utilization.
In general, you can calculate the maximum thruput as
![]()
 Watch the time units you use in this equation. Setup time and cycle time (CT) must have the same units.
Watch the time units you use in this equation. Setup time and cycle time (CT) must have the same units.
The equation for maximum utilization is
![]()
Suppose that the capacity of a resource is 60 units per hour, and the setup time between batches is 10 minutes. With a batch size of 10, the hour starts with the 10 minutes of setup time followed by the production of 10 units, which takes 10 minutes. This pattern is repeated over and over. During one hour, the pattern is repeated 3 times, and the resource produces 30 parts per hour. This means that the utilization of the resource is 50% because it has the capacity to produce 60 per hour.
If you increase the batch size to 20, then 10 minutes for setup is followed by 20 minutes of production. This cycle takes 30 minutes and repeats 2 times an hour. A total of 2 batches or 40 parts are produced per hour, resulting in a utilization of 66.7%.
By increasing the batch size even further to 50, you enable the resource to produce 50 parts in 50 minutes; it is then inactive for 10 minutes for setup. Thruput is 50 parts per hour, and utilization is 83.3%
Table 4-1 summarizes what happens to the metrics as batch size increases.
Table 4-1 Thruput and Utilization As Batch Size Increases
|
Batch Size |
Thruput (Parts per Hour) |
Utilization (%) |
|
10 |
30 |
50 |
|
30 |
45 |
75 |
|
50 |
50 |
83.3 |
|
70 |
52.5 |
87.5 |
|
90 |
54 |
90 |
 When you choose a batch size, your first priority is to ensure that your process thruput meets your product demand. When you reach your thruput goal, you want to reduce inventory levels and flow time by selecting the smallest batch size that meets the required thruput.
When you choose a batch size, your first priority is to ensure that your process thruput meets your product demand. When you reach your thruput goal, you want to reduce inventory levels and flow time by selecting the smallest batch size that meets the required thruput.
Figure 4-7 shows a simple process in which each operation has its own setup and cycle times. Selecting the process batch size requires you to analyze the process using different batch sizes and choosing the one that meets the performance objectives for your process.

Illustration by Wiley, Composition Services Graphics
Figure 4-7: Process with setup times.
The first step is to determine the bottleneck and process thruput for several batch sizes. Using the equation for maximum thruput, Table 4-2 summarizes the thruput of the operators for different batch sizes.
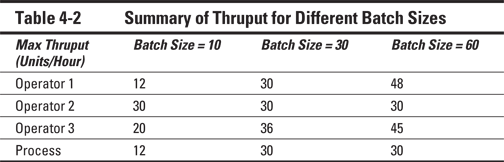
Figure 4-8 shows the relationship of batch size to thruput for each resource. Operator 2’s thruput is independent of batch size and is capped at 30 units per hour. To maximize thruput, choose the minimum batch size that results in all resources having a thruput of at least 30 units per hour. In this case you should set the batch size at 30.

Illustration by Wiley, Composition Services Graphics
Figure 4-8: Relationship of batch size to thruput.
Reducing setup times can increase an operation’s thruput. If Operator 1’s setup time can be reduced to 30 minutes, then the operation’s thruput with a batch size of 30 would increase to 40 units per hour. The batch size can be reduced to 20 units and still maintain a thruput of 30 units per hour. Chapter 11 points out how to reduce setup times.
Managing Process Disruptions
Few things are more disruptive to a process than poor quality. Poor quality has a negative impact on all your process metrics. In Chapters 12 and 13, we show you how to define, measure, and improve process quality; until then, you need to know how to manage your process given the current quality levels.
Poor quality wastes resources in three ways:
![]() By producing the bad part in the first place
By producing the bad part in the first place
![]() By having to “fix” the bad part (often called rework)
By having to “fix” the bad part (often called rework)
![]() By having to find bad parts before they progress in the process or, in the worst case, before they’re sold to a customer
By having to find bad parts before they progress in the process or, in the worst case, before they’re sold to a customer
When you find defects in a product, you can either fix what’s wrong or scrap the product. If you discard the product, you waste the time and materials that went into the product. If you attempt to fix the defect, you must use resources on the rework that could be used making additional products.
You can handle rework in two ways: You can establish a separate process to handle the defective products or place them back in the main process that created them and correct the defect.
Putting rework back in the process that created it
Sometimes, when a defective product is discovered, it’s repaired/fixed by the resource that created it and then placed back into the process where the defect occurred.
Figure 4-9 shows a process in which defective products are reworked in the main flow.
In this process, a customer enters the system, and a receptionist greets him. He then waits for one of the three accountants. After an accountant completes his tax return, one of the two auditors checks it for accuracy. If the return is correct, the customer pays the receptionist, who prepared his bill while the return was being processed and audited. Figure 4-9 shows the cycle times for each operation.
If returns aren’t defective, then the accountants and the receptionist have a cycle time of 8 minutes and a capacity of 7.5 clients per hour. The system bottleneck (slowest resource) is the auditors, who have a cycle time of 9 minutes, giving them a capacity to process 6.67 customers per hour. If you’re puzzled by how we calculated the metrics, check out Chapters 2 and 3.

Illustration by Wiley, Composition Services Graphics
Figure 4-9: Managing rework.
If the auditors discover that 20% of the returns have a mistake, then the return goes back to an accountant (not necessarily the one who initially worked on the return). The accountant spends an additional 24 minutes correcting the return, and the auditor must spend an additional 4 minutes rechecking it for accuracy. We assume that the return is correct the first time through the rework cycle.
To analyze this process when rework is involved, the first thing you must do is calculate the new cycle times for the accountants and the auditors. To do this, you want to calculate the cycle time for a part that requires rework and the cycle time of a good part. You can then take a weighted average to obtain a new average cycle time.
You can use the following equations:
![]()

In the example, the accountant spends a total of 24 minutes on a good return and 48 minutes on a return requiring rework (24 minutes the first time plus an additional 24 minutes to fix the return). With 20% of the returns requiring rework, the new average cycle time is 28.8. With three accountants, the cycle time of the activity is 9.6 minutes.
Similarly, an auditor spends 18 minutes on a good return and 22 minutes (18 minutes plus 4 minutes for rework) on a return requiring rework, giving a new average cycle time of 18.8 minutes. With two auditors, the cycle time of the activity is 9.4 minutes.
A danger of the rework cycle is that the bottleneck of the process may change. If your bottleneck changes without your realizing it, you’ll try to optimize the wrong resource and won’t see any process improvement as a result of your efforts.
In this example, the accountants are now the bottleneck, and the process now has a capacity of 6.25 clients per hour. Because of the rework, the process capacity is reduced by 0.42 clients per hour, or 3.36 per 8-hour day. Assuming a 5-day work week, this means that, over the 6 weeks before April 15, which is the peak time for income tax filing, the firm would lose capacity of more than 100 clients. That adds up to a lot of money lost over a short period of time.
Pulling rework out of the main process
Placing a defective part back into the main process is often hard, if not impossible. For example, consider an automobile assembly line. Moving a defective auto and placing it back on the line for repair would be extremely disruptive and costly.
Usually, a company uses resources other than the main line resources to correct quality problems. This creates a lot of waste for the organization. You need not only additional resources but also additional space and equipment to process the defective part.
In the example involving tax returns, placing defective returns back into the process is easy, but you could also handle them off the main process flow. You could hire additional personnel dedicated to handle rework or assign one of the main line accountants and auditors to perform rework as well as main process operations. The latter option would mean using resources across multiple processes, which may create a problem of its own (see the earlier Sharing Resources section for details on this scenario).