Chapter 3
Designing Processes to Meet Goals
In This Chapter
![]() Implementing process improvement step by step
Implementing process improvement step by step
![]() Understanding serial and parallel processes
Understanding serial and parallel processes
![]() Designing processes to accomplish specific objectives
Designing processes to accomplish specific objectives
![]() Spotting hidden bottlenecks and increasing process capacity
Spotting hidden bottlenecks and increasing process capacity
Before you can begin designing smart processes, you need to know what you want to accomplish. We’re talking about establishing goals. Defining meaningful goals for a process requires knowing what really matters to your customers and having a clear sense of the anticipated demand for the process outcome (see Chapter 6). With these prerequisites in the bag, you can design a process to meet your goals and expectations.
In this chapter we show you how to design a process that reduces flow time and maximizes capacity. We also point out how to use line balancing and flexible resources to improve process performance. The key to improving a process is to follow a structured process improvement plan instead of trying to wing it. Without this structured plan you’ll find yourself lost, wasting valuable time and resources. Keep your eye on the ball; the intent here is continuous improvement. Always look for ways to improve your processes because there is always room for improvement.
Getting Started with Process Improvement
Companies spend a lot of time and resources on process improvement projects that fail to produce the desired results. A primary reason that many projects fall short of expectations is because they fail to follow a structured approach. Documenting where a process has been and where it needs to go provides a road map — with directions — that can save an enormous amount of time and resources that may otherwise be wasted on dead ends and cul-de-sacs. How novel, right?
Follow these steps when undertaking an improvement project:
1. Map your process (see Chapter 2 for info on how to do this).
2. Determine your current process metrics (also described in Chapter 2).
3. Determine whether you have enough capacity to meet your demand requirements.
4. Decide what process metrics you need to improve and set goals for each.
5. Use the process improvement techniques presented in this chapter to design changes that will accomplish your desired goals.
6. Draw the new process map, implement the design changes, and observe the new process.
7. Reassess your process metrics and goals.
8. Repeat Steps 1 through 7 for continuous improvement.
 Start by creating a “what we do now” process flow. Many companies skip this step because it’s time-consuming, but having a visual of the current system can reveal valuable information. For instance, a visual of the status quo highlights cross-departmental interaction points, which can give you insights into matters involving delay and waste. A baseline process map can also facilitate buy-in for the improvement effort throughout the organization.
Start by creating a “what we do now” process flow. Many companies skip this step because it’s time-consuming, but having a visual of the current system can reveal valuable information. For instance, a visual of the status quo highlights cross-departmental interaction points, which can give you insights into matters involving delay and waste. A baseline process map can also facilitate buy-in for the improvement effort throughout the organization.
Planning Operations
There are countless ways to design a process. What constitutes a good or bad design depends on what your objectives are. Some general rules of thumb can help you maximize your process design and achieve your goals.
In this section we look at the effects of the placement of activities in the process. Serial processes have operations that must occur one after the other; parallel processes can occur simultaneously.
Considering a serial process
In a system with a serial process design, activities occur one after the other; no activities occur simultaneously. Figure 3-1 shows a typical serial process in which activities take place one at a time in a defined sequence. A resource performs an operation and places the output in a waiting area until the next operation is ready to receive it as an input. We refer to the part or customer in this section as the flow unit.
In this serial process, the resource performing OP1 has the smallest capacity and is the bottleneck with a capacity of one flow unit per day. The time it takes one flow unit to get through the system is two days (one day for OP1 and a half day each for OP2 and OP3). Because this calculation does not include any wait times, it’s really a rush order flow time and not the actual flow time. But for simplicity, we call this variable the flow time. (See Chapter 2 for flow time definitions and flip to Chapter 7 to find out how to calculate average wait times.)

Illustration by Wiley, Composition Services Graphics
Figure 3-1: Example of a serial process.
A major problem with a serial process is that the flow time can be very long; after all, the flow unit must go through the system one step at a time. It may be possible to reduce flow time if you can identify where in the process operations can happen simultaneously. An example of this opportunity is in a medical clinic where a customer can see the doctor at the same time that office staff processes paperwork for insurance. Operations that happen at the same time are said to be in parallel.
Placing operations in parallel
Placing two or more operations in parallel, a term that indicates operations perform their functions at the same time, can either reduce flow time (see Chapter 2) or increase capacity (see Chapter 7), depending on whether the parallel operations perform different functions (unlike operations) or perform the same function on different parts (like operations).
Placing unlike operations in parallel reduces the flow time but doesn’t impact capacity. Placing like operations in parallel increases the operation’s capacity — and the system capacity if the operation is the bottleneck — but doesn’t affect the flow time.
Unlike operations
Multiple operations that perform different processes on the same flow unit at the same time are referred to as unlike operations. For example, a cashier at a fast-food restaurant can take your money at the same time the fry cook is preparing your order.
Figure 3-2 shows the serial process in Figure 3-1 transformed by placing OP1 and OP2 in parallel.

Illustration by Wiley, Composition Services Graphics
Figure 3-2: Unlike operations in parallel.
In Figure 3-2, OP1 and OP2 are completed at the same time, but both operations must be completed before the flow unit can proceed to OP3. The capacity of the bottleneck stays the same, so the system capacity remains one per day, but the flow time is reduced.
When unlike operations are parallel and both must be completed before the flow unit can proceed, the flow time for the pair is the greater of the two. In other words, the slowest one is the pace setter. The flow time in Figure 3-2 decreases by the 0.5 days of OP2 because this operation begins and ends inside the time it takes to complete OP1; total flow time for the process is now 1.5 days.
 You can place unlike operations in parallel for the same flow unit only if they can work on the flow unit at the same time. For example, operations that attach each of four different doors and the hood of a car in assembly can be placed in parallel. But you can’t attach a door to a car in assembly at the same time the flow unit (the car) is going through the paint booth unless you also desire to paint the equipment and operators.
You can place unlike operations in parallel for the same flow unit only if they can work on the flow unit at the same time. For example, operations that attach each of four different doors and the hood of a car in assembly can be placed in parallel. But you can’t attach a door to a car in assembly at the same time the flow unit (the car) is going through the paint booth unless you also desire to paint the equipment and operators.
Like operations
When like operations are in parallel, more than one of the same type of resource is performing the identical operation but on different flow units. In a restaurant, for example, several servers take orders from different customers. In this case, the servers are functioning in parallel.
Adding like operations in parallel to a system usually requires adding equipment or an employee to the process. Because the bottleneck determines system capacity, if your goal is to increase capacity, you only want to add resources to the bottleneck operation because adding them to another operation won’t change capacity.
Figure 3-3 shows what a process looks like when another resource is added at OP1. A flow unit is now positioned at each of the OP1 stations. Because OP1 was the bottleneck, the system capacity is increased. You now have two resources, each producing one per day, making the new capacity two per day.
OP1 now has the same capacity as OP2 and OP3. You’ve effectively balanced the production line! (More on this later.) Now, all operations can be considered a bottleneck; to improve capacity any further, you need to take action on all three of the bottlenecks.

Illustration by Wiley, Composition Services Graphics
Figure 3-3: Like operations in parallel.
Although you increased the system capacity, the flow time — the time needed to get one unit through the entire process — holds steady. Even though you have two resources performing OP1, they’re doing so on different flow units, and each flow unit still takes one day at OP1. Therefore, the flow time remains the same at two days.
Improving Processes According to a Goal
Any given business has a variety of objectives that are related to different parts of the business. Designing your processes to operate effectively can help you meet those objectives. In this section, we examine how one process can be arranged in many configurations to produce a different outcome. Starting with a simple serial configuration, we then look at ways to improve the process based on an objective to reduce the flow time. We make different adjustments to increase capacity, and show you one more variation to improve both flow time and capacity. We also look at the effect of each version of the process on its utilization of the workers.
Figure 3-4 illustrates the simple service process of obtaining a passport at a post office. We use this example to show the required steps to either reduce the flow time, increase capacity, or accomplish both goals. In the analysis that follows, we make the following assumptions:
![]() There’s a waiting period (WIP) between each operation.
There’s a waiting period (WIP) between each operation.
![]() Customers arrive at the post office and enter the process at the speed of the process bottleneck.
Customers arrive at the post office and enter the process at the speed of the process bottleneck.
![]() There’s no variability in customer arrival rates and operation cycle times.
There’s no variability in customer arrival rates and operation cycle times.
In this example process, a customer enters the post office and is greeted by a clerk who reviews the individual’s application. Another clerk checks all of the customer’s documents for completeness and hands the documents to another who enters the information into the computer.
The customer then proceeds to an employee who takes his fingerprints (not part of a real passport process but included here to emphasize the process structure issues) and then to another who takes his picture. Next, the application is prepared for mailing, and the customer pays a clerk before leaving.
This system has a capacity of 60 passports per hour, and the bottleneck in this process is the clerk who enters customer information into the computer. The rush order flow time for any customer without wait times is 225 seconds (sum of all of the cycle times).
If you’re thinking that this kind of efficiency at your local post office is but a pipe dream, you’re probably not alone. But if you’re the operations manager of this post office, you may be concerned with the utilization of your resources. Assuming that you’re lucky enough to have unlimited demand and smart enough to only let customers in the door at the rate your bottleneck can process them, then you avoid the temptation to push too many customers into your process (find more on this in the Managing Bottlenecks later in this chapter).
In our example, customers arrive at the speed of the bottleneck, which is one every 60 seconds. Here’s the utilization for the resource at each operation:
|
Review application: |
15/60 = 25% |
|
Check documents: |
30/60 = 50% |
|
Enter info into computer: |
60/60 = 100% |
|
Fingerprint: |
40/60 = 66.7% |
|
Take picture: |
20/60 = 33.3% |
|
Prepare for mailing: |
20/60 = 33.3% |
|
Collect payment: |
40/60 = 66.7% |
Another metric that may be important to you is average labor utilization. As the name states, this metric is the sum of all worker utilizations divided by the number of workers. The post office example includes seven employees (one worker assigned to each station), so the average labor utilization is 225/420 or 53.6%.

Illustration by Wiley, Composition Services Graphics
Figure 3-4: Passport application process.
There are many different process configurations for even this simple system. How you design your process depends on what you want to accomplish.
Reducing customer flow time
If your goal is to reduce customer rush order flow time in the process, you need to start by removing any non-value-added time from each of the operations. Every second removed from any operation reduces the flow time. After that is done, flow time can be further reduced by placing unlike operations in parallel as described in the section Placing operations in parallel earlier in this chapter.
Figure 3-5 shows the process in Figure 3-4 when the “Enter info into the computer” operation is placed in parallel with the “fingerprinting and picture taking” operations. This can only be done because the customer is not needed to interact with the clerk who enters the information. In this case, the customer goes one direction, and the paperwork goes another. The customer then meets back up with his paperwork before proceeding to the clerk who prepares all of the documents for mailing.

Illustration by Wiley, Composition Services Graphics
Figure 3-5: Reducing customer flow time.
In this new configuration, the bottleneck (entering the information into the computer) still needs to be addressed; that’s why process capacity remains the same. However, flow time has been reduced by 60 seconds because the time the customer spent waiting for the clerk to enter information into the computer is eliminated now that it happens at the same time a different clerk takes fingerprints and a picture. The new flow time is 165 seconds.
Flow time is an important metric for a customer, so if improving customer service is on your wish list, then you may seriously consider this design. The improvement involves no additional expense because the number of resources stays the same. This means you can improve customer service for free!
By the way, the utilizations for each resource also remain the same because customers still enter the system at the rate of one per minute.
Increasing system capacity
To increase the process’s capacity, you must address the speed of the bottleneck. The first step is to analyze all actions related to the bottleneck and removing all non-value added operations. (See the Managing Bottlenecks section later in this chapter for more ideas.) Then you want to break down the bottleneck’s task into specific actions and assign some of the actions to other resources, if possible, to improve the bottleneck’s pace.
To further increase the bottleneck’s capacity, you need to add another resource to the bottleneck operation, placing it in parallel with the original.
Figure 3-6 shows the new process. Note that you added another employee, which brings the staff head count to eight. What is the new system capacity?

Illustration by Wiley, Composition Services Graphics
Figure 3-6: Increasing capacity by adding a resource to the bottleneck.
To find out, first calculate the new capacity of the original bottleneck. You now have two workers with each processing one customer every minute; that’s 60 customers per hour per worker. The new capacity at this operation is 120 customers per hour.
But this isn’t the new system capacity. You now have a new bottleneck — actually, two bottlenecks. The resources at fingerprint and collect payment are the new bottlenecks in this system because they both have a cycle time of 40 seconds per customer, making the new system capacity
![]()
Although this version of the process significantly increases capacity, flow time remains the same at 225 seconds. Despite having two workers entering information, each flow unit still takes 60 seconds at this operation.
Assuming that you have demand of 90 customers per hour (1 customer arrives every 40 seconds), here are the new utilizations:
|
Review application: |
15/40 = 37.5% |
|
Check documents: |
30/40 = 75% |
|
Enter info (clerk 1): |
60/80 = 75% |
|
Enter info (clerk 2): |
60/80 = 75% |
|
Fingerprint: |
40/40 = 100% |
|
Take picture: |
20/40 = 50% |
|
Prepare for mailing: |
20/40 = 50% |
|
Collect payment: |
40/40 = 100% |
You may be wondering how the utilization of the clerks entering information was calculated. There are two ways to look at this:
![]() Clerks as separate units: Customers come into the process at the rate of one every 40 seconds. They proceed through the process and arrive in the WIP in front of the clerks entering the information. The first available clerk processes the customer. Theoretically, each clerk processes every other customer, so from an individual clerk’s perspective, the arrival rate is one every 80 seconds, making the utilization of each clerk 75%.
Clerks as separate units: Customers come into the process at the rate of one every 40 seconds. They proceed through the process and arrive in the WIP in front of the clerks entering the information. The first available clerk processes the customer. Theoretically, each clerk processes every other customer, so from an individual clerk’s perspective, the arrival rate is one every 80 seconds, making the utilization of each clerk 75%.
![]() Clerks as a single unit: If you calculate utilization by looking at the clerks as one unit and it takes 60 seconds to process a customer and one arrives every 40 seconds, total congestion is 60/40 or 150%. Because you have two workers, the utilization of each is 150/2 or 75%. (See Chapter 7 for details on analyzing operations with multiple resources at an operation.)
Clerks as a single unit: If you calculate utilization by looking at the clerks as one unit and it takes 60 seconds to process a customer and one arrives every 40 seconds, total congestion is 60/40 or 150%. Because you have two workers, the utilization of each is 150/2 or 75%. (See Chapter 7 for details on analyzing operations with multiple resources at an operation.)
The average labor utilization in this configuration with eight employees is 225/320 or 70.3%. This reveals that this configuration, to some extent, better balances the worker utilizations.
Adding capacity usually means adding costs — possibly in the form of hiring additional employees, purchasing additional equipment, and even acquiring additional space. In the post office example in this section, implementing this configuration increases expenses by one employee as well as an additional computer, and you may need to change the facility layout to accommodate the new flow.
Balancing the line
Moving assembly lines require a balanced line because an assembly line can only move at the speed of the bottleneck. If it moves any faster, the bottleneck cannot complete its operation. To avoid idle time at the other stations, the process design must ensure that the processing time for all of the operations comes as close as possible to the bottleneck’s cycle time.
Balancing the line also has many advantages in service operations — namely, it allows you to spread work across resources so that every employee has approximately the same volume of work. Dividing the work such as by breaking a long operation into smaller tasks can lead to reduced cycle times thus increasing your system capacity. Line balancing also prevents some employees from “doing all the work” while others are idle. This can have a remarkable effect on worker morale.
In the post office example, adding an additional resource at the original bottleneck creates two new bottlenecks. If demand remains greater than capacity, then you must find a way to increase capacity at both bottleneck operations. One way to do this is to look for ways to equalize work content across your resources through line balancing.
If you combine the fingerprint operation with the picture-taking function and also combine the mailing prep operation with payment collection, then the processing time becomes 60 seconds for each combination, the same as the original bottleneck.
If you combine these operations, you have two clerks that you can place in parallel to perform the combined operations. Figure 3-7 shows this process with two clerks performing each of the three new operations.

Illustration by Wiley, Composition Services Graphics
Figure 3-7: Balancing the process.
The process now has three operations that take 60 seconds to complete. With two employees assigned to each, the new capacity is two customers per minute, and the new process cycle time is 30 seconds.
These adjustments balance the line, except the review application operation. The new process capacity is 120 customers per hour, but it does not change the time it takes for a customer to get through the system. It still takes 225 seconds.
If demand is 120 customers per hour, then here are the worker utilizations:
|
Review application: |
15/30 = 50% |
|
Check documents: |
30/30 = 100% |
|
Enter info (clerk 1): |
60/60 = 100% |
|
Enter info (clerk 2): |
60/60 = 100% |
|
Fingerprint/picture: |
60/60 = 100% |
|
Fingerprint/picture: |
60/60 = 100% |
|
Mailing/payment: |
60/60 = 100% |
|
Mailing/payment: |
60/60 = 100% |
The average labor utilization with eight employees is 750/8 = 93.75%.
Implementing this configuration will most likely require that you alter your facility layout. You not only have two computers in this configuration, but this version also requires an additional camera as well as equipment to take fingerprints. The additional expense of the eighth employee is also a factor.
Utilizing flexible resources
Another possible configuration for a process is to cross train workers to perform more than one task in a process. Figure 3-8 shows the case where all of the workers in the post office example can perform every operation in the process.

Illustration by Wiley, Composition Services Graphics
Figure 3-8 Flexible resources.
With eight workers, the process capacity is 128 customers per hour (8 customers every 225 seconds). The flow time remains 225 seconds and the utilization for every worker is 100% if the demand exists.
This process requires additional equipment and space because every station needs a computer, a camera, and fingerprinting supplies. That eighth employee also needs to be paid. In addition, all employees need to be trained to perform each function. Depending on the complexity of the different functions, this option may be cost prohibitive for some systems.
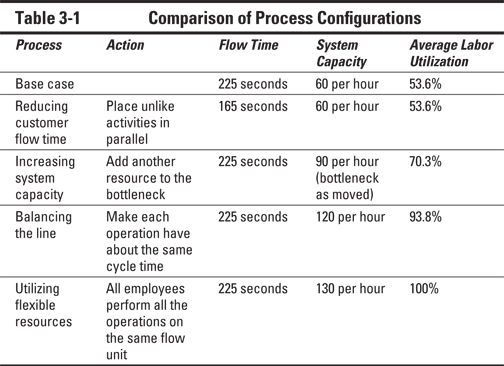
Table 3-1 summarizes the effect that each process configuration has on system performance. The right process configuration for a specific situation depends wholly on the objectives you want to achieve and any constraints you have on resources.
Improving a process that has excess capacity
Though every businessperson’s dream is to have unlimited demand for her product or service, many businesses have more than enough capacity; customer demand is the actual bottleneck. In this case, an internal bottleneck no longer exists. Until you can increase the demand, there are some concrete things you can do to reduce your process expenses. These savings can then be used on activities to increase demand.
Line balancing can reduce resource requirements. By combining operations until each new resulting station has a processing time as close to the bottleneck as possible, the process can be staffed with fewer employees or completed with less equipment. Figure 3-9 shows the example process with combined operations.

Illustration by Wiley, Composition Services Graphics
Figure 3-9: Balancing the process to meet demand.
With one employee assigned to each operation, the system capacity is 60 customers per hour; the new process requires only four employees. The flow time for any customer remains 225 seconds, and our average utilization is 93.75% if demand is equal to the capacity.
Implementing a flexible process with four employees enables you to increase system capacity to 64 customers per hour (4 customers every 225 seconds).
The key to minimizing expenses is to design process so that the maximum cycle time is as close to demand as possible. In this case, with just one full-time employee, the process capacity would be 16 customers per hours. As you add employees and maintain a flexible configuration, you increase capacity by 16 per hour with each employee. Of course you can always add part-time employees if you know your demand patterns over the course of the day so you can schedule the resources to work when needed.
Keep in mind that variability in the real world — variability in processing time, customer arrival rates, equipment breakdowns, and other types of unpredictable fluctuations in a given process — affects the clean calculations of this example and the different configurations we describe. This chapter is intended to simply point out the theoretical results of different adjustments you can make to a process design to meet specific business objectives. We introduce variability in Chapter 7.
Managing Bottlenecks
If you’re lucky enough to be in a situation where demand for your product or service exceeds your ability to make the products or deliver the service, then you want to find ways to increase your production so you can sell more. Effective management of your bottleneck, or constraint — resources that limit a process’s output — is a key to productivity and profitability.
In this section, we point out how overproduction can conceal the true process bottleneck and provide tips on how to get the most out of an existing bottleneck.
Getting tripped up by overproduction
Overproduction occurs when you allow each operation to work as fast as it can without regard to the ability of other operations in the process to keep up. If you’re in a state of overproduction, inventory can build up anywhere in the process before the bottleneck where successive operations have different cycle times. Figure 3-10 represents such a situation.

Illustration by Wiley, Composition Services Graphics
Figure 3-10: Hidden bottleneck.
For example, assume that you’re releasing material into the process at the rate of the first operation. OP1, in Figure 3-10 processes a part every 2 minutes and places it in WIP 1, where it waits for OP2. However, OP2 requires 4 minutes to process each part. Since OP2 only has a capacity of 15 parts per hour and OP1 is processing 30 per hour, WIP1 grows by 15 parts per hour (30 – 15). Imagine the scene after an 8-hour shift.
 If you think you can easily spot the bottleneck by finding the operation with the most inventory in front of it, then you may be making a big mistake. Here’s why: OP2 feeds parts to OP3 at the rate of 15 units per minute, and OP3 processes them at the same rate. With no variability in the cycle times of these operations, inventory shouldn’t accumulate in WIP2. The output of OP3 waits in WIP3 for the true bottleneck — the resource(s) at OP4. Because OP4 can process only 12 of the 15 parts it receives per hour, 3 parts per hour accumulate in WIP3 — significantly fewer than the 15 parts per hour that accumulate in WIP1.
If you think you can easily spot the bottleneck by finding the operation with the most inventory in front of it, then you may be making a big mistake. Here’s why: OP2 feeds parts to OP3 at the rate of 15 units per minute, and OP3 processes them at the same rate. With no variability in the cycle times of these operations, inventory shouldn’t accumulate in WIP2. The output of OP3 waits in WIP3 for the true bottleneck — the resource(s) at OP4. Because OP4 can process only 12 of the 15 parts it receives per hour, 3 parts per hour accumulate in WIP3 — significantly fewer than the 15 parts per hour that accumulate in WIP1.
This situation applies to services as well. Instead of parts waiting for an operation, customers would be waiting in line. See Chapter 7 to see what happens to the time a customer must wait as the number of customers in line increases.
Overproduction at OP1 can lead a less experienced operations manager to mistakenly conclude that the resource at OP2 is the bottleneck because it appears to be the operation that’s holding up production. In reality, the bottleneck is at OP4 because it’s the slowest operation.
If you’re wondering why a firm would allow a process to overproduce, there could be many causes. For example, look to a common accounting practice that leads companies to make this mistake. When costing products, accountants often calculate the cost per piece at each operation by dividing the total expense for the operation by the number of units it produces. By producing more units, the operation can seem to be improving and cost less per item.
If the line manager’s performance is only evaluated by the artificial cost per piece or utilization of the resources, then overproduction becomes a desired situation. But if a combination of different, more bottom-line friendly metrics are used to measure the performance of the process and its manager, such as the cost to actually produce a piece compared to the cost of producing it with a perfectly efficient process, then a different outcome is likely. Other factors may also cause a firm to overproduce, such as inaccurate forecasts of demand or the desire to build inventory in anticipation of future demand.
Employees tend to perform to the metric on which you evaluate them, so be sure to consider the priorities and outcomes you may facilitate when setting up an evaluation system.
Increasing process capacity
Increasing capacity of an overall process relies on increasing the capacity of the bottleneck. The system’s capacity can’t exceed the capacity of the bottleneck, so increasing the capacity of OP4 in Figure 3-10 is the priority. If improvement resources are limited, focus on OP4 first.
As you improve any bottleneck resource, you may move the bottleneck to another resource. It is vital that you continually monitor the effects of your process changes to identify when the bottleneck does indeed change. After it does, you want to change your focus to the new bottleneck.
Here are some ways for you to increase capacity at the bottleneck:
![]() Add resources at the bottleneck operation. You can increase the number of resources that are performing the operation without adding head count if you can assign an employee from another operation to help perform the bottleneck operation during unutilized time.
Add resources at the bottleneck operation. You can increase the number of resources that are performing the operation without adding head count if you can assign an employee from another operation to help perform the bottleneck operation during unutilized time.
![]() Always have a part for the bottleneck to process. Be sure to monitor the WIP in front of the bottleneck and that it always has a part to process. This involves managing the resources feeding the bottleneck to ensure that nothing is slowing them down, such as equipment failures. If scheduling overtime, you must also make sure that the bottleneck has enough parts to process during the overtime period. Overtime can be expensive, especially if the bottleneck resource is idle during this time because it runs out of material.
Always have a part for the bottleneck to process. Be sure to monitor the WIP in front of the bottleneck and that it always has a part to process. This involves managing the resources feeding the bottleneck to ensure that nothing is slowing them down, such as equipment failures. If scheduling overtime, you must also make sure that the bottleneck has enough parts to process during the overtime period. Overtime can be expensive, especially if the bottleneck resource is idle during this time because it runs out of material.
![]() Assure that the bottleneck works only on quality parts. Don’t waste the bottleneck’s time on bad parts. If you need quality checks in the process, place them before the bottleneck operation. This increases the thruput of the process.
Assure that the bottleneck works only on quality parts. Don’t waste the bottleneck’s time on bad parts. If you need quality checks in the process, place them before the bottleneck operation. This increases the thruput of the process.
![]() Examine your production schedule. If a process is used to make several different products that use varying amounts of the bottleneck’s time, then an analysis of the production schedule can create a product mix that minimizes overall demand on the bottleneck.
Examine your production schedule. If a process is used to make several different products that use varying amounts of the bottleneck’s time, then an analysis of the production schedule can create a product mix that minimizes overall demand on the bottleneck.
![]() Increase the time the operation is working. Keep the bottleneck resource working. Always have someone assigned to the operation, including during scheduled breaks and lunch periods, and use overtime if necessary. Though doing so won’t technically reduce the cycle time, it will allow the bottleneck to produce when other operations are idle. The more time the bottleneck works, the more parts the system produces.
Increase the time the operation is working. Keep the bottleneck resource working. Always have someone assigned to the operation, including during scheduled breaks and lunch periods, and use overtime if necessary. Though doing so won’t technically reduce the cycle time, it will allow the bottleneck to produce when other operations are idle. The more time the bottleneck works, the more parts the system produces.
![]() Minimize downtime. Avoid scheduled and unscheduled downtime. If the bottleneck equipment suffers a breakdown during scheduled operations, dispatch repair personnel immediately to get the bottleneck up and running as quickly as possible. This may involve keeping replacement parts on hand and easily accessible. Perform preventive maintenance on equipment during non-operating hours when possible. In addition, do what you can to reduce changeover times from one product to the next, because this time takes away from actual production time.
Minimize downtime. Avoid scheduled and unscheduled downtime. If the bottleneck equipment suffers a breakdown during scheduled operations, dispatch repair personnel immediately to get the bottleneck up and running as quickly as possible. This may involve keeping replacement parts on hand and easily accessible. Perform preventive maintenance on equipment during non-operating hours when possible. In addition, do what you can to reduce changeover times from one product to the next, because this time takes away from actual production time.
![]() Perform process improvement on the bottleneck resource. A good place to start is to document everything the resource does. Then eliminate all non-value-added activities and look for ways to reduce the time it takes to do value-added activities by getting rid of all the waste in the operation. This results in a shorter cycle time. Process improvement is almost always focused on eliminating waste.
Perform process improvement on the bottleneck resource. A good place to start is to document everything the resource does. Then eliminate all non-value-added activities and look for ways to reduce the time it takes to do value-added activities by getting rid of all the waste in the operation. This results in a shorter cycle time. Process improvement is almost always focused on eliminating waste.
![]() Reassign some of the bottleneck’s work. If possible, break the operation down into smaller activities and reassign some to other resources. Doing so results in a shorter cycle time and increased capacity.
Reassign some of the bottleneck’s work. If possible, break the operation down into smaller activities and reassign some to other resources. Doing so results in a shorter cycle time and increased capacity.