
6.3.15 Nickel–silver sheet, strip and foil
| Designation | Material | Copper (%) | Lead (%) | Iron (%) | Nickel (%) | Zinc (%) | Manganese (%) | Total impurities (%) | Condition | Bend test | Vickers hardness (HV) | Thickness up to and including (mm) | Complies with or falls within ISO | ||||
| Transverse bend | Longitudinal bend | ||||||||||||||||
| Angle degrees | Radius | Angle degrees | Radius | min. | max. | ||||||||||||
| NS103 | 10% nickel-silver (copper-nickel-zinc) | 60.0/65.0 | 0.04 | 0.25 | 9.0/11.0 | Rem. | 0.05/0.30 | 0.50 | O | 180 | t | 180 | t | - | 100 | 10.0 | - |
| ½H | 180 | t | 180 | t | 125 | - | 10.0 | ||||||||||
| H | 90 | t | 90 | t | 160 | - | 10.0 | ||||||||||
| EH | - | - | 90 | t | 185 | - | 10.0 | ||||||||||
| NS104* | 12% nickel- silver (copper-nickel- zinc) | 60.0/65.0 | 0.04 | 0.25 | 11.0/13.0 | Rem. | 0.05/0.30 | 0.50 | O | 180 | t | 180 | t | - | 100 | 10.0 | - |
| ½H | 180 | t | 180 | t | 130 | - | 10.0 | ||||||||||
| H | 90 | t | 90 | t | 160 | - | 10.0 | ||||||||||
| EH | - | - | 90 | t | 190 | - | 10.0 | ||||||||||
| NS105 | 15% nickel- silver (copper-nickel-zinc) | 60.0/65.0 | 0.04 | 0.30 | 14.0/16.0 | Rem. | 0.05/0.50 | 0.50 | O | 180 | t | 180 | t | - | 105 | 10.0 | - |
| ½H | 180 | t | 180 | t | 135 | - | 10.0 | ||||||||||
| H | 90 | t | 90 | t | 165 | - | 10.0 | ||||||||||
| EH | - | - | 90 | t | 195 | - | 10.0 | ||||||||||
| NS106 | 18% nickel-silver (copper-nickel-zinc) | 60.0/65.0 | 0.03 | 0.30 | 17.0/19.0 | Rem. | 0.05/0.50 | 0.50 | O | 180 | t | 180 | t | - | 105 | 10.0 | ISO 430 Cu Ni 18 Zn 20 |
| ½H | 180 | t | 180 | t | 135 | - | 10.0 | ||||||||||
| H | 90 | t | 90 | t | 170 | - | 10.0 | ||||||||||
| EH | - | - | 90 | t | 200 | - | 10.0 | ||||||||||
| NS107* | 18% nickel silver (copper- nickel-zinc) | 54.0/56.0 | 0.03 | 0.30 | 17.0/19.0 | Rem. | 0.05/0.35 | 0.50 | - | - | - | - | - | - | - | - | ISO 430 Cu Ni 18 Zn 27 |
| NS111 | Lead 10% nickel-silver (copper-nickel- zinc-lead) | 58.0/63.0 | 1.0/2.0 | - | 9.0/11.0 | Rem. | 0.10/0.50 | 0.50 | O | - | - | - | - | - | 100 | - | - |
| ½H | - | - | - | - | 150 | 180 | - | ||||||||||
| H | - | - | - | - | 160 | - | - | ||||||||||
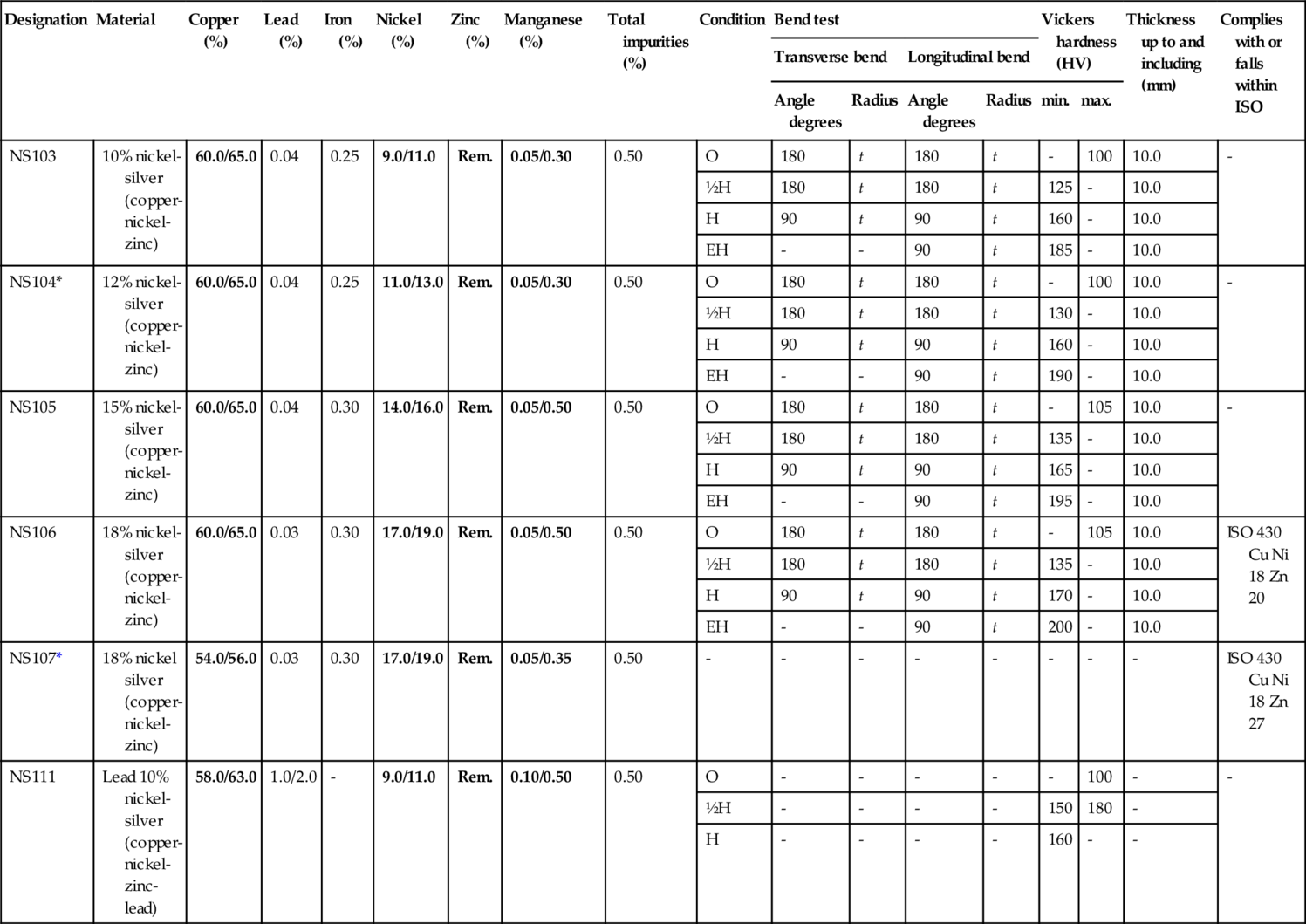
Based on BS 2870: 1980, which should be consulted for full information.
For essential alloying elements, limits are in bold type. Unless otherwise stated, figures in total impurities column include those in lighter type. Unless otherwise indicated, all limits are maxima.
* For special requirements relevant to particular applications, see BS 2870: 1980, Section 4.
6.3.16 (a) Miscellaneous wrought copper alloys
| Designationa,c | C105 | C107 | C108 | C109 | CZ109 | CZ111 | CZ114 | CZ115 | CZ122 | CZ127 | CZ132 |
| Materialb | Tough pitch arsenical copper | Phosphorus deoxidized arsenical copper | Cadmium copper | Tellurium copper | Lead-free 60/40 brass | Admiralty brass | High-tensile brass | High-tensilebrass (solderingquality) | Leaded brass 58% Cu 2% Pb | Aluminium-nickel-silicon brass | Dezincification-resistant brass |
| Availabilityc | P | P, T | W, P | RS | FS, RS | T | FS, RS | FS, RS | FS, RS | T | FS, RS |
| Copper (%) | 99.20 (min) | 99.20 (min) | Rem. | Rem. | 59.0/62.0 | 70.0/73.0 | 56.0/60.0 | 56.0/59.0 | 56.5/60.0 | 81.0/86.0 | Rem. |
| Tin (%) | 0.03 | 0.01 | - | - | - | 1.0/1.5 | 0.2/1.0 | 0.6/1.1 | - | 0.10 | 0.20 |
| Lead (%) | 0.02 | 0.01 | - | - | 0.10 | 0.7 | 0.5/1.5 | 0.5/1.5 | 1.0/2.5 | 0.05 | 1.7/2.8 |
| Iron (%) | 0.02 | 0.03 | - | - | - | 0.6 | 0.5/1.2 | 0.5/1.2 | 0.30 | 0.25 | 0.30 |
| Nickel (%) | 0.15 | 0.15 | - | - | - | - | - | - | - | 0.80/1.40 | 35.0/37.0 |
| Zinc (%) | - | - | - | - | Rem. | Rem. | Rem. | Rem. | Rem. | Rem. | 0.08/0.15 |
| Arsenic (%) | 0.3/0.5 | 0.3/0.5 | - | - | - | 0.02/0.06 | - | - | - | - | - |
| Antimony (%) | 0.01 | 0.01 | - | - | 0.021 | - | 0.020 | - | 0.020 | - | - |
| Aluminium (%) | - | - | - | - | - | - | 1.5 | 0.2 | - | 0.70/1.20 | - |
| Bismuth (%) | 0.005 | 0.003 | - | - | - | - | - | - | - | - | - |
| Cadmium (%) | - | - | 0.5/1.2 | - | - | - | - | - | - | - | - |
| Manganese (%) | - | - | - | - | - | - | 0.3/2.0 | 0.3/2.0 | - | 0.10 | - |
| Sulphur (%) | - | - | - | - | - | - | - | - | - | - | - |
| Silicon (%) | - | - | - | - | - | - | - | - | - | 0.80/1.30 | - |
| Oxygen (%) | 0.70 | - | - | - | - | - | - | - | - | - | - |
| Phosphorus (%) | - | 0.013/0.050 | - | - | - | - | - | - | - | - | - |
| Tellurium (%) | Se + Te 0.03 | 0.010 Se + Te 0.20 | - | 0.3/0.7 | - | - | - | - | - | - | - |
| Total impurities (%) | - | 0.07 (excluding silver, arsenic, nickel, phosphorus) | 0.05 | 0.30 (excludinglead) | 0.30 | 0.50 | 0.50 | 0.75 | 0.50 (excluding tin, lead, iron, manganese) | 0.60 |
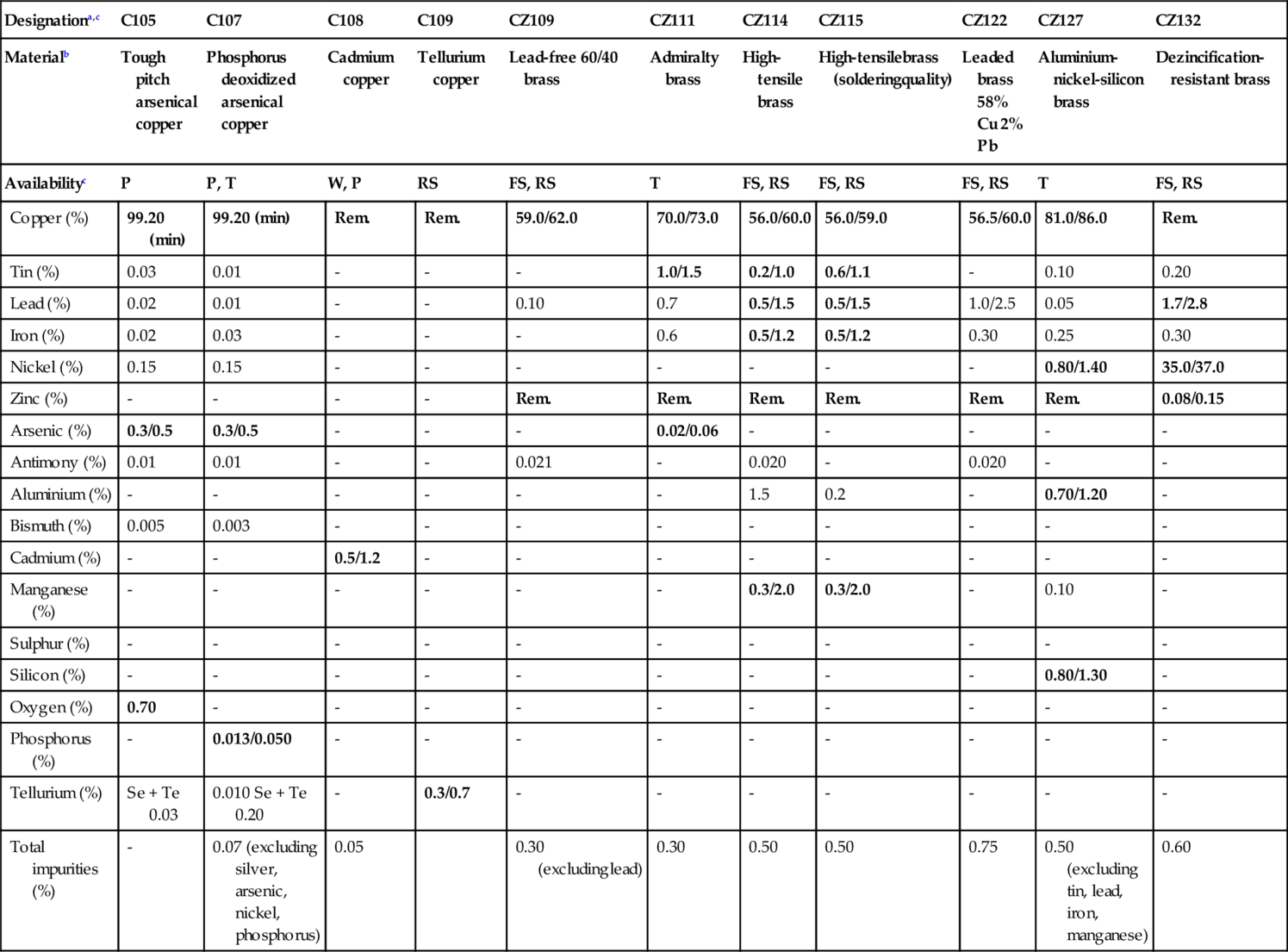
For essential alloying elements, limits are in bold type. Unless otherwise stated, figures in total impurities column include those in lighter type. Unless otherwise indicated, all limits are maxima.
a These alloys are not included in BS 2870, except in Appendix A of that standard, but are available in other product forms and other BS specifications.
b Oxygen-free high-conductivity copper for special applications (C110) is found in BS 1433, BS 1977, BS 3839 and BS 4608. This material is used for conductors in electrical and electronic applications.
c Availability: T = tube, FS = forging stock, W = wire, RS = rods, sections, P = plate.
6.3.16(b) Miscellaneous wrought copper alloys
| Designationa | CA102 | C105 | CN101 | CN108 | NS101 | NS102 | NS109 | NS112 | CS101 |
| Material | 7% Aluminiu-m bronze | 10% Aluminium bronze | 95/5 Copper-nickel-iron | 66/30/2/2 Copper-nickel-iron-manganese | Leaded 10% nickel- brass | Leaded 14% nickel- brass | 25% nickel- silver | 15% leaded nickel-silver (Cu-Ni-Zn-Pb) | Silicon- bronze (Cu-Si) |
| Availabilityb | T, P | P | P | T | FS, RS | RS | W | RS | FS, W, RS, P |
| Copper (%) | Rem. | 78.0/85.0 | Rem. | Rem. | 44.0/47.0 | 34.0/42.0 | 55.0/60.0 | 60.0/63.0 | Rem. |
| Tin (%) | - | 0.10 | 0.01 | - | - | - | - | - | - |
| Lead (%) | - | 0.05 | 0.01 | - | 1.0/2.5 | 1.0/2.25 | 0.025 | 0.5/1.0 | - |
| Iron (%) | Ni + Fe + Mn 1.0/2.5 (optional) but between these limits | 1.5/3.5 | 1.05/1.35 | 1.7/2.3 | 0.4 | 0.3 | 0.3 | - | 0.25 |
| Nickel (%) | - | 4.0/7.0 | 5.0/6.0 | 29.0/32.0 | 9.0/11.0 | 13.0/15.0 | 24.0/26.0 | 14.0/16.0 | - |
| Zinc (%) | - | 0.40 | - | - | Rem. | Rem. | Rem. | Rem. | - |
| Arsenic (%) | - | - | 0.05 | - | - | - | - | - | - |
| Antimony (%) | - | - | 0.01 | - | - | - | - | - | - |
| Aluminium (%) | 6.0/7.5 | 8.5/10.5 | - | - | - | - | - | - | - |
| Silicon (%) | - | 0.15 | 0.05 | - | - | - | - | - | 3.15/3.25 |
| Magnesium (%) | - | 0.05 | - | - | - | - | - | - | |
| Manganese (%) | See iron and nickel | 0.5/2.0 | 0.3/0.8 | 1.5/2.5 | 0.2/0.5 | 1.5/3.0 | 0.05/0.75 | 0.1/0.5 | 0.75/1.25 |
| Sulphur (%) | - | - | 0.05 | - | - | - | - | - | - |
| Carbon (%) | - | - | 0.05 | - | - | - | - | - | - |
| Phosphorus (%) | - | - | 0.03 | - | - | - | - | - | - |
| Total impurities (%) | 0.05 | 0.05 | 0.30 | 0.30 | 0.30 (excluding iron) | 0.30 (excluding iron) | 0.50 | 0.50 | 0.50 (excluding iron) |
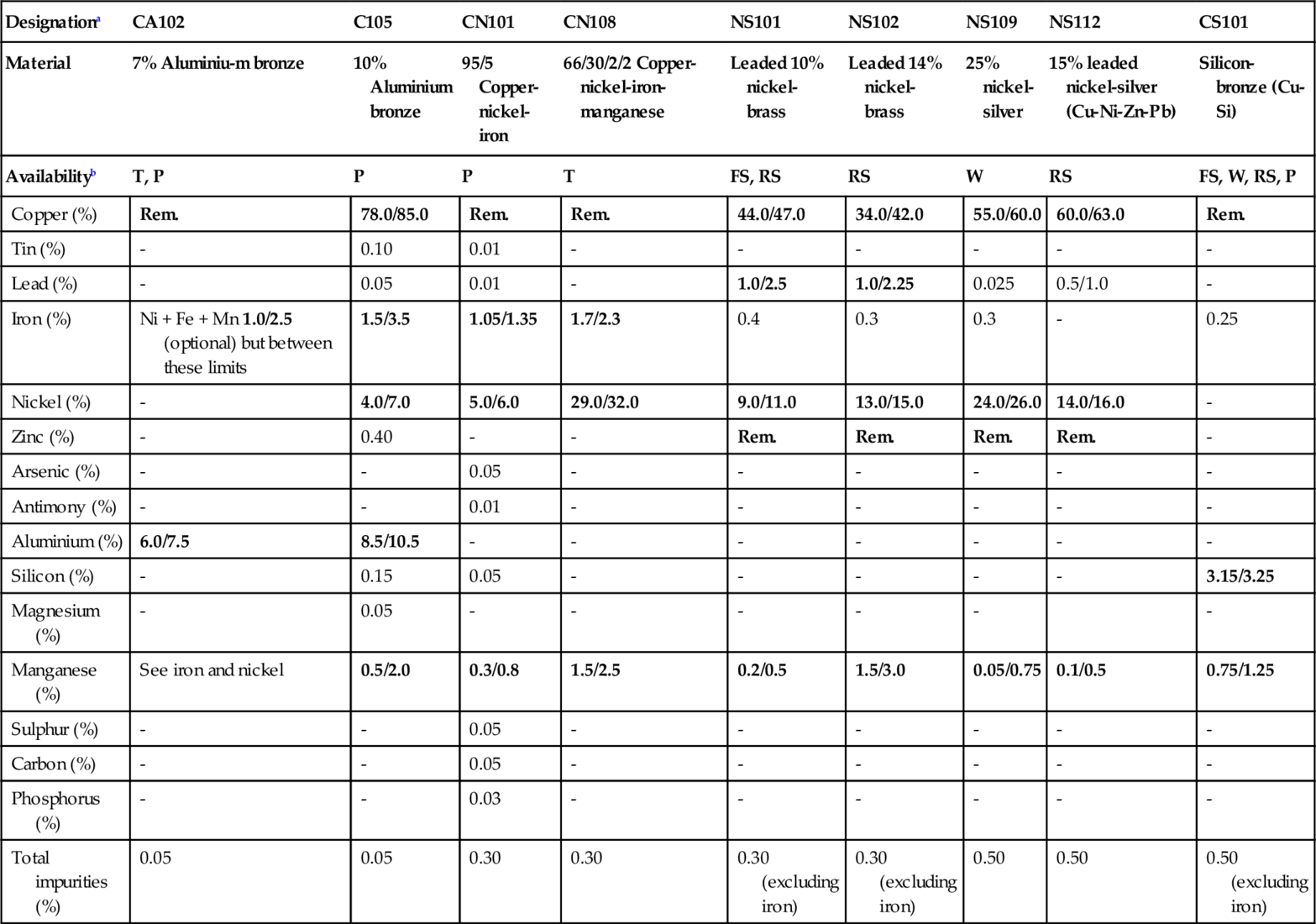
For essential alloying elements, limits are in bold type. Unless otherwise stated, figures in total impurities column include those in lighter type. Unless otherwise indicated, all limits are maxima.
a These alloys are not included in BS 2870, except in Appendix A, but are available in other product forms and other BS specifications.
b Availability: T = tube, FS = forging stock, W = wire, RS = rods, sections, P = plate.
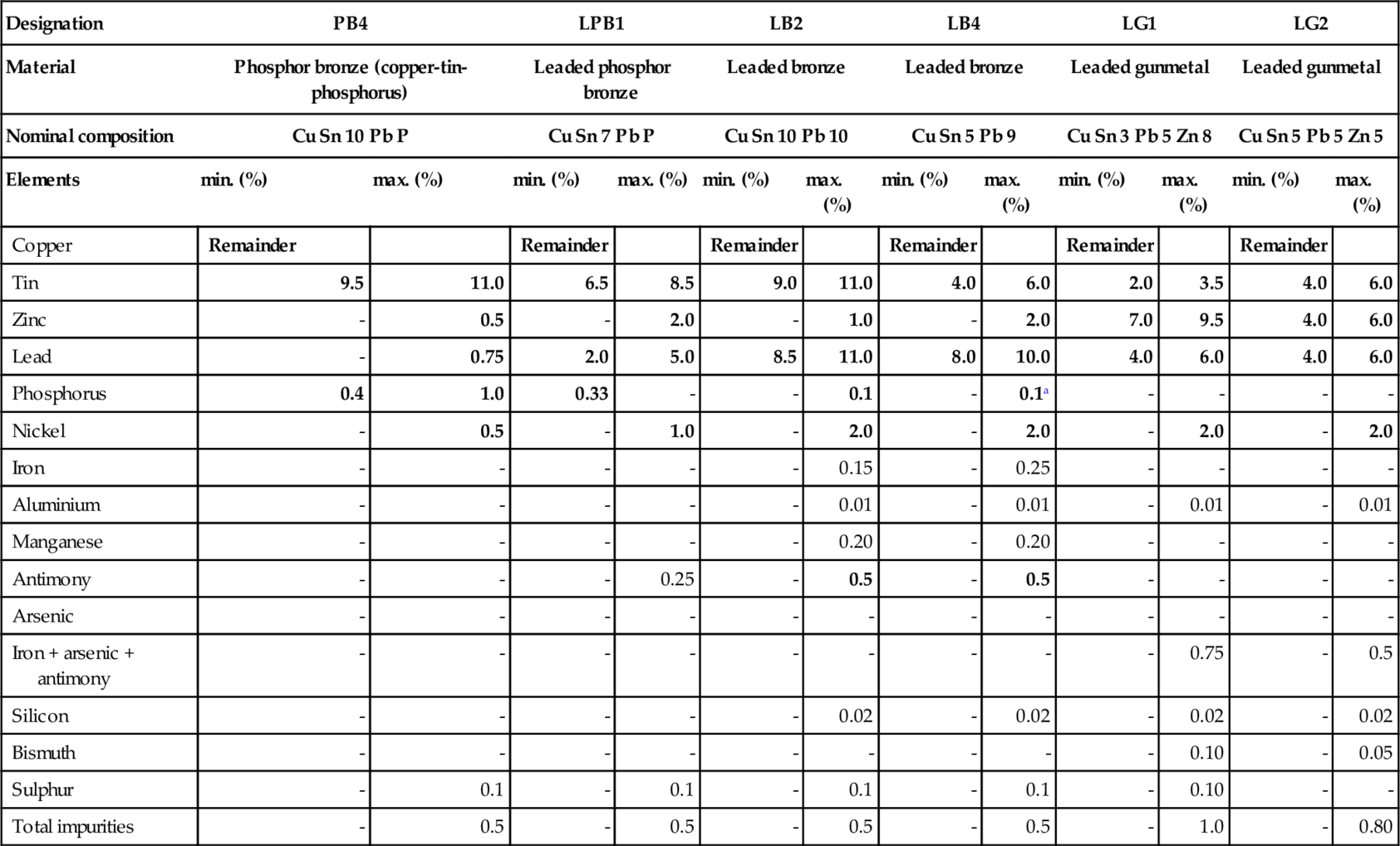
6.3.17(a) Copper alloys for casting: group A
| Designation | PB4 | LPB1 | LB2 | LB4 | LG1 | LG2 | ||||||
| Material | Phosphor bronze (copper-tin-phosphorus) | Leaded phosphor bronze | Leaded bronze | Leaded bronze | Leaded gunmetal | Leaded gunmetal | ||||||
| Nominal composition | Cu Sn 10 Pb P | Cu Sn 7 Pb P | Cu Sn 10 Pb 10 | Cu Sn 5 Pb 9 | Cu Sn 3 Pb 5 Zn 8 | Cu Sn 5 Pb 5 Zn 5 | ||||||
| Elements | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) |
| Copper | Remainder | Remainder | Remainder | Remainder | Remainder | Remainder | ||||||
| Tin | 9.5 | 11.0 | 6.5 | 8.5 | 9.0 | 11.0 | 4.0 | 6.0 | 2.0 | 3.5 | 4.0 | 6.0 |
| Zinc | - | 0.5 | - | 2.0 | - | 1.0 | - | 2.0 | 7.0 | 9.5 | 4.0 | 6.0 |
| Lead | - | 0.75 | 2.0 | 5.0 | 8.5 | 11.0 | 8.0 | 10.0 | 4.0 | 6.0 | 4.0 | 6.0 |
| Phosphorus | 0.4 | 1.0 | 0.33 | - | - | 0.1 | - | 0.1a | - | - | - | - |
| Nickel | - | 0.5 | - | 1.0 | - | 2.0 | - | 2.0 | - | 2.0 | - | 2.0 |
| Iron | - | - | - | - | - | 0.15 | - | 0.25 | - | - | - | - |
| Aluminium | - | - | - | - | - | 0.01 | - | 0.01 | - | 0.01 | - | 0.01 |
| Manganese | - | - | - | - | - | 0.20 | - | 0.20 | - | - | - | - |
| Antimony | - | - | - | 0.25 | - | 0.5 | - | 0.5 | - | - | - | - |
| Arsenic | - | - | - | - | - | - | - | - | - | - | - | - |
| Iron + arsenic + antimony | - | - | - | - | - | - | - | - | - | 0.75 | - | 0.5 |
| Silicon | - | - | - | - | - | 0.02 | - | 0.02 | - | 0.02 | - | 0.02 |
| Bismuth | - | - | - | - | - | - | - | - | - | 0.10 | - | 0.05 |
| Sulphur | - | 0.1 | - | 0.1 | - | 0.1 | - | 0.1 | - | 0.10 | - | - |
| Total impurities | - | 0.5 | - | 0.5 | - | 0.5 | - | 0.5 | - | 1.0 | - | 0.80 |
6.3.17(b) Further copper alloys for casting: group A
| Designation | SCB1 | SCB3 | SCB6 | DCB1 | DCB3 | PCP1 | ||||||
| Material | Brass for sand casting | Brass for sand casting | Brass for brazeable casting | Brass for die casting | Brass for die casting | Brass for pressure die casting | ||||||
| Nominal composition | Cu Zn 25 Pb 3 Sn 2 | Cu Zn 33 Pb 2 | Cu 15 As | Cu Zn 40 | Cu Zn 40 Pb | Cu Zn 40 Pb | ||||||
| Elements | min.(%) | max.(%) | min.(%) | max.(%) | min.(%) | max.(%) | min.(%) | max.(%) | min.(%) | max.(%) | min.(%) | max.(%) |
| Copper | 70.0 | 80.0 | 63.0 | 67.0 | 83.0 | 88.0 | 59.0 | 63.0 | 58.0 | 62.0 | 57.0 | 60.0 |
| Tin | 1.0 | 3.0 | – | 1.5 | – | – | – | – | – | 1.0 | – | 0.5 |
| Zinc | Remainder | Remainder | Remainder | Remainder | Remainder | Remainder | ||||||
| Lead | 2.0 | 5.0 | 1.0 | 3.0 | – | 0.5 | – | 0.25c | 0.5 | 2.5 | 0.5 | 2.5 |
| Phosphorus | – | – | – | 0.05 | – | – | – | – | – | – | – | – |
| Nickel | – | 1.0 | – | 1.0 | – | – | – | – | – | 1.0d | – | – |
| Iron | – | 0.75 | – | 0.75 | – | – | – | 0.5 | – | 0.8 | – | 0.2 |
| Aluminium | – | 0.01 | – | 0.1b | – | – | – | – | – | 0.8 | – | 0.5 |
| Manganese | – | – | – | 0.2 | – | – | – | – | – | 0.5 | – | – |
| Antimony | – | – | – | – | – | – | – | – | – | – | – | – |
| Arsenic | – | – | – | – | – | – | – | – | – | – | – | – |
| Iron + arsenic + antimony | – | – | – | – | 0.05 | 0.20 | – | – | – | – | – | – |
| Silicon | – | – | – | 0.05 | – | – | – | – | 0.05 | – | – | – |
| Bismuth | – | – | – | – | – | – | – | – | – | – | – | – |
| Sulphur | – | – | – | – | – | – | – | – | – | – | – | – |
| Total impurities | – | 1.0 | – | 1.0 | – (including lead) | 1.0 | – | 0.75 | – (excluding Ni + Pb + Al) | 2.0 | – | 0.5 |

For full range of alloys and further information, see BS 1400.
For essential alloying elements, limits are in bold type. Unless otherwise stated, figures in total impurities column include those in lighter type. Unless otherwise indicated, all limits are maxima.
a For continuous casting, phosphorus content may be increased to a maximum of 1.5% and alloy coded with suffix /L.
b For pressure tight castings in SCB3 the aluminium content should not be greater than 0.02.
c DCB1: 0.1% lead if required.
d DCB3: nickel to be counted as copper.
6.3.18(a) Copper alloys for casting: group B
| Designation | HCC1 | CC1-TF | PB1 | PB2 | CT1 | LG4 | ||||||
| Material | High-conductivity copper | Copper-chromium | Phosphor bronze (copper + tin + phosphorus) | Phosphor bronze (copper + tin + phosphorus) | Copper-tin | 87/7/3/3 Leaded gunmetal | ||||||
| Nominal composition | - | Cu Cr 1 | Cu Sn 10 P | Cu Sn 11 P | Cu Sn 10 | Cu Sn 7 PB 3 Zn 3 | ||||||
| Elements | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) |
| Copper | See notea | Remainder | Remainder | Remainder | Remainder | Remainder | ||||||
| Tin | - | - | 10.0 | 11.5 | 11.0 | 13.0 | 9.0 | 11.0 | 6.0 | 8.0c | ||
| Zinc | - | - | - | 0.05 | - | 0.30 | - | 0.03 | 1.5 | 3.0 | ||
| Lead | - | - | - | 0.25 | - | .50 | - | 0.25 | 2.5 | 3.5 | ||
| Phosphorus | - | - | 0.5 | 1.0 | 0.15 | 0.60 | - | 0.15b | - | - | ||
| Nickel | - | - | - | 0.1 | - | 0.50 | - | 0.25 | - | 2.0c | ||
| Iron | - | - | - | 0.1 | - | 0.1 | - | 0.20 | - | 0.20 | ||
| Aluminium | - | - | - | 0.1 | - | 0.01 | - | 0.01 | - | 0.01 | ||
| Manganese | - | - | - | 0.05 | - | - | - | 0.20 | - | - | ||
| Antimony | - | - | - | 0.05 | - | - | - | 0.20 | - | 0.25 | ||
| Arsenic | - | - | - | - | - | - | - | - | - | - | 0.15 | |
| Iron + arsenic + antimony | - | - | - | - | - | - | - | - | - | - | 0.40 | |
| Silicon | - | - | - | - | 0.02 | - | 0.02 | - | 0.01 | - | 0.01 | |
| Bismuth | - | - | - | - | - | - | - | - | - | - | 0.05 | |
| Magnesium | - | - | - | - | - | - | - | - | - | - | - | |
| Sulphur | - | - | - | 0.05 | - | 0.1 | 0 | 0.05 | - | - | ||
| Chromium | 0.50 | 1.25 | - | - | - | - | - | - | - | - | ||
| Total impurities | - | - | - | - | - | 0.60 | - | 0.20 | - | 0.80 | - | 0.70 |

6.3.18(b) Further copper alloys for casting: group B
| Designation | AB1 | AB2 | CMA1 | HTB1 | HTB3 | |||||
| Material | Aluminium bronze (copper-aluminium) | Aluminium bronze (copper-aluminium) | Copper-manganese-aluminium | High-tensile brassd | High-tensile brass | |||||
| Nominal composition | Cu Al 10 Fe 3 | Cu Al 10 Fe 5 Ni 5 | Cu Mn 13 Al 8 Fe 3 Ni 3 | Cu Zn 31 Al Fe Mn | Cu Zn 28 Al 5 Fe Mn | |||||
| Elements | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) |
| Copper | Remainder | Remainder | Remainder | 57.0 | - | 55.0 | - | |||
| Tin | - | 0.1 | - | 0.1 | - | 0.50 | - | 1.0 | - | 0.20 |
| Zinc | - | 0.5 | - | 0.5 | - | 1.00 | Remainder | Remainder | ||
| Lead | - | 0.03 | - | 0.3 | - | 0.05 | - | 0.50 | - | 0.20 |
| Phosphorus | - | - | - | - | - | 0.05 | - | - | - | - |
| Nickel | - | 1.0 | 4.0 | 5.5 | 1.5 | 4.5 | - | 1.0 | - | 1.0 |
| Iron | 1.5 | 3.5 | 4.0 | 5.5 | 2.0 | 4.0 | 0.7 | 2.0 | 1.5 | 3.25 |
| Aluminium | 8.5 | 10.5 | 8.8 | 10.0 | 7.0 | 8.5 | 0.5 | 2.5 | 3.0 | 6.0 |
| Manganese | - | 1.0 | - | 3.0 | 11.0 | 15.0 | 0.1 | 3.0 | - | 4.0 |
| Antimony | - | - | - | - | - | - | - | - | - | |
| Arsenic Iron + arsenic + antimony | - | - | - | - | - | - | - | - | - | |
| Silicon | - | 0.2 | - | 0.7 | - | 0.15 | - | 0.10 | - | 0.10 |
| Bismuth | - | - | - | - | - | - | - | - | - | - |
| Magnesium | - | 0.05 | - | 0.05 | - | - | - | - | - | - |
| Sulphur | - | - | - | - | - | - | - | - | - | - |
| Chromium | - | - | - | - | - | - | - | - | - | - |
| Total impurities | - | 0.30 | - | 0.30 | - | 0.30 | - | 0.20 | - | 0.20 |
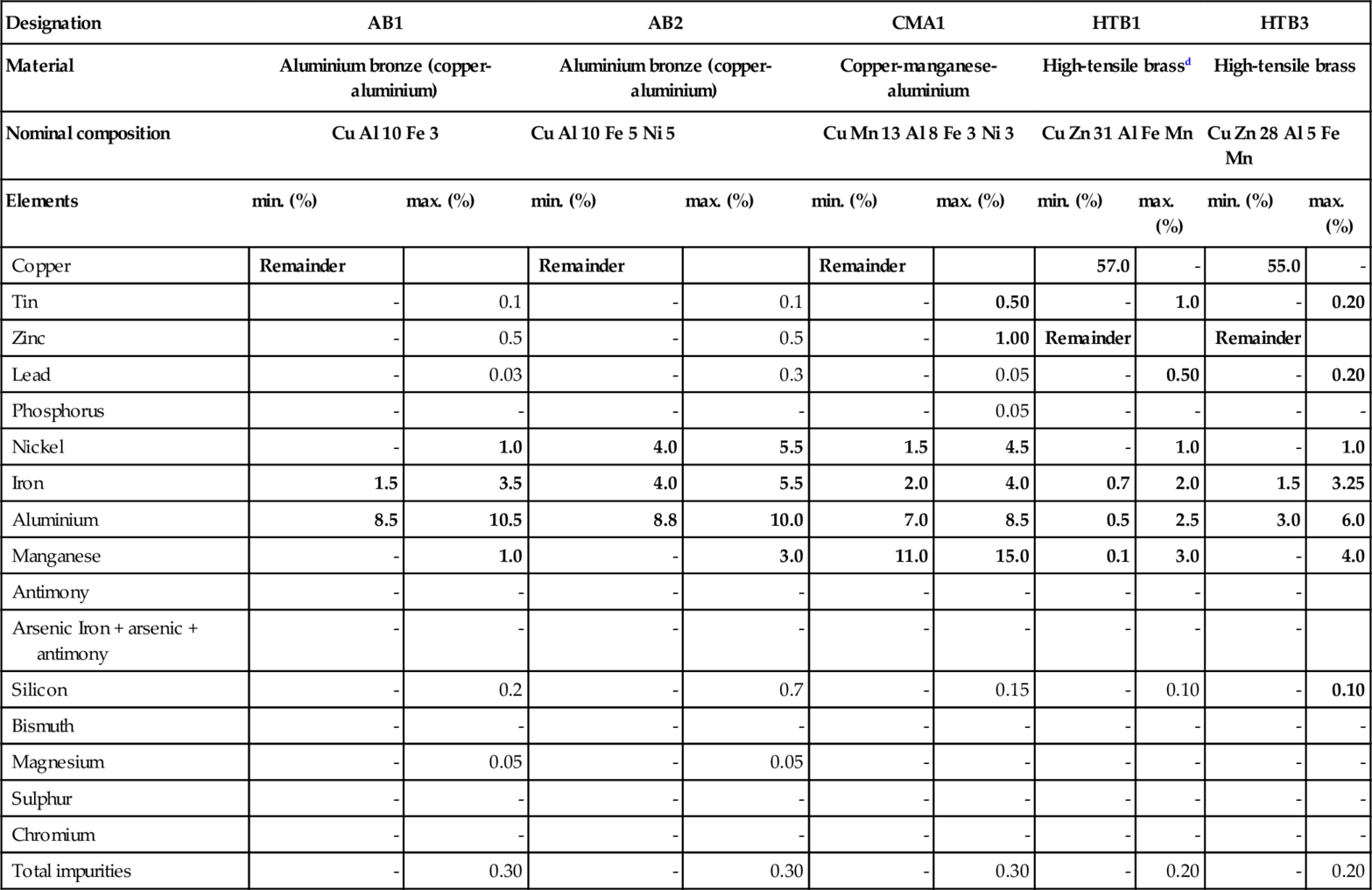
For full range of alloys and further information, see BS 1400.
For essential alloying elements, limits are in bold type. Unless otherwise stated, figures in total impurities column include those in lighter type. Unless otherwise indicated, all limits are maxima.
aHCC1 castings shall be made from the copper grades Cu-CATH-2, Cu-EPT-2 or Cu-FRHC, as specified in BS 6017.
b For continuous casting, phosphorus content may be increased to a maximum of 1.5% and the alloy coded with the suffix /L.
cTin plus half-nickel content shall be within the range 7.0–8.0%.
d HTB1 subject also to microstructure requirements, see BS 1400, Clause 6.3.
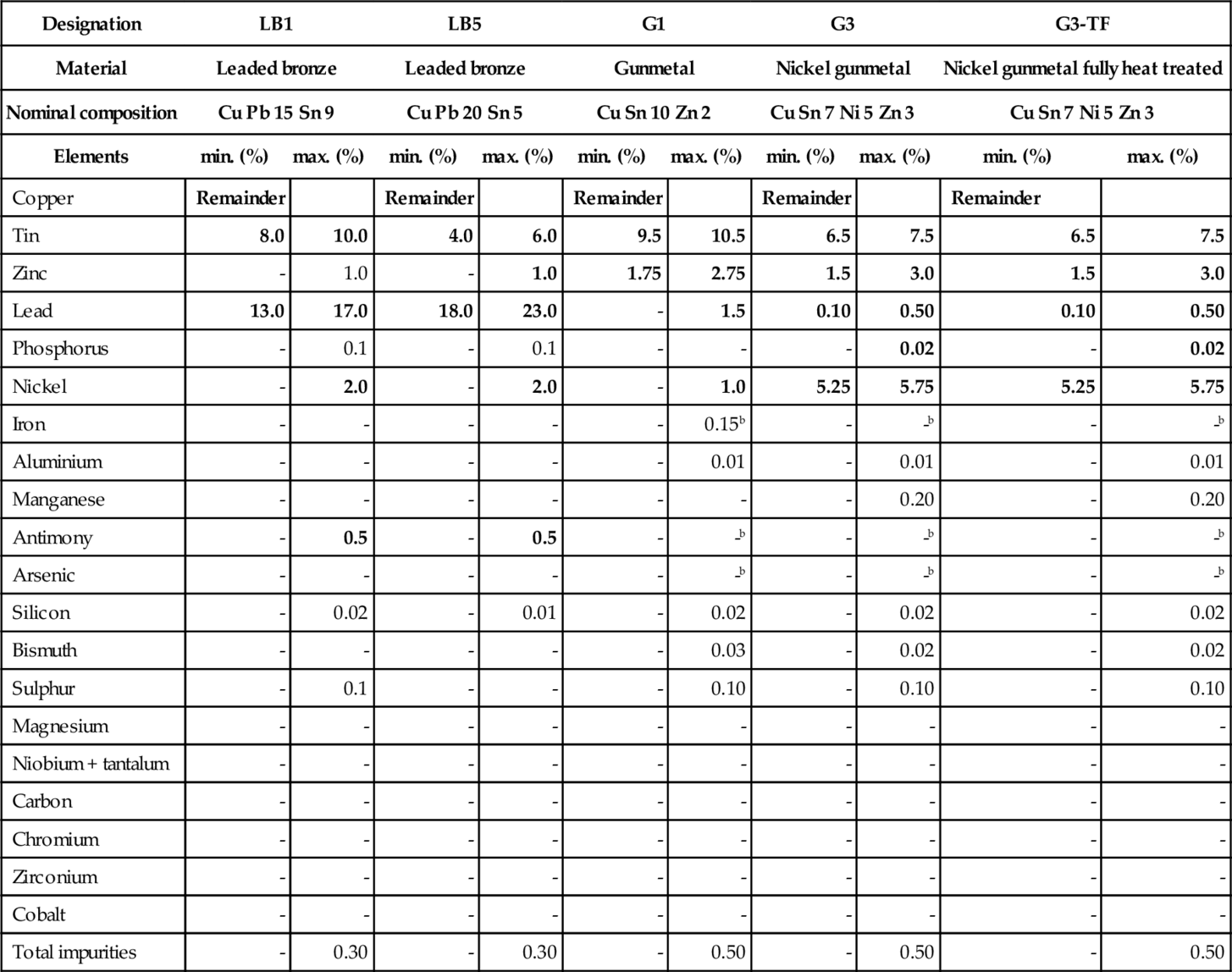
6.3.19(a) Copper alloys for casting: group C
| Designation | LB1 | LB5 | G1 | G3 | G3-TF | |||||
| Material | Leaded bronze | Leaded bronze | Gunmetal | Nickel gunmetal | Nickel gunmetal fully heat treated | |||||
| Nominal composition | Cu Pb 15 Sn 9 | Cu Pb 20 Sn 5 | Cu Sn 10 Zn 2 | Cu Sn 7 Ni 5 Zn 3 | Cu Sn 7 Ni 5 Zn 3 | |||||
| Elements | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) |
| Copper | Remainder | Remainder | Remainder | Remainder | Remainder | |||||
| Tin | 8.0 | 10.0 | 4.0 | 6.0 | 9.5 | 10.5 | 6.5 | 7.5 | 6.5 | 7.5 |
| Zinc | - | 1.0 | - | 1.0 | 1.75 | 2.75 | 1.5 | 3.0 | 1.5 | 3.0 |
| Lead | 13.0 | 17.0 | 18.0 | 23.0 | - | 1.5 | 0.10 | 0.50 | 0.10 | 0.50 |
| Phosphorus | - | 0.1 | - | 0.1 | - | - | - | 0.02 | - | 0.02 |
| Nickel | - | 2.0 | - | 2.0 | - | 1.0 | 5.25 | 5.75 | 5.25 | 5.75 |
| Iron | - | - | - | - | - | 0.15b | - | -b | - | -b |
| Aluminium | - | - | - | - | - | 0.01 | - | 0.01 | - | 0.01 |
| Manganese | - | - | - | - | - | - | - | 0.20 | - | 0.20 |
| Antimony | - | 0.5 | - | 0.5 | - | -b | - | -b | - | -b |
| Arsenic | - | - | - | - | - | -b | - | -b | - | -b |
| Silicon | - | 0.02 | - | 0.01 | - | 0.02 | - | 0.02 | - | 0.02 |
| Bismuth | - | - | - | - | - | 0.03 | - | 0.02 | - | 0.02 |
| Sulphur | - | 0.1 | - | - | - | 0.10 | - | 0.10 | - | 0.10 |
| Magnesium | - | - | - | - | - | - | - | - | - | - |
| Niobium + tantalum | - | - | - | - | - | - | - | - | - | - |
| Carbon | - | - | - | - | - | - | - | - | - | - |
| Chromium | - | - | - | - | - | - | - | - | - | - |
| Zirconium | - | - | - | - | - | - | - | - | - | - |
| Cobalt | - | - | - | - | - | - | - | - | - | - |
| Total impurities | - | 0.30 | - | 0.30 | - | 0.50 | - | 0.50 | - | 0.50 |
6.3.19(b) Further copper alloys for casting: group C
| Designation | SCB4 | CT2 | AB3 | CN1 | CN2 | |||||
| Material | Naval brass for sand casting | Copper-tin | Aluminium-silicon bronze | Copper-nickel-chromium | Copper-nickel-niobium | |||||
| Nominal composition | Cu Zn 36 Sn | Cu Sn 12 Ni | Cu Al 6 Si 2 Fe | Cu Ni 30 Cr | Cu Ni 30 NB | |||||
| Elements | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) |
| Copper | 60.0 | 63.0 | 85.0 | 87.0 | Remainder | Remainder | Remainder | |||
| Tin | 1.0 | 1.5 | 11.0 | 13.0 | - | 0.10 | - | - | - | - |
| Zinc | Remainder | - | 0.4 | - | 0.40 | - | - | - | - | - |
| Lead | - | 0.50 | - | 0.3 | - | 0.03 | - | 0.005 | - | 0.005 |
| Phosphorus | - | - | 0.05 | 0.40a | - | - | - | 0.005 | - | 0.005 |
| Nickel | - | - | 1.5 | 2.5 | - | 0.10 | 29.0 | 33.0 | 28.0 | 32.0 |
| Iron | - | - | - | 0.20 | 0.5 | 0.7 | 0.4 | 1.0 | 1.0 | 1.4 |
| Aluminium | - | 0.01 | - | 0.01 | 6.0 | 6.4 | - | - | - | - |
| Manganese | - | - | - | 0.20 | - | 0.50 | 0.4 | 1.0 | 1.0 | 1.4 |
| Antimony | - | - | - | - | - | - | - | - | - | - |
| Arsenic | - | - | - | - | - | - | - | - | - | - |
| Silicon | - | - | - | 0.01 | 2.0 | 2.4 | 0.20 | 0.40 | 0.20 | 0.40 |
| Bismuth | - | - | - | - | - | - | - | 0.002 | - | 0.002 |
| Sulphur | - | - | - | 0.05 | - | - | - | 0.01 | - | 0.01 |
| Magnesium | - | - | - | - | - | 0.05 | - | - | - | - |
| Niobium + tantalum | - | - | - | - | - | - | - | - | 1.20 | 1.40 |
| Carbon | - | - | - | - | - | - | - | 0.02 | - | 0.02 |
| Chromium | - | - | - | - | - | - | 1.5 | 2.0 | - | - |
| Zirconium | - | - | - | - | - | - | 0.05 | 0.15 | - | - |
| Cobalt | - | - | - | - | - | - | - | 0.50 | - | 0.05 |
| Total impurities | - | 0.75 | - | 0.80 | - | 0.80 | - | 0.20 | - | 0.30 |
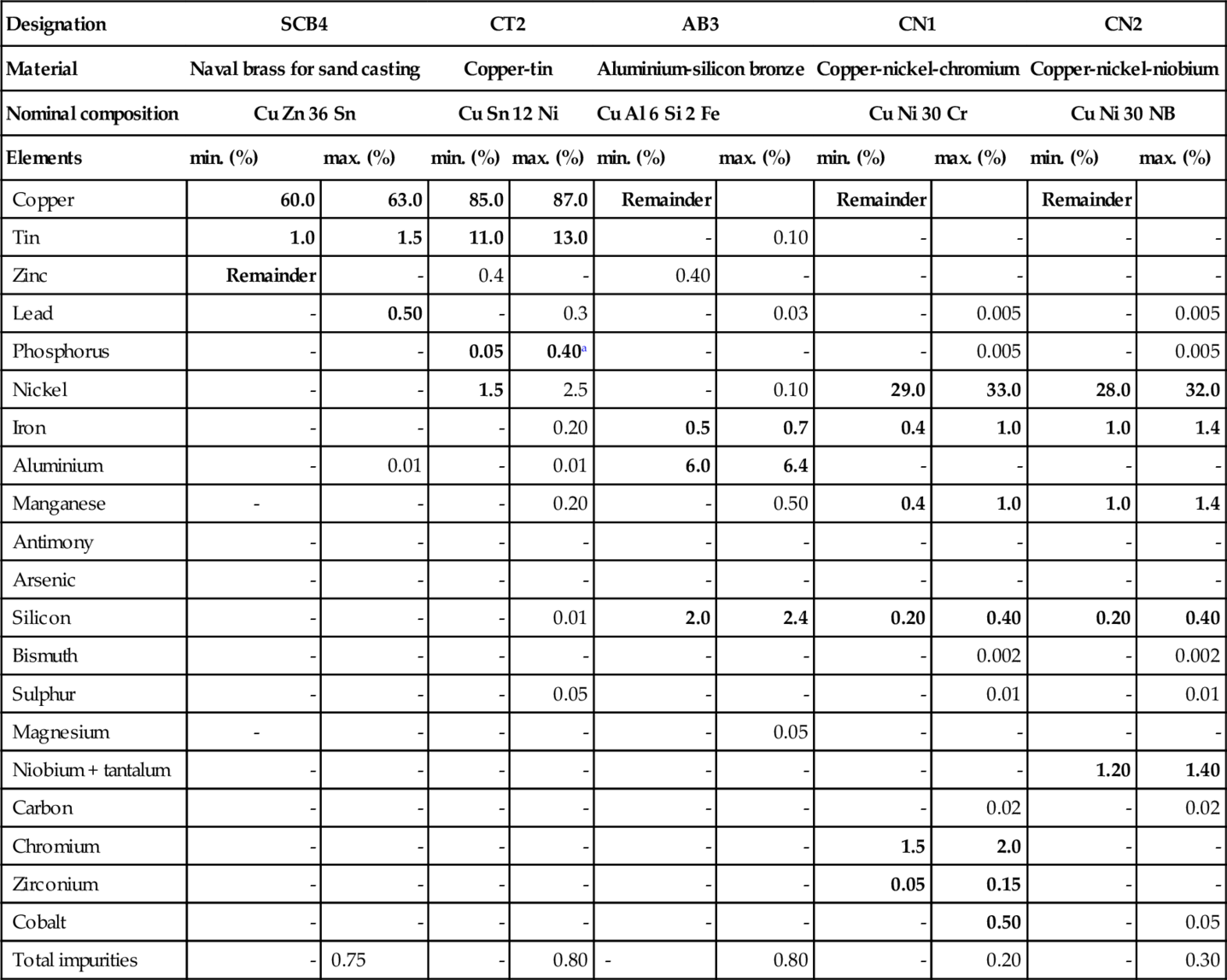
For full range of alloys and further information, see BS 1400.
For essential alloying elements, limits are in bold type. Unless otherwise stated, figures in total impurities column include those in lighter type. Unless otherwise indi¬cated, all limits are maxima.
b Iron + antimony + arsenic 0.20% maximum.
a For continuous casting, phosphorus content may be increased to a maximum of 1.5% and the alloy coded with suffix /L.
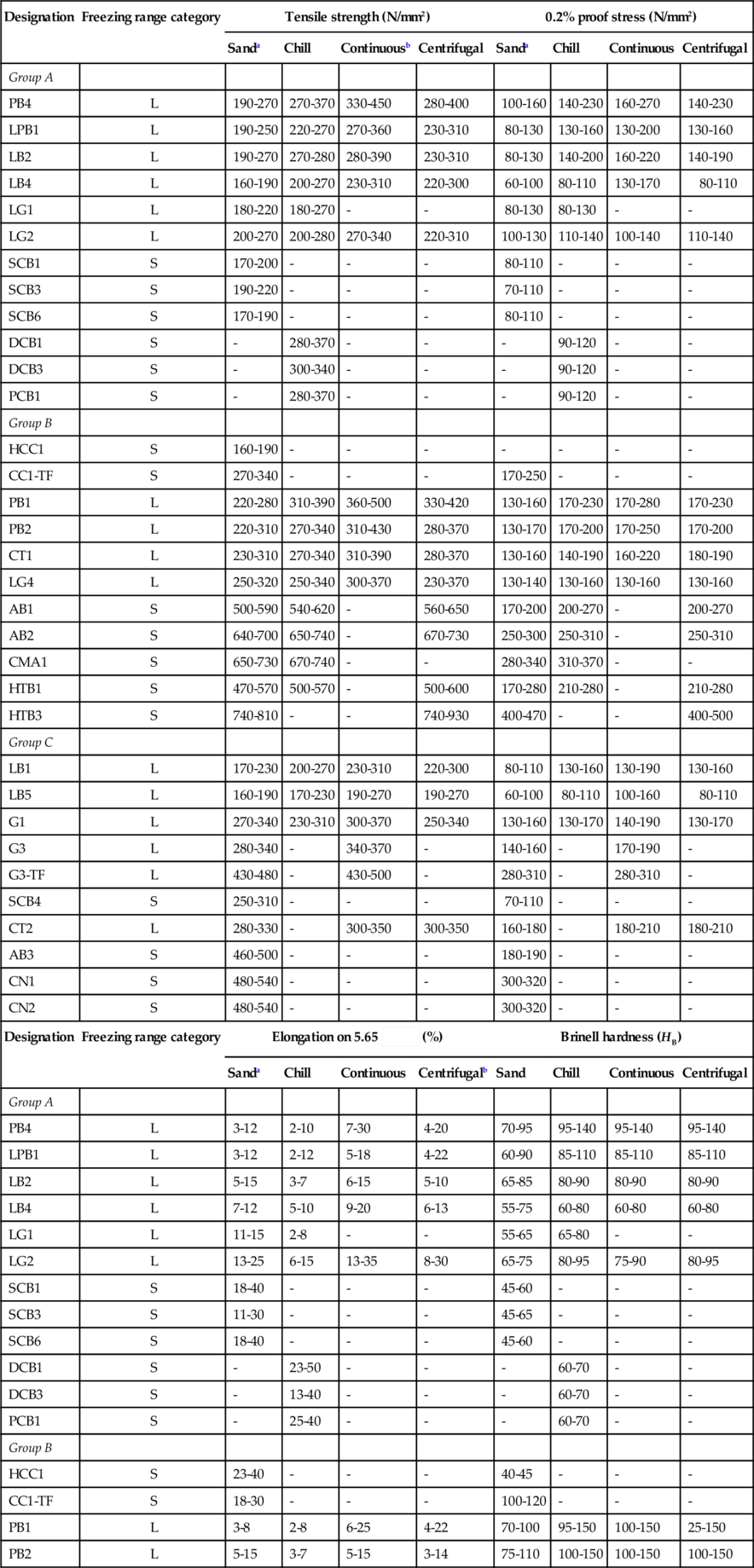
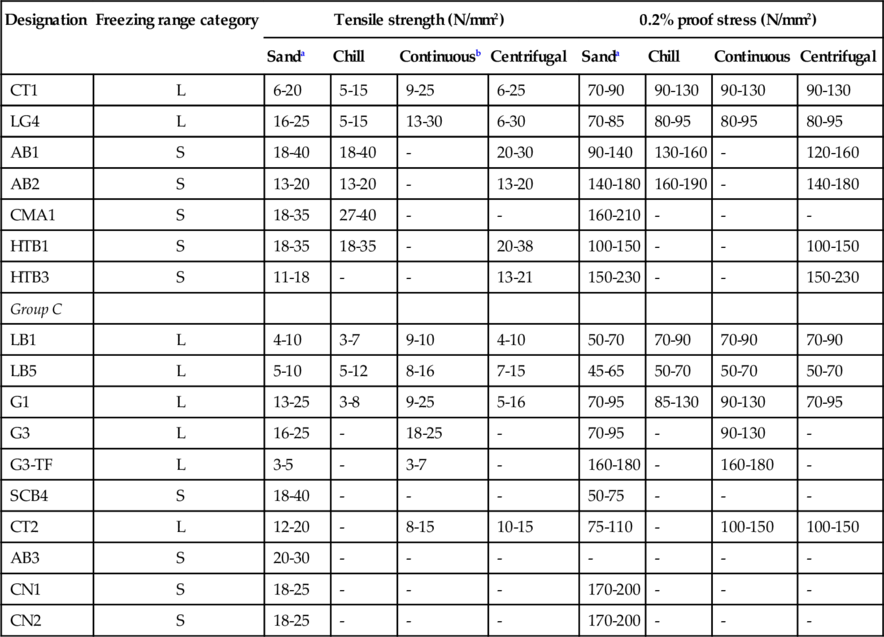
6.3.20 Copper alloys for casting: typical properties and hardness values
| Designation | Freezing range category | Tensile strength (N/mm2) | 0.2% proof stress (N/mm2) | ||||||
| Sanda | Chill | Continuousb | Centrifugal | Sanda | Chill | Continuous | Centrifugal | ||
| Group A | |||||||||
| PB4 | L | 190-270 | 270-370 | 330-450 | 280-400 | 100-160 | 140-230 | 160-270 | 140-230 |
| LPB1 | L | 190-250 | 220-270 | 270-360 | 230-310 | 80-130 | 130-160 | 130-200 | 130-160 |
| LB2 | L | 190-270 | 270-280 | 280-390 | 230-310 | 80-130 | 140-200 | 160-220 | 140-190 |
| LB4 | L | 160-190 | 200-270 | 230-310 | 220-300 | 60-100 | 80-110 | 130-170 | 80-110 |
| LG1 | L | 180-220 | 180-270 | - | - | 80-130 | 80-130 | - | - |
| LG2 | L | 200-270 | 200-280 | 270-340 | 220-310 | 100-130 | 110-140 | 100-140 | 110-140 |
| SCB1 | S | 170-200 | - | - | - | 80-110 | - | - | - |
| SCB3 | S | 190-220 | - | - | - | 70-110 | - | - | - |
| SCB6 | S | 170-190 | - | - | - | 80-110 | - | - | - |
| DCB1 | S | - | 280-370 | - | - | - | 90-120 | - | - |
| DCB3 | S | - | 300-340 | - | - | - | 90-120 | - | - |
| PCB1 | S | - | 280-370 | - | - | - | 90-120 | - | - |
| Group B | |||||||||
| HCC1 | S | 160-190 | - | - | - | - | - | - | - |
| CC1-TF | S | 270-340 | - | - | - | 170-250 | - | - | - |
| PB1 | L | 220-280 | 310-390 | 360-500 | 330-420 | 130-160 | 170-230 | 170-280 | 170-230 |
| PB2 | L | 220-310 | 270-340 | 310-430 | 280-370 | 130-170 | 170-200 | 170-250 | 170-200 |
| CT1 | L | 230-310 | 270-340 | 310-390 | 280-370 | 130-160 | 140-190 | 160-220 | 180-190 |
| LG4 | L | 250-320 | 250-340 | 300-370 | 230-370 | 130-140 | 130-160 | 130-160 | 130-160 |
| AB1 | S | 500-590 | 540-620 | - | 560-650 | 170-200 | 200-270 | - | 200-270 |
| AB2 | S | 640-700 | 650-740 | - | 670-730 | 250-300 | 250-310 | - | 250-310 |
| CMA1 | S | 650-730 | 670-740 | - | - | 280-340 | 310-370 | - | - |
| HTB1 | S | 470-570 | 500-570 | - | 500-600 | 170-280 | 210-280 | - | 210-280 |
| HTB3 | S | 740-810 | - | - | 740-930 | 400-470 | - | - | 400-500 |
| Group C | |||||||||
| LB1 | L | 170-230 | 200-270 | 230-310 | 220-300 | 80-110 | 130-160 | 130-190 | 130-160 |
| LB5 | L | 160-190 | 170-230 | 190-270 | 190-270 | 60-100 | 80-110 | 100-160 | 80-110 |
| G1 | L | 270-340 | 230-310 | 300-370 | 250-340 | 130-160 | 130-170 | 140-190 | 130-170 |
| G3 | L | 280-340 | - | 340-370 | - | 140-160 | - | 170-190 | - |
| G3-TF | L | 430-480 | - | 430-500 | - | 280-310 | - | 280-310 | - |
| SCB4 | S | 250-310 | - | - | - | 70-110 | - | - | - |
| CT2 | L | 280-330 | - | 300-350 | 300-350 | 160-180 | - | 180-210 | 180-210 |
| AB3 | S | 460-500 | - | - | - | 180-190 | - | - | - |
| CN1 | S | 480-540 | - | - | - | 300-320 | - | - | - |
| CN2 | S | 480-540 | - | - | - | 300-320 | - | - | - |
| Designation | Freezing range category | Elongation on 5.65 | Brinell hardness (HB) | ||||||
| Sanda | Chill | Continuous | Centrifugalb | Sand | Chill | Continuous | Centrifugal | ||
| Group A | |||||||||
| PB4 | L | 3-12 | 2-10 | 7-30 | 4-20 | 70-95 | 95-140 | 95-140 | 95-140 |
| LPB1 | L | 3-12 | 2-12 | 5-18 | 4-22 | 60-90 | 85-110 | 85-110 | 85-110 |
| LB2 | L | 5-15 | 3-7 | 6-15 | 5-10 | 65-85 | 80-90 | 80-90 | 80-90 |
| LB4 | L | 7-12 | 5-10 | 9-20 | 6-13 | 55-75 | 60-80 | 60-80 | 60-80 |
| LG1 | L | 11-15 | 2-8 | - | - | 55-65 | 65-80 | - | - |
| LG2 | L | 13-25 | 6-15 | 13-35 | 8-30 | 65-75 | 80-95 | 75-90 | 80-95 |
| SCB1 | S | 18-40 | - | - | - | 45-60 | - | - | - |
| SCB3 | S | 11-30 | - | - | - | 45-65 | - | - | - |
| SCB6 | S | 18-40 | - | - | - | 45-60 | - | - | - |
| DCB1 | S | - | 23-50 | - | - | - | 60-70 | - | - |
| DCB3 | S | - | 13-40 | - | - | - | 60-70 | - | - |
| PCB1 | S | - | 25-40 | - | - | - | 60-70 | - | - |
| Group B | |||||||||
| HCC1 | S | 23-40 | - | - | - | 40-45 | - | - | - |
| CC1-TF | S | 18-30 | - | - | - | 100-120 | - | - | - |
| PB1 | L | 3-8 | 2-8 | 6-25 | 4-22 | 70-100 | 95-150 | 100-150 | 25-150 |
| PB2 | L | 5-15 | 3-7 | 5-15 | 3-14 | 75-110 | 100-150 | 100-150 | 100-150 |
| CT1 | L | 6-20 | 5-15 | 9-25 | 6-25 | 70-90 | 90-130 | 90-130 | 90-130 |
| LG4 | L | 16-25 | 5-15 | 13-30 | 6-30 | 70-85 | 80-95 | 80-95 | 80-95 |
| AB1 | S | 18-40 | 18-40 | - | 20-30 | 90-140 | 130-160 | - | 120-160 |
| AB2 | S | 13-20 | 13-20 | - | 13-20 | 140-180 | 160-190 | - | 140-180 |
| CMA1 | S | 18-35 | 27-40 | - | - | 160-210 | - | - | - |
| HTB1 | S | 18-35 | 18-35 | - | 20-38 | 100-150 | - | - | 100-150 |
| HTB3 | S | 11-18 | - | - | 13-21 | 150-230 | - | - | 150-230 |
| Group C | |||||||||
| LB1 | L | 4-10 | 3-7 | 9-10 | 4-10 | 50-70 | 70-90 | 70-90 | 70-90 |
| LB5 | L | 5-10 | 5-12 | 8-16 | 7-15 | 45-65 | 50-70 | 50-70 | 50-70 |
| G1 | L | 13-25 | 3-8 | 9-25 | 5-16 | 70-95 | 85-130 | 90-130 | 70-95 |
| G3 | L | 16-25 | - | 18-25 | - | 70-95 | - | 90-130 | - |
| G3-TF | L | 3-5 | - | 3-7 | - | 160-180 | - | 160-180 | - |
| SCB4 | S | 18-40 | - | - | - | 50-75 | - | - | - |
| CT2 | L | 12-20 | - | 8-15 | 10-15 | 75-110 | - | 100-150 | 100-150 |
| AB3 | S | 20-30 | - | - | - | - | - | - | - |
| CN1 | S | 18-25 | - | - | - | 170-200 | - | - | - |
| CN2 | S | 18-25 | - | - | - | 170-200 | - | - | - |
a On separately cast test bars.
b Values apply to samples cut from centrifugal castings made in metallic moulds. Minimum properties of centrifugal castings made in sand moulds are the same as for sand castings.
6.3.21 Aluminium and aluminium alloys
Pure aluminium has a low mechanical strength and is usually alloyed with other metals to produce a wide range of useful, lightweight materials. The aluminium alloys can be divided up into four categories:
• Wrought alloys that can be heat treated.
• Wrought alloys that cannot be heat treated.
• Cast alloys that can be heat treated.
• Cast alloys that cannot be heat treated.
Like most non-ferrous metals and their alloys, aluminium and aluminium alloys depend on cold-working processes such as rolling and drawing to enhance their properties. Only a relatively few aluminium alloys containing copper and other alloying elements respond to heat treatment. An example of a general-purpose light-alloy originally developed for highly stressed aircraft components is duralumin. This alloy has the following composition:
Copper (Cu) 4.0%
Silicon (Si) 0.2%
Manganese (Mn) 0.7%
Magnesium (Mg) 0.8%
Aluminium (Al) Remainder
It can be softened by heating the alloy to 480°C and quenching this is known as solution treatment since the alloying elements form a solid solution with the aluminium rendering the metal ductile and suitable for cold working without cracking. However, it starts to re-harden immediately by a natural process called age hardening and becomes fully hard¬ened only after 4 days. During age hardening the unstable supersaturated solution of the alloying elements breaks down with the precipitation of the intermetallic compound CuAl2. The precipitate will be in the form of fine particles throughout the mass of the metal to give greater strength and hardness.
Another alloy that is even stronger has the following composition:
Copper (Cu 1.6%
Titanium (Ti) 0.3%
Magnesium (Mg) 2.5%
Zinc (Zn) 0.2%
Aluminium (Al) Remainder
This alloy can also be softened by solution treatment by heating it to 465°C and quench¬ing. Again hardening occurs by natural ageing. If the natural ageing process is speeded up by reheating the alloy to 165°C for about 10 h, the process is called precipitation age hardening or artificial ageing. The age-hardening process can be retarded after solution treatment by refrigeration.
6.3.22 British Standards
Some useful British Standards relating to wrought and cast aluminium and aluminium alloys – both heat-treatable and non-heat-treatable are as follows:
• BS EN 485-2: 2004 Aluminium and Aluminium alloys – sheet, strip and plate – chemical composition.
• BS EN 485-2: 2004 Aluminium and aluminium alloys – sheet, strip and plate – mechanical properties.
• BS EN 573: 1995 (four parts) – wrought products:
(a) Part 1: Numerical designation system.
(b) Part 2: Chemical symbol-based designation system.
(c) Part 3: Chemical composition.
(d) Part 4: Forms of products.
• BS EN 1559-4: 1999 Founding – additional requirements for aluminium and alu¬minium alloy castings.
• BS 1706: 1998 Aluminium and aluminium alloy castings – chemical composition and mechanical properties.
These are highly detailed and comprehensive standards, and it is not physically possible to reproduce them within the confines of this Pocket Book. However, they should be con¬sulted when selecting materials for a new product design and manufacture.
Some typical examples of wrought and cast aluminium and aluminium alloy products are listed in tables in the following sections. They are for guidance only.
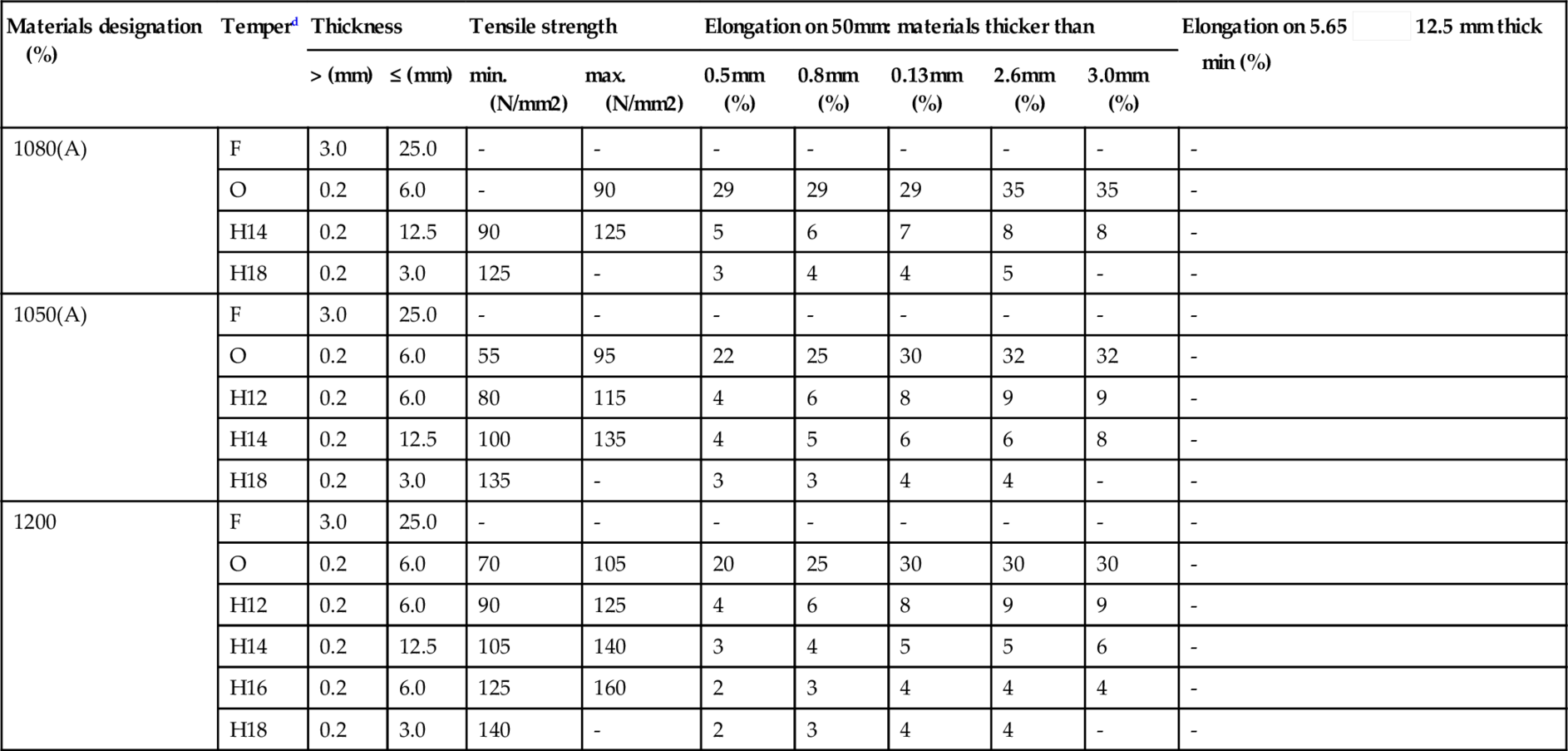
6.3.23 Unalloyed aluminium plate, sheet and strip
Composition

Properties
| Materials designation (%) | Temperd | Thickness | Tensile strength | Elongation on 50mm: materials thicker than | Elongation on 5.65 | ||||||
| > (mm) | ≤ (mm) | min. (N/mm2) | max. (N/mm2) | 0.5mm (%) | 0.8mm (%) | 0.13mm (%) | 2.6mm (%) | 3.0mm (%) | |||
| 1080(A) | F | 3.0 | 25.0 | - | - | - | - | - | - | - | - |
| O | 0.2 | 6.0 | - | 90 | 29 | 29 | 29 | 35 | 35 | - | |
| H14 | 0.2 | 12.5 | 90 | 125 | 5 | 6 | 7 | 8 | 8 | - | |
| H18 | 0.2 | 3.0 | 125 | - | 3 | 4 | 4 | 5 | - | - | |
| 1050(A) | F | 3.0 | 25.0 | - | - | - | - | - | - | - | - |
| O | 0.2 | 6.0 | 55 | 95 | 22 | 25 | 30 | 32 | 32 | - | |
| H12 | 0.2 | 6.0 | 80 | 115 | 4 | 6 | 8 | 9 | 9 | - | |
| H14 | 0.2 | 12.5 | 100 | 135 | 4 | 5 | 6 | 6 | 8 | - | |
| H18 | 0.2 | 3.0 | 135 | - | 3 | 3 | 4 | 4 | - | - | |
| 1200 | F | 3.0 | 25.0 | - | - | - | - | - | - | - | - |
| O | 0.2 | 6.0 | 70 | 105 | 20 | 25 | 30 | 30 | 30 | - | |
| H12 | 0.2 | 6.0 | 90 | 125 | 4 | 6 | 8 | 9 | 9 | - | |
| H14 | 0.2 | 12.5 | 105 | 140 | 3 | 4 | 5 | 5 | 6 | - | |
| H16 | 0.2 | 6.0 | 125 | 160 | 2 | 3 | 4 | 4 | 4 | - | |
| H18 | 0.2 | 3.0 | 140 | - | 2 | 3 | 4 | 4 | - | - | |
a Composition in per cent (m/m) maximum unless shown as a range or a minimum.
b Analysis is regularly made only for the elements for which specific limits are shown. If, however, the presence of other elements is suspected to be, or in the case of routine analysis is indicated to be, in excess of the specified limits, further analysis should be made to determine that these other elements are not in excess of the amount specified.
c The aluminium content for unalloyed aluminium not made by a refining process is the difference between 100.00% and the sum of all other metallic ele¬ments in amounts of 0.010% or more each, expressed to the second decimal before determining the sum.
d An alternative method of production, designated H2, may be used instead of the H1 routes, subject to agreement between supplier and purchaser, and provided that the same specified properties are achieved.
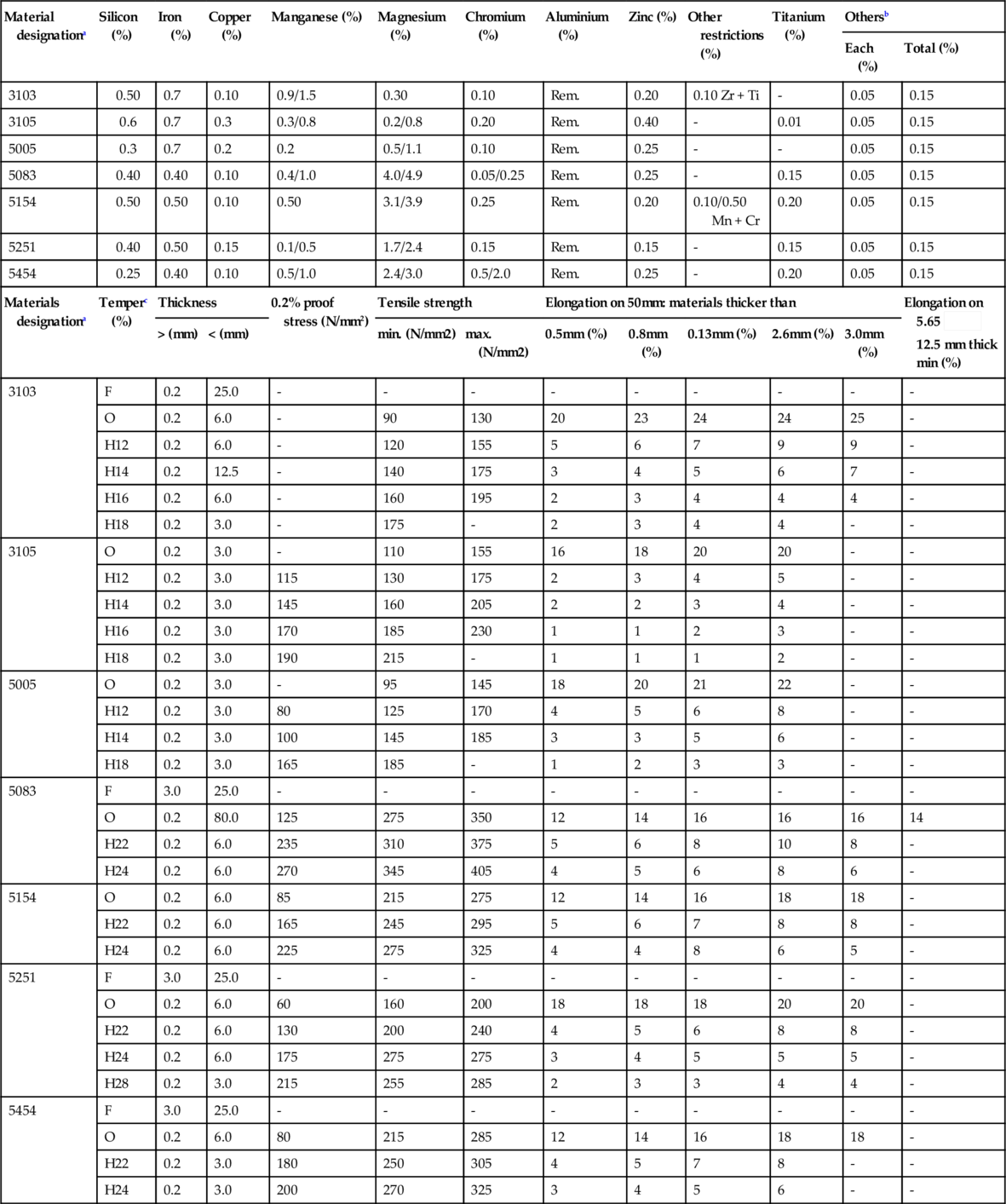
6.3.24 Aluminium alloy plate, sheet and strip: non-heat-treatable
Composition
| Material designationa | Silicon (%) | Iron (%) | Copper (%) | Manganese (%) | Magnesium (%) | Chromium (%) | Aluminium (%) | Zinc (%) | Other restrictions (%) | Titanium (%) | Othersb | |
| Each (%) | Total (%) | |||||||||||
| 3103 | 0.50 | 0.7 | 0.10 | 0.9/1.5 | 0.30 | 0.10 | Rem. | 0.20 | 0.10 Zr + Ti | - | 0.05 | 0.15 |
| 3105 | 0.6 | 0.7 | 0.3 | 0.3/0.8 | 0.2/0.8 | 0.20 | Rem. | 0.40 | - | 0.01 | 0.05 | 0.15 |
| 5005 | 0.3 | 0.7 | 0.2 | 0.2 | 0.5/1.1 | 0.10 | Rem. | 0.25 | - | - | 0.05 | 0.15 |
| 5083 | 0.40 | 0.40 | 0.10 | 0.4/1.0 | 4.0/4.9 | 0.05/0.25 | Rem. | 0.25 | - | 0.15 | 0.05 | 0.15 |
| 5154 | 0.50 | 0.50 | 0.10 | 0.50 | 3.1/3.9 | 0.25 | Rem. | 0.20 | 0.10/0.50 Mn + Cr | 0.20 | 0.05 | 0.15 |
| 5251 | 0.40 | 0.50 | 0.15 | 0.1/0.5 | 1.7/2.4 | 0.15 | Rem. | 0.15 | - | 0.15 | 0.05 | 0.15 |
| 5454 | 0.25 | 0.40 | 0.10 | 0.5/1.0 | 2.4/3.0 | 0.5/2.0 | Rem. | 0.25 | - | 0.20 | 0.05 | 0.15 |
| Materials designationa | Temperc (%) | Thickness | 0.2% proof stress (N/mm2) | Tensile strength | Elongation on 50mm: materials thicker than | Elongation on 5.65 | ||||||
| > (mm) | < (mm) | min. (N/mm2) | max. (N/mm2) | 0.5mm (%) | 0.8mm (%) | 0.13mm (%) | 2.6mm (%) | 3.0mm (%) | ||||
| 3103 | F | 0.2 | 25.0 | - | - | - | - | - | - | - | - | - |
| O | 0.2 | 6.0 | - | 90 | 130 | 20 | 23 | 24 | 24 | 25 | - | |
| H12 | 0.2 | 6.0 | - | 120 | 155 | 5 | 6 | 7 | 9 | 9 | - | |
| H14 | 0.2 | 12.5 | - | 140 | 175 | 3 | 4 | 5 | 6 | 7 | - | |
| H16 | 0.2 | 6.0 | - | 160 | 195 | 2 | 3 | 4 | 4 | 4 | - | |
| H18 | 0.2 | 3.0 | - | 175 | - | 2 | 3 | 4 | 4 | - | - | |
| 3105 | O | 0.2 | 3.0 | - | 110 | 155 | 16 | 18 | 20 | 20 | - | - |
| H12 | 0.2 | 3.0 | 115 | 130 | 175 | 2 | 3 | 4 | 5 | - | - | |
| H14 | 0.2 | 3.0 | 145 | 160 | 205 | 2 | 2 | 3 | 4 | - | - | |
| H16 | 0.2 | 3.0 | 170 | 185 | 230 | 1 | 1 | 2 | 3 | - | - | |
| H18 | 0.2 | 3.0 | 190 | 215 | - | 1 | 1 | 1 | 2 | - | - | |
| 5005 | O | 0.2 | 3.0 | - | 95 | 145 | 18 | 20 | 21 | 22 | - | - |
| H12 | 0.2 | 3.0 | 80 | 125 | 170 | 4 | 5 | 6 | 8 | - | - | |
| H14 | 0.2 | 3.0 | 100 | 145 | 185 | 3 | 3 | 5 | 6 | - | - | |
| H18 | 0.2 | 3.0 | 165 | 185 | - | 1 | 2 | 3 | 3 | - | - | |
| 5083 | F | 3.0 | 25.0 | - | - | - | - | - | - | - | - | - |
| O | 0.2 | 80.0 | 125 | 275 | 350 | 12 | 14 | 16 | 16 | 16 | 14 | |
| H22 | 0.2 | 6.0 | 235 | 310 | 375 | 5 | 6 | 8 | 10 | 8 | - | |
| H24 | 0.2 | 6.0 | 270 | 345 | 405 | 4 | 5 | 6 | 8 | 6 | - | |
| 5154 | O | 0.2 | 6.0 | 85 | 215 | 275 | 12 | 14 | 16 | 18 | 18 | - |
| H22 | 0.2 | 6.0 | 165 | 245 | 295 | 5 | 6 | 7 | 8 | 8 | - | |
| H24 | 0.2 | 6.0 | 225 | 275 | 325 | 4 | 4 | 8 | 6 | 5 | - | |
| 5251 | F | 3.0 | 25.0 | - | - | - | - | - | - | - | - | - |
| O | 0.2 | 6.0 | 60 | 160 | 200 | 18 | 18 | 18 | 20 | 20 | - | |
| H22 | 0.2 | 6.0 | 130 | 200 | 240 | 4 | 5 | 6 | 8 | 8 | - | |
| H24 | 0.2 | 6.0 | 175 | 275 | 275 | 3 | 4 | 5 | 5 | 5 | - | |
| H28 | 0.2 | 3.0 | 215 | 255 | 285 | 2 | 3 | 3 | 4 | 4 | - | |
| 5454 | F | 3.0 | 25.0 | - | - | - | - | - | - | - | - | - |
| O | 0.2 | 6.0 | 80 | 215 | 285 | 12 | 14 | 16 | 18 | 18 | - | |
| H22 | 0.2 | 3.0 | 180 | 250 | 305 | 4 | 5 | 7 | 8 | - | - | |
| H24 | 0.2 | 3.0 | 200 | 270 | 325 | 3 | 4 | 5 | 6 | - | - | |
a Composition in per cent (m/m) maximum unless shown as a range or a minimum.
b Analysis is regularly made only for the elements for which specific limits are shown. If, however, the presence of other elements is suspected to be, or in the case of the routine analysis is indicated to be, in excess of the specified limits, furtherlysis should be made to determine that these other elements are not in excess of the amount specified.
c Either H1 or H2 production routes may be used, subject to agreement between the supplier and purchaser, and provided that the specified properties are achieved.
6.3.25 Aluminium alloy plate, sheet and strip: heat-treatable
Composition
| Material designationa | Silicon (%) | Iron (%) | Copper (%) | Manganese (%) | Magnesium (%) | Chromium (%) | Nickel (%) | Zinc (%) | Other restrictions (%) | Titanium (%) | Aluminium (%) | Othersb | |
| Each (%) | Total (%) | ||||||||||||
| 2014A | 0.5/0.9 | 0.50 | 3.9/5.0 | 0.4/1.2 | 0.2/0.8 | 0.10 | 0.10 | 0.25 | 0.20 Zr + Ti | 0.15 | Rem. | 0.05 | 0.15 |
| Clad 2014Ac | 0.5/0.9 | 0.50 | 3.0/5.0 | 0.4/1.2 | 0.2/0.8 | 0.10 | 0.10 | 0.25 | 0.20 Zr + Ti | 0.15 | Rem. | 0.05 | 0.15 |
| 2024 | 0.50 | 0.50 | 3.8/4.4 | 0.3/0.9 | 1.2/1.8 | 0.10 | – | 0.25 | – | 0.15 | Rem. | 0.05 | 0.15 |
| Clad 2024c | 0.50 | 0.50 | 3.8/4.4 | 0.3/0.9 | 1.2/1.8 | 0.10 | – | 0.25 | – | 0.15 | Rem. | 0.05 | 0.15 |
| 6082 | 0.7/1.3 | 0.50 | 0.10 | 0.4/1.0 | 0.6/1.2 | 0.25 | – | 0.20 | – | 0.10 | Rem. | 0.05 | 0.15 |

Properties
| Materials designationa | Temperd | Thickness | 0.2% proof stresse (N/mm2) | Tensile strength | Elongation on 50mm: materials thicker than | Elongation on 5.65 | ||||||
| (mm) | (mm) | min. (N/mm2) | max. (N/mm2) | 0.5mm (%) | 0.8mm (%) | 0.13mm (%) | 2.6mm (%) | 3.0mm (%) | ||||
| 2014A | O | 0.2 | 6.0 | 110 | - | 235 | 14 | 14 | 16 | 16 | 16 | |
| T4 | 0.2 | 6.0 | 22 | 400 | - | 13 | 14 | 14 | 14 | 14 | ||
| T6 | 0.2 | 6.0 | 380 | 440 | - | 6 | 6 | 7 | 7 | 8 | ||
| T451 | 6.0 | 25.0 | 250 | 400 | - | - | - | - | - | 14 | 12 | |
| 25.0 | 40.0 | 250 | 400 | - | - | - | - | - | - | 10 | ||
| 40.0 | 80.0 | 250 | 395 | - | - | - | - | - | - | 7 | ||
| T651 | 6.0 | 25.0 | 410 | 460 | - | - | - | - | - | - | 6 | |
| 25.0 | 40.0 | 400 | 450 | - | - | - | - | - | - | 5 | ||
| 40.0 | 60.0 | 390 | 430 | - | - | - | - | - | - | 5 | ||
| 60.0 | 90.0 | 390 | 430 | - | - | - | - | - | - | 4 | ||
| 90.0 | 115.0 | 370 | 420 | - | - | - | - | - | - | 4 | ||
| 115.0 | 140.0 | 350 | 410 | - | - | - | - | - | - | 4 | ||
| Clad 2014AcT4 | O | 0.2 | 6.0 | 100 | - | 220 | 14 | 14 | 16 | 16 | 16 | - |
| 0.2 | 1.6 | 240 | 385 | - | 13 | 14 | 14 | - | - | - | ||
| 1.6 | 6.0 | 245 | 395 | - | - | - | - | 14 | 14 | - | ||
| T6 | 0.2 | 1.6 | 345 | 420 | - | 7 | 7 | 8 | 9 | - | - | |
| 1.6 | 6.0 | 355 | 420 | - | - | - | - | 9 | 9 | - | ||
| 2024 | O | 0.2 | 6.0 | 110 | - | 235 | 12 | 12 | 14 | 14 | 14 | - |
| T3 | 0.2 | 1.6 | 290 | 440 | - | 11 | 11 | 11 | - | - | - | |
| 1.6 | 6.0 | 290 | 440 | - | - | - | - | 12 | 12 | - | ||
| T351 | 6.0 | 25.0 | 280 | 430 | - | - | - | - | - | 10 | 10 | |
| 25.0 | 40.0 | 280 | 420 | - | - | - | - | - | - | 9 | ||
| 40.0 | 60.0 | 270 | 410 | - | - | - | - | - | - | 9 | ||
| 90.0 | 115.0 | 270 | 400 | - | - | - | - | - | - | 8 | ||
| 115.0 | 140.0 | 260 | 390 | - | - | - | - | - | - | 7 | ||
| Clad 2024b | O | 0.2 | 6.0 | 100 | - | 235 | 12 | 12 | 14 | 14 | 14 | - |
| T3 | 0.2 | 1.6 | 270 | 405 | - | 11 | 11 | 11 | - | - | - | |
| 1.6 | 6.0 | 275 | 425 | - | - | - | - | 12 | 12 | - | ||
| 6082 | O | 0.2 | 3.0 | - | 155 | 16 | 16 | 16 | 15 | - | - | |
| T4 | 0.2 | 3.0 | 120 | 200 | - | 15 | 15 | 15 | 15 | - | - | |
| 3.0 | 25.0 | 115 | 200 | - | - | - | - | - | 15 | 12 | ||
| T6 | 0.2 | 3.0 | 255 | 295 | - | 8 | 8 | 8 | 8 | - | - | |
| 3.0 | 25.0 | 240 | 295 | - | - | - | - | - | 8 | - | ||
| T451 | 6.0 | 25.0 | 115 | 200 | - | - | - | - | - | - | 15 | |
| 25.0 | 90.0 | 115 | 200 | - | - | - | - | - | - | 15 | ||
| T651 | 6.0 | 25.0 | 240 | 295 | - | - | - | - | - | - | 8 | |
| 25.0 | 90.0 | 240 | 295 | - | - | - | - | - | - | 8 | ||
| 90.0 | 115.0 | 230 | 285 | - | - | - | - | - | - | 7 | ||
| 115.0 | 150.0 | 220 | 275 | - | - | - | - | - | - | 6 | ||

a Composition in per cent (m/m) maximum unless shown as a range or a minimum.
b Analysis is regularly made only for the elements for which specific limits are shown. If, however, the presence of other elements is suspected to be, or in the case of routine analysis is indicated to be, in excess of the specified limits, further analysis should be made to determine that these other elements are not in excess of the amount specified.
c Unalloyed aluminium grade 1050A is used as cladding material. The cladding thickness is 4% on each side of the material up to and including 1.6 mm thick and 2% on each side for material over 1.6mm thick.
d The tempers 1x51 (stress relieved by stretching) apply to plate and sheet which have been stretched after solution treatment to give a permanent set of approximately 1.5-3.0%.
e The proof stress values given are maxima for those alloys in the ‘O’ temper condition and minima for the remaining alloys.
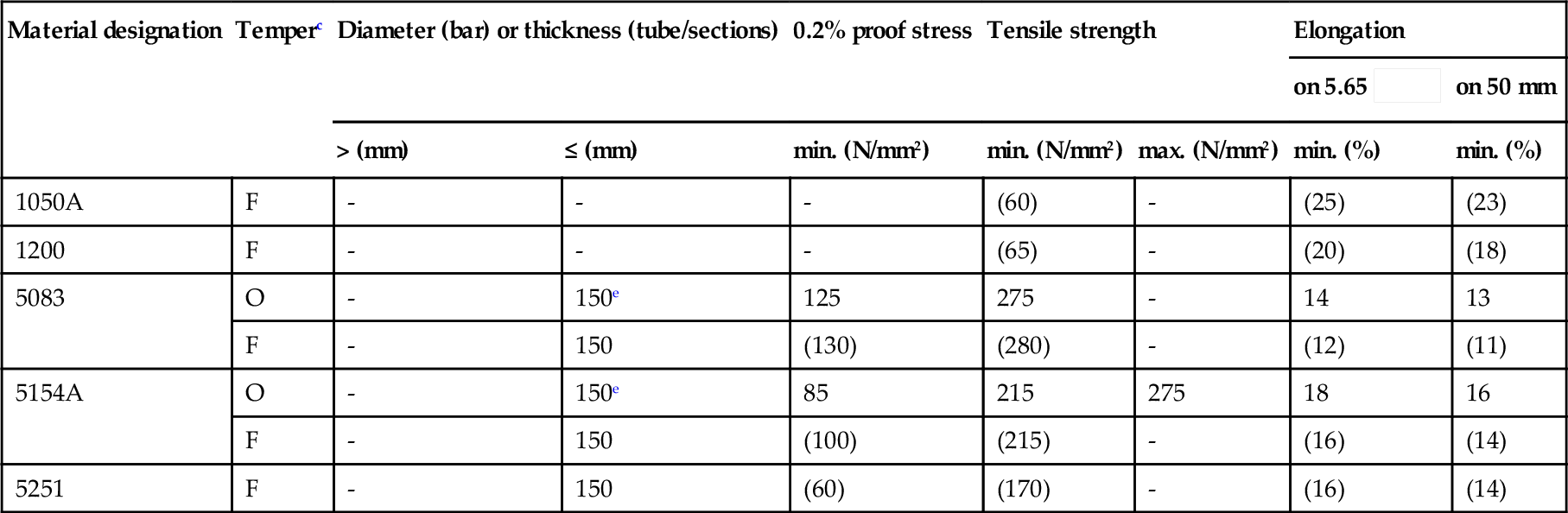
6.3.26 Aluminium and aluminium alloy bars, extruded tube and sections for general engineering: non-heat-treatable
Composition
| Material designationa | Silicon (%) | Iron (%) | Copper (%) | Manganese (%) | Magnesium (%) | Chromium (%) | Zinc (%) | Other restrictions (%) | Titanium (%) | Othersb | Aluminium (%) | |
| Each (%) | Total (%) | |||||||||||
| 1050A | 0.25 | 0.40 | 0.05 | 0.05 | 0.05 | - | 0.07 | - | 0.05 | 0.03 | - | 99.50d min. |
| 1200 | 1.0 Si + Fe | 0.05 | 0.05 | - | - | 0.10 | - | 0.05 | 0.05 | 0.15 | 99.00d min. | |
| 5083 | 0.4 | 0.4 | 0.10 | 0.40/1.0 | 4.0/4.9 | 0.05/0.25 | 0.25 | - | 0.15 | 0.05 | 0.15 | Rem. |
| 5154A | 0.50 | 0.50 | 0.10 | 0.50 | 3.1/3.9 | 0.25 | 0.20 | 0.10-0.50 Mn + Cr | 0.20 | 0.05 | 0.15 | Rem. |
| 5251 | 0.40 | 0.50 | 0.15 | 0.10/0.5 | 1.7/2.4 | 0.15 | 0.15 | - | 0.15 | 0.05 | 0.15 | Rem. |

Properties
| Material designation | Temperc | Diameter (bar) or thickness (tube/sections) | 0.2% proof stress | Tensile strength | Elongation | |||
| on 5.65 | on 50 mm | |||||||
| > (mm) | ≤ (mm) | min. (N/mm2) | min. (N/mm2) | max. (N/mm2) | min. (%) | min. (%) | ||
| 1050A | F | - | - | - | (60) | - | (25) | (23) |
| 1200 | F | - | - | - | (65) | - | (20) | (18) |
| 5083 | O | - | 150e | 125 | 275 | - | 14 | 13 |
| F | - | 150 | (130) | (280) | - | (12) | (11) | |
| 5154A | O | - | 150e | 85 | 215 | 275 | 18 | 16 |
| F | - | 150 | (100) | (215) | - | (16) | (14) | |
| 5251 | F | - | 150 | (60) | (170) | - | (16) | (14) |
a Composition in per cent (m/m) maximum unless shown as a range or a minimum.
b Analysis is regularly carried out for the elements for which specific limits are shown. If, however, the presence of other elements is suspected to be, or in the course of routine analysis is indicated to be, in excess of specified limits, further analysis should be made to determine that these other elements are not in excess of the amount specified.
c No mechanical properties are specified for materials in the F condition. The bracketed values shown for proof stress, tensile strength and elongation are typical properties, and are given for information only.
d The aluminium content for unalloyed aluminium not made by a refining process is the difference between 100% and the sum of all other metallic elements present in amounts of 0.10% or more each, expressed to the second decimal before determining the sum.
e No mechanical properties are specified for tube and hollow sections having a wall thickness greater than 75 mm (see BS 1474: 1987, Clause 6).
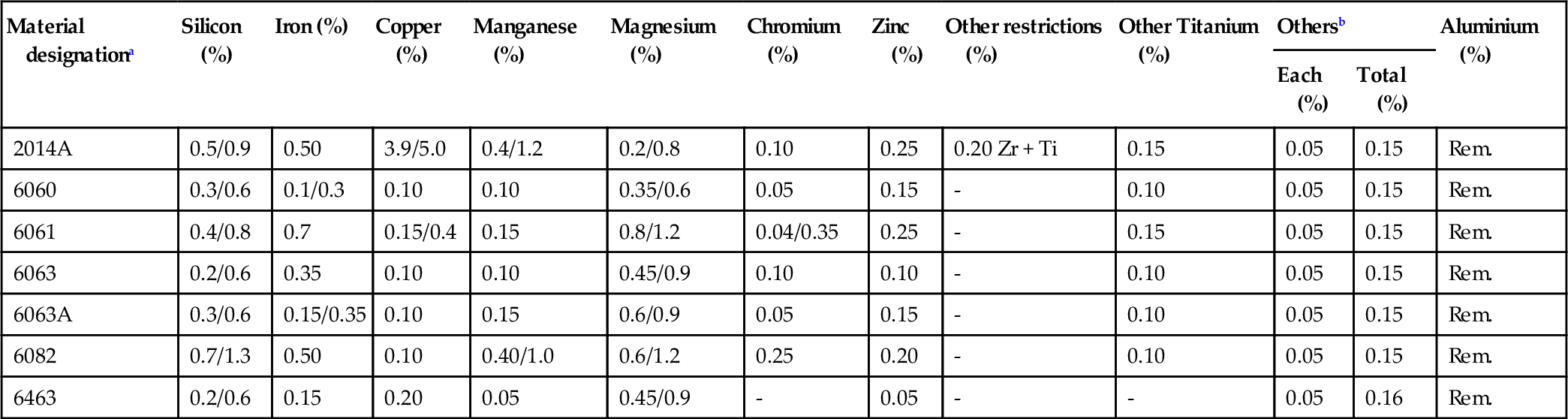
6.3.27 Aluminium alloy bars, extruded tube and sections for general engineering:heat-treatable
Composition
| Material designationa | Silicon (%) | Iron (%) | Copper (%) | Manganese (%) | Magnesium (%) | Chromium (%) | Zinc (%) | Other restrictions (%) | Other Titanium (%) | Othersb | Aluminium (%) | |
| Each (%) | Total (%) | |||||||||||
| 2014A | 0.5/0.9 | 0.50 | 3.9/5.0 | 0.4/1.2 | 0.2/0.8 | 0.10 | 0.25 | 0.20 Zr + Ti | 0.15 | 0.05 | 0.15 | Rem. |
| 6060 | 0.3/0.6 | 0.1/0.3 | 0.10 | 0.10 | 0.35/0.6 | 0.05 | 0.15 | - | 0.10 | 0.05 | 0.15 | Rem. |
| 6061 | 0.4/0.8 | 0.7 | 0.15/0.4 | 0.15 | 0.8/1.2 | 0.04/0.35 | 0.25 | - | 0.15 | 0.05 | 0.15 | Rem. |
| 6063 | 0.2/0.6 | 0.35 | 0.10 | 0.10 | 0.45/0.9 | 0.10 | 0.10 | - | 0.10 | 0.05 | 0.15 | Rem. |
| 6063A | 0.3/0.6 | 0.15/0.35 | 0.10 | 0.15 | 0.6/0.9 | 0.05 | 0.15 | - | 0.10 | 0.05 | 0.15 | Rem. |
| 6082 | 0.7/1.3 | 0.50 | 0.10 | 0.40/1.0 | 0.6/1.2 | 0.25 | 0.20 | - | 0.10 | 0.05 | 0.15 | Rem. |
| 6463 | 0.2/0.6 | 0.15 | 0.20 | 0.05 | 0.45/0.9 | - | 0.05 | - | - | 0.05 | 0.16 | Rem. |
Properties
| Material designationa | Temperc | Diameter (bar) or thickness (tube/sections)d | 0.2% proof stress | Tensile strength | Elongation | |||
| >(mm) | ≤(mm) | min. (N/mm2) | min. (N/mm2) | max. (N/mm2) | on 5.65 | on 50 mm min. (%) | ||
| 2014A | T4 | - | 20 | 230 | 370 | - | 11 | 10 |
| 20 | 75 | 250 | 390 | - | 11 | - | ||
| 75 | 150 | 250 | 390 | - | 8 | - | ||
| T6 | 150 | 200 | 230 | 370 | - | 8 | - | |
| - | 20 | 370 | 435 | - | 7 | 6 | ||
| T6510 | 20 | 75 | 435 | 480 | - | 7 | - | |
| 75 | 150 | 420 | 465 | - | 7 | - | ||
| 150 | 200 | 390 | 435 | - | 7 | - | ||
| 6060 | T4 | - | 150 | 60 | 120 | - | 15 | - |
| T5 | - | 150 | 100 | 145 | - | 8 | - | |
| T6 | - | 150 | 150 | 190 | - | 8 | - | |
| 6061 | T4 | - | 150 | 115 | 190 | - | 16 | 14 |
| T6 T6510 | - | 150 | 240 | 280 | - | 8 | 7 | |
| 6063 | O | - | 200 | - | - | 140 | 15 | 13 |
| F | - | 200 | - | (100) | - | (13) | (12) | |
| T4 | - | 150 | 70 | 130 | - | 16 | 14 | |
| 150 | 200 | 70 | 120 | - | 13 | - | ||
| T5 | - | 25 | 110 | 150 | - | 8 | 7 | |
| T6 | - | 150 | 160 | 195 | - | 8 | 7 | |
| 50 | 200 | 130 | 150 | - | 6 | - | ||
| 6063A | T4 | - | 25 | 90 | 150 | - | 14 | 12 |
| T5 | - | 25 | 160 | 200 | - | 8 | 7 | |
| T6 | - | 25 | 190 | 230 | - | 8 | 7 | |
| 6082 | O | - | 200 | - | - | 170 | 16 | 14 |
| F | - | 200 | - | (110) | - | (13) | (12) | |
| T4 | - | 150 | 120 | 190 | - | 16 | 14 | |
| 150 | 200 | 100 | 170 | - | 13 | - | ||
| T5 | - | 6 | 230 | 270 | - | - | 8 | |
| - | 20 | 255 | 295 | - | 8 | 7 | ||
| T6 | 20 | 150 | 270 | 310 | - | 8 | - | |
| T6510 | 150 | 200 | 240 | 280 | - | 5 | - | |
| 6463 | T4 | - | 50 | 75 | 125 | - | 16 | 14 |
| T6 | - | 50 | 160 | 185 | - | 10 | 9 | |

a Composition in per cent (m/m) maximum unless shown as a range or a minimum.
b Analysis is regularly carried out for the elements for which specific limits are shown. If, however, the presence of other elements is suspected to be, or in the course of routine analysis is indicated to be, in excess of specified limits, further analysis should be made to determine that these elements are not in excess of the amount specified.
c No mechanical properties are specified for materials in the F condition. The bracketed values shown for proof stress, tensile strength and elongation are typical properties and are given for information only. The temper T6510 is applicable only to bars (see Section 6.3.20).
d No mechanical properties are specified for tube and hollow sections having a wall thickness greater than 75 mm (see BS 1474:1987, Clause 6).
6.3.28 Aluminium alloy castings, group A: general purpose
| Designation | LM2 | LM4 | LM6 | LM20 | LM24 | LM25 | LM27 | |||||||
| Nominal composition | Al-Si 10 Cu 2 | Al-Si 5 Cu 3 Mn 0.5 | Al-Si 12 | Al-Si 12 | Al-Si 8 Cu 3.5 | Al-Si 7 Mg 0.5 | Al-Si 7 Cu 2 Mn 0.5 | |||||||
| Nearest alloy(s) in ISO 3522 | - | Al-Si 5 Cu 3 | Al-Si 12 Al-Si 12 Fe | Al-Si 12 Cu Al-Si 12 Cu Fe | Al-Si 8 Cu 3 Fe | Al-Si 7 Mg | Al-Si 5 Cu 3 | |||||||
| Elements | min.(%) | max.(%) | min.(%) | max.(%) | min.(%) | max.(%) | min.(%) | max.(%) | min.(%) | max.(%) | min.(%) | max.(%) | min.(%) | max.(%) |
| Aluminium | Remainder | Remainder | Remainder | Remainder | Remainder | Remainder | Remainder | |||||||
| Copper | 0.7 | 2.5 | 2.0 | 4.0 | - | 0.1 | - | 0.4 | 3.0 | 4.0 | - | 0.20 | 1.5 | 2.5 |
| Magnesium | - | 0.3 | - | 0.2 | - | 0.1 | - | 0.2 | - | 0.30 | 0.2 | 0.6 | - | 0.35 |
| Silicon | 9.0 | 11.5 | 4.0 | 6.0 | 10.0 | 13.0 | 10.0 | 13.0 | 7.5 | 9.5 | 6.5 | 7.5 | 6.0 | 8.0 |
| Iron | - | 1.0 | - | 0.8 | - | 0.6 | - | 1.0 | - | 1.3 | - | 0.5 | - | 0.8 |
| Manganese | - | 0.5 | 0.2 | 0.6 | - | 0.5 | - | 0.5 | - | 0.5 | - | 0.3 | 0.2 | 0.6 |
| Nickel | - | 0.5 | - | 0.3 | - | 0.1 | - | 0.1 | - | 0.5 | - | 0.1 | - | 0.3 |
| Zinc | - | 2.0 | - | 0.5 | - | 0.1 | - | 0.2 | - | 3.0 | - | 0.1 | - | 1.0 |
| Lead | - | 0.3 | - | 0.1 | - | 0.1 | - | 0.1 | - | 0.3 | - | 0.1 | - | 0.2 |
| Tin | - | 0.2 | - | 0.1 | - | 0.05 | - | 0.1 | - | 0.2 | - | 0.05 | - | 0.1 |
| Titanium | - | 0.2 | - | 0.2 | - | 0.2 | - | 0.2 | - | 0.2 | - | 0.2a | - | 0.2 |
| Each other elementb | - | - | - | 0.05 | - | 0.05 | - | 0.05 | - | - | - | 0.05 | - | 0.05 |
| Total other elements | - | 0.5 | - | 0.15 | - | 0.15 | - | 0.20 | - | 0.5 | - | 0.15 | - | 0.15 |
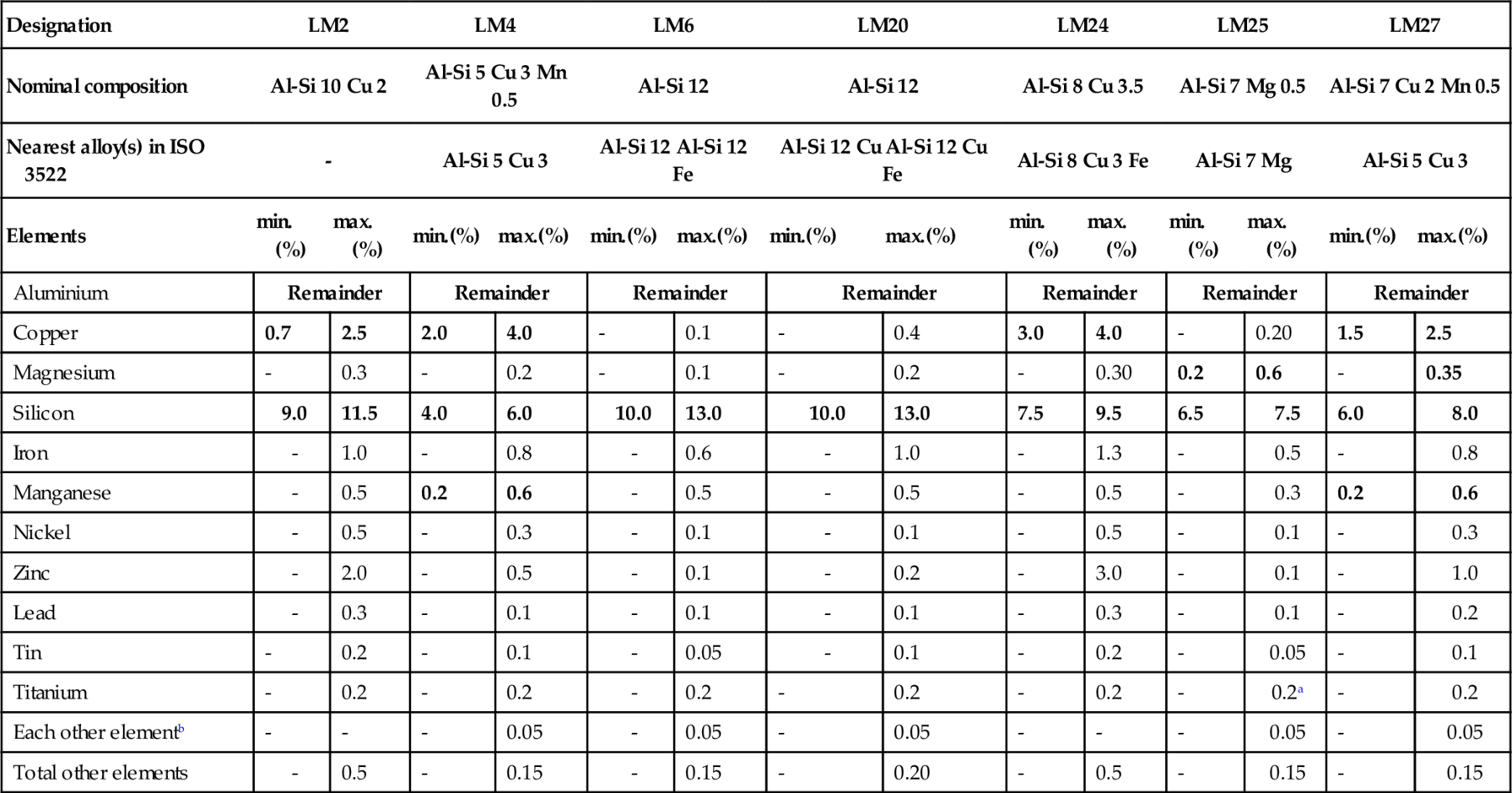
Specified impurities are in light type. Analysis is required to verify that the contents of the specified impurities are less than the limits given in the table.
Analysis for other elements is made when their presence is suspected to be in excess of the ‘each other element’ limit.
a If titanium alone is used for grain refining, the amount present shall not be less than 0.05%.
b In cases where alloys are required i the modified condition, the level of modifying element(s) present is not limited by the specified maximum value for other elements.
6.3.29 Aluminium alloy castings, group B: special purpose
| Designation | LMO | LM5 | LM9 | LM13 | LM16 | LM21 | LM22 | |||||||
| Nominal composition | 99.50 + %AI | Al–Mg 5Mn0.5 | Al–Si 12 Mg 0.5 Mn0.5 | Al–Si 12 Cu 1 Mg 2 | Al–Si 5 Cu 1 Mg 0.5 | Al–Si 6 Cu 4 Mn 0.4 Mg 0.2 | Al–Si 5 Cu 3 Mn0.4 | |||||||
| Nearest alloy(s) in ISO 3522 | – | Al–Mg 5 Si 1 Al–Mg 6 | Al–Si 10 Mg | Al–Si 12 Cu Al–Si 12 Cu Fe | Al–Si 5 Cu 1 Mg | Al–Si 6 Cu 4 | Al–Si 5 Cu 3 | |||||||
| Elements | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) | min. (%) | max. (%) |
| Aluminium | 99.50a | – | Remainder | Remairder | Remainder | Remairder | Remainder | Remainder | ||||||
| Copper | – | 0.03 | – | 0.10 | – | 0.20 | 0.7 | 1.5 | 1.0 | 1.5 | 3.0 | 5.0 | 2.8 | 3.8 |
| Magnesium | – | 0.03 | 3.0 | 6.0 | 0.2 | 0.6 | 0.8 | 1.5 | 0.4 | 0.6 | 0.1 | 0.3 | – | 0.05 |
| Silicon | – | 0.03 | – | 0.30 | 10.0 | 13.0 | 10.0 | 13.0 | 4.5 | 5.5 | 5.0 | 7.0 | 4.0 | 6.0 |
| Iron | – | 0.40 | – | 0.60 | – | 0.60 | – | 1.0 | – | 0.6 | – | 1.0 | – | 0.6 |
| Manqanese | – | 0.03 | 0.3 | 0.7 | 0.3 | 0.7 | – | 0.5 | – | 0.5 | 0.2 | 0.6 | 0.2 | 0.6 |
| Nickel | – | 0.03 | – | 0.10 | – | 0.10 | – | 1.5 | – | 0.25 | – | 0.3 | – | 0.15 |
| Zinc | – | 0.07 | – | 0.10 | – | 0.10 | – | 0.5 | – | 0.1 | – | 2.0 | – | 0.15 |
| Lead | – | 0.03 | – | 0.05 | – | 0.10 | – | 0.1 | – | 0.1 | – | 0.2 | – | 0.10 |
| Tin | – | 0.03 | – | 0.05 | – | 0.05 | – | 0.1 | – | 0.05 | – | 0.1 | – | 0.05 |
| Titanium | – | – | – | 0.20 | – | 0.02 | – | 0.2 | – | 0.2b | – | 0.2 | – | 0.20 |
| Each other elementc | – | – | – | 0.05 | – | 0.05 | – | 0.05 | – | 0.05 | – | 0.05 | – | 0.05 |
| Total other elementsc | – | – | – | 0.15 | – | 0.15 | – | 0.15 | – | 0.15 | – | 0.15 | – | 0.15 |
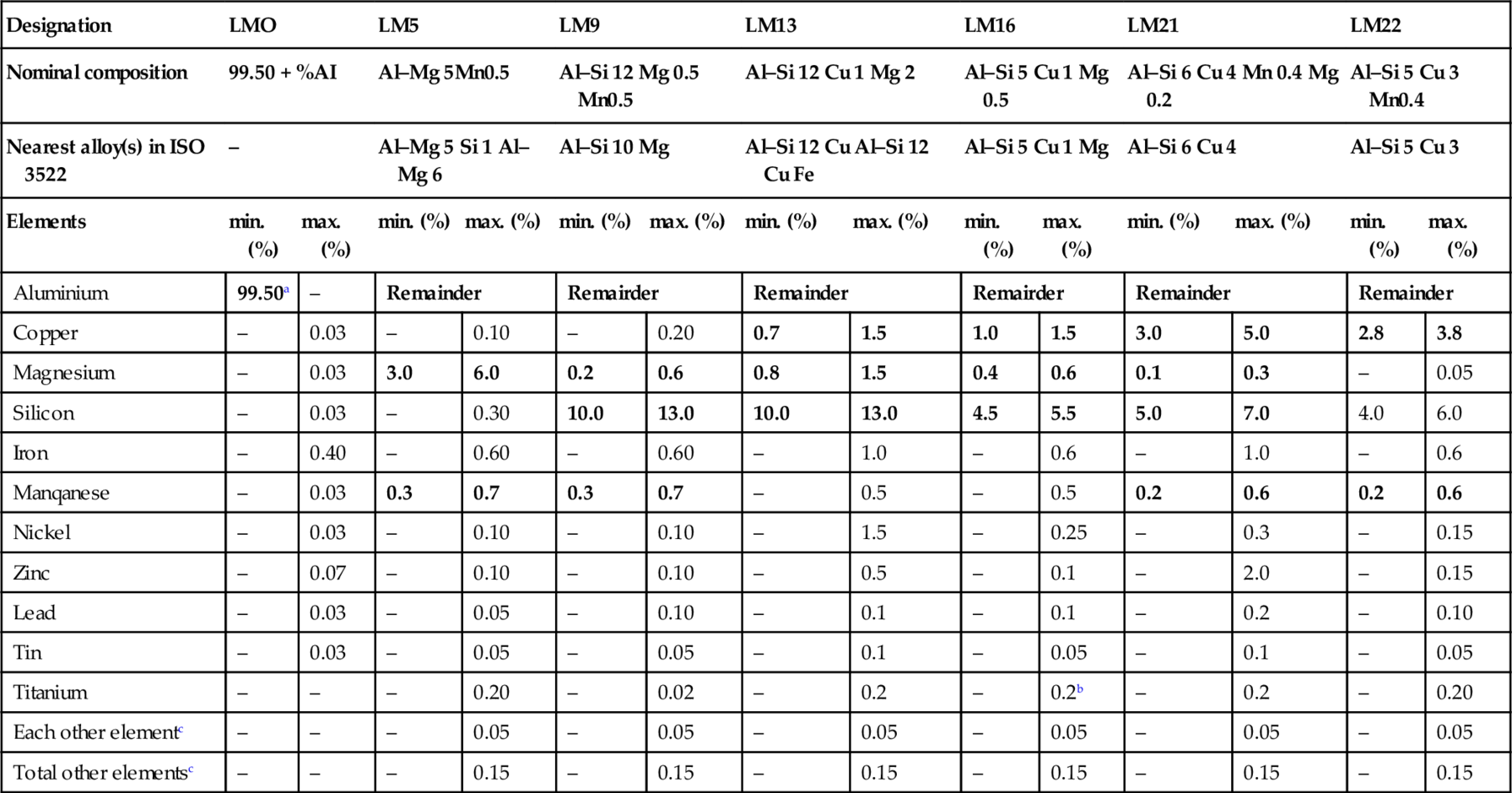
Specified impurities are shown in light type. Analysis is required to verify that the contents of the specified impurities are less than the limits given in the table. Analysis for other elements is made when their presence is suspected to be in excess of the ‘each other element’ limit.
a The aluminium content shall be determined by difference; that is, by subtracting the total of all other elements listed.
b If titanium alone is used for grain refining, the amount present shall be not less than 0.05%.
b In cases when alloys are required in the modified condition, the level of any modifying element present is not limited by the specified maximum value for other elements.
6.3.30 Aluminium alloy castings, group C: special purpose and of limited application
| Designation | LM12 | LM26 | LM28a | LM29a | LM30 | LM31b | ||||||
| Nominal composition | Al—Cu 10 Mg 0.3 | Al—Si 10 Cu 3 Mg 1 | Al—Si 18 Cu 1.5 Mg 1 Ni 1 | Al—Si 23 Cu 1 Mg 1 Ni 1 | Al—Si 17 Cu 4.5 Mg 0.5 | Al—Zn 5 Mg 0.7 Cr 0.5 Ti | ||||||
| Nearest alloy(s) in ISO 3522 | - | - | - | - | - | Al—Zn 5 Mg | ||||||
| Elements | min. | max. | min. | max. | min. | max. | min. | max. | min. | max. | min. | max. |
| (%) | (%) | (%) | (%) | (%) | (%) | (%) | (%) | (%) | (%) | (%) | (%) | |
| Aluminium | Remainder | Remainder | Remainder | Remainder | Remainder | Remainder | ||||||
| Copper | 9.0 | 11.0 | 2.0 | 4.0 | 1.3 | 1.8 | 0.8 | 1.3 | 4.0 | 5.0 | - | 0.10 |
| Magnesium | 0.2 | 0.4 | 0.5 | 1.5 | 0.8 | 1.5 | 0.8 | 1.3 | 0.4 | 0.7 | 0.5 | 0.75 |
| Silicon | - | 2.5 | 8.5 | 10.5 | 17.0 | 20.0 | 22.0 | 25.0 | 16.0 | 18.0 | - | 0.25 |
| Iron | - | 1.0 | - | 1.2 | - | 0.70 | - | 0.70 | - | 1.10 | - | 0.50 |
| Manganese | - | 0.6 | - | 0.5 | - | 0.60 | - | 0.60 | - | 0.30 | - | 0.10 |
| Nickel | - | 0.5 | - | 1.0 | 0.8 | 1.5 | 0.8 | 1.3 | - | 0.10 | - | 0.10 |
| Zinc | - | 0.8 | - | 1.0 | - | 0.20 | - | 0.20 | - | 0.20 | 4.8 | 5.7 |
| Lead | - | 0.1 | - | 0.2 | - | 0.10 | - | 0.10 | - | 0.10 | - | 0.05 |
| Tin | - | 0.1 | - | 0.1 | - | 0.10 | - | 0.10 | - | 0.10 | - | 0.05 |
| Titanium | - | 0.2 | - | 0.2 | - | 0.20 | - | 0.20 | - | 0.20 | - | 0.25c |
| Chromium | - | - | - | - | - | 0.60 | - | 0.60 | - | - | 0.4 | 0.6 |
| Each other elemente | - | 0.05 | - | 0.05 | - | 0.10d | - | 0.10d | - | 0.10 | - | 0.05 |
| Total other elementse | - | 0.15 | - | 0.15 | - | 0.30 | - | 0.30 | - | 0.30 | - | 0.15 |

Specified impurities are shown in light type. Analysis is required to verify that the contents of the specified impurities are less than the limits given in the table. Analysis for other elements is made when their presence is suspected to be in excess of the ‘each other element’ limit.
a LM28 and LM29 are also subject to metallographical structure requirements (BS 1490, Note 5.4).
b LM31 castings in M condition have to be naturally aged for 3 weeks before use, or before determination of mechanical properties.
c If titanium alone is used for grain refining, the amount present shall be not less than 0.05%.
d Maximum cobalt content.
e In cases when alloys are required in the modified condition, the level of any modifying element present is not limited by the specified maximum value for other elements.
6.3.31 Aluminium alloy castings: mechanical properties
| Designationa | Condition | Tensile strength 5.65 | Elongation on | ||
| Sand or investment casting min. (N/mm2) | Chill cast min. (N/mm2) | Sand or investment casting min. (%) | Chill cast min. (%) | ||
| Group A | |||||
| LM2 | M | - | 150 | - | - |
| LM4 | M | 140 | 160 | 2 | 2 |
| TF | 230 | 280 | - | - | |
| LM6 | M | 160 | 190 | 5 | 7 |
| LM20 | M | - | 190 | - | 5 |
| LM24 | M | - | 180 | - | 1.5 |
| M | 130 | 160 | 2 | 3 | |
| LM25 | TE | 150 | 190 | 1 | 2 |
| TB7b | 160 | 230 | 2.5 | 5 | |
| TF | 230 | 280 | - | 2 | |
| LM27 | M | 140 | 160 | 1 | 2 |
| Group B | |||||
| LMO | M | - | - | - | - |
| LM5 | M | 140 | 170 | 3 | 5 |
| M | - | 190 | - | 3 | |
| LM9 | TE | 170 | 230 | 1.5 | 2 |
| TF | 240 | 295 | - | - | |
| TE | - | 210 | - | - | |
| LM13c | TF | 170 | 280 | - | - |
| TF7 | 140 | 200 | - | - | |
| LM16 | TB | 170 | 230 | 2 | 3 |
| TF | 230 | 280 | - | - | |
| LM21 | M | 150 | 170 | 1 | 1 |
| LM22 | TB | - | 245 | - | 8 |
| Group C | |||||
| LM12 | M | - | 170 | - | - |
| LM26c | TE | - | 210 | - | - |
| L28d | TE | - | 170 | - | - |
| TF | 120 | 190 | - | - | |
| LM29d | TE | 120 | 190 | - | - |
| TF | 120 | 190 | - | - | |
| LM30 | M | - | 150 | - | - |
| TS | - | 160 | - | - | |
| LM31e | M | 215 | - | 4 | - |
| TE | 215 | - | 4 | - | |

a Properties are obtained on separately cast test samples (see BS 1490: 1988, Note 5.3.1).
b After solution treatment, castings have to be heated at a temperature and for a time that will ensure reasonable stability of mechanical properties.
c LM13, LM26, LM28 and LM29 are subject to hardness requirements (see BS 1490, Note 5.3.2 and Table 5).
d LM28 and LM29 are subject to microstructure requirements (see BS 1490, Note 5.4).
e LM31 castings in the M condition have to be naturally aged for 3 weeks before use or before the determination of mechanical properties.
6.3.32 BS EN 29453: 1993
Chemical compositions of tin-lead and tin-lead-antimony solder alloys
| Group | Alloy No | Alloy designation | Melting or solidus/liquidus temperature (°C) | Chemical composition % (m/m) | ||||||||||
| Sn | Pb | Sb | Cd | Zn | Al | Bi | As | Fe | Cu | Sum of all impurities (except Sb, Bi and Cu) | ||||
| Tin—lead alloys | 1 | S-Sn63Pb37 | 183 | 62.5-63.5 | Rem. | 0.12 | 0.002 | 0.001 | 0.001 | 0.10 | 0.03 | 0.02 | 0.05 | 0.08 |
| 1a | S-Sn63Pb37E | 183 | 62.5-63.5 | Rem. | 0.05 | 0.002 | 0.001 | 0.001 | 0.05 | 0.03 | 0.02 | 0.05 | 0.08 | |
| 2 | S-Sn60Pb40 | 183-190 | 59.5-60.5 | Rem. | 0.12 | 0.002 | 0.001 | 0.001 | 0.10 | 0.03 | 0.02 | 0.05 | 0.08 | |
| 2a | S-Sn60Pb40E | 183-190 | 59.5-60.5 | Rem. | 0.05 | 0.002 | 0.001 | 0.001 | 0.05 | 0.03 | 0.02 | 0.05 | 0.08 | |
| 3 | S-Pb50Sn50 | 183-215 | 49.5-50.5 | Rem. | 0.12 | 0.002 | 0.001 | 0.001 | 0.10 | 0.03 | 0.02 | 0.05 | 0.08 | |
| 3a | S-Pb50Sn50E | 183-215 | 49.5-50.5 | Rem. | 0.05 | 0.002 | 0.001 | 0.001 | 0.05 | 0.03 | 0.02 | 0.05 | 0.08 | |
| 4 | S-Pb55Sn45 | 183-226 | 44.5-45.5 | Rem. | 0.50 | 0.005 | 0.001 | 0.001 | 0.25 | 0.03 | 0.02 | 0.08 | 0.08 | |
| 5 | S-Pb60Sn40 | 183-235 | 39.5-40.5 | Rem. | 0.50 | 0.005 | 0.001 | 0.001 | 0.25 | 0.03 | 0.02 | 0.08 | 0.08 | |
| 6 | S-Pb65Sn35 | 183-245 | 34.5-35.5 | Rem. | 0.50 | 0.005 | 0.001 | 0.001 | 0.25 | 0.03 | 0.02 | 0.08 | 0.08 | |
| 7 | S-Pb70Sn30 | 183-255 | 29.5-30.5 | Rem. | 0.50 | 0.005 | 0.001 | 0.001 | 0.25 | 0.03 | 0.02 | 0.08 | 0.08 | |
| 8 | S-Pb90Sn10 | 268-302 | 9.5-10.5 | Rem. | 0.50 | 0.005 | 0.001 | 0.001 | 0.25 | 0.03 | 0.02 | 0.08 | 0.08 | |
| 9 | S-Pb92Sn8 | 280-305 | 7.5-8.5 | Rem. | 0.50 | 0.005 | 0.001 | 0.001 | 0.25 | 0.03 | 0.02 | 0.08 | 0.08 | |
| 10 | S-Pb98Sn2 | 320-325 | 1.5-2.5 | Rem. | 0.12 | 0.002 | 0.001 | 0.001 | 0.10 | 0.03 | 0.02 | 0.05 | 0.08 | |
| Tin—lead alloys with antimony | 11 | S-Sn63Pb37Sb | 183 | 62.5-63.5 | Rem. | 0.12-0.50 | 0.002 | 0.001 | 0.001 | 0.10 | 0.03 | 0.02 | 0.05 | 0.08 |
| 12 | S-Sn60Pb40Sb | 183-190 | 59.5-60.5 | Rem. | 0.12-0.50 | 0.002 | 0.001 | 0.001 | 0.10 | 0.03 | 0.02 | 0.05 | 0.08 | |
| 13 | S-Pb50Sn50Sb | 183-216 | 49.5-50.5 | Rem. | 0.12-0.50 | 0.002 | 0.001 | 0.001 | 0.10 | 0.03 | 0.02 | 0.05 | 0.08 | |
| 14 | S-Pb58Sn40Sb2 | 185-231 | 39.5-40.5 | Rem. | 2.0-2.4 | 0.005 | 0.001 | 0.001 | 0.25 | 0.03 | 0.02 | 0.08 | 0.08 | |
| 15 | S-Pb69Sn30Sb1 | 185-250 | 29.5-30.5 | Rem. | 0.5-1.8 | 0.005 | 0.001 | 0.001 | 0.25 | 0.03 | 0.02 | 0.08 | 0.08 | |
| 16 | S-Pb74Sn25Sb1 | 185-263 | 24.5-25.5 | Rem. | 0.5-2.0 | 0.005 | 0.001 | 0.001 | 0.25 | 0.03 | 0.02 | 0.08 | 0.08 | |
| 17 | S-Pb78Sn20Sb2 | 185-270 | 19.5-20.5 | Rem. | 0.5-3.0 | 0.005 | 0.001 | 0.001 | 0.25 | 0.03 | 0.02 | 0.08 | 0.08 | |

Note:
1. All single figure limits are maxima.
2. Elements shown as ‘Rem.’ (i.e. Remainder) are calculated as differences from 100%.
3. The temperatures given under the heading ‘Melting or solidus/liquidus temperature’ are for information purposes and are not specified requirements for the alloys.
Chemical compositions of soft solder alloys other than tin-lead and tin-lead-antimony alloys
| Group | Alloy No. | Alloy designation | Melting or solidus/ liquidus temperature (°C) | Chemical composition % (m/m) | ||||||||||||
| Sn | Pb | Sb | Bi | Cd | Cu | In | Ag | Al | As | Fe | Zn | Sum of all impurities | ||||
| Tin-antimony | 18 | S-Sn95Sb5 | 230-240 | Rem. | 0.10 | 4.5-5.5 | 0.10 | 0.002 | 0.10 | 0.05 | 0.05 | 0.001 | 0.03 | 0.02 | 0.001 | 0.2 |
| Tin-lead- bismuth and bism uth-tin alloys | 19 | S-Sn60Pb38Bi2 | 180-185 | 59.5-60.5 | Rem. | 0.10 | 2.0-3.0 | 0.002 | 0.10 | 0.05 | 0.05 | 0.001 | 0.03 | 0.02 | 0.001 | 0.2 |
| 20 | S-Pb49Sn48Bi3 | 178-205 | 47.5-48.5 | Rem. | 0.10 | 2.5-3.5 | 0.002 | 0.10 | 0.05 | 0.05 | 0.001 | 0.03 | 0.02 | 0.001 | 0.2 | |
| 21 | S-Bi57Sn43 | 138 | 42.5-43.5 | 0.05 | 0.10 | Rem. | 0.002 | 0.10 | 0.05 | 0.05 | 0.001 | 0.03 | 0.02 | 0.001 | 0.2 | |
| Tin-lead-cadmium | 22 | S-Sn50Pb32Cd18 | 145 | 49.5-50.5 | Rem. | 0.10 | 0.10 | 17.5-18.5 | 0.10 | 0.05 | 0.05 | 0.001 | 0.03 | 0.02 | 0.001 | 0.2 |
| Tin-copper and tin-lead-copper alloys | 23 | S-Sn99Cu1 | 230-240 | Rem. | 0.10 | 0.05 | 0.10 | 0.002 | 0.45-0.90 | 0.05 | 0.05 | 0.001 | 0.03 | 0.02 | 0.001 | 0.2 |
| 24 | S-Sn97Cu3 | 230-250 | Rem. | 0.10 | 0.05 | 0.10 | 0.002 | 2.5-3.5 | 0.05 | 0.05 | 0.001 | 0.03 | 0.02 | 0.001 | 0.2 | |
| 25 | S-Sn60Pb38Cu2 | 183-190 | 59.5-60.5 | Rem. | 0.10 | 0.10 | 0.002 | 1.5-2.0 | 0.05 | 0.05 | 0.001 | 0.03 | 0.02 | 0.001 | 0.2 | |
| 26 | S-Sn50Pb49Cu1 | 183-215 | 49.5-50.5 | Rem. | 0.10 | 0.10 | 0.002 | 1.2-1.6 | 0.05 | 0.05 | 0.001 | 0.03 | 0.02 | 0.001 | 0.2 | |
| Tin-indium | 27 | S-Sn50In50 | 117-125 | 49.5-50.5 | 0.05 | 0.05 | 0.10 | 0.002 | 0.05 | Rem. | 0.01 | 0.001 | 0.03 | 0.02 | 0.001 | 0.2 |
| Tin-silver and tin-lead-silver alloys | 28 | S-Sn96Ag4 | 221 | Rem. | 0.10 | 0.10 | 0.10 | 0.002 | 0.05 | 0.05 | 3.5-4.0 | 0.001 | 0.03 | 0.02 | 0.001 | 0.2 |
| 29 | S-Sn97Ag3 | 221-230 | Rem. | 0.10 | 0.10 | 0.10 | 0.002 | 0.10 | 0.05 | 3.0-3.5 | 0.001 | 0.03 | 0.02 | 0.001 | 0.2 | |
| 30 | S-Sn62Pb36Ag2 | 178-190 | 61.5-62.5 | Rem. | 0.05 | 0.10 | 0.002 | 0.05 | 0.05 | 1.8-2.2 | 0.001 | 0.03 | 0.02 | 0.001 | 0.2 | |
| 31 | S-Sn60Pb36Ag4 | 178-180 | 59.5-60.5 | Rem. | 0.05 | 0.10 | 0.002 | 0.05 | 0.05 | 3.0-4.0 | 0.001 | 0.03 | 0.02 | 0.001 | 0.2 | |
| Lead-silver and lead-tin-silver alloys | 32 | S-Pb98Ag2 | 304-305 | 0.25 | Rem. | 0.10 | 0.10 | 0.002 | 0.05 | 0.05 | 2.0-3.0 | 0.001 | 0.03 | 0.02 | 0.001 | 0.2 |
| 33 | S-Pb95Ag5 | 304-365 | 0.25 | Rem. | 0.10 | 0.10 | 0.002 | 0.05 | 0.05 | 4.5-6.0 | 0.001 | 0.03 | 0.02 | 0.001 | 0.2 | |
| 34 | S-Pb93Sn5Ag2 | 298-301 | 4.8-5.2 | Rem. | 0.10 | 0.10 | 0.002 | 0.05 | 0.05 | 1.2-1.8 | 0.001 | 0.03 | 0.02 | 0.001 | 0.2 | |
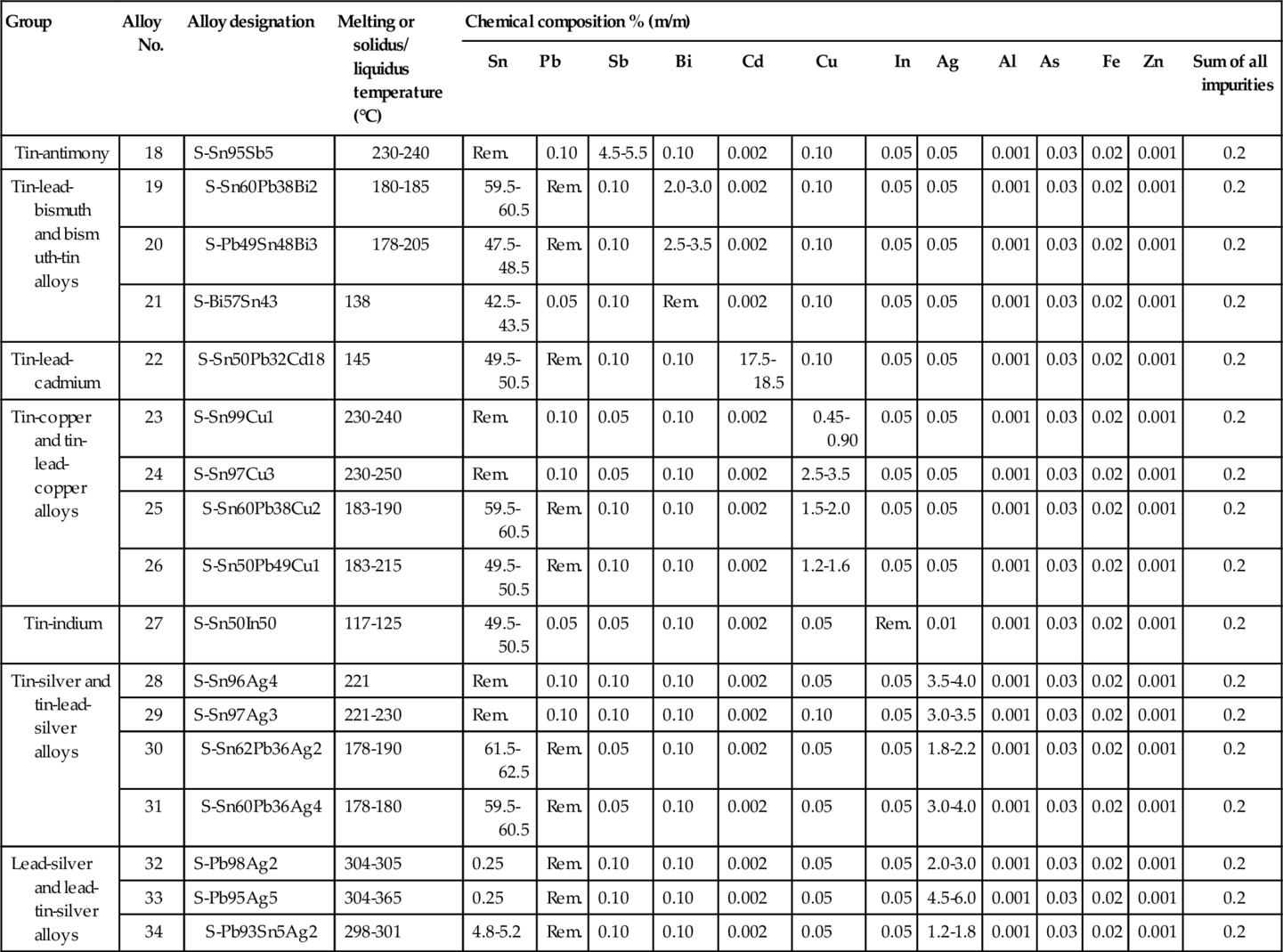
Notes:
1. All single figure limits are maxima.
2. Elements shown as ‘Rem.’ (i.e. Remainder) are calculated as differences from 100%.
3. The temperatures given under the heading ‘Melting or solidus/liquidus temperature’ are for information purposes and are not specified requirements for the alloys.
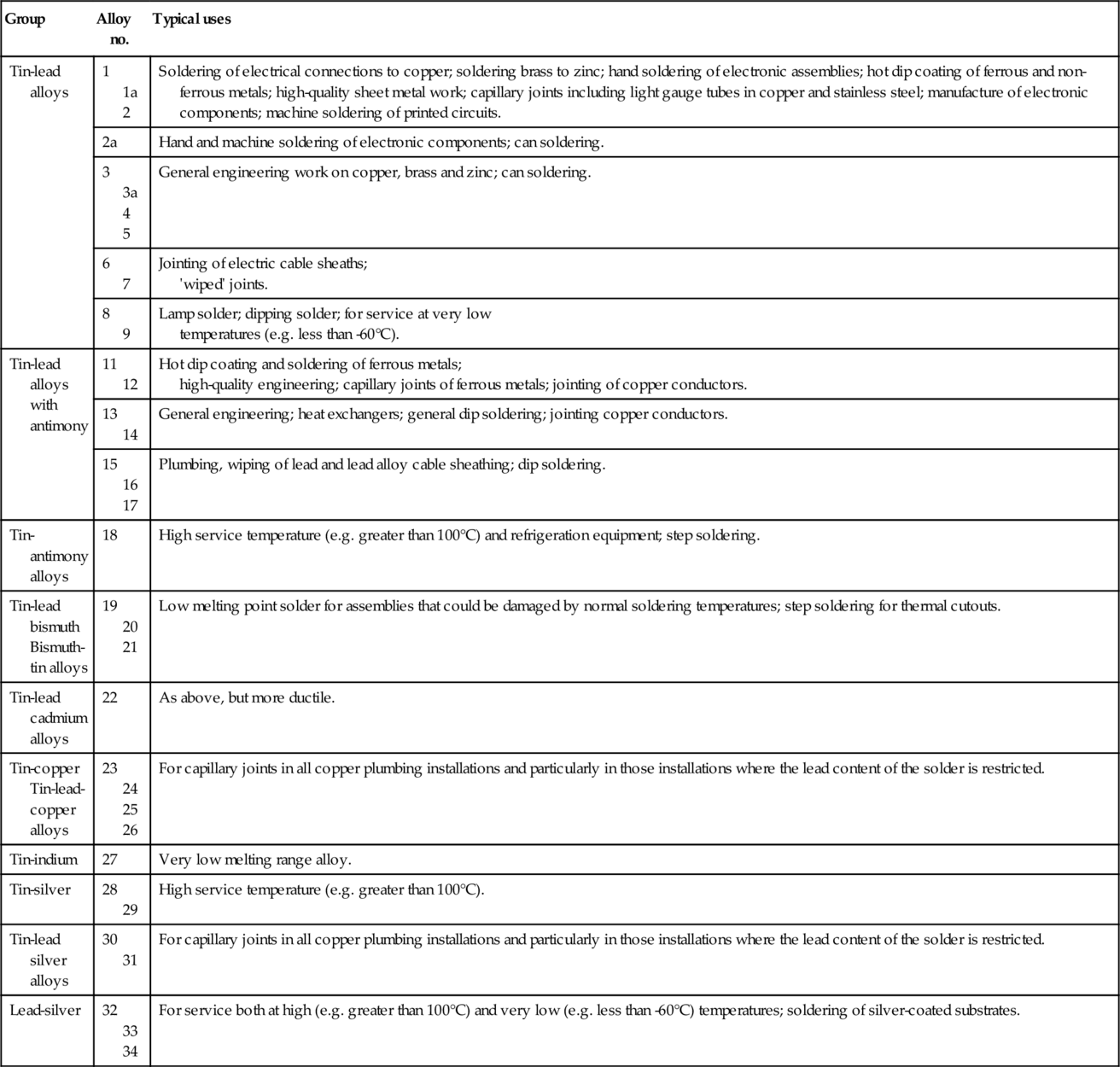
6.3.33 Typical uses of soft solders
| Group | Alloy no. | Typical uses |
| Tin-lead alloys | 1 1a 2 | Soldering of electrical connections to copper; soldering brass to zinc; hand soldering of electronic assemblies; hot dip coating of ferrous and non-ferrous metals; high-quality sheet metal work; capillary joints including light gauge tubes in copper and stainless steel; manufacture of electronic components; machine soldering of printed circuits. |
| 2a | Hand and machine soldering of electronic components; can soldering. | |
| 3 3a 4 5 | General engineering work on copper, brass and zinc; can soldering. | |
| 6 7 | Jointing of electric cable sheaths; 'wiped' joints. | |
| 8 9 | Lamp solder; dipping solder; for service at very low temperatures (e.g. less than -60°C). | |
| Tin-lead alloys with antimony | 11 12 | Hot dip coating and soldering of ferrous metals; high-quality engineering; capillary joints of ferrous metals; jointing of copper conductors. |
| 13 14 | General engineering; heat exchangers; general dip soldering; jointing copper conductors. | |
| 15 16 17 | Plumbing, wiping of lead and lead alloy cable sheathing; dip soldering. | |
| Tin-antimony alloys | 18 | High service temperature (e.g. greater than 100°C) and refrigeration equipment; step soldering. |
| Tin-lead bismuth Bismuth-tin alloys | 19 20 21 | Low melting point solder for assemblies that could be damaged by normal soldering temperatures; step soldering for thermal cutouts. |
| Tin-lead cadmium alloys | 22 | As above, but more ductile. |
| Tin-copper Tin-lead-copper alloys | 23 24 25 26 | For capillary joints in all copper plumbing installations and particularly in those installations where the lead content of the solder is restricted. |
| Tin-indium | 27 | Very low melting range alloy. |
| Tin-silver | 28 29 | High service temperature (e.g. greater than 100°C). |
| Tin-lead silver alloys | 30 31 | For capillary joints in all copper plumbing installations and particularly in those installations where the lead content of the solder is restricted. |
| Lead-silver | 32 33 34 | For service both at high (e.g. greater than 100°C) and very low (e.g. less than -60°C) temperatures; soldering of silver-coated substrates. |
6.3.34 Silver soldering (hard soldering)
Silver solders have a higher melting range, greater ductility and very much greater strength than soft solders. Special fluxes based on boron are required and, because of the high melting temperatures involved, the joint has to be heated with a brazing torch (blowpipe).
6.3.35 Group AG: silver brazing filler metals
| Type | Composition (% by mass) | Melting range (approximately) | ||||||||||||||||
| Silver | Copper | Zinc | Cadmiuma | Tin | Manganese | Nickel | Impurity limits applicable to all types max. | Solidus | Liquidus | |||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | min. | max. | min. | max. | min. | max. | max. | (°C) | (°C) | ||
| AG1 | 49.0 | 51.0 | 14.0 | 16.0 | 14.0 | 18.0 | 18.0 | 20.0 | – | – | – | – | – | – | Aluminium | 0.0010 | 620 | 640 |
| AG2 | 41.0 | 43.0 | 16.0 | 18.0 | 14.0 | 18.0 | 24.0 | 26.0 | – | – | – | – | – | – | Beryllium | 0.0005 | 610 | 620 |
| AG3 | 37.0 | 39.0 | 19.0 | 21.0 | 20.0 | 24.0 | 19.0 | 21.0 | – | – | – | – | – | – | Bismuth | 0.005 | 605 | 650 |
| AG11 | 33.0 | 35.0 | 24.0 | 26.0 | 18.0 | 22.0 | 20.0 | 22.0 | – | – | – | – | – | – | Lead | 0.025 | 610 | 670 |
| AG12 | 29.0 | 31.0 | 27.0 | 29.0 | 19.0 | 23.0 | 20.0 | 22.0 | – | – | – | – | – | – | Phosphorus | 0.008 | 600 | 690 |
| Silicon | 0.05 | |||||||||||||||||
| AG14 | 54.0 | 56.0 | 20.0 | 22.0 | 21.0 | 23.0 | – | 0.025 | 1.7 | 2.3 | – | – | – | – | Titanium | 0.002 | 630 | 660 |
| AG20b | 39.0 | 41.0 | 29.0 | 31.0 | 27.0 | 29.0 | – | 0.025 | 1.7 | 2.3 | – | – | – | – | Zirconium | 0.002 | 650 | 710 |
| AG21b | 29.0 | 31.0 | 35.0 | 37.0 | 31.0 | 33.0 | – | 0.025 | 1.7 | 2.3 | – | – | – | – | 665 | 755 | ||
| Total of all impurities | 0.25 | |||||||||||||||||
| AG5 | 42.0 | 44.0 | 36.0 | 38.0 | 18.0 | 22.0 | 0.025 | – | – | – | – | – | – | 690 | 770 | |||
| AG7c | 71.0 | 73.0 | 27.0 | 29.0 | – | – | – | 0.025 | – | – | – | – | – | – | 780 | 780 | ||
| AG9 | 49.0 | 51.0 | 14.5 | 16.5 | 13.5 | 17.5 | 15.0 | 17.0 | – | – | – | – | 2.5 | 3.5 | 635 | 655 | ||
| AG13 | 59.0 | 61.0 | 25.0 | 27.0 | 12.0 | 16.0 | – | 0.025 | – | – | – | – | – | – | 695 | 730 | ||
| AG18 | 48.0 | 50.0 | 15.0 | 17.0 | 21.0 | 25.0 | – | 0.025 | – | – | 6.5 | 8.5 | 4.0 | 5.0 | 680 | 705 | ||
| AG19 | 84.0 | 86.0 | – | – | – | – | – | 0.025 | – | – | 14.0 | 16.0 | – | – | 960 | 970 | ||
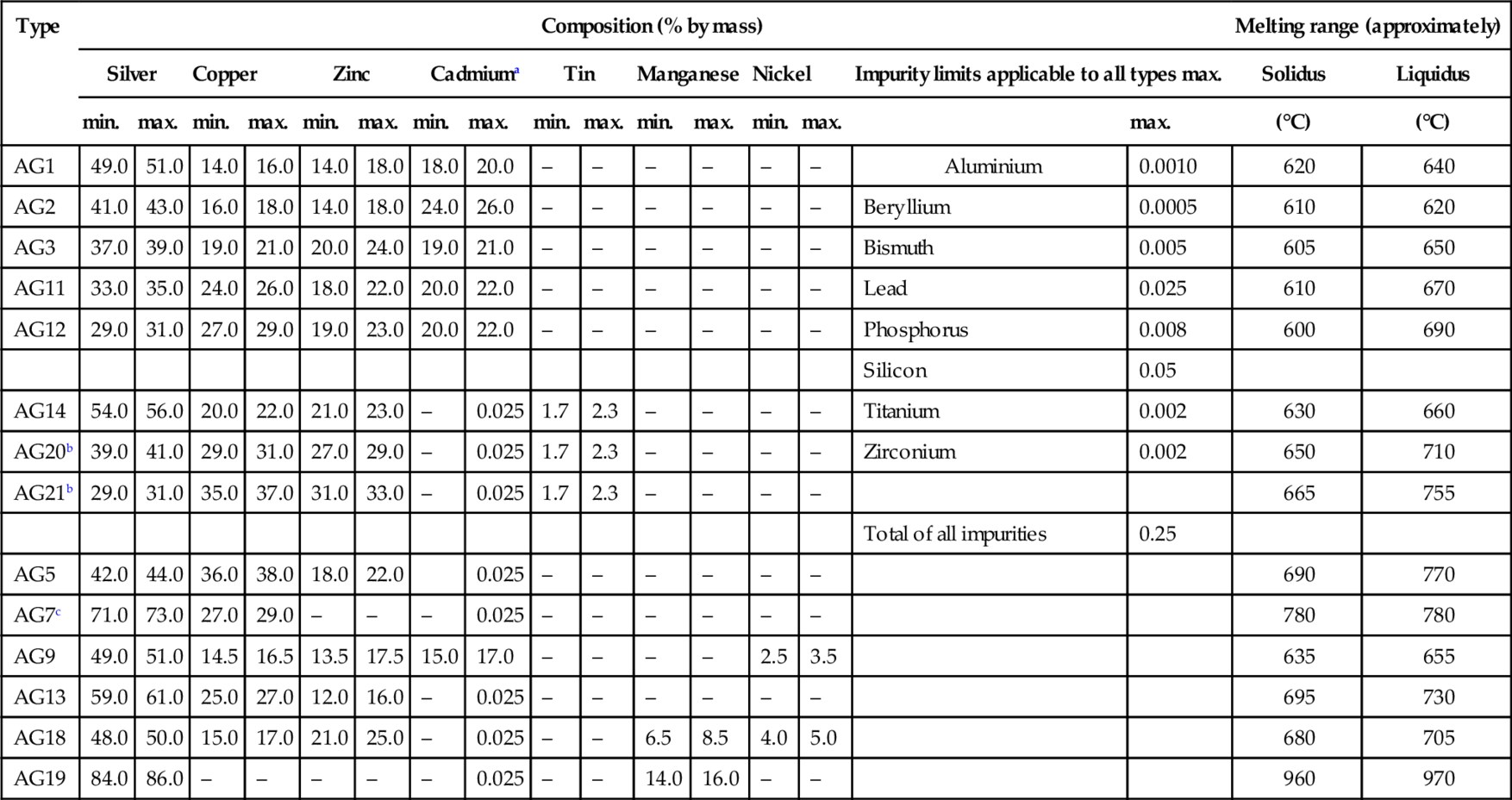
a Filler metals containing cadmium produce fumes during brazing that, if inhaled, can be dangerous to health. In view of the low-threshold limit value (TLV) for cadmium oxide, 0.05 mg/m2, it is recommended that a local extraction system is used during brazing.
b Attention is drawn to the fact that it is claimed that AG20 and AG21 are the subject of British patent No. 1436943 and No. 1 532879, respectively, copies of which can be obtained from the Patent Office, 25 Southampton Buildings, London WC2A 1AY. BSI takes no position as to the validity of the patents or whether they are still in force. The patents are irrevocably endorsed ‘licences of right’ under Section 46 of the Patents Act 1977 (or Section 35(2)(a) of the Patents Act 1949 if applicable), which states: (3) Where such an entry is made in respect of a patent: (a) any person shall, at any time after the entry is made, be entitled as of right to a licence under the patent on such terms as may be settled by agreement or, in default of agreement, by the Comptroller on the application of the proprietor of the patent or the person requiring the licence.' Licence details may be obtained from the registered proprietors of the patents.
c Suitable for vacuum applications. For the full range of filler metals (spelters) for brazing, see BS 1845.
6.4 Metallic material sizes
6.4.1 Metallic material sizes: introduction to BS 6722: 1986
British Standard BS 6722 supersedes BS 4229 Parts 1 and 2, BS 4391 and DD5 which are now withdrawn.
In the case of wire, the dimensions recommended are those previously given in BS 4391, since they are firmly and logically established in the wire and associated industries.
For other products where a clear pattern of sizes does not exist, and where availability and demand vary from one sector of industry to another, it was considered that a list of recommended dimensions based on the rounded R20 series (BS 2045) should be established without any attempt to distinguish between product types or between ferrous and non-ferrous materials. Suitable dimensions may then be drawn from this list to establish a range of sizes to meet best the pattern of demand.
The detailed recommendations for bar shapes previously given in BS 4229 have not therefore been included. In a similar way, the recommendations previously given in DD5 for plate and sheet have been rationalized and the recommendations for thickness of sheet and plate are now referenced as for bar dimensions. Details of preferred sizes for hexagon bars are given in BS 3692.
It is recommended that applicable British Standards for metallic materials should include combinations of dimensions recommended in BS 6722: 1986. BS 6722 gives recommended dimensions for use as a basis for establishing the sizes of metallic materials in the form of wires, bars (excluding hexagon bars) and flat products including sheet and plate:
Wires The diameters of wires should be selected from the recommended dimensions given in Section 6.4.2.
Bars The diameters of round bars and the thickness and widths of bars of rectangular or square cross section should be selected from the recommended dimensions given in Section 6.4.3.
Flat products The widths and/or lengths for flat products (sheet, strip and plate) should be selected from the recommended dimensions given in Section 6.4.4. The thicknesses for flat products should be selected from the recommended dimensions given in Section 6.4.3.
6.4.2 Recommended diameters of wires, metric
| Choice (values in mm) | |||||||||
| First | Second | Third | First | Second | Third | First | Second | First | Second |
| 0.010 | 0.100 | 1.0 | 10.0 | ||||||
| 0.011 | 0.112 | 1.12 | 11.2 | ||||||
| 0.012 | 0.125 | 1.25 | 14.0 | ||||||
| 0.014 | 0.140 | 1.40 | 14.0 | ||||||
| 0.016 | 0.160 | 1.60 | 16.0 | ||||||
| 0.017 | 0.170 | ||||||||
| 0.018 | 0.180 | 1.80 | 18.0 | ||||||
| 0.019 | 0.190 | ||||||||
| 0.020 | 0.200 | 2.00 | 20.0 | ||||||
| 0.021 | 0.212 | ||||||||
| 0.022 | 0.224 | 2.25 | |||||||
| 0.024 | 0.236 | ||||||||
| 0.025 | 0.250 | 2.50 | |||||||
| 0.026 | 0.265 | ||||||||
| 0.028 | 0.280 | 2.80 | |||||||
| 0.030 | 0.300 | ||||||||
| 0.032 | 0.315 | 3.15 | |||||||
| 0.034 | 0.335 | ||||||||
| 0.036 | 0.355 | 3.55 | |||||||
| 0.038 | 0.375 | ||||||||
| 0.040 | 0.400 | 4.00 | |||||||
| 0.042 | 0.425 | ||||||||
| 0.045 | 0.450 | 4.50 | |||||||
| 0.048 | 0.480 | ||||||||
| 0.050 | 0.500 | 5.00 | |||||||
| 0.053 | 0.530 | ||||||||
| 0.056 | 0.560 | 5.60 | |||||||
| 0.060 | 0.600 | ||||||||
| 0.063 | 0.630 | 6.30 | |||||||
| 0.067 | 0.670 | ||||||||
| 0.071 | 0.710 | 7.10 | |||||||
| 0.075 | 0.750 | ||||||||
| 0.080 | 0.800 | 8.00 | |||||||
| 0.085 | 0.850 | ||||||||
| 0.090 | 0.900 | 9.00 | |||||||
| 0.095 | 0.950 | ||||||||

For metric inch wire-gauge equivalent, see Section 6.4.7.
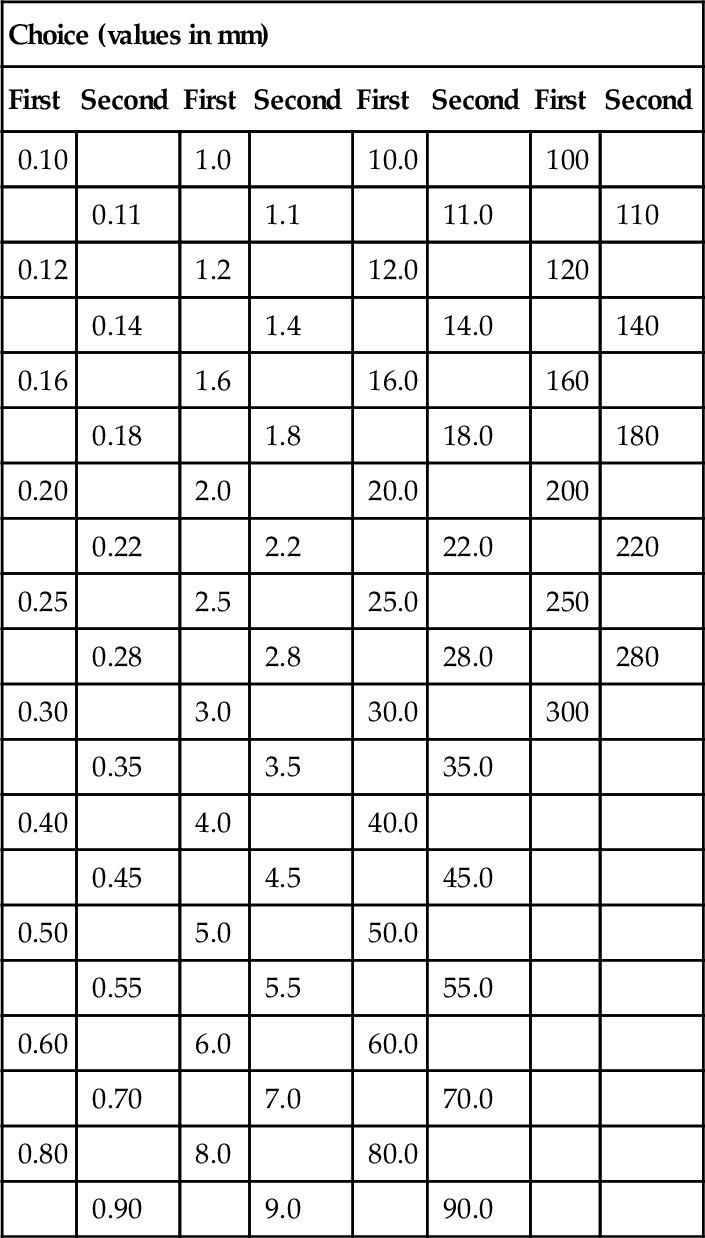
6.4.3 Recommended dimensions for bar and flat products
| Choice (values in mm) | |||||||
| First | Second | First | Second | First | Second | First | Second |
| 0.10 | 1.0 | 10.0 | 100 | ||||
| 0.11 | 1.1 | 11.0 | 110 | ||||
| 0.12 | 1.2 | 12.0 | 120 | ||||
| 0.14 | 1.4 | 14.0 | 140 | ||||
| 0.16 | 1.6 | 16.0 | 160 | ||||
| 0.18 | 1.8 | 18.0 | 180 | ||||
| 0.20 | 2.0 | 20.0 | 200 | ||||
| 0.22 | 2.2 | 22.0 | 220 | ||||
| 0.25 | 2.5 | 25.0 | 250 | ||||
| 0.28 | 2.8 | 28.0 | 280 | ||||
| 0.30 | 3.0 | 30.0 | 300 | ||||
| 0.35 | 3.5 | 35.0 | |||||
| 0.40 | 4.0 | 40.0 | |||||
| 0.45 | 4.5 | 45.0 | |||||
| 0.50 | 5.0 | 50.0 | |||||
| 0.55 | 5.5 | 55.0 | |||||
| 0.60 | 6.0 | 60.0 | |||||
| 0.70 | 7.0 | 70.0 | |||||
| 0.80 | 8.0 | 80.0 | |||||
| 0.90 | 9.0 | 90.0 | |||||
6.4.4 Recommended widths and lengths of flat products
6.4.5 Mass of metric round and square bars
| Steel | Copper | Brass | Tin bronze | Duralumin | ||||||
| Size (mm) | Round | Square | Round | Square | Round | Square | Round | Square | Round | Square |
| 1.0 | 0.0062 | 0.0079 | 0.0071 | 0.0090 | 0.0065 | 0.0085 | 0.0069 | 0.0088 | 0.0023 | 0.0027 |
| 1.1 | 0.0075 | 0.0095 | 0.0085 | 0.0108 | 0.0081 | 0.0103 | 0.0084 | 0.0106 | 0.0029 | 0.0035 |
| 1.2 | 0.0089 | 0.0113 | 0.0101 | 0.0129 | 0.0096 | 0.0122 | 0.0100 | 0.0127 | 0.0032 | 0.0041 |
| 1.4 | 0.0120 | 0.0154 | 0.0137 | 0.0175 | 0.0130 | 0.0166 | 0.0134 | 0.0173 | 0.0044 | 0.0056 |
| 1.6 | 0.0160 | 0.0201 | 0.0181 | 0.024 | 0.0173 | 0.0217 | 0.0179 | 0.0225 | 0.0058 | 0.0073 |
| 1.8 | 0.020 | 0.0254 | 0.023 | 0.029 | 0.0216 | 0.0275 | 0.0224 | 0.0285 | 0.0073 | 0.0093 |
| 2.0 | 0.025 | 0.0314 | 0.028 | 0.036 | 0.027 | 0.034 | 0.028 | 0.035 | 0.0091 | 0.0114 |
| 2.5 | 0.039 | 0.0491 | 0.044 | 0.056 | 0.042 | 0.053 | 0.043 | 0.055 | 0.0142 | 0.0179 |
| 3.0 | 0.055 | 0.0707 | 0.063 | 0.080 | 0.060 | 0.076 | 0.062 | 0.079 | 0.0200 | 0.0257 |
| 3.5 | 0.076 | 0.0962 | 0.087 | 0.109 | 0.082 | 0.104 | 0.085 | 0.108 | 0.0277 | 0.0350 |
| 4.0 | 0.099 | 0.126 | 0.113 | 0.143 | 0.107 | 0.136 | 0.111 | 0.141 | 0.0360 | 0.0459 |
| 4.5 | 0.125 | 0.159 | 0.142 | 0.181 | 0.135 | 0.172 | 0.140 | 0.178 | 0.0455 | 0.0579 |
| 5.0 | 0.154 | 0.196 | 0.175 | 0.223 | 0.166 | 0.212 | 0.173 | 0.220 | 0.0560 | 0.0713 |
| 5.5 | 0.187 | 0.237 | 0.213 | 0.270 | 0.202 | 0.256 | 0.209 | 0.265 | 0.0680 | 0.0863 |
| 6.0 | 0.222 | 0.283 | 0.253 | 0.322 | 0.240 | 0.306 | 0.249 | 0.317 | 0.0808 | 0.1030 |
| 7.0 | 0.302 | 0.385 | 0.344 | 0.438 | 0.326 | 0.416 | 0.338 | 0.431 | 0.110 | 0.140 |
| 8.0 | 0.395 | 0.502 | 0.450 | 0.571 | 0.427 | 0.543 | 0.442 | 0.562 | 0.144 | 0.183 |
| 9.0 | 0.499 | 0.636 | 0.568 | 0.724 | 0.539 | 0.688 | 0.559 | 0.712 | 0.182 | 0.232 |
| 10.0 | 0.617 | 0.785 | 0.702 | 0.893 | 0.667 | 0.849 | 0.691 | 0.879 | 0.225 | 0.286 |
| 11.0 | 0.746 | 0.950 | 0.849 | 1.081 | 0.806 | 1.027 | 0.836 | 1.064 | 0.272 | 0.346 |
| 12.0 | 0.888 | 1.130 | 1.010 | 1.286 | 0.960 | 1.222 | 0.995 | 1.266 | 0.323 | 0.411 |
| 14.0 | 1.208 | 1.539 | 1.375 | 1.751 | 1.306 | 1.664 | 1.353 | 1.724 | 0.440 | 0.560 |
| 16.0 | 1.578 | 2.010 | 1.796 | 2.287 | 1.706 | 2.173 | 1.767 | 2.251 | 0.574 | 0.732 |
| 18.0 | 1.998 | 2.543 | 2.274 | 2.894 | 2.160 | 2.749 | 2.238 | 2.848 | 0.727 | 0.926 |
| 20.0 | 2.466 | 3.140 | 2.806 | 3.573 | 2.666 | 3.394 | 2.762 | 3.517 | 0.898 | 1.143 |
| 25.0 | 3.853 | 4.906 | 4.385 | 5.583 | 4.165 | 5.303 | 4.315 | 5.495 | 1.402 | 1.786 |
| 30.0 | 5.158 | 7.065 | 5.870 | 8.040 | 5.876 | 7.637 | 5.777 | 7.913 | 1.878 | 2.572 |
| 35.0 | 7.553 | 9.616 | 8.595 | 10.943 | 8.165 | 10.395 | 8.459 | 10.770 | 2.749 | 3.500 |
| 40.0 | 9.865 | 12.56 | 11.23 | 14.29 | 10.66 | 13.58 | 11.05 | 14.07 | 3.590 | 4.572 |
| 45.0 | 12.48 | 15.90 | 14.20 | 18.09 | 13.49 | 17.19 | 13.98 | 17.81 | 4.542 | 5.788 |
| 50.0 | 15.41 | 19.63 | 17.54 | 22.34 | 16.66 | 21.22 | 17.26 | 21.99 | 5.609 | 7.145 |
| 55.0 | 18.65 | 23.75 | 21.22 | 27.03 | 20.16 | 25.67 | 20.89 | 26.60 | 6.789 | 8.645 |
| 60.0 | 22.20 | 28.26 | 25.26 | 32.16 | 24.00 | 30.55 | 24.86 | 31.65 | 8.081 | 10.29 |
| 70.0 | 30.21 | 38.47 | 34.38 | 43.78 | 32.66 | 41.59 | 33.84 | 43.09 | 11.00 | 14.00 |
| 80.0 | 39.46 | 50.24 | 44.91 | 57.17 | 42.66 | 54.31 | 44.20 | 56.27 | 14.36 | 18.29 |
| 90.0 | 49.94 | 63.59 | 56.83 | 72.37 | 53.99 | 68.74 | 55.93 | 71.22 | 18.18 | 23.15 |
| 100.0 | 61.65 | 78.50 | 70.16 | 89.33 | 66.64 | 84.86 | 69.05 | 87.92 | 22.44 | 28.57 |
| 120.0 | 88.78 | 113.04 | 101.03 | 128.64 | 95.97 | 122.20 | 99.43 | 126.60 | 32.32 | 41.15 |
| 160.0 | 167.84 | 200.96 | 191.00 | 228.69 | 181.44 | 217.24 | 187.98 | 225.08 | 61.09 | 73.15 |
| 200.0 | 246.60 | 314.00 | 280.63 | 319.36 | 266.58 | 339.43 | 276.19 | 351.68 | 89.76 | 114.30 |
| 250.0 | 385.31 | 490.63 | 438.48 | 558.34 | 416.52 | 530.37 | 431.55 | 549.51 | 140.25 | 178.59 |
| 300.0 | 554.80 | 706.50 | 631.36 | 804.00 | 599.74 | 763.73 | 621.38 | 791.28 | 201.95 | 257.17 |

Values in kg/m.
6.4.6 Hexagon bar sizes for screwed fasteners, metric
| Choice | Nominal size of thread | Hexagon bar sizes (mm) | Mass (kg/m) (max. bar size: steel) | |||
| A/F | A/C | |||||
| max. | min. | max. | min. | |||
| First (preferred) | M1.6 | 3.2 | 3.08 | 3.7 | 3.48 | 0.07 |
| M2 | 4.0 | 3.88 | 4.6 | 4.38 | 0.11 | |
| M2.5 | 5.0 | 4.88 | 5.8 | 5.51 | 0.17 | |
| M3 | 5.5 | 5.38 | 6.4 | 6.08 | 0.21 | |
| M4 | 7.0 | 6.85 | 8.1 | 7.74 | 0.33 | |
| M5 | 8.0 | 7.85 | 9.2 | 8.87 | 0.44 | |
| M6 | 10.0 | 9.78 | 11.5 | 11.05 | 0.68 | |
| M8 | 13.0 | 12.73 | 15.0 | 14.38 | 1.15 | |
| M10 | 17.0 | 16.73 | 19.6 | 18.90 | 1.97 | |
| M12 | 19.0 | 18.67 | 21.9 | 21.10 | 2.45 | |
| M16 | 24.0 | 23.67 | 27.7 | 26.75 | 3.62 | |
| M20 | 30.0 | 29.67 | 34.6 | 33.53 | 6.12 | |
| M24 | 36.0 | 35.38 | 41.6 | 39.98 | 8.81 | |
| M30 | 46.0 | 45.38 | 53.1 | 51.28 | 14.40 | |
| M36 | 55.0 | 54.26 | 63.5 | 61.31 | 20.52 | |
| M42 | 65.0 | 64.26 | 75.1 | 72.61 | 28.67 | |
| M48 | 75.0 | 74.26 | 86.6 | 83.91 | 35.15 | |
| M56 | 85.0 | 84.13 | 98.1 | 95.07 | 49.00 | |
| M64 | 95.0 | 94.13 | 109.7 | 106.37 | 61.22 | |
| Second(non-preferred) | M14 | 22.0 | 21.67 | 25.4 | 24.49 | 3.29 |
| M18 | 27.0 | 26.67 | 31.2 | 30.14 | 4.95 | |
| M22 | 32.0 | 31.61 | 36.9 | 35.74 | 6.96 | |
| M27 | 41.0 | 40.38 | 47.3 | 45.63 | 11.43 | |
| M33 | 50.0 | 49.38 | 57.7 | 55.80 | 17.00 | |
| M39 | 60.0 | 59.26 | 69.3 | 66.96 | 24.42 | |
| M45 | 70.0 | 69.26 | 80.8 | 78.26 | 32.23 | |
| M52 | 80.0 | 79.26 | 92.4 | 89.56 | 43.41 | |
| M60 | 90.0 | 89.13 | 103.9 | 100.72 | 55.00 | |
| M68 | 100.0 | 99.13 | 115.5 | 112.02 | 67.84 | |
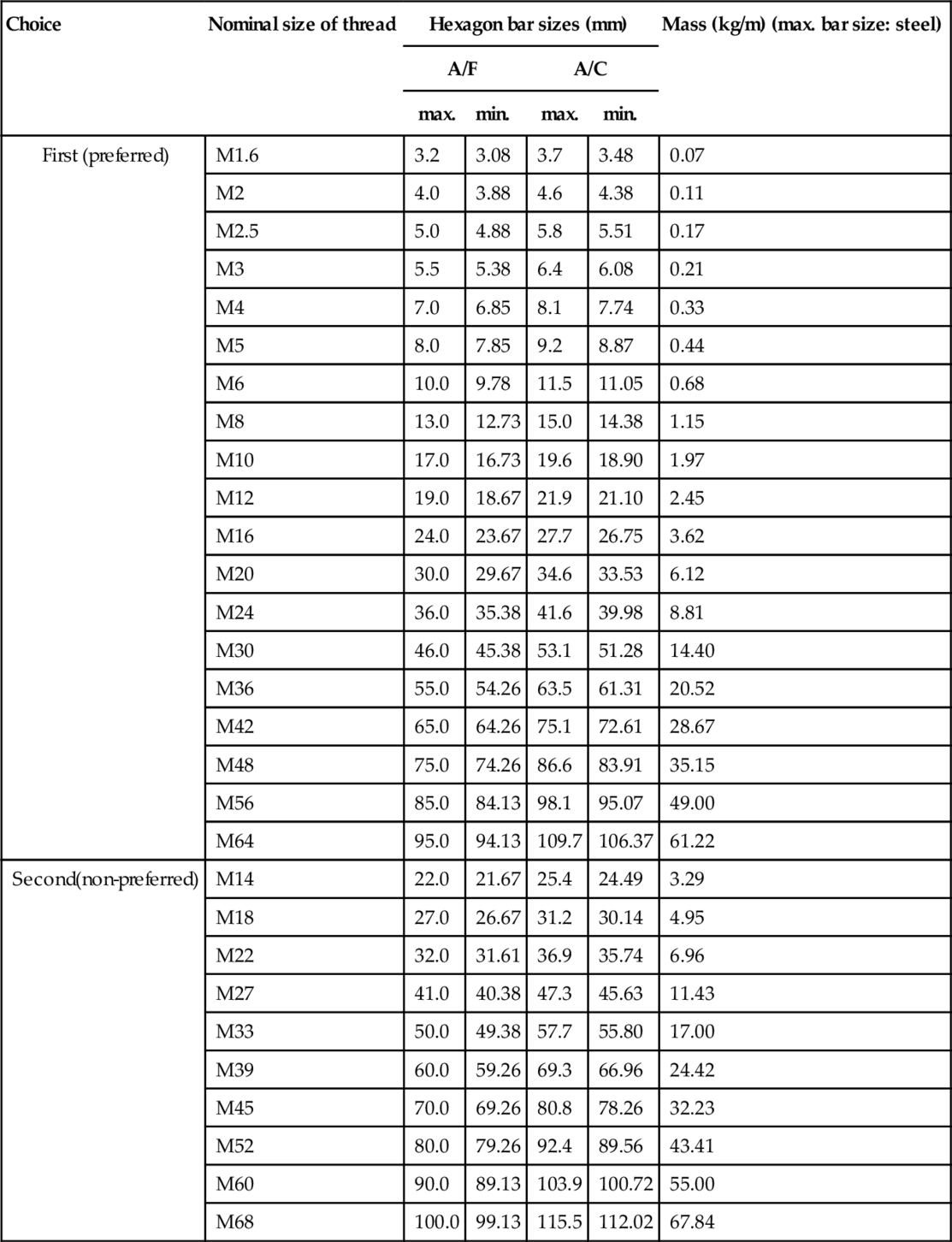
A/F: across flats; A/C: across corners.
The mass of common non-ferrous hexagon bars can be determined by multiplying the mass of a corresponding steel bar by one of the following conversion factors:
Brass × 1.081
Bronze × 1.120
Duralumin × 0.364.
For example, the mass of a hexagonal steel bar 30 mm across flats (A/F) is 6.12 kg/m. Thus the mass of a hexagonal brass bar 30 mm A/F is 6.12 × 1.081 = 6.616 kg/m.
6.4.7 Gauge sizes and equivalents
| ISWG | British (in.) | Metric (mm) | Mass (kg/m) (steel) | ISWG | British (in.) | Metric (mm) | Mass (kg/m) (steel) |
| 50 | 0.0010 | 0.025 | 0.0000044 | 21 | 0.032 | 0.8 | 0.0041 |
| 49 | 0.0012 | 0.030 | 0.0000057 | 20 | 0.036 | 0.9 | 0.0052 |
| 48 | 0.0016 | 0.040 | 0.0000102 | 19 | 0.040 | 1.0 | 0.0064 |
| 47 | 0.0020 | 0.050 | 0.000016 | 18 | 0.048 | 1.2 | 0.0092 |
| 46 | 0.0024 | 0.061 | 0.000023 | 17 | 0.056 | 1.4 | 0.0125 |
| 45 | 0.0028 | 0.071 | 0.000032 | 16 | 0.064 | 1.6 | 0.0163 |
| 44 | 0.0032 | 0.081 | 0.000041 | 15 | 0.072 | 1.8 | 0.0211 |
| 43 | 0.0036 | 0.091 | 0.000052 | 14 | 0.080 | 2.0 | 0.025 |
| 42 | 0.0040 | 0.101 | 0.000064 | 13 | 0.092 | 2.3 | 0.034 |
| 41 | 0.0044 | 0.112 | 0.000077 | 12 | 0.104 | 2.6 | 0.043 |
| 40 | 0.0048 | 0.122 | 0.000092 | 11 | 0.116 | 3.0 | 0.054 |
| 39 | 0.0052 | 0.127 | 0.000108 | 10 | 0.128 | 3.3 | 0.065 |
| 38 | 0.0060 | 0.152 | 0.000144 | 9 | 0.144 | 3.7 | 0.083 |
| 37 | 0.0068 | 0.172 | 0.000185 | 8 | 0.160 | 4.1 | 0.102 |
| 36 | 0.0076 | 0.177 | 0.000231 | 7 | 0.176 | 4.5 | 0.123 |
| 35 | 0.0084 | 0.203 | 0.000256 | 6 | 0.192 | 4.9 | 0.147 |
| 34 | 0.0092 | 0.230 | 0.000338 | 5 | 0.212 | 5.4 | 0.178 |
| 33 | 0.0100 | 0.254 | 0.000397 | 4 | 0.232 | 5.9 | 0.214 |
| 32 | 0.0108 | 0.27 | 0.000463 | 3 | 0.252 | 6.4 | 0.25 |
| 31 | 0.0116 | 0.28 | 0.000527 | 2 | 0.276 | 7.0 | 0.31 |
| 30 | 0.0124 | 0.32 | 0.000613 | 1 | 0.300 | 7.6 | 0.36 |
| 29 | 0.0136 | 0.35 | 0.000735 | 1/0 | 0.324 | 8.2 | 0.42 |
| 28 | 0.0148 | 0.37 | 0.00087 | 2/0 | 0.348 | 8.8 | 0.48 |
| 27 | 0.0164 | 0.4 | 0.00107 | 3/0 | 0.372 | 9.4 | 0.55 |
| 26 | 0.0180 | 0.45 | 0.00129 | 4/0 | 0.400 | 10.2 | 0.64 |
| 25 | 0.0200 | 0.5 | 0.00159 | 5/0 | 0.432 | 11.0 | 0.74 |
| 24 | 0.022 | 0.55 | 0.00192 | 6/0 | 0.464 | 11.8 | 0.86 |
| 23 | 0.024 | 0.6 | 0.0023 | 7/0 | 0.500 | 12.7 | 1.0 |
| 22 | 0.028 | 0.7 | 0.0031 |

The mass of common non-ferrous wires can be determined by multiplying the mass of a corresponding steel wire by one of the following conversion factors:
Brass × 1.081
Bronze × 1.120
Duralumin × 0.364.