
6.5 Polymeric (plastic) materials
6.5.1 Polymeric (plastic) materials – introduction
Polymeric materials are conventionally referred to as ‘plastics’. This is a misnomer since polymeric materials rarely show plastic properties in their finished condition; in fact, many of them are elastic. However, during the moulding process by which they are formed they are reduced to a plastic condition by heating them to a temperature above that of boiling water, and it is from this that they get the generic name of plastics.
There are two main groups of polymeric materials:
Thermoplastics These can be softened as often as they are reheated. They are not so rigid as the thermosetting plastic materials but tend to be tougher. Examples of thermoplastic polymeric materials are listed in Section 6.5.3.
Thermosetting plastics (thermosets) These undergo a chemical change during moulding and can never again be softened by reheating. This chemical change, called curing, is triggered by the temperature and pressure of the moulding process. These materials are harder and more brittle than the thermoplastic materials (see Section 6.5.2).
Polymers
Polymers are formed by combining together a large number of basic units (monomer molecules) to form long-chain molecules (polymers). These polymer molecules may be one of three types as follows:
Linear polymer chain
Linear polymer chains can move past each other easily, resulting in a non-rigid, flexible, thermoplastic material such as polyethylene.

Branched linear polymer chain
It is more difficult for branched linear chains to move past each other, and materials with molecules of this configuration are more rigid, harder and stronger. Such materials also tend to be less dense since the molecule chains cannot pack so closely together. Heat energy is required to break down the side branches so that the chains can flow more easily, and this raises their melting point above that for materials with a simple linear chain.

Cross-linked polymer
The cross-linked molecular chain is typical of the thermosetting plastics. Thermosets are rigid and tend to be brittle once the cross-links are formed by ‘curing’ the material during the moulding process. The elastomers are an intermediate group of materials which exhibit the toughness and resilience of rubber. This is achieved by a more limited cross-linking than that of the rigid thermosets.

Reinforced polymeric materials
In this group of materials synthetic, polymeric materials are used to bond together strong reinforcing materials to produce high-strength composites.
Glass-reinforced plastics (GRP)
High-strength glass fibres are bonded together using polyester or epoxide resins. The fibres may be in the form of rovings (ropes), woven cloth or chopped strand mat. GRP are used for a wide range of products, including: printed circuit boards for high-quality electronic equipment, safety helmets, and boat hulls and superstructures.
Laminated plastics
Sheets of paper, cotton cloth, woollen cloth or woven glass fibre are impregnated with an appropriate synthetic resin and then stacked between polished metal sheets in a hydraulic press. The combined heat and pressure cause the laminates to bond together and to cure. The moulded sheets, rods, tubes and other sections produced by the process have high strength and can be machined on conventional machined tools into screwed fastenings, bushes, gears, etc. in a manner similar to metals. A typical range of such materials is available under the trade name of Tufnol.
Adhesives
For detail, see Section 4.5.
6.5.2 Some important thermosetting polymers
| Material | Relative density | Tensile strength (N/mm2) | Elongation (%) | Impact strength (J) | Maximum service temperature (°C) |
| Phenol formaldehydea | 1.35 | 35−55 | 1.0 | 0.3−1.5 | 75 |
| Urea formaldehydeb | 1.50 | 50−75 | 1.0 | 0.3−0.5 | 75 |
| Melamine formaldehydeb | 1.50 | 56−80 | 0.7 | 0.2−0.4 | 100 |
| Casein (cross-linked with formaldehyde) | 1.34 | 55−70 | 2.5−4.0 | 1.5−2.0 | 150 |
| Epoxidesc | 1.15 | 35−80 | 5.0−10.0 | 0.5−1.5 | 200 |
| Polyesters (unsaturated) | 1.12 | 50−60 | 2.0 | 0.7 | 220 |
| Polyesters (alkyd resins) | 2.00 | 20−30 | 0.0 | 0.25 | 150 |
| Silicones | 1.88 | 35−45 | 30−40 | 0.4 | 450 |

a With wood flour filler.
b With cellulose filler.
c Rigid, unfilled.
Additives
Plasticizers These reduce the rigidity and brittleness of polymeric materials and improve their flow properties during moulding.
Fillers These are bulking agents which not only reduce the cost of the moulding powder, but have a considerable influence on the properties of a moulding produced from a given polymeric material. Fillers improve the impact strength and reduce shrinkage during moulding. Typical fillers are:
Glass fibre: good electrical properties.
Wood flour, calcium carbonate: low cost, high bulk, low strength.
Aluminium powder: expensive but high strength and wear resistance.
Shredded paper (cellulose), shredded cloth: good mechanical strength with reasonable electrical insulation properties.
Mica granules: good heat resistance and good electrical insulation properties.
Stabilizers These are added to prevent or reduce degradation, and include antioxidants, antiozonants and ultraviolet ray absorbants.
Colourants These can be subdivided into dyestuffs, organic pigments and inorganic pigments. Dyestuffs are used for transparent and translucent plastics. Pigments have greater opacity, colour stability and heat stability than dyestuffs. They are unsuitable for transparent plastics.
Antistatic agents These provide improved surface conductivity so that static electrical charges can leak away, thus reducing the attraction of dust particles, the risk of electric shock and the risk of explosion in hazardous environments caused by the spark associated with an electrical discharge.
6.5.3 Some important thermoplastic polymers
| Material | Crystallinity (%) | Density (kg/m3) | Tensile strength (N/mm2) | Elongation (%) | Impact strength (J) | Maximum service temperature(°C) | ||
| Polyethylene (polythene) | 60b | 920 | 11 | 100-600 | No fracture | -120 | 115 | 85 |
| 95c | 950 | 31 | 50-800 | 5-15 | -120 | 138 | 125 | |
| 60 | 900 | 30-35 | 50-600 | 1-10 | -25 | 176 | 150 | |
| Polypropylene | 0 | 1070 | 28-53 | 1-35 | 0.25-2.5 | 100 | - | 65-85 |
| Polystyrene | 0 | 1400d | 49 | 10-130 | 1.5-1.8 | 87 | - | 70 |
| Polyvinyl chloride (PVC) | 0 | 1300e | 7-25 | 240-380 | - | 87 | - | 60-105 |
| Polytetrafluoroethylene (Teflon) (PTFE) | 90 | 2170 | 17-25 | 200-600 | 3-5 | -126 | 327 | 260 |
| Polymethyl methacrylate (Plexiglass) (Perspex) | 0 | 1180 | 50-70 | 3-8 | 0.5-0.7 | 0 | - | 95 |
| Acrylonitrile-butadiene-styrene (ABS) (high-impact polystyrene) | 0 | 1100 | 30-35 | 10-140 | 7-12 | -55 | - | 100 |
| Polyamides (nylon) (properties for nylon 66) | Variable | 1140 | 50-85 | 60-300 | 1.5-15.0 | 50 | 265 | 120 |
| Polyethylene teraphthalate (Terylene): one of the polyester group | 60 | 1350 | Over 175 | 60-110 | 1.0 | 70 | 267 | 69 |
| Polyformaldehydef | 70-90 | 1410 | 50-70 | 15-75 | 0.5-2.0 | -73 | 180 | 105 |
| Polyoxymethylenef | 70-90 | 1410 | 60-70 | 15-70 | 0.5-2.0 | -76 | 180 | 120 |
| Polycarbonate | 0 | 1200 | 60-70 | 60-100 | 10-20 | 150 | - | 130 |
| Cellulose acetate | 0 | 1280 | 24-65 | 5-55 | 0.7-7.0 | 120 | - | 70 |
| Cellulose nitrate (highly flammable) | 0 | 1400 | 35-70 | 10-40 | 3-11 | 53 | - | - |
| Polyvinylidene chloride | 60 | 1680 | 25-35 | Up to 200 | 0.4-1.3 | -17 | 198 | 60 |
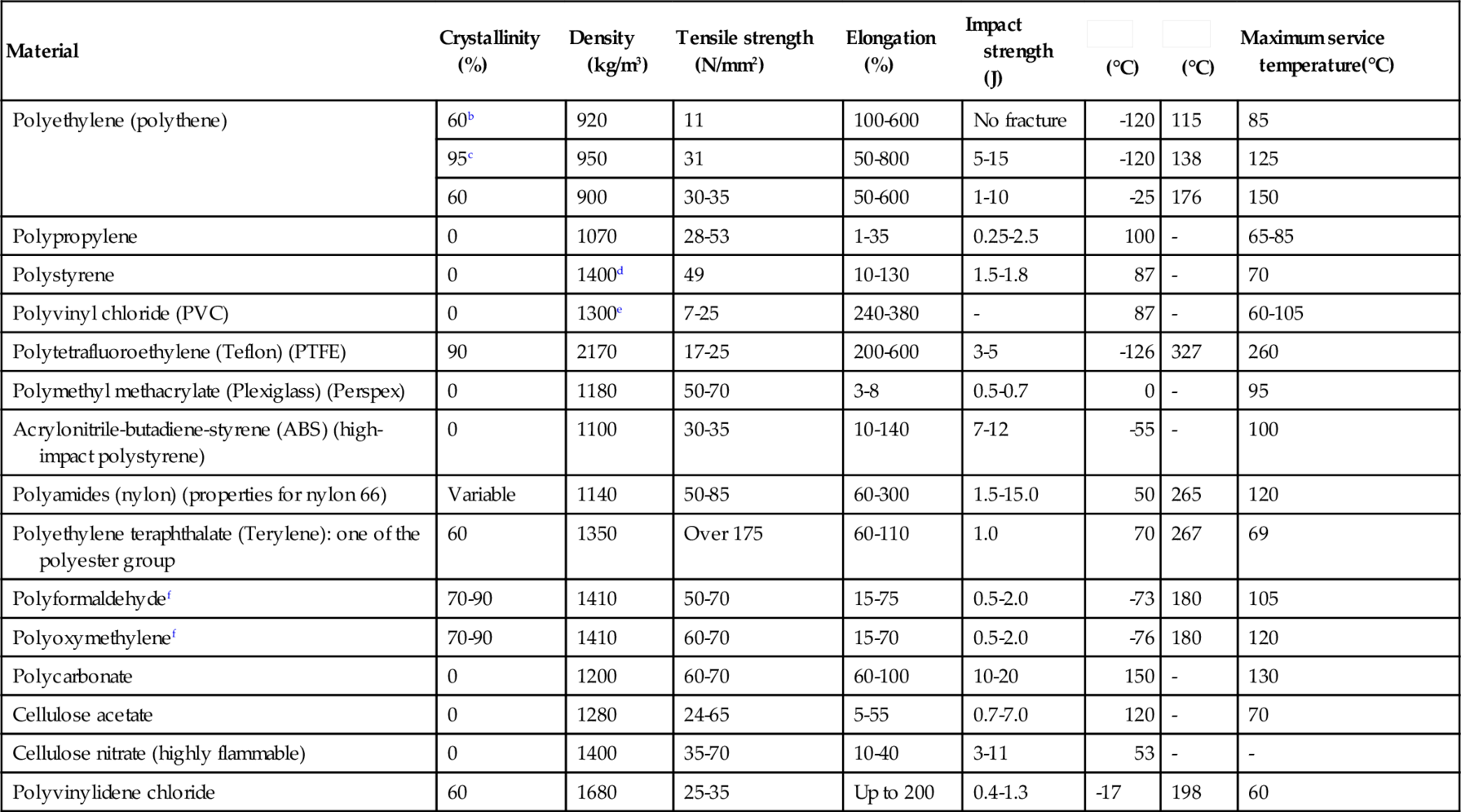
a Tg = glass transition temperature, Tm = melting temperature.
b Low-density polyethylene.
c High-density polyethylene.
d Unplasticized.
e Plasticized.
f Members of the polyacetal group of plastics: these are strong and stiff with high creep resistance and resistance to fatigue.