12
Ford
Knowledge management in design and manufacture at Ford took a step forward with the Ford C3P programme which began in 1996. C3P is an acronym, the three Cs are computer-aided design, computer-aided manufacturing and computer-aided engineering (CAD/CAM/CAE). The P stands for product information management (PIM).
C3P is one of the largest computer technology initiatives in the history of Ford. It is predicted that by 2002 the entire worldwide Ford Corporation (including Ford's suppliers) will be networked with C3P technology. What this means is that the Ford worldwide system will be connected through the system. There is a single repository of engineering and design information (located in Dearborn, USA) that is accessed via the Ford intranet.
Interconnected design
Internal people as well as suppliers get controlled access to the information on this database, i.e. people get information about only what they need to know. What this single source of information and global accessibility means is that a body can be designed in the USA and the engine designed in Europe.
The emphasis within C3P is not so much on the C3 part, as it is on the P. The product information management system is the heart of the system. The other elements, such as CAE design, which are used by stylists all the way through to the people who perform the stamping simulation, surround the PIM system (Figure 12.1).
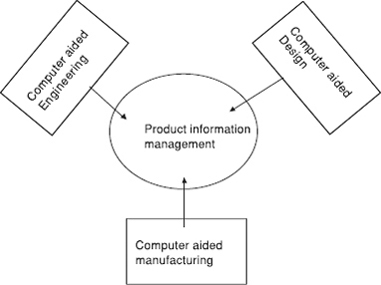
Fig. 12.1 Ford's C3P system
What is considered most important within this, is the usability of information across the organization. In a way, data management is perceived to be the source of competitive advantage. The PIM part alone is estimated to have cost something in the region of £100 million.
Training
The biggest cost related to implementing C3P is not hardware and software, but training and proficiency. While many of the tools require two to three weeks to use, it can take upwards of two years to become proficient. The savings, however, have been estimated to be very large. The end result is not just faster time to market, which was anticipated, but also, as a result, better ability to share and exchange data.
One example is the development of the Ford B segment car in Europe. One of the techniques/tools used is known as the ‘Digital Buck’. Essentially, this is a prototype automobile (or portion, depending on the application), that is built in binary code, not metal, glass, rubber and plastic. There is a digital factory, which is a mathematical rendering of the plant, including all the machinery, tooling, equipment, etc. From these, engineers were able to determine that the front rail, as designed for the new vehicle, would present a problem in the factory. Had the determination of that conflict not been made up front, and it is likely that this would have been the case ordinarily, then it would have been discovered when the actual physical prototype was brought into the plant. It would cost as much as £30 million to make the required modifications to handle the rail design. That cost was averted. This early detection also comes into play in terms of assuring quality from the start.
In a general macro sense, the types of gain expected from C3P are:
1 Engineering efficiency. An increase of 30–40 per cent. Reasons for this include solid modelling and the ability to rapidly remodel. This can translate to programme savings of £5–50 million.
2 Prototype cost reduction of 40–50 per cent. When you do tests digitally you can save on having physical models. This is a saving of hundreds of millions of pounds.
3 Investment efficiency up by 20–30 per cent. In 1999, Ford spent in excess of 4 billion on capital equipment. One of the goals of the company is to have a better means of reusing existing equipment, so by having an asset base on line it becomes easier to know what is available and to design for existing equipment.
4 A reduction in late changes of 50 per cent. Catching problems early means expensive changes are avoided. Again, it is an estimated savings of hundreds of millions of pounds.
5 Programme times of twenty-four months or less. First-mover advantage and market share dominance, all with a strong positive impact on the bottom line.
Summary
Ford wants to move to a stage where there will be an integration of knowledge base right into the design tools. What this means is that when parts are designed, there will be attached ‘information related to materials, the costs, the manufacturing issues, and other parameterized’ details. This goes beyond what is commonly called ‘corporate memory’ and aids the development of corporate learning. According to Ford, ‘with an automated ability to do design, they can embed best-in-class performance criteria of a component, such as a crankshaft into the software that produces the design, and then they can generate a crankshaft in a flash’. All this improves the time to market velocity.
In an industry with too much capacity chasing too few customers, the companies that are best able to serve the ever-changing customer tastes with superb designs and excellent executions will be ones that will prosper. C3P is one of the tools that people at Ford believe will help them do just that.