Chapter 6
PV Modules: From Sand to Electricity
IN THIS CHAPTER
![]() Seeing how solar cells form the foundation for PV modules
Seeing how solar cells form the foundation for PV modules
![]() Understanding the differences in the various PV modules out there
Understanding the differences in the various PV modules out there
![]() Recognizing key electrical specifications
Recognizing key electrical specifications
![]() Examining standard test conditions and calculating the effects of environmental conditions
Examining standard test conditions and calculating the effects of environmental conditions
![]() Checking out graphs that link current and voltage
Checking out graphs that link current and voltage
Electricity does pretty powerful work: Electric vehicles move you from point A to point B, computers give you access to an unearthly amount of information, and electric heaters do a marvelous job of keeping you comfortable in the winter. When electricity is properly contained, you can’t see or feel it — a fact that causes many people to consider it a magical phenomenon. Add PV modules and their ability to harness energy from the sun and convert it into electricity, and you have another layer of mysticism.
Electricity generated from PV modules can do a lot for people, but it can’t do everything. Certain electrical loads (such as water heaters, electric stoves, and anything else that uses electricity to create heat) aren’t good matches for solar electric systems, especially battery-based systems. Fortunately, the good folks engineering and manufacturing the devices used in PV systems have made them capable of integrating seamlessly into existing electrical systems. Grid-direct systems (see Chapter 11) operate automatically, and battery-based systems (see Chapter 12) are getting smarter all the time.
Because the PV module is the heart of any PV system, you need to know the secrets to the magic tricks behind one. In this chapter, I help you become comfortable with the terms and concepts used in describing PV modules — specifically, I explain their construction and manufacturing, note different types of modules, and walk you through their electrical specifications under standard test conditions. Knowing how PV modules are affected by the intensity of sunlight and varying temperatures helps you further understand the requirements of installing PV systems. By having a solid understanding of what PV modules can do, you can create a PV system that will, at a minimum, meet your client’s expectations and requirements.
Creating Solar Electricity: It All Starts with a Cell
Many people aren’t willing to accept “magic” as the answer to the question “How does a PV module make electricity?” That’s why, in the following sections, I provide you with a working knowledge of the basics behind PV construction and manufacturing at the cell level. I also explain how cell construction allows solar cells to do useful work through a process known as the photovoltaic effect.
Getting a grip on cell construction and manufacturing
The basic building block for all PV modules is the solar cell, a roughly 6-x-6-inch object that starts its life as sand (actually silicon) and is then wired within a PV module to produce the voltage and current desired by the manufacturer. (Current is the flow of electrons, and voltage is the pressure that makes electrons move. Flip to Chapter 3 for an introduction to voltage, current, and other electricity basics.) Solar cells are manufactured in such a way that when they’re placed in sunlight, the photons in the light excite the electrons in the cells. When the module is connected to an electrical circuit, useful work, such as turning a fan or powering a refrigerator, can be done.
In this section, I explain the two parts of the cell-manufacturing process that help cells do this useful work: doping cells and keeping electrons separated.
Doping solar cells to create semiconductors
When a solar cell is completely manufactured, it becomes a semiconductor, a material that acts as both an electrical conductor and insulator. Solar cells become conductive when exposed to light, which makes them able to pass current. However, silicon — the primary ingredient of solar cells — is naturally a much better insulator than a conductor. Insulators inhibit the flow of electrical current, which isn’t a desired feature for solar cells. In order to enable the flow of electrons (and therefore become semiconductors), the cells are doped during manufacturing. Typically two elements, boron and phosphorous, are used in the doping process.
Unlike in sports, doping is an acceptable and highly encouraged activity in the manufacturing of solar cells. Because the silicon won’t readily produce an electrical current in its natural state, the addition of the dopants allows the current to flow. Typically, boron is introduced to the silicon during the first stages of cell manufacturing, and phosphorous is introduced to the silicon by diffusing a vapor directly onto the manufactured cell.
The addition of these dopants adds electrons and electron holes to each side of a solar cell. The phosphorous atoms have extra electrons within them, and the boron has extra electron holes, waiting to be filled with the electrons. The phosphorous-doped side becomes known as the N type, or the negative side of the cell (the side facing the sun), and the boron-doped side becomes the P type, or positive side (the side facing away from the sun).
Creating a one-way electron path with a PN junction
When sunlight hits the phosphorous-doped (N type) side of a solar cell, the electrons in the cell become excited. They’re so anxious to get moving that they’ll gladly go to the boron-doped (P type) side of the cell if given the proper path.
That path involves a junction between the positive and negative side of the cell. This positive-negative junction (or PN junction) acts as a diode, allowing the electrons to pass from the positive (bottom) side to the negative (front) side of the cell but not in the reverse direction. This means the electrons flow from the negative side of the cell through the circuit and to the positive side of the cell. As more electrons move from the negative side to the positive side, the electrons on the positive side are pushed up through the PN junction to the negative side of the cell, and the process continues as long as sunlight is present. The PN junction ensures that the electrons move through the circuit. Figure 6-1 shows an example of a solar cell and a PN junction.
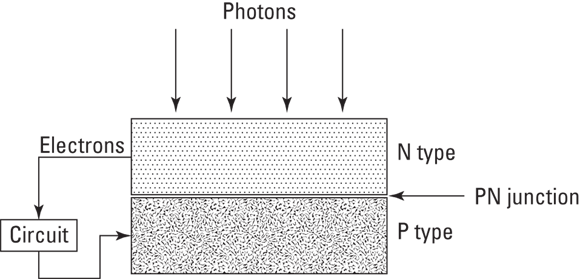
FIGURE 6-1: A solar cell with a PN junction.
Connecting cell construction to the photovoltaic effect
 The phrase photovoltaic effect describes solar cells’ ability to produce voltage and current when exposed to sunlight. Here’s a step-by-step breakdown of how a cell’s construction allows that to happen (check out Figure 6-2 to see how electrons move through the PN junction):
The phrase photovoltaic effect describes solar cells’ ability to produce voltage and current when exposed to sunlight. Here’s a step-by-step breakdown of how a cell’s construction allows that to happen (check out Figure 6-2 to see how electrons move through the PN junction):
- Energy from the sunlight’s photons excites the electrons located on the solar cell’s N type, giving them the potential (voltage) to move.
- When the solar cells are connected to a load, the excited electrons start moving (current flow) from the N type to the P type, performing useful work along the way.
- The electrons go to the cell’s P type and combine with the electron holes.
- As sunlight continues to strike the cell and more electrons are sent through the circuit, the electrons are forced from the P type back to the N type through the PN junction to continue the process.

FIGURE 6-2: The movement of electrons though the PN junction.
Reviewing Common Types of PV Modules
The PV market is expanding rapidly, and manufacturers are constantly introducing new and emerging technologies. The end result of all these technologies is the same: You place the module in the sun, and it produces power. But each of the commercially available products has its own pros and cons to consider when selecting a product for a particular job.
In the sections that follow, I focus on the commercially available PV modules currently used for residential and commercial systems; the ones you’re most likely to run into are crystalline modules and thin film modules.
Note: I don’t cover the technologies primarily used on industrial-scale projects. And, as with any technology field, a number of materials in research and development as of this writing may very well turn the solar industry on its head in the future.
Checking out crystalline modules
Crystalline PV modules, which are made by grouping a number of individual solar cells together, are currently the most common module type for residential and commercial applications. One of the main reasons why crystalline modules are used so frequently is that they’re more efficient than other PV technologies. Typical crystalline modules are rated at 11 to 14 watts per square foot (W/ft2). Some of the higher-efficiency modules are rated in excess of 17 W/ft2, which allows a consumer to generate a greater amount of energy in a limited space, like on her roof.
 Manufacturers don’t tend to report the number of watts per square foot (or power density) for their modules, but you can find out this information pretty easily. Just take the module’s rated power output, as described in the later “Maximum power point” section, and divide it by the module’s square footage. The watts-per-square-foot value can be more telling than any efficiency value reported because a common goal of PV systems is to place as much power as possible in a given area.
Manufacturers don’t tend to report the number of watts per square foot (or power density) for their modules, but you can find out this information pretty easily. Just take the module’s rated power output, as described in the later “Maximum power point” section, and divide it by the module’s square footage. The watts-per-square-foot value can be more telling than any efficiency value reported because a common goal of PV systems is to place as much power as possible in a given area.
As you find out in the next sections, two main types of crystalline modules exist — those containing monocrystalline cells and those containing multicrystalline cells (see Figure 6-3). Both types of modules start from the same raw material, but the manufacturing processes differ: The monocrystalline modules have a uniform molecular structure and are more efficient, whereas the multicrystalline modules have many structures, resulting in a less efficient module.

FIGURE 6-3: A monocrystalline cell module (a) and a multicrystalline cell module (b).
The monocrystalline kind
Monocrystalline modules begin as a molten vat of purified silicon that has been doped with boron to create electron holes (see the earlier “Doping solar cells to create semiconductors” section for more information on this). A starter seed, a crystal about 4 inches long and 2 inches in diameter, is introduced to the silicon-boron mixture that becomes the structure for the solar cells. During the manufacturing process, the silicon aligns itself with the starter seed and takes the exact same crystal structure of the seed.
The starter seed is then drawn out of the mixture, and a crystal grows around it, forming the beginning of the ingot, a 6- to 8-inch-diameter crystal. The ingot continues to be pulled from the molten vat until it reaches the desired length — about 6 feet. This ingot comes out as a cylinder, thereby giving monocrystalline cells a circular shape (at least initially).
The ingot is then sliced into very thin wafers that are exposed to the diffusion process to introduce the other dopant (phosphorous). At this point, the solar cells are complete, and an electrical grid can be placed atop them (in a process that best resembles silk-screening onto a T-shirt) to effectively allow the electrons to flow. (You can think of this process like the toast you order at your favorite breakfast joint. The loaf of bread is like the ingot, the slices of bread are the wafers, the pieces of toast are the cells after doping, and the jam that makes it all worthwhile is the electrical grid.)
Monocrystalline modules are typically more efficient than their multicrystalline counterparts on the cell level because the molecular structure of the ingot is uniform from top to bottom (refer to Figure 6-3). This characteristic allows the photons to move the greatest number of electrons when in sunlight because the cells are all lined up and facing the exact same direction. In a multicrystalline cell, the crystals have various shapes and point in different directions, slightly reducing the efficiency.
Monocrystalline cells are circular when they start out their lives, but because PV modules are rectangular in shape, the cells need to be squared off in order to fit into the module. Because making the circular cells into perfect rectangles would result in a high amount of waste, the manufacturers cut corners off the cells and square the edges to create octagons. The resulting octagonal cells are then capable of being packed into a module frame more densely than if they’d remained circles, thereby reducing the amount of dead space in the module. As you can see in Figure 6-3a, the octagons allow the cells to be placed closely together but not right next to each other, creating the dead space within the monocrystalline modules.
Most manufacturers use a white back sheet so you can immediately spot monocrystalline modules due to the small amount of white space at the corners of all the cells.
The multicrystalline kind
Multicrystalline cells are manufactured differently than monocrystalline ones — the ingots are essentially brick shaped or cubes rather than cylinders. The manufacturing process begins with a vat of molten silicon-boron mixture, but instead of pulling a crystal out of this mixture, the mixture is formed in a cubic crucible, which results in the silicon cooling and forming multiple crystals. After the silicon has cooled and the ingot is sliced into thin wafers, the dopant (phosphorous) and electrical grid are added to the modules.
The efficiency of multicrystalline modules is reduced due to the many crystal structures in the cubes. When the photons strike the cells, they have a more difficult time knocking the electrons free thanks to the many different surfaces present. On the plus side, the cells can be made into squares or rectangles very easily, a fact that allows the multicrystalline modules to have their cells packed one next to the other with very little space between them (refer to Figure 6-3b). The end result is that multicrystalline modules have power ratings per unit area that are similar to that of their monocrystalline counterparts even though they’re less efficient on the cell level.
Looking at thin film modules
The phrase thin film module is a catchall for a number of different PV technologies. Saying to a bunch of solar-technology junkies that your PV module is thin film is akin to telling dog people that you have a dog. Most folks interested in solar technology immediately want to know what kind of thin film product was used in the module, just like most dog lovers want to know what kind of dog you have.
Thin film technologies vary in their raw materials and exact manufacturing processes, and I show you some of the technologies in this section. However, at the most basic level, all thin film technologies deposit a material that can produce the photovoltaic effect onto a backing material (called a substrate). This substrate can be a sheet of glass, PVC roofing material, or even a foil sheet. The name thin film implies only that the material on the substrate is extremely thin, ranging from just nanometers to a few micrometers thick. As a point of reference, a human hair is approximately 100 micrometers thick, and crystalline solar cells are approximately 250 micrometers thick — the equivalent of two and a half human hairs.
In the following sections, I focus on the thin film modules you’ll see most often. (One interesting up-and-coming module type is the hetero-junction module, which uses both crystalline and thin film technologies; see the nearby “The best of both worlds: Hetero-junction modules” sidebar for details.)
Amorphous silicon
Amorphous silicon (aSi) is an extremely prevalent type of thin film module. It’s based on a silicon technology that involves depositing silane gas on a substrate. One of the advantages of aSi is its ability to be incorporated on nonrigid substrates (such as a flexible vinyl sheet or PVC roofing materials), which allows aSi PV modules to become part of the roofing material. Using aSi has become a popular method for large commercial flat roofs, despite the fact that aSi has a reduced power-per-unit-area value (approximately 50 percent to 60 percent less than crystalline modules). But by incorporating it into the roofing material and installing it on very large roof areas, aSi can become an attractive option, both in terms of aesthetics and overall cost.
An aSi module can be manufactured in a variety of forms to help accommodate the specific application. For example, they can be made to stick right on a metal roof or become part of the roofing material used on commercial roofs. Even though aSi modules aren’t as power dense as the crystalline kind, they’re able to use sunlight when it’s at lower light levels, like in the early morning and late afternoon, which means aSi modules have an increased energy output compared to crystalline modules.
Cadmium telluride
Cadmium telluride (CdTe) modules are another currently available type of thin film technology. To construct CdTe modules, a very thin layer (I’m talking mere micrometers thick) of CdTe is deposited on the substrate.
One method is to deposit the CdTe directly onto a glass substrate. To protect the cells, a second glass layer is adhered to the first. This glass-on-glass process means the PV module can be used in place of conventional windows, allowing some light to penetrate the building while still producing electricity.
One advantage of CdTe modules is that the costs of the raw materials used are relatively low, a fact that allows the technology to be price competitive. Yet one of those raw materials, tellurium, is a rare earth element. If CdTe technology takes off, the availability of tellurium may become problematic.
Copper indium gallium diselinide
Another type of thin film module, copper indium gallium diselinide (CIGS), uses four different raw materials. The substrates used can be either flexible (like those used for aSi modules) or rigid (like glass). CIGS technology has been used in the past and has recently regained popularity because it can be manufactured with nanometers (0.000000001 meters) of material compared to some of the other thin films that require micrometers of material (.000001 meters). This extreme difference allows CIGS modules to use far less raw material, helping reduce manufacturing costs.
CIGS technology has been incorporated into a relatively new manufacturing process for commercial rooftop installations: The cells have been manufactured into cylinders and placed in tubes rather than the traditional rectangular modules. The advantage of this tubular format is that the cells can be perpendicular to the sun a greater number of hours per day, thereby increasing the energy production.
Pointing Out Electrical Specifications on PV Modules
PV modules have the ability to produce power, and each module has its own specific current and voltage characteristics. You can find all of these specifications listed on the backside of every module you buy as well as on every specification (spec) sheet from the manufacturers. The power value is important because it lets you know the wattage the module can produce. From this power value, you can calculate the energy output for the system. The current is important so you know how many amps are running through the conductors (wires), and the voltage is important because it tells you of the module’s potential to push the current.
In the following sections, I show you the different current and voltage specifications associated with PV modules. I also get you acquainted with some other key PV specifications that are worth knowing.
Current specifications
The current that a module can produce is represented by the ampere, or amp, and is the number of electrons moving per second. As I explain in Chapter 3, amps are actually a rate, even though you don’t see the time value in the units. The notation for current is typically I (think intensity), but you may sometimes see A used as well.
The amount of current flow is directly proportional to the size of the individual solar cells within the modules, so the larger the cells, the more current you get. The amount of current flow is also dependent on the intensity of the sunlight. As the intensity increases, the electrons move faster, but the modules can only ever deliver the amount of current that the sun allows, which means they’re inherently current limited.
Two current values are reported on PV modules and spec sheets: short circuit current (Isc) and maximum power current (Imp). I explain what these values mean in the sections that follow. Later in the chapter, I graph these values, and in Part 3, I show you how to use the module-specific data to properly size the wires connecting the system.
Isc
Short circuit current, abbreviated Isc, is the value achieved if the positive and negative wires on a PV module come into direct contact with each other and there’s essentially no resistance between the positive and negative sides on the module. The definition of this condition is that voltage equals zero because no potential between the two sides of the cell exists; the electrons are just trying to do what’s natural to them, which is to go to the electron holes. The Isc values you see reported by manufacturers all occur at standard test conditions (STC; I describe these later in this chapter).
 Shorting the conductors (connecting the positive to the negative) won’t harm the module while the current is flowing, but it could potentially harm you and the equipment if you don’t disconnect the conductors properly or if you try to short more than one module at a time. (I present safety concerns and how to properly protect yourself in Chapter 15.)
Shorting the conductors (connecting the positive to the negative) won’t harm the module while the current is flowing, but it could potentially harm you and the equipment if you don’t disconnect the conductors properly or if you try to short more than one module at a time. (I present safety concerns and how to properly protect yourself in Chapter 15.)
You use the Isc value whenever you need to calculate the minimum size of the conductors connected to your system (see Chapter 13). You must size conductors so as to satisfy the electrical codes, mainly the National Electrical Code® (NEC®), but not necessarily to ensure maximum system performance. The Isc value also dictates the ratings of other components you connect to the PV modules and array, such as overcurrent protection devices and disconnects.
Imp
Maximum power current (Imp) is very similar to the maximum power voltage (see the “Vmp” section later in this chapter). It represents the current value when the module is producing the maximum amount of power possible. The value listed by the manufacturer is at the STC that I describe later in this chapter and is variable off of that. The current value varies greatly based on the intensity of the sunlight striking the module.
Use the Imp value when you need help maximizing the performance of the system. Note that this current value is often used in conjunction with Vmp to size the conductors in the system to maximize the power output from the modules and array. (The calculations and methodologies are in Chapter 13.)
The Imp value is represented in a number of different ways, including Ipm, Ipp, and Impp. Typically, a manufacturer determines the notation it wants to use for the maximum power values and applies that notation to both the current and voltage maximum power values.
Voltage specifications
The voltage from a PV module is the measurement of how much push or potential is available to move the electrons. Voltage by itself doesn’t achieve any useful work — you need current present for that — but it’s necessary so PV modules can have the ability to push electrons somewhere.
Traditionally, voltage is represented in equations such as Ohm’s Law as E because the volt was used as the unit of measurement for electromotive force. Nowadays you see voltage represented as V, but you may also see some European companies list voltage with the designation U.
PV modules produce voltage as soon as they’re placed in the sun. Each solar cell contributes some voltage — for example, a mono- or multicrystalline cell produces approximately 0.5 maximum power voltage (Vmp) when it’s in the sun. In addition, it takes very little sunlight to achieve full voltage from a module. A module that isn’t in the sun still has voltage present, but it can’t produce power because current doesn’t flow (meaning electrons don’t move) unless the module is in the sun.
Two voltage values are on PV modules’ listing labels and in spec sheets: open circuit voltage (Voc) and maximum power voltage (Vmp). Later in this chapter, I show you where these values are in relation to each other on a graph. In Part 3, I show you how to apply these values when designing PV systems.
Voc
Open circuit voltage, abbreviated Voc, is the voltage value in the absence of current flow. Resistance between the positive and negative wires on the PV module is infinite because the circuit is open. (Resistance, as I explain in Chapter 3, refers to resisting the flow of current.) The Voc value listed on a PV module is at STC; it varies based on environmental conditions (I explain STC and environmental conditions later in this chapter).
When calculating the number of modules to use in conjunction with specific equipment, you must use the Voc value to determine the maximum circuit voltage.
Vmp
Maximum power voltage (Vmp) is, not surprisingly, the value where the PV module produces the greatest amount of power. Just like the Voc, this value moves, particularly in response to the temperature of the cells. Vmp is often referred to as the operating voltage of the modules, although the true operating voltage is generally lower than this value due to the loss of voltage as temperature increases. The Vmp value you see is always reported at STC.
The Vmp value is important because this voltage is associated with the current flowing from the PV modules. When thinking about Vmp, you need to keep two things in mind: Voltage drops as temperatures rise, and PV modules always need to have enough voltage (push) to keep the current flowing. These facts mean you must adjust the Vmp value for high temperatures to make sure the modules are arranged such that they always have enough voltage present to push the current, regardless of the temperature.
One important point to note about the maximum power voltage is the inconsistency in the terminology. Somehow the PV manufacturers of the world can agree on testing conditions, but they can’t agree on the terms used to report the data they collect. Maximum power voltage is commonly represented as Vmp, but you’ll also see it listed as Vpm, Vpp, Vmpp, and Vp. All of these variations really say the same thing; they just use different notations to say it. (Thankfully, I’ve never seen a spec sheet list the open circuit with anything other than the Voc notation, so regardless of what the various manufacturers use for the maximum power voltage notation, you have one constant when checking a module’s electrical specifications.)
Maximum power point
The maximum power point (MPP) is the product of Vmp × Imp (refer to the power equation in Chapter 3), and the units associated with it are watts (W). MPP is listed by every manufacturer at the STC I describe later in this chapter and is typically the numerical value in a module’s name. The MPP of an individual module is often referred to as the rated power output because that’s the amount of power the module can produce at the environmental conditions at which the modules are tested.
The MPP is important because it’s used to determine the following (I show you these relationships in Part 3):
- The rated power output of the entire array and the components you’re going to connect to: The array’s rated power output is the number of modules used in that array multiplied by the individual module’s MPP value. You then use this value in relation to the inverters you connect to the array. For example, if you have ten modules that are each rated at 200 W, the array’s rated power input is 10 × 200 = 2,000 W, or 2 kW.
- The expected energy production of the PV array: You start with the MPP value for all the modules and apply system losses and local environmental conditions to help compute the number of kilowatt-hours the PV array will generate.
Because the MPP is a product of voltage multiplied by current, it represents a variable value. The value listed by the manufacturer will rarely, if ever, be seen on operating meters because the module’s voltage changes based on temperature and because the current changes based on irradiance. The likelihood of both the current and voltage being at STC when the modules are operating in the field is slim. Nonetheless, MPP is an important value because it provides a reference point when you’re comparing multiple modules.
Voltage temperature coefficient
As I note in the earlier “Vmp” section, a PV module’s voltage is related to the temperature of the cells within the module. This relationship is considered to be inversely proportional because as the temperature increases, the voltage decreases. Likewise, as the temperature decreases, the voltage increases. This is an important consideration because PV modules are exposed to some of the most extreme temperatures, and their voltages react based on those temperatures.
The change in voltage due to temperature is a linear relationship, meaning the change happens in the exact same increments regardless of the temperature. The amount of change is referred to as the voltage temperature coefficient. This value is often reported in terms of a percentage per degrees Celsius (%/°C), and it tells you that for every degree change in Celsius, the module’s voltage changes by a corresponding percentage. I provide some examples of voltage coefficient values in the later “Environmental effects on standard test conditions” section.
Ideally, the modules you’re working with have a small voltage temperature coefficient, meaning the voltage changes very little with changes in temperature. You can’t do anything to change this value, so you need to consider it when designing your systems and specifying modules.
Most crystalline-based modules (mono- and multi-) have very similar voltage temperature coefficients with most manufacturers reporting values that are comparable to their competition’s. This is due to the nature of the cells and how they react to temperature. Thin film modules, on the other hand, typically have smaller voltage temperature coefficients than their crystalline counterparts, so they don’t lose as much voltage in high-heat conditions.
Power tolerance
All module manufacturers share what the power output of their modules are under STC (which I describe later in this chapter). They also tell you what the power tolerance of that module is, which is basically how close they guarantee to come to hitting that value. The manufacturers monitor the production process so they can accurately predict each module’s power output. Because the manufacturing process inevitably creates some inconsistencies, the manufacturers guarantee that their modules’ output will be within a certain percentage of the rated power output.
Many manufacturers offer power tolerances that are 0% to +3%. This says to the consumer, for example, that a module rated at 100 W will produce 100 W to 103 W. Again, this is at STC, so it’s highly unlikely you’ll ever see that 100 W thanks to system losses (I cover such losses in Part 3), but at least the starting point is accurately represented.
Series fuse rating
The last major specification you should be aware of is the series fuse rating; it represents the largest overcurrent protection device (the fuse or circuit breaker) that can be placed on any series string (which is made by connecting the positive wire from one PV module to the negative wire of the next PV module). The series fuse rating for PV modules is typically 10 A or 15 A (occasionally it’s even 20 A). The exact value has an effect on the wiring methods and overcurrent protection devices used. I touch on series strings in Chapter 3 and reveal how to properly size overcurrent devices in Chapter 13.
Surveying Test Conditions for PV Modules
PV modules have to undergo some very stringent tests and certifications before they ever reach the consumer (or the installer, for that matter). An Underwriters Laboratory (UL) test protocol, UL1703, covers PV modules and requires testing of both the electrical and mechanical portions of each and every PV module.
Any module you want to consider purchasing or installing should have UL1703 certification.
As part of the UL certification process, the PV manufacturer has to provide prescribed information on the module itself by applying a label on the back. Plan to use the information on the electrical characteristics most often. Other high-value information, such as mechanical data, isn’t always found on the listing label, but you can usually track it down on the module’s spec sheet.
After you’re familiar with the different electrical specifications (which I cover earlier in this chapter), you can appreciate the consistent baselines that allow you to more easily compare the performance characteristics of different modules. I cover these baselines, as well as the effects of various environmental conditions on them, in the sections that follow.
Standard test conditions
All PV module manufacturers test their modules under standard test conditions (STC). The three main elements to the STC are: cell temperature, irradiance, and air mass — all of which are variable conditions that the PV modules will be exposed to after they’re installed. Because these conditions affect the modules’ power output, PV manufacturers had to establish a value for each of these elements that everyone could test to and report their results. Those standard values are as follows:
- Cell temperature: The STC for cell temperature is 25 degrees Celsius or 77 degrees Fahrenheit. (Note that it’s cell temperature, not air temperature.) When a PV module is operating in the sun, it typically gets much hotter than 25 degrees Celsius. Depending on the location and the way the module is mounted, cell temperatures of 75 degrees Celsius aren’t uncommon when the modules are in full sun.
- Irradiance: Irradiance, simply stated, is the intensity of the solar radiation striking the earth. The STC value for irradiance is 1,000 watts per square meter (W/m2). Irradiance values vary from 0 W/m2 to 1,250 W/m2. The 1,000 W/m2 value represents full sun, or peak sun, which is common to many terrestrial locations. (Flip to Chapter 4 for an introduction to irradiance.)
- Air mass: Air mass is a representation of how much atmosphere sunlight must pass through to strike the earth. The STC value for air mass is 1.5 (AM 1.5). Actual air mass values vary widely depending on one’s location on the globe, the time of year, and the time of day.
Of these three elements, you should concern yourself with compensating for differences in cell temperature and irradiance values because these two variables directly and measurably affect a PV module’s voltage and current in the following ways:
- Voltage: The higher the cell temperature, the lower the module voltage — and vice versa.
- Current: The higher the irradiance value, the more current is pushed through the module.
You maximize a PV module’s electrical output by keeping the module as cool as possible and pointing it directly at the sun as much as possible.
Environmental effects on standard test conditions
When you’re in the field and need to verify a module’s power output, you must be able to apply voltage temperature coefficients (which I present earlier in this chapter) and calculate the module’s current output based on the irradiance received at that time; the following sections introduce the info you need to know. (I show you how to apply these concepts when sizing a module to an inverter and charge controller in Part 3.)
Temperature
You need to be able to calculate the change in voltage due to cell temperature because every electrical component connected to a PV array has input voltage requirements that must be met. Regardless of the type of PV system used, if you apply a voltage in excess of what the equipment is rated for, you may damage it beyond repair; if you don’t send enough voltage, the electronics will shut down. The excessive voltage is considered a safety concern, whereas the lack of voltage is considered a performance concern.
The 2008 version of the NEC® (which is the most recently updated version) states that if the manufacturer supplies the voltage coefficient data, you must use that information to calculate the temperature-adjusted voltage. If the manufacturer doesn’t supply this information, you can use a table, which is included in Article 690.7 of the NEC®, to calculate it. The NEC® offers no provision for a loss of voltage due to high temperatures, but this consideration is still important to keep in mind. One of the worst calls you can get from a client is the one where she tells you her system shut down on the sunniest day of the year because the voltage loss was too excessive. In Chapter 11, I walk you through the steps you need to take to account for voltage loss in high-temperature conditions.
There are two distinct voltage coefficient values, one for Voc and one for Vmp. The coefficient value for Voc is always less than the coefficient for Vmp. After all, there’s a greater change in the voltage when the module is operating (Vmp) than when it isn’t doing any useful work (Voc).
When working with a crystalline PV module, check the module’s spec sheet for the Voc and Vmp values. If they’re not there, the manufacturer should be able to supply them because they’re known quantities; you just have to ask either the person you’re buying the modules from or the manufacturer for this information. If the information isn’t readily available, you can use the following values and be within reason (unless of course you’re working with thin film PV; in that case, you have to obtain the data from the manufacturer and can’t use these values):
- Temperature coefficient for Voc = –0.35%/°C
- Temperature coefficient for Vmp = –0.5%/°C
Notice the negative number in front of the coefficient; it represents the inverse relationship. So as the temperature increases (a positive change in temperature), the voltage decreases. As the temperature goes down (a negative change in temperature), the voltage increases.
Your reference temperature is always going to be the STC temperature of 25 degrees Celsius. So when you calculate the change in voltage, you have to compare the cell temperature in that scenario to 25 degrees Celsius. For example, if you want to find out what percentage change the module’s Voc will have when the cell temperature is 15 degrees Celsius, you need to subtract the STC temperature from the cell temperature:
- Cell temperature – STC temperature = Difference in temperature
- 15°C – 25°C = –10°C
You now know that the cell temperature is 10 degrees Celsius less than the STC temperature, which means you can use this information in conjunction with the given temperature coefficient to determine the percentage change.
-
Difference in temperature × Voltage temperature coefficient = Percentage change in voltage
–10°C × –0.35%/°C = +3.5% change in rated Voc
I go into more detail on this in Chapter 11, so jump there to see how to use this calculation when sizing a complete PV system.
Irradiance
The change in irradiance directly affects a module’s current output. You may need to verify the performance of a single module or an entire array. By measuring the irradiance value and the current output of the module (or array), you can compare the two to see whether the modules are operating as expected. Without knowing the exact irradiance measurement, you can’t accurately determine whether the current values are reasonable.
To calculate this change (which is an important task when commissioning, or turning on, an array; see Chapter 18), you first need to know what the irradiance value is. You can figure this out by using an irradiance sensor that points in the same direction as the module (or array). If you’re using a hand-held sensor, place the bottom of the sensor on the frame of the module and read the digital display to see the irradiance value at that moment.
Because the module’s output is directly proportional to the irradiance and the STC value for irradiance is 1,000 W/m2, you can estimate the percentage change of current by measuring the irradiance and dividing that by 1,000 W/m2. For example, if the measured irradiance is 650 W/m2 and you want to know what the effect is on the current value, then you’d perform the following calculation:
650 W/m2 ÷ 1,000 W/m2 = 0.65
The current is therefore 65 percent of the module’s STC value. The irradiance sensor reports the values in terms of W/m2, and because the STC is 1,000 W/m2, this makes the conversion easy on you. When you’re in the field, you can expect to see irradiance values at or below 200 W/m2 and up to 1,250 W/m2. Regardless of the value you see, you can simply multiply the current value at STC by the percentage you calculate (as I show you in this section) to determine the estimated current value under those irradiance conditions.
Relating Current and Voltage in IV Curves
As a PV system designer and installer, a graph that you’ll soon come to know and love is the current-versus-voltage curve, also known as the IV curve. (I stands for current, and V stands for voltage.) The IV curve graphically represents the relationship of a module’s current and voltage. See Figure 6-4 for a sample of a typical IV curve at STC, which is the most common way manufacturers represent the curve (I cover STC in the earlier “Standard test conditions” section).
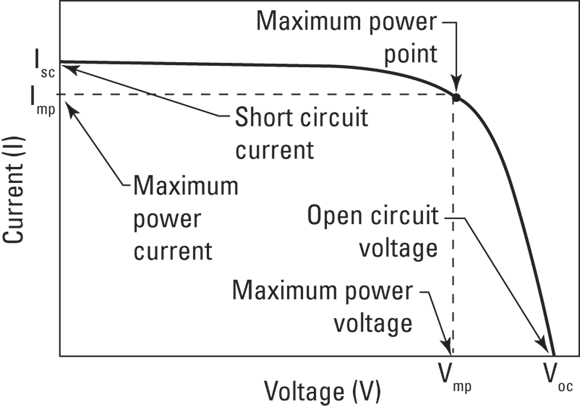
FIGURE 6-4: A typical IV curve for an individual PV module.
Following are the five major electrical characteristics graphed in Figure 6-4:
- MPP: Where current multiplied by voltage results in the highest power output
- Voc: Where the voltage is at its maximum for a particular temperature and current equals zero
- Vmp: Where the voltage value intersects the MPP
- Isc: The point on the curve that represents a voltage value of zero and the amount of current that would flow if the positive and negative wires were placed in direct contact with each other
- Imp: The point where the current value intersects the MPP
You can also use an IV curve to show how environmental conditions such as the temperature of the solar cells and the intensity of the sunlight affect a PV module’s current and voltage output, as I explain in the next sections.
An IV curve with varying temperature
As I mention in the earlier “Temperature” section, a module’s voltage decreases as the cell temperature increases. This is a very linear and measurable effect. In Figure 6-5, I show how a typical PV module’s IV curve varies with changing temperatures. Notice how the curve moves left and right along the horizontal voltage axis but moves relatively little along the vertical current axis. This movement in the curve results in the MPP moving along with the voltage, allowing you to see that the temperature changes directly affect the voltage output, which in turn directly affects the power output.
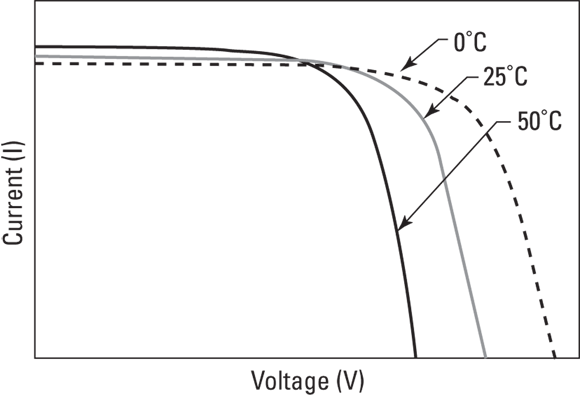
FIGURE 6-5: IV curves of the same module at varying temperatures.
 The amount of current actually increases as the temperature increases, but the amount of that change is so much less than the change in voltage that you don’t really need to consider it during the design process.
The amount of current actually increases as the temperature increases, but the amount of that change is so much less than the change in voltage that you don’t really need to consider it during the design process.
An IV curve with varying irradiance
Irradiance varies greatly each day, starting at 0 W/m2 just before daybreak and climbing higher than 1,000 W/m2 at any given time. The amount of irradiance striking a PV module directly affects how much current the module can put out. Just like the relationship of voltage and temperature, this is a linear relationship that you can calculate over various conditions.
Figure 6-6 shows how the IV curve varies with changes in irradiance. Notice how the curves move in the vertical direction much more than they move horizontally. This movement indicates that the module’s voltage isn’t affected very much due to changes in irradiance even though the current is affected dramatically. The MPP also moves a lot due to the changes in irradiance.

FIGURE 6-6: IV curves of the same PV module at varying levels of irradiance.
PV system designers generally don’t consider the effect of irradiance on voltage when designing a system. Many consider the module voltage to be at full Voc as soon as the sun comes up and simply adjust this voltage based on temperature (I show you how to perform this calculation in the earlier “Temperature” section and in more detail in Chapter 11). This is a conservative approach that will serve you well in your own designs. It’s conservative because as the sun comes up, a module’s voltage jumps quickly, as much as 90 percent of Voc with only 200 W/m2, but it isn’t at full Voc until the intensity increases. Using this conservative method allows you to build a safety buffer into your system design and installation.