

Law of Rare Events ◾ 191
CL = λ (12.8)
LCL = −λ λ3 (12.9)
In the previous example,
Upper control limit UCL 0.3 3 0.3
0.3 3 0.548
1.9
( ) = +
= + ×
= 443
is reasoning leads us to think of 1.943 defects per module as the statistical limit.
Poisson approximation thus allows us statistical control of defects. Any module with
more than 1.943 defects is a Poisson outlier. Poisson distribution here serves as a qual-
ity judge. (e use of this characteristic Poisson distribution is illustrated in Box 12.4.)
e CDF of the Poisson distribution, shown in Figure 12.9, is of special rel-
evance to software defect management.
It clearly shows only a few modules contain defects. e rest have zero defects.
is distribution helps to spot those defect intensive modules and subject them to
appropriate testing.
Another help from the Poisson distribution study is an objective estimate of the
right first-time index for the software product. is is the Poisson probability that
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
0 1 2
x, Module number
Poisson probability
3
Figure 12.8 Poisson distribution of module defects.

192 ◾ Simple Statistical Methods for Software Engineering
zero modules will have defects. For example, in the product described in Figure
12.7, the Poisson probability is 0.74 for x = 0. is is the right first-time index.
Study of Customer Complaint Arrival Rate
Based on Poisson Distribution
Customer complaints regarding field failure arrive at the Poisson rate. Let us con-
sider a case where the average number of failure complaints arriving per month is λ.
One question that comes to our mind is “Can we think about the maximum num-
ber of complaints that are likely to arrive?” Is there enough evidence in λ to predict
the maximum number of complaints? Poisson distribution is applied to such cases.
A c chart is plotted with the number of complaints arriving per month. e upper
limit in the chart is calculated by the same formula used above. We find that the
maximum number of complaints likely to arrive per month is
λ λ+ 3
is number could defy intuitive judgment of customer complaints; intuitive
judgment hovers around the average value. e predicted number may exceed the
maximum ever number of complaints received in any given month so far. e
Poisson boundary easily exceeds the trend forecast. e Poisson approximation to
customer complaint arrival is a very valuable aid.
An example of customer complaints arrival is shown in Figure 12.10.
1.2
1.0
0.8
0.6
0.4
0.2
0
0 2 4
x, Module number
Cumulative Poisson probability
6 8
Figure 12.9 Cumulative Poisson probability of module defects.

Law of Rare Events ◾ 193
e Poisson boundary is marked as an upper bound. A trend line is also included
in the figure to show how the Poisson boundary shows a complaint rate higher than
indicated by the trend.
In this context, the application of Poisson distribution to model baseball events
is illustrated in Box 12.5.
Applying Poisson Distribution to Software Maintenance
e arrival of service requests follows Poisson distribution. e interarrival time
follows exponential distribution. Both are memoryless. e time to repair a bug
does not depend on previous records. Mean time to fix bugs in a particular setup
controls dispersion of results. Month or week, teams may experience the same
Poisson curves. Sophisticated models for queues have been built, but the building
block is the exponential law.
Bathtub Curve of Reliability:
AUniversalModel of Rare Events
Failure of components is extensively used in reliability analysis because it is a Poisson
process. e bath tub curve of reliability has three zones. e first is characterized
by a rapidly decreasing failure rate. is region is known as the early failure period
(also called infant mortality period). Next, the failure rate levels off and remains
constant in the flat portion of the bathtub curve. Finally, the failure rate begins to
increase as materials wear out and degradation failures occur at an ever increasing
rate. is is the wear out failure period (see Figure 12.11).
0
2
4
6
8
10
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Trend
CL = λ
UCL = λ + 3√λ
Figure 12.10 Control chart for customer complaints.

194 ◾ Simple Statistical Methods for Software Engineering
e flat bottom is governed by a Poisson process that has a constant failure rate
(or hazard rate). To be more specific, this is called as the homogeneous Poisson process
(HPP). e term homogeneous is due to a constant failure rate or hazard rate. e
infant mortality period is also a period of growth in reliability. e failure rate in
this period is not constant but steadily reducing; hence, it is called nonhomogeneous.
is associated process is the nonhomogeneous Poisson process (NHPP). e wear
out period is also an NHPP, the difference being the fact that failure rate here
steadily increases until the system is discarded.
It may be noted that in the example of the bath tub curve shown in Figure 12.11,
◾ In the infant mortality period,
m(t) = λt
−β
, 0 < β < 1 (12.10)
defines a decreasing failure rate and an NHPP.
◾ In the middle region,
m(t) = λ, β = 0 (12.11)
defines a constant failure rate and an HPP.
◾ In the wear out period
m(t) = λt
–β
, β < 0 (12.12)
defines an increasing failure rate and an NHPP, in a reverse direction.
Constant failure rate (hazard rate)
Homogeneous Poisson process
Exponential distribution for interarrival time
Discrete Poisson distribution for events
Infant mortality
Decreasing failure rate
Nonhomogeneous Poisson process
Exponential NHPP
Power law NHPP
Etc.
Wearout
Increasing failure rate
Nonhomogeneous Poisson process
Software reliability is
in Region 1
Region 1
Region 2
Region 3
Time
Failure rate m(t)
(hazard rate)
m(t)
=
λ
m(t) = λt
–β
0 < β < 1
m(t) = λt
–β
β < 0
Figure 12.11 Bath tub curve.
Law of Rare Events ◾ 195
e HPP can be described only by exponential law, an oversimplification though.
Constant failure rate, a key assumption in HPP, is too ideal to be true even in the
case of mechanical systems. A bulb, under HPP, will have the same reliability after
burning through 400 hours or any time fixed by the analyst. Physically this is mean-
ingless. Similarly, the physical meaning of a failure rate in a situation shown in Figure
12.2 begs explanation. No software ever operates at a constant failure rate, although
the exponential representation produces such a parameter. It must be borne in mind
that Figure 12.2 has been obtained by numerical curve fitting rather than by using
physically reasonable reliability parameters such as failure rates or MTBF or MTTF.
e bath tub curve, in its entirety, is true for mechanical systems. In the case
of software, failures are constrained to Region 1, which records reliability growth.
Hence, software failure models are called reliability growth models. For both the
cases, we now need the help of NHPP modeling for a more accurate representation
of real world failure patterns.
Nonhomogeneous Poisson Process (NHPP)
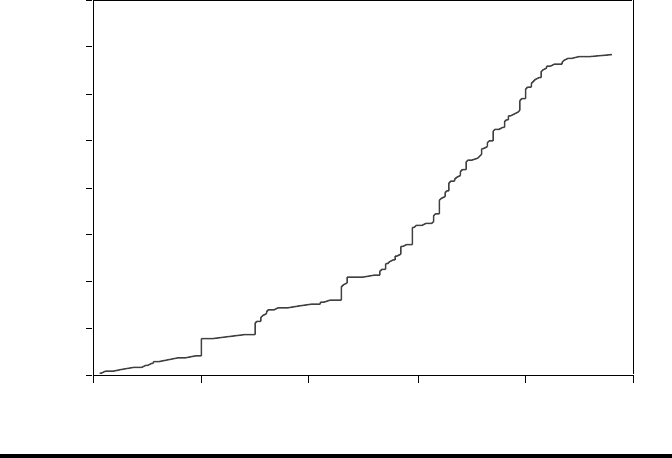
Real-life software defect arrival is more complex than simple exponential curves, an
example available in Figure 12.12. It presents a typical defect arrival pattern during
system testing. Approximately 140 defects are discovered over a time span of about
three months. It is not a smooth exponential cumulative distribution. e curve is
0
20
40
60
80
100
120
140
160
0 20 40 60 80 100
Day of failure
Failure number
Figure 12.12 Defect arrival pattern—empirical model.
..................Content has been hidden....................
You can't read the all page of ebook, please click here login for view all page.