CHAPTER 36
Six Sigma and Project Management
Six Sigma is a data driven, project-based, team driven, and customer-focused methodology for achieving breakthrough levels of performance in strategically important processes. Six Sigma is essentially a quality initiative, in the vein of total quality management (TQM), lean manufacturing, business process reengineering (BPR), statistical process control (SPC), and continuous improvement (CI). Many of these other process quality initiatives are focused largely on the ongoing management and control of processes; many of the actions taken for improvement tend to be relatively quick turnaround, “just-do-it” reactions to emergent signals from the process.
Six Sigma is the most successfully marketed quality initiative in recent years. It packages many of the tools and concepts from other approaches, including all the quality tools mentioned in the Project Management Institute’s Guide to the Project Management Body of Knowledge (PMBOK® Guide). The fact that it is project-based makes it of particular interest to the project management world. Six Sigma projects tend to be longer than those of other quality initiatives—four to six months is a commonly accepted standard.
The name Six Sigma originated as a goal for process improvement at Motorola in the late 1980s. While organizations’ perceptions of Six Sigma (and so their definitions and practices) vary, most Six Sigma approaches share some common features and concepts:
• The use of data analysis and a scientific approach to problem solving
• Project teams
• Similar project life cycles—DMAIC (Define/Measure/Analyze/Improve/Control) and DMADV (Define/Measure/Analyze/Design/Verify)
This chapter explores the history of the quality movement, the evolution of Six Sigma, and the synergy between Six Sigma (along with other initiatives and their tool sets) and project management.
THE QUALITY MOVEMENT
Seeds for Six Sigma were sown in the quality movement; while Henry Ford and Frederick Taylor were developing scientific methods for reducing work to measurable components, statisticians and physicists in industry were beginning to build statistics into a coherent set of methods for providing truly scientific measurements. The physicist Walter Shewhart was hired by Western Electric to work on the carbon microphone and to develop experimental techniques for measuring its properties. Shewhart was extremely interested in statistical methods, and he began to look for more ways to incorporate them into the manufacture of telephone components.
Shewhart realized that although there is variation in everything, there are limits to the day-to-day random variation observed in most processes, limits that could be derived statistically. In 1924, he produced the first process control chart, which set the limits of chance variability according to statistical guidelines. The chart was a brilliant innovation for management, because it indicated when management action could be taken and which types of action would be effective. These charts are now used across numerous industries from health care to hospitality, from auto making to chip making, tracking everything from laser welder performance characteristics to oxygen uptake in asthma patients, from customer satisfaction scores to quarterly results.
Figure 36-1 depicts a modern control chart. It is a fairly simple tool: a time-series plot of the measure of interest, with centerlines (averages), and upper and lower control limits (UCLs and LCLs) calculated from the data. By looking both for points outside the control limits and for nonrandom patterns within the control limits, managers can separate the common cause variation (inherent in the producing system) from assignable cause variation arising from emergent factors. In effect, the control chart articulates the “voice of the process,” capturing the background noise in a way that makes it easy to discern signals when they happen.
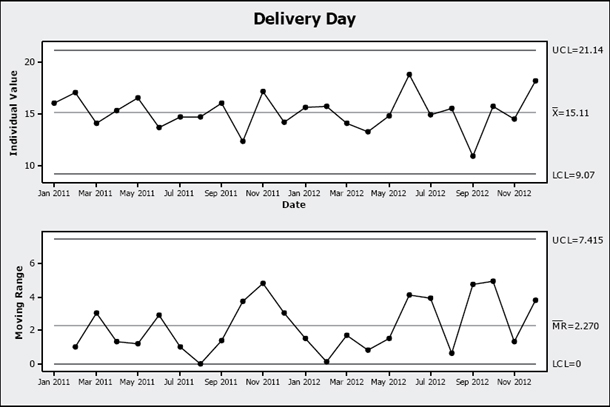
FIGURE 36-1. CONTROL CHART
The chart in Figure 36-1 is being used to track on-time performance, for a report that is due on the fifteenth business day of the month. On average, the process does not look too bad; the mean delivery day is “15.11,” which indicates very close to on-time performance. The lower chart shows that the mean month-to-month variation is about two-and-a-quarter days. The upper and lower control limits (imagine them in red) tell us that it would not be unusual to see a month where the report was delivered on the twenty-first day; neither would it be unusual to see a month where the report was delivered on the ninth day.
The other message of the control chart is that if we do want to improve the process—if we need the average higher or lower, and want to reduce the variation—we have to make fundamental changes to the process. The process, as it is, is delivering on dates between the ninth and the twenty-first, usually closer to the fifteenth than farther away. We can predict (within limits) when we will deliver. If we want different performance, we now know that we have to make some changes to the process to get it working better. This idea, that we can set limits for predicting the behavior of processes, was the foundation of the modern quality movement.
Imagine the benefit to a project manager of having this kind of knowledge. If you were managing construction projects and knew—within very predictable limits—the amount of time it took for a given crew to complete one hundred square feet of wall framing, and how much material that crew consumed for every one hundred square feet, and its labor cost, how much better might your scheduling and resource estimates be? How much would this type of knowledge enhance your risk analysis?
Another important aspect of this knowledge is that, once you know what the real world will give you, you can compare it to what you want. Customers usually have some specified level of performance that they desire. Suppose that in our report delivery process, the customer needed the report on the fifteenth day of the month, but experience might tell them that no one can always deliver it exactly on the fifteenth, so they compromise, setting specification limits. They specify that as long as the information is delivered no sooner than six days early, it won’t be obsolete by the time they include it in their report; if it’s delivered any more than six days late, they won’t have time to incorporate the information. Reviewing the control chart, and looking at the distribution of the control chart data compared to those specifications, we would see something like Figure 36-2. Statistically, it can be shown that an early or late delivery would be predictably rare events, considerably less than one in a hundred.
JAPANESE DEVELOPMENTS
After World War II, many of the quality initiatives of the 1930s and 1940s lost favor, as production lines were retooled for peacetime production, and civilian markets clamored for goods. In Japan, the story was different. With its industrial machinery devastated by the war, Japan was in the position of having to rebuild from the ground up. They were assisted by the United States; General Douglas MacArthur was tasked with helping rebuild the Japanese economy, as Secretary of State George Marshall was doing in Europe. Two of Shewhart’s protégés, W. Edwards Deming and Joseph Juran, were invited to lecture and consult as part of this effort. Their influence was profound; to this day, the most prestigious quality award in Japan is the Deming Prize. Many Japanese companies began using control charts and studying customer needs. In 1960, Genichi Taguchi published a paper that “[led] unavoidably to a new definition of World Class Quality—‘On Target with Minimum Variance.’”1
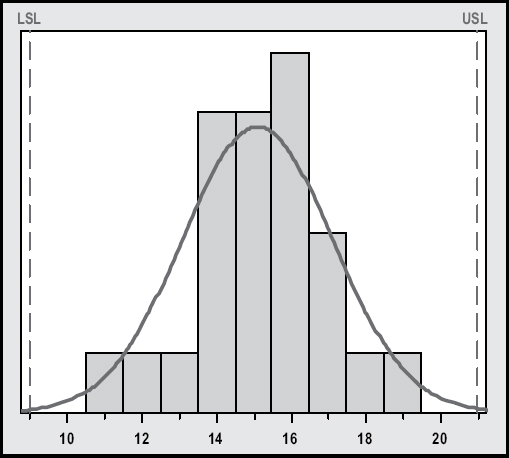
FIGURE 36-2. PERFORMANCE “WITHIN SPECIFICATIONS”
Taguchi’s loss function is depicted in Figure 36-3. The vertical lines represent the upper and lower specification limits (USL, LSL) set by the customer. The two distribution curves represent predictable output from processes in statistical control. The wider one (dashed line) has its mean output on target, and most of its output will be within the specification limits, meeting customer demand. The narrower (solid line) curve is also on target, but is using about half of the specified tolerance. Much more of the output is closer to the target. Taguchi’s assertion was that there is some loss (here represented as a quadratic, U-shaped function), which is very low near the target, but its magnitude accelerates as the output moves toward the specification limits.
“WHAT IS A SIGMA AND WHY DO I NEED SIX OF THEM?”2
The term Six Sigma derives from Shewhart’s theories as well as from the loss function developed by Taguchi. Prior to the late 1970s, manufacturers had been striving to build “to spec,” to have every part built within the specified tolerances, to have every delivery on time, to have no more than some certain number of defects in anything. Taguchi showed that it was not enough to build to spec, because variation within the specifications is costly. Take our delivery example; if one vendor could deliver many more of the reports exactly on the fifteenth, and was never more than three days early or late, you would have the narrower curve case on Figure 36-3.
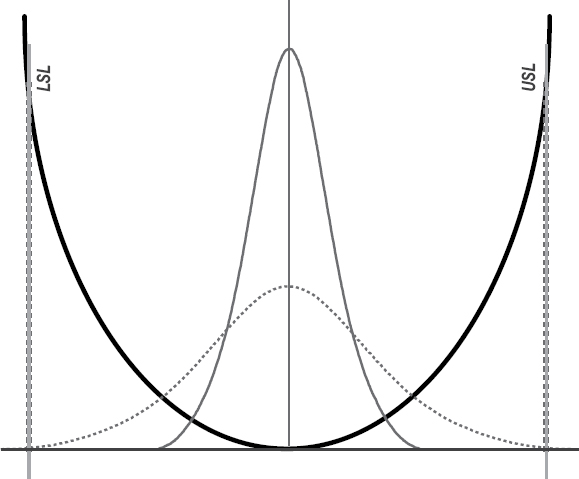
FIGURE 36-3. TAGUCHI LOSS FUNCTION
This is where statistical terminology comes into play. In the histogram on Figure 36-2, the predictable process mean is centered between the specification limits, and there is a statistical distance of three standard deviations (three sigma) from the mean to the specification limits. Theoretically, 99.73 percent of all the reports would be delivered within the six-day limit, or about 2,700 per million. If you cut that variation in half (to create the taller curve in Figure 36-3), there would be a statistical distance of six sigma from the process center to either specification. About 70 percent would be delivered within one day of the fifteenth, 99.73 percent would be delivered within three days of the fifteenth, and only about two reports per billion would be delivered outside of the six-day specification.
Motorola, embarking on a long-term initiative to improve its quality, ended up using this “six sigma” capability as its goal for quality improvement. Because of the shifts in its production processes, Motorola equated six-sigma performance with what it considered to be a more realistic 3.4 parts per million defective rather than the theoretical maximum of two parts per billion. Motorola put together a phase-gated project life cycle called MAIC (measure, analyze, improve, control), and assembled a set of quality tools to use in each phase. Jack Welch of General Electric and Larry Bossidy of Allied Signal adopted the Six Sigma approach and popularized it in the business literature. As a result, the Six Sigma approach became a very marketable approach to continuous improvement. General Electric, Allied Signal and others added “D” (define) to the beginning of the life cycle acronym (becoming DMAIC), for requirements setting and chartering.
Figure 36-4 depicts some of the activities and deliverables at each phase of the DMAIC life cycle. In the define phase, the Black Belt, team and Champion (or Sponsor) build a business case for the project, identify the process scope and define a progress measure, and baseline the data for the progress measure. They agree on a goal and articulate an objective. These become the basis for a project charter. In the measure phase, the team develops and analyzes a detailed process map (flow chart). The Black Belt stratifies the baseline data to look for areas of interest. In the analyze phase, root cause analysis, hypothesis testing, and model building help identify the leverage points that will create the desired change in performance. In the improve phase, the team generates solutions and sets up experiments (pilots) to test them. The team studies the results of the pilot, and puts together a rollout plan to implement the total solution, full-scale. Finally, in the control phase, control plans are put in place to monitor the new process, hold the gains, measure financial or other benefits, and watch for further improvement opportunities.
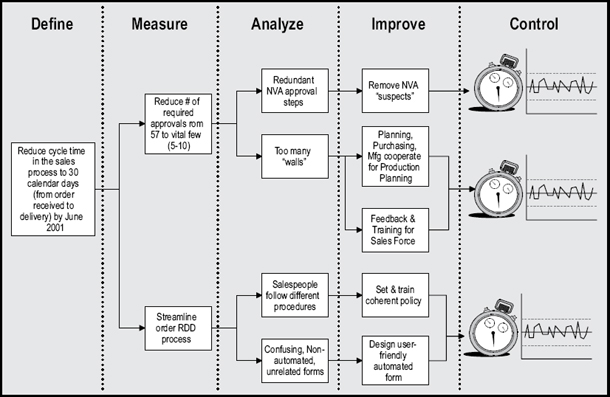
FIGURE 36-4. THE DMIAC FLOW
SIX SIGMA AND PROJECT MANAGEMENT
What can project management bring to Six Sigma? What can Six Sigma (and other quality initiatives) bring to project management? While there are some differences in the bodies of knowledge, each discipline brings knowledge, skills, abilities, and a number of tools to the table, and elements of each discipline enhance the other.
A Quality Project Management Office
At the organizational level, any project-focused or matrix organization trying to implement a Six Sigma program would be very well served by integrating Six Sigma projects into its existing project management office (PMO). Six Sigma implementations often fail because the projects are scoped poorly, resources or data are not available, the solution is not implemented, or the projects are incorrectly assigned to Black Belts when the projects are a poor fit for DMAIC.3 A well-run PMO, with a strategic focus and leaders experienced in scoping and resources, would avoid some of these problems. It would also be beneficial from an organizational change perspective, because Six Sigma—instead of being another add-on or “flavor of the month”—would be seen as an addition to “the “way we do business.” Skilled portfolio managers in the PMO could ensure that the DMAIC and DMADV life cycles were used to best advantage on applicable projects.
At the same time, some of the process management, statistical rigor, and decision-making tools from the Six Sigma, SPC, and lean manufacturing approaches could help a PMO make more rational decisions regarding prioritization, resource allocation, logistics, and risk analysis. Understanding which aspects of certain projects are repeatable processes, and applying ongoing tracking and optimization, could greatly enhance a PMO’s accuracy in scheduling and budgeting, help avoid quality problems and reduce tendencies toward “gold plating.” Stochastic modeling is a very powerful tool for maximizing the potential end value of a portfolio, thus providing an excellent way to manage risks and benefits and building the optimum strategic prioritization scheme for any set of proposed projects.
As a project-based approach, it would seem intuitive that the project team leaders (Black Belts) would have—or would at least be required to learn—project management tools and skills. This is seldom the case in practice, though. Engineers, office managers, line workers, and others who get the training to become Six Sigma Black Belts usually have only Project Management Professional (PMP) certification by serendipity.
Capability Maturity Model/Project Management Maturity Model (PMMM) Improvement
For any organization trying to get beyond level 2 of the Capability Maturity Model (or any of the similar models measuring project management capability),4 the knowledge gained through a concerted effort at quality improvement is vital. Level 3 requires standardized, managed, and defined processes; many of the tools used in the define and measure phases are very useful for studying, streamlining, standardizing, and measuring processes. What this may require is that project managers understand that some aspects of what they do are repeatable processes that can be defined using these techniques.
A level 4 process is quantitatively managed and “controlled using statistical and other quantitative techniques. Quantitative objectives for quality and process performance are established and used as criteria in managing the process. Quality and process performance is understood in statistical terms and is managed throughout the life of the process.”5 Any project manager in an organization trying to achieve level 4 in project management would need to understand and use SPC techniques (control charts, capability studies—used throughout the DMAIC model), which provide the basis for this type of quantitative management. Root cause analysis, hypothesis testing, and other statistical tools from the measure and analyze phases provide tools for managing the process, keeping it in control, and improving it. In addition, the statistical knowledge required to use these approaches would greatly enhance the project manager’s understanding and skill in the area of risk analysis.
If your project management or PMO process is a key business driver and you want to take it to level 5, quality approaches become an absolute necessity. A level 5 process is:
an optimizing process . . . a quantitatively managed capability level 4 process that is improved based on an understanding of the common causes of variation inherent in the process. The focus of an optimizing process is on continually improving the range of process performance through both incremental and innovative improvements. . . . Reaching capability level 5 for a process area assumes that you have stabilized the selected subprocesses and that you want to reduce the common causes of variation in that process.6
Control charts are the only set of statistical tools for understanding common and special cause; SPC, lean manufacturing, and Six Sigma provide proven approaches for both incremental and breakthrough improvements.
Project Management Training
One would think that Six Sigma Black Belts—who usually receive four to six weeks’ training in team facilitation, process management and improvement tools, and statistical analysis—would also be trained as project managers. This is not always true, however. Project management skills are usually left to chance in Six Sigma. Although Black Belts are supposed to manage projects, getting project management training is considered an extra. Reasons given for this vary: reluctance to pay for more training, assumptions that project management is a skill that is easily learned on the job, assumptions that the Black Belt candidates were “already skilled project managers . . . that’s why we selected them”; these top the list of the reasons given to the author.
Black Belts would gain greatly from learning formal project management skills and tools, and adopting the rigors of project management discipline. Six Sigma projects are plagued with the triple constraints of outcome, schedule, and cost, just as every other project is. Every Black Belt should be able to work up a rough overall work breakdown structure (WBS) for each phase of a DMAIC project, and a detailed WBS for each phase at the beginning of that phase, even though the final deliverables for the project itself won’t be known until the improve phase. They should be able to lay out a Gantt chart and a Pert or CPM diagram, and use those tools to monitor progress toward completion. They have an excellent risk-management tool, failure mode effects analysis, which can easily be adapted for project risk management. Additionally, Black Belts need to understand that resources are not free; the ability to understand resource loading and allocation would go a long way toward managing costs associated with Six Sigma projects.
Likewise, project managers would be well served by taking some Six Sigma and lean manufacturing training. The analysis and problem-solving knowledge, skills, and abilities they would gain through a Black Belt course would greatly enhance their abilities to forecast, to plan, to deal with emergent problems quickly, and to analyze and mitigate risk.
DISCUSSION QUESTIONS
![]() For a project with which you are familiar, discuss how Six Sigma techniques might have been applied to achieve better outcomes.
For a project with which you are familiar, discuss how Six Sigma techniques might have been applied to achieve better outcomes.
![]() Comparing the Six Sigma tenets in this chapter to the PMBOK® Guide chapter on quality management, where are the overlaps? The disconnects?
Comparing the Six Sigma tenets in this chapter to the PMBOK® Guide chapter on quality management, where are the overlaps? The disconnects?
![]() Find a Six Sigma Black Belt within your organization and compare notes. How might synergies be achieved between Six Sigma and project management?
Find a Six Sigma Black Belt within your organization and compare notes. How might synergies be achieved between Six Sigma and project management?
REFERENCES
1 D.J. Wheeler and D.S. Chambers, Understanding Statistical Process Control, 2nd edition (Knoxville, TN: SPC Press, 1992).
2 B. Ragland, Presentation at Northern Trust Worldwide Operations and Technology Senior Management Meeting, 2004.
3 L.A. Johnson, “Falling short,” Six Sigma Forum Magazine 8, No. 3 (2009), pp. 19–22.
4 CMMI Product Team, CMMI for Services, Version 1.2 (Pittsburgh: Carnegie Mellon University, 2009).
5 Ibid., p. 24.
6 Ibid., pp. 24–25.