
CHAPTER 
Innovation: developing new products and services
 INTRODUCTION
INTRODUCTION
Case study
First Direct Bank, HSBC's UK call centre based banking arm, has been phenomenally successful in attracting customers away from high street banks to telephone banking. It provides customers with 24 hours a day, 365 days a year access to their accounts from wherever they may be. When a customer telephones, the operator asks a series of questions to verify customer identity. The first question – postcode – narrows down the customer's location. The operator only has to key the six or seven characters of the postcode into the computer to reduce the location to one of three houses in the UK. The postcode generates a menu of names, from which the operator selects the correct name. A final check is made by taking letters from a password. All this takes only a few seconds, and then the customer can transact his or her business. At the end of the call, the operator reads back a summary of the transactions so that the customer can check that every thing has been done correctly.
Although the First Direct system takes more customer contact time than automated systems, which rely either on voice recognition or data entered by customers using the telephone key-pad, this customer contact time is valuable to the company; the opportunity can be taken to explore other product needs that customers may have. First Direct customers are regularly asked about their needs for other financial products that the firm offers (credit cards, loans, mortgages etc.), and the ratings for customer satisfaction are rarely beaten (Consumers Association, 2000). As a result of this service design providing what customers want (access to their accounts at any time via the telephone and confidence in the transaction) and delivering it in the best way (short time to establish customer identification and giving confirmation of the transaction), the business has been a phenomenal success for HSBC. The investment in establishing this new bank was reported to have been repaid in 18 months, and it continues to generate significant profits for its owners.
Compared with other operations activities, innovation can often involve more interactions with other parties – as identified in the convergent model of operations in Chapter 1. These include working with customers, suppliers and other functions within the organization in the process of developing ‘good ideas’ into marketable products and services. Whilst innovation applies to process and products, the focus of this chapter is on the development of products. Innovation in processes will be discussed in Chapter 4 and throughout the rest of this book.
 Aims and objectives of this chapter
Aims and objectives of this chapter
This chapter will introduce the activities associated with new product development (NPD), including NPD practices that have been associated with competitive advantage, and their implications for all types of organizations (including those without direct competitors).
After reading this chapter you will be able to:
![]() Define NPD
Define NPD
![]() Explain how NPD contributes to organizational competitiveness
Explain how NPD contributes to organizational competitiveness
![]() Describe the activities associated with NPD
Describe the activities associated with NPD
![]() Identify what constitutes good design
Identify what constitutes good design
![]() Describe current best practice in NPD
Describe current best practice in NPD
![]() Identify the role of intellectual property as a source of ideas and a means of protection.
Identify the role of intellectual property as a source of ideas and a means of protection.
WHAT IS NPD?
All the goods that are around you, including the clothes you wear and this book, are the results of a development process. The services that we use are likewise the result of a development process. The process took a ‘good idea’ and converted it into the reality that we experience. It is a conversion process, like many others in operations, but the difference here is that there is a degree of novelty to the outcome of the process – hence the term ‘innovation’. To describe this further, we can classify the nature of this process as resulting in:
1 Products or services that are new to the world – i.e. they have never been offered previously by anyone
2 Products or services that are new to the firm – they are currently offered by others in the market
3 Revisions of existing products or services.
The first of these is termed invention, and occurs less frequently than the other two. Because of the high degree of novelty, the costs of development can be significant – in the pharmaceutical industry, for instance, developing new drugs costs hundreds of millions of £/Euros. The last of these, revisions of existing products or services, occurs regularly as firms attempt to extend the time within the life of the product during which it is generating considerable profit for the firm. This is usually during the maturity phase of the life cycle, as shown in Figure 3.1. All products have a life cycle, although the length of the phases differs widely. The shortest life cycle products are either fashionable or related to very fast-moving industries. For example, in the computer printer market it is not unusual for products to be on the market for less than a year. In the music business, when a new single or CD is launched its life in the charts may be very short. In other markets, life cycles may be very long. Consider the bank manager who, when discussing current accounts, stated that: ‘The life cycle of these products is many hundreds of years. They do what we have always done – help people by offering savings and borrowing facilities’. Whilst this is certainly true for the underlying products, the method of delivery is changing significantly – as shown by the emergence and popularity of Internet-based accounts.
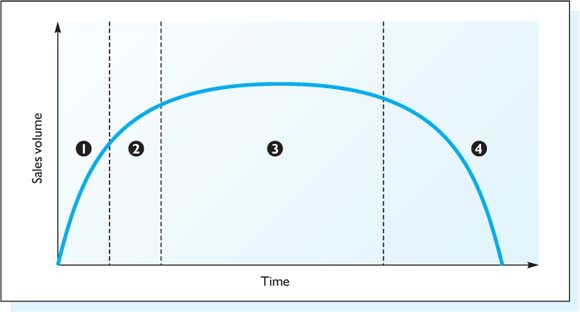
Figure 3.1 The product life cycle.
Figure 3.1 shows four parts to the life-cycle:
1 Introduction – the product is introduced to a new market. The customers are those who want to be the first to try the new innovation, and so require that the product meets their needs very closely. They are also likely to be enthusiasts and to want rapid introduction of further new products.
2 Growth – the volume of sales increases as more customers are attracted to the product. Whilst sales volume increases, the nature of the customer changes as the novelty is no longer sufficient to sell the product. Other attributes, including quality and price, become more important.
3 Maturity – the product reaches a level of stability in terms of volumes. This is often where products must really ‘earn their keep’, to repay the significant investment in their development and to fund the next generation of product development.
4 Decline – the product is coming towards the end of its life, and this process needs to be managed. There is significant potential for the extraction of further profit from the product, and many have achieved this. Volkswagen shipped the production line for the original Beetle to Mexico to take advantage of local markets and favourable labour rates.
Innovation of the product therefore takes place throughout its life cycle – prior to introduction, in the introduction phase (changes to find the major markets) and during maturity (to arrest the onset of the decline phase).
NPD is a transformation process, like many others in operations management. Information is transformed by the process, and the basic flow of information is as shown in Figure 3.2.
Figure 3.2 shows a market-led approach to product design (see later discussion for other variants on this process) and the challenges that this poses, particularly with all the ‘interpreting’ that is present in the process. Customers are asked about their needs/wants through, for example, focus groups. These are traditionally run by the marketing function, who present the results in the form of an outline specification for the new product. Designers are then required to start to put some form to this and produce a detailed operational specification. This is then interpreted into the delivered product or service. Given all these stages of interpretation, it is possibly surprising that firms produce anything even vaguely resembling the products that the customers originally wanted. A key challenge for NPD managers is therefore to ensure that the ‘voice of the customer’ is kept consistent throughout the process. The task is to integrate the different steps and, by doing so, enhance the speed of innovation of the new product or service.
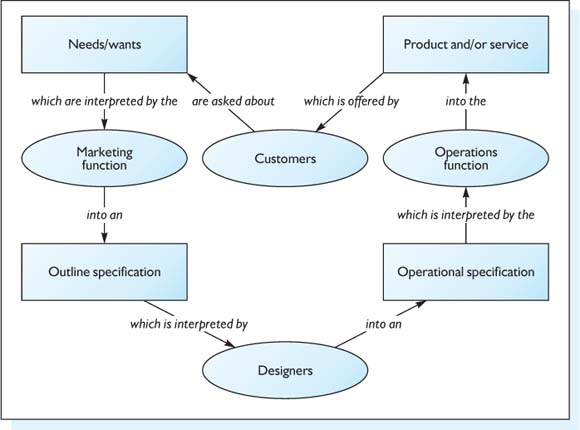
Figure 3.2 The flow of information in NPD.
WHY NPD IS IMPORTANT
NPD is critically important for an organization. The urgency for ongoing innovation is discussed by Lancaster and Massingham (1993, p. 128):
Today, most organizations must either innovate or go out of business. Clearly, then, innovation and the new product development which such innovation gives rise to is not just desirable but is essential to long-term market and competitive success.
Davidson (1987, p. 185) puts this more bluntly:
The most important principle of product development, beside which all others pale, is that no other corporate activity matters more. Consumers buy product benefits, not advertising and promotions, and the surest, and sometimes the easiest, route to corporate growth is through product superiority.
The strategic importance of new product development is described by Wheelwright and Clark (1992, p. 1):
Firms that get to market faster and more efficiently with products that are well matched to the needs and expectations of target customers create significant competitive leverage. Firms [that do not] . . . are destined to see their market position erode and financial performance falter.
NPD provides one of operations management's most vital contributions to organizational competitiveness. Reinventing what the organization does, including developing new products, contributes to flexibility.
Another reason for the importance of the process is that during development many of the choices that are made determine the eventual competitiveness of a product. Eighty per cent or more of a product's costs, for example, are set at the design stage, and once designs are accepted it can be difficult to reduce product costs without major redesign.
Furthermore, the new product must meet the standard that customers expect, yet provide an improvement over both previous versions and competitors’ products. Operations and operations managers have a crucial role to play in determining whether the products provide a competitive advantage, or whether investment in NPD is repaid slowly or wasted altogether. However, financial performance is only one of the categories of key measures for NPD success (see Table 3.1), along with customer acceptance, product-level, and firm-level measures. Whilst these measures are highly interdependent (e.g. launching on time will certainly affect the ability of the organization to meet revenue goals), these categories illustrate the range of issues associated with NPD.
The measures in Table 3.1 provide long-term metrics for the process and its outcomes. In the past, operations managers were mainly concerned with product-level measures – the only ones that they could directly control. As their roles have changed, their influence in the other categories has increased and managing NPD has become more complex. Operations managers must still ensure that key product measures are achieved, but also contribute to performance in each of the other categories. It requires considerable skill and ability to bring the right parties together and to make this process happen.
Table 3.1 Success measures for NPD (Griffin and Page, 1993)
Customer acceptance measures |
Product-level measures |
Customer acceptance |
Development cost |
Customer satisfaction |
Launched on time |
Met revenue goals |
Product performance level |
Revenue growth |
Met quality guidelines |
Met market share goals |
Speed to market |
Financial performance |
Firm-level measures |
Break-even time |
Percentage of sales by new products |
Attain margin goals |
|
Attain profitability goals |
|
Internal Rate of Return (IRR )/Return on Investment (ROI) |
|
The metrics that are important to organizations are highly dependent on their environment. One that has attracted much attention from many parts of management and is crucial to many organizations is that of time-to-market.
Time-to-market
Time-to-market is the length of time between when an organization first decides to develop a new product and when the product becomes commercially available. It is a key objective in many markets, but particularly in those that are hypercompetitive. There are three aspects of this – speed, the dependability/timeliness of the introduction, and the need for not just one but a stream of new products to be available.
The first of these is the advantage that can be gained from fast development. For example, the emergence of a new technology may require a firm to respond rapidly, such as when Intel releases a new computer chip. Computer manufacturers must incorporate the new chip into their products as quickly as possible. In such cases time to market is critical, as it will yield first-mover advantage. In the UK, Direct Line launched their telephone insurance brokerage first and secured significant market share before the existing brokers (mainly high street-based) could respond. Similarly, Amazon.com have gained a customer base in the UK ten times that of their closest competitor (2 million customers versus 200 000) through early entry into online bookselling. Time-to-market is especially critical in delivering services online. Motorola clearly demonstrated the importance of speed as a competitive advantage when it produced its pocket-sized cellular phone in 1989. By the time other competitors had entered, in 1991, Motorola had sold over $1 billion worth of phones. As Clive Mather, chief executive of Shell Services International (the energy group's information technology business) puts it, ‘Put simply, speed wins’.
The second is the ability of a firm to deliver a new product on time. Products are usually ‘sold-in’ to a market in advance of their actual release, which creates an expectation amongst potential customers. It also causes the demand for existing products that will be made obsolete by the new one to fall considerably. The financial consequences of such timeliness are serious. In the computer printer market, McKinsey and Company (1989) calculated that a printer brought to market 6 months late but within the targeted development costs will lose the organization 33 per cent of the potential profit for that product; bringing the product to market on time but 30 per cent over budget will cut profits by only 2.3 per cent.
The last of these aspects is that a firm is unlikely to be able to survive on one product, but instead requires a stream of new products. Reducing the time between new product introductions, as well as the time to develop each new product, is another important competitive objective. Research in the automotive sector shows that Japanese automotive producers have been replacing models every 4 years, whilst their Western rivals were only attaining 5–8-year cycles. Andersen Consulting (1992) showed that the best firms in the automotive industry had launched 44 per cent of their products within the past year, whilst American and European producers achieved only 17 per cent. A surge in demand for Japanese cars was associated with the availability of these new models, as well as a corresponding reduction in the demand for American and European vehicles.
Reducing the time to develop new products, bringing them to market in-line with expectations and reducing the time between new products are important competitive objectives. Later in this chapter we will discuss some practices that organizations use to speed up their NPD processes.
The failure factor in new product innovation
There are many reasons why new product innovations fail. Kay (1993) suggests that there are three main problems in innovation:
1 The process itself is costly and uncertain – a technically successful innovation might not be profitable
2 The process is hard to manage – innovating firms require special skills
3 Rewards of success are hard to appropriate – innovations can be copied and bettered by competitors.
Failure sometimes occurs because there has been a gap between design and operations when a new product is launched. We will look at how these problems can be avoided later in the chapter. Failing with innovations can have dire consequences. For example, Kay (1993, p. 101) mentions how EMI declined in televisions, computers and radiology scanner technology. This was in spite of the fact that:
EMI was one of the most effectively innovative companies there has ever been. It was a pioneer in television, a leader in computers, its music business was at the centre of a revolution in popular culture, and its scanner technology transformed radiology. Today only its music business survives.
The failure rate of new products is enormous. Reasons for failure include:
![]() Launching a new product which, although innovative, is replaced by another entrant's product that then becomes the ‘standard’. The VHS became the standard over RCA's play-only videodisc and the Beta format in video. Once the standard had been established, this then allowed Matsushita (responsible for establishing the VHS standard) to fend off the threat of another type of video format, the 8-mm alternative.
Launching a new product which, although innovative, is replaced by another entrant's product that then becomes the ‘standard’. The VHS became the standard over RCA's play-only videodisc and the Beta format in video. Once the standard had been established, this then allowed Matsushita (responsible for establishing the VHS standard) to fend off the threat of another type of video format, the 8-mm alternative.
![]() Failure to develop from the ‘laboratory’ to manufacture. Ampex's attempts at the video recorder, where the manufacture of the tape-head made product quality difficult to control, is such a case. The transfer from ‘one-off’ laboratory conditions to volume manufacture is a massive challenge, and without it successful innovation will not take place. Failing to make this transfer from prototype to volume manufacture has cost some companies dearly (Derouzos et al., 1989, p. 73):
Failure to develop from the ‘laboratory’ to manufacture. Ampex's attempts at the video recorder, where the manufacture of the tape-head made product quality difficult to control, is such a case. The transfer from ‘one-off’ laboratory conditions to volume manufacture is a massive challenge, and without it successful innovation will not take place. Failing to make this transfer from prototype to volume manufacture has cost some companies dearly (Derouzos et al., 1989, p. 73):
The expensive and complex recording machinery developed by Ampex and other American manufacturers had to be converted into a practical consumer product. The Japanese efforts were characterized by close coordination of design and manufacturing and an intense and sustained effort to develop simplified designs for both the product and the process. In contrast, the three U.S. efforts to develop a consumer VCR ran into serious manufacturing problems, which were never overcome.
THE NPD PROCESS
There are many ways of describing the NPD process, in terms of where it starts, the drivers for the process and the nature of the outcome. Table 3.2 shows the basis of the major variants of the development process.
Market pull is the traditional view of how organizations serve their markets, and was shown in Figure 3.2. In this approach the organization searches for ways to provide customer or potential customer needs. This is the basis of what is termed the generic process of NPD. As we saw in Chapter 1, this was the basis that Henry Ford initially worked from when he identified the market opportunity for a cheap automobile. He then provided the technology in terms of product and process to meet this need.
Table 3.2 Variants of generic development processes (source: Ulrich and Eppinger, 1999)
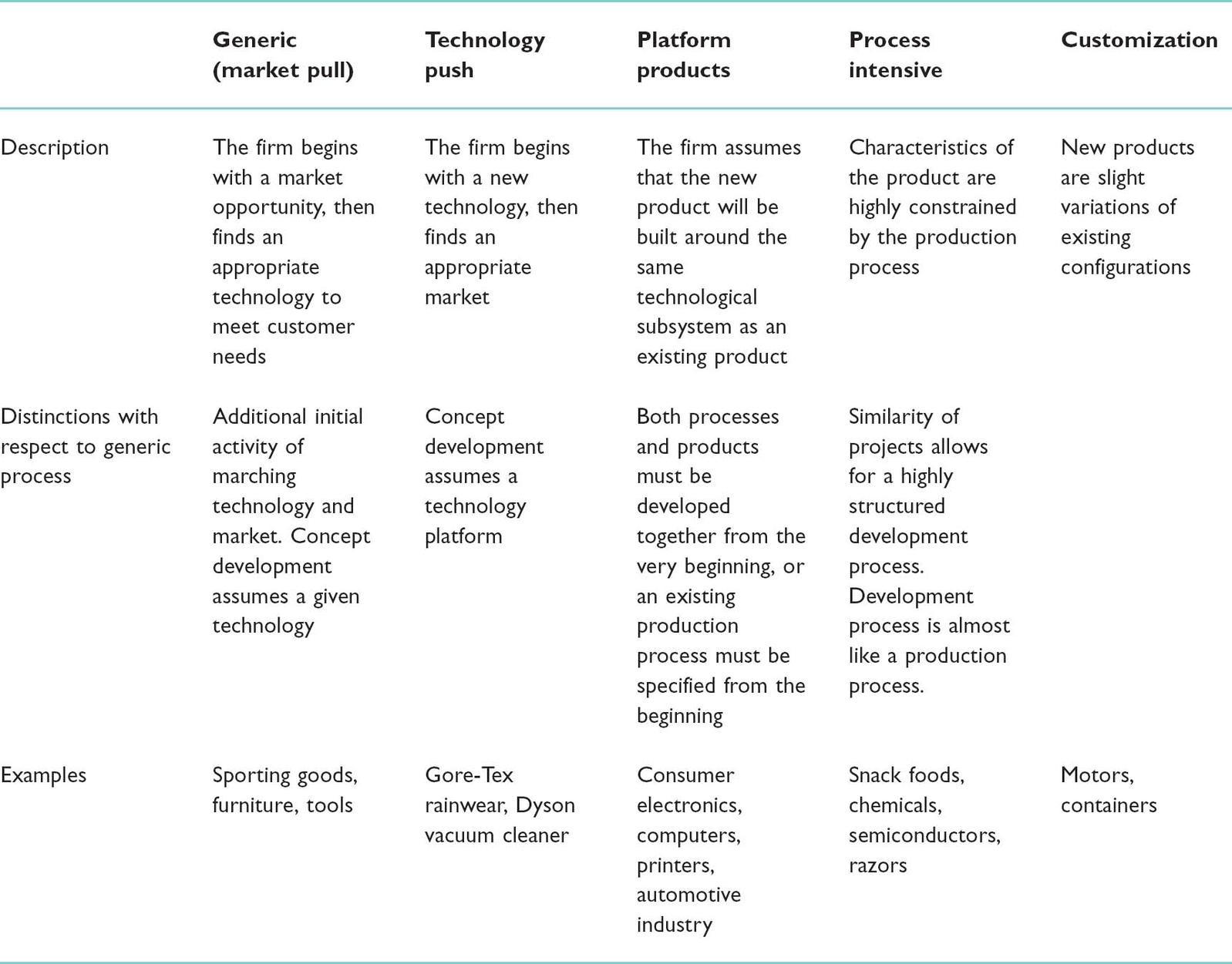
Technology push differs from the market-led approach. Technology push is where the firm has a technology that it is trying to place into an appropriate market. The technology may have emerged from internal R&D as a new idea, or may have existed for some time. Technology push and market pull both play a key role and the success of each is dependent upon an integrated approach, as Twiss (1990, p. 9) suggests:
. . . both technology push and market pull have an important part to play in successful innovation . . . this can only be achieved by a close relationship between the technologist and the marketer.
Platform products are based around a central product technology. In the case of Swatch watches, the central product technology is the movement. Swatch invested heavily in setting up the process to make these. The extensive variety of products for which Swatch became famous was added through the lower cost and lower complexity parts of the product – the case, face and hands. Most of the global automotive players use platforms for their vehicles – VAG use the same platform for the Audi A4, VW Passat and Skoda Octavia. This allowed the significant investment necessary to generate such a platform to be spread across three ranges of vehicles.
Process intensive developments occur where there is significant investment in process technology required. Gillette invested $1 billion in the production system for their Mach 3 product. It requires the delivery process to be designed at the same time as the product, as occurs in service delivery systems. Other process-based industries, such as chemicals (see Chapter 4), have similar constraints to their developments.
Customization is where an existing product can be modified and tailored to particular applications. Land Rover has the capability to customize a vehicle, through a special developments unit, to your exact specification. Many other firms leave this work to third-party specialists.
Regardless of the type of the process, the basic model is the same in most cases although the emphasis on different parts of the process will be different. Figure 3.3 shows how products move from concept through to delivery. At each stage of the process there is a filter to remove ideas that do not satisfy one or more criteria. These criteria may be financial (the product may not result in a positive cash flow), strategic (the product may not fit with current strategy), or operational (the product cannot be made or delivered). Most models of the NPD process use the ‘boxes and arrows’ approach to show the stages of the NPD process, which suggests that one stage logically succeeds another and that the information flow is one-way. Such diagrams rarely represent the complexity of NPD, which is better represented by a series of loops around which developers must go. These are caused by inevitable problems along the way, which mean that work has to be referred back to a previous stage. For instance, parts of a design may be too complex to be delivered, and this may not be discovered until the organization starts training people to deliver it. This will require a review of the design. Hence the curved arrows indicate that there are likely to be reviews, and indeed several attempts at each stage, before the process can continue. In the rest of this section, we will look at each of these stages in more detail.
Operations managers often find that managing NPD creates considerable conflict between the need to control the NPD process and allowing those creating to have the necessary ‘space’ for them to be creative. How this is ‘managed’ in practice will be discussed below.
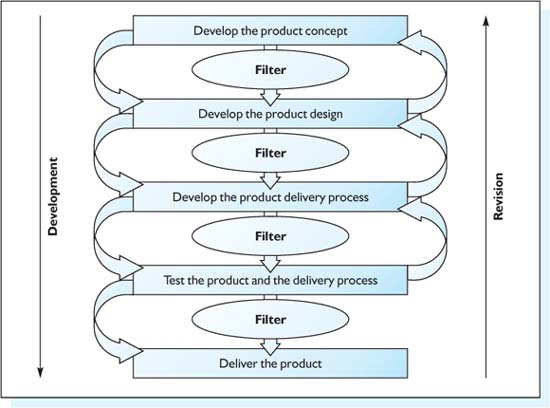
Figure 3.3 A generic model of the NPD process.
Developing the product concept
Developing the product concept is the first stage in the process. The product concept contains the basic outline of what the product or service is going to be and how it is going to be delivered.
New products and services concepts arise in many different ways and from a number of sources, including:
![]() Customers – many organizations have found it invaluable to harness the power of customer suggestions, customers being the people who are best placed to suggest what they want from the products and services that they use. Most usually, this is through the intervention of the marketing function within an organization.
Customers – many organizations have found it invaluable to harness the power of customer suggestions, customers being the people who are best placed to suggest what they want from the products and services that they use. Most usually, this is through the intervention of the marketing function within an organization.
![]() Internal Research and Development (R&D) departments – these used to be a feature of most large firms, but increasingly this function is being outsourced to specialist development firms
Internal Research and Development (R&D) departments – these used to be a feature of most large firms, but increasingly this function is being outsourced to specialist development firms
![]() Staff – a great source for ideas from the people who often know the products and processes better than anyone
Staff – a great source for ideas from the people who often know the products and processes better than anyone
![]() Suppliers – through a close relationship with suppliers, who may have new technologies that need a product or product range to go into
Suppliers – through a close relationship with suppliers, who may have new technologies that need a product or product range to go into
![]() Competitors – either through analysis of their current offerings or the need to follow new products.
Competitors – either through analysis of their current offerings or the need to follow new products.
Other sources of ideas include the Patent Office (see section on Intellectual Property) and old products, which may have contained a feature that has since gone out of common usage but would provide a differentiator today. Many new product ideas emerge from off-the-wall people or groups, or at least what might be considered ‘non-conventional’ sources. Indeed, breaking with convention lets people create the necessary differentiation between existing and new products. Firms such as Disney Corp. and Orange (the mobile communications company) hire people to blue-sky new project ideas – so called because they spend time gazing into the sky, waiting for a blinding flash of inspiration about what the next Lion King or communications device will be! These are not marginal roles in either firm. In Orange, the blue-sky department is located next to the main board offices.
The type of process for idea creation should depend on what the organization is trying to achieve. Many firms, particularly those that operate in niche markets, are happy to evolve their products and services continuously. Indeed, many larger firms prefer this gentle evolution to a more radical approach – often referred to as discontinuous, because it is not based on any previous experience of the firm. However, at the outset of the process the objective is to create as many new ideas as possible, both for radical and evolutionary innovation. Traditional work environments rarely provide the degree of inspiration for such creativity. Many organizations, including Disney and Orange, have seen it necessary to create apparent chaos by stripping away many of the constraints to creative work, and have targeted the working environment as one of these constraints. Creativity has become a key attribute for many modern businesses.
In addition to the outcome of apparent chaos, new products may be developed as a result of basic research – fundamental research into the nature of science (such as bio-tech companies striving to provide a complete mapping of the human genome). Basic research is expensive, highly risky (there is no guarantee of a successful outcome) and pre-competitive – i.e. there will be several stages and a considerable time-lag between this work and a commercial product. Such work is often funded by governments, as it would not be immediately attractive to commercial organizations.
Many books on NPD show the process as a funnel where ideas are filtered. This is rarely a good model of the concept development stage. Far from narrowing down the possibilities, the whole objective is to create as many strong ideas as possible. The most innovative firms only filter these once serious levels of investment in time or money are required. But what happens to those ideas that are filtered out and therefore will not be developed by the firm? Some should, quite rightly, be discarded. Others may have considerable potential, but just not at this time or by this firm. The sale of such ideas for others to develop is a major source of revenue for companies such as 3M Corporation. Other ideas may be recycled for further development or combination with other new ideas. If the idea looks promising, some firms will now provide the start-up capital for the employees responsible for the idea to go and start a business with that idea. In this way, the impact of the idea on the existing business is limited, but it might just result in a great new business that the organization can benefit from. This new model of the process is shown in Figure 3.4.
This process often appears very mechanistic, as though the creativity will just happen within organizations. More often that not, this creativity is the result of an individual and the product of what is often termed creative frustration. In the UK, James Dyson created an innovation in vacuum cleaners applying dual-cyclone technology to the vacuum cleaners. This technology eliminates the need for the more traditional bag, which rapidly becomes clogged and loses efficiency. Dyson's insights were based on the systems being used in paint spray booths to remove any solid particles of paint before the air was vented to the environment. Spinning air containing particles in a container at high speed causes the particles to get thrown to the outside of the container, where they fall out of the air stream and into a collection vessel. Dyson's frustration with the inefficiencies of his normal vacuum cleaner led him to apply the technique to removing dust particles. In trying to perfect the method for domestic use, he constructed and tested over 600 prototypes before he launched his DC01 in 1992. (The story of this innovation and others with which he had been involved is told in his autobiography, Against the Odds.) This illustrates very clearly the role of such frustrations in starting the process.
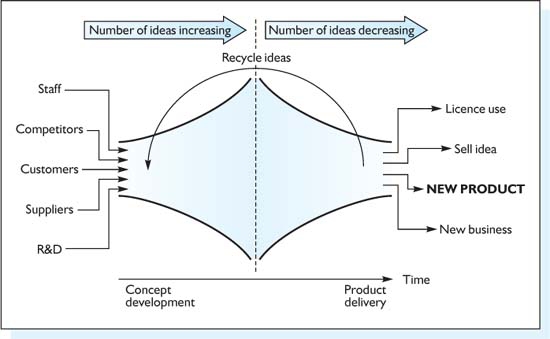
Figure 3.4 Concept input and output.
However, the process of generating new ideas is futile if the people who generate them have no stake in the outcome, or if they are not supported in developing their ideas. 3M's original product range involved applying thin films of adhesive to paper to make products such as abrasive papers and adhesive tapes. You probably know 3M better through their most famous development in recent times, the Post-It note – a small piece of paper with a thin film of adhesive at one edge, which will attach to most surfaces and can be easily removed afterwards. Corporate folklore has it that the adhesive had been developed for another purpose and rejected for its lack of permanent adhesion. An employee who sang in a church choir used the glue to attach a piece of paper to mark the pages in his hymnbook. Since these pages were thin and easily damaged, a non-permanent glue was perfect. Those who saw his idea liked it, and asked him to make some for them. The rest, as they say, is history. The glue that failed generated 3M Corporation $1.2 billion in annual revenues in the late 1990s, and this revenue came about because the organization was prepared to give the person the time to develop the product to a point where it could be taken on into full-scale commercialization.
Develop the product design
Once the product concept has been developed it needs to be turned into a detailed design for the product or service so that it can move one step closer to becoming a reality. Design determines customer acceptance levels in particular, but also affects overall deliverability of products and services.
A key issue here is that of good design. We need to identify what constitutes a good design to begin to structure the operational requirements for NPD.
For operations managers, designing the service product with the customer in mind is of fundamental importance. In service design, well-designed products meet two often conflicting needs; the first is customer needs, the second is the need practically (and economically) to be able to deliver the service. The First Direct system would not work unless operators could quickly identify and verify customers using computer and communications technology, otherwise the costs would be prohibitive.
Designers face a similar challenge in designing tangible products. The Sydney Opera House, one of the most recognizable buildings in the world, was designed by Jørn Utzon. Utzon's design for the exterior was based on two overturned boat hulls – his father was a yacht designer – and required innovative engineering solutions. Amongst other problems, his design suffered from escalating costs as it was being built, and in order to trim the costs Utzon's design for the interior of the opera house was discarded in favour of a less expensive design, which has been compared with a 1960s bingo hall.
Product design therefore has an additional element: the elegance of the design solution. For some customers such elegance forms part of their perception of quality. Elegance may influence the decision to purchase. For example, the elegance of Apple Computer's PCs, with innovative, exciting colours, helped to transform the company at the end of the 1990s. This element adds the human or creative element to the design process, but it also creates a further set of potential conflicts to be resolved. Caroll (1993, p. 147) describes what happened at Compaq:
[Compaq] turned everybody loose on the problem at once. The process was as messy as a dog fight, but it cut months out of the time it took to get a product on the market.
Clearly the interpretation of the end result for a customer is a highly personal issue and one that, like quality, it is challenging to analyse. Figure 3.5 summarizes the discussion.
The first element to be incorporated into the design is that of customer needs and preferences. This should consider how products perform in use, and the different ways that people can use them. For Quicken, writers of the leading personal financial management software, a key element in the popularity of the software is its robustness. Customers do not always read the instructions before using the product, and yet the product must still work or face incurring dissatisfaction. Many people feel that designers do not pay sufficient attention to their needs – for example, who in the world designed television remote controls with so many buttons?
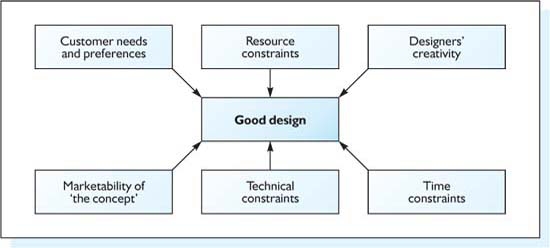
Figure 3.5 How design relates to customers.
Resource constraints require that a design is deliverable, often with only minor changes to the existing operational resources of the organization. For example, whilst basic banking services have not changed much over time, the technologies available to deliver these services have changed significantly. NPD involves matching the needs of the product to the capabilities of the technology. Banks are totally reliant on their IT systems for their service provision, and so will be constrained by what can be delivered by the IT providers. In addition, there will only be limited resources available to the firm.
The need for creative design to maximize the differentiation of the product or service offering is a consideration in the marketability of the concept. Marketers have learned to promote elements that go beyond the mere functionality of products. An old marketing adage is ‘Sell the sizzle, not the steak’. Cars, for example, have associated images that confer on their owners safety, sportiness, sophistication, individuality or fun. This will need to be developed alongside the product, and will be a major determinant of the success or otherwise of the product.
Technical constraints refer to a specific set of issues concerning tangible products in particular. Product designers are prone to over-promising the possibilities of their technology, and then can't deliver the promises within the required timescales. The designer therefore needs to incorporate technology that is sufficiently leading edge to provide a credible competitive advantage, yet which contains sufficiently well-proven technology to make the development achievable within the time constraints.
This leads to the last element – time. If more development time were available, many more innovations would be possible. Since firms need to earn profits, developers have to provide the best possible solution within a limited amount of time. This is particularly challenging where several technologies must be integrated for the product to function. For instance, a washing machine has mechanical components (e.g. the drum assembly), electrical components (e.g. the motor that spins the drum) and electronic components (e.g. the control circuitry that runs the machine). All of these must work together for the product to operate successfully.
Testing and delivery
Once the design has been developed, the next stage is testing, followed by developing the product delivery process (which will be discussed in Chapter 4). Testing takes a number of forms. At this stage, if not earlier, it is normal for a model of the proposed product or service encounter to be produced. This may be a physical model or prototype, or one based on a computer simulation. Further discussion of the technology of rapid prototyping is included later in this chapter.
BEST-PRACTICE IN NPD
The nature of best practice in NPD processes has changed. Current best practice requires individual contributors to the process to work together in a far more integrated manner than they have in the past. The most advanced processes today have a number of characteristics. Karlsson and Åhlström (1996) consider a package of measures which they label as ‘Lean NPD’. These include:
![]() Supplier involvement
Supplier involvement
![]() Heavyweight cross-functional teams
Heavyweight cross-functional teams
![]() Concurrent engineering
Concurrent engineering
![]() Process integration
Process integration
![]() Strategic management of development projects.
Strategic management of development projects.
The firms that initially developed and implemented these measures had taken many years to do so, and firms imitating their practices were trying to achieve parity in a much shorter space of time. Omitted from this list is the role that technology can play in the development process. Operationally, this has had enormous implications for operations managers concerning the way in which processes are organized and resourced.
 Supplier involvement
Supplier involvement
Supplier involvement in NPD has gradually increased in many industries in recent times. Previously, suppliers were kept at arm's length. Integration of suppliers in NPD has been through customer organizations knowing better the capabilities of their suppliers so that they can more readily use these capabilities. This has often been extended to suppliers providing solutions (greater parts of the finished product) rather than simply components. For VW's bus production in Brazil, this has resulted in suppliers being responsible for designing and installing systems (engines, drive-trains, braking), whereas previously this would have been done by VW engineers. Such supplier involvement has been rewarded in many cases by guaranteed purchase contracts, though with full access granted to the customer to see the accounts (through open-book arrangements) to ensure that only agreed levels of profits are being made.
Heavyweight cross-functional teams
A major operational issue concerns the structure of the organization that is created for NPD. Whilst many operations activities are functional (under the direct control of the operations manager), NPD involves many other parts of the organization (particularly marketing, R&D and finance), and often people and resources outside the organization (particularly suppliers and customers). A success story using this approach was in the development of the Ford Taurus, which replaced the Honda Accord as the biggest selling car in the USA in 1992. Ford used Team Taurus to bring together representatives from design, engineering, manufacturing, sales, marketing and service and suppliers in the earliest stages of the car's design to bring about this success.
Heavyweight cross-functional teams are drawn from many functions within the organization, but arranged so that the NPD manager has direct authority over them, over and above that of their own functional managers. In effect, for the duration of that NPD project, those people are transferred to the NPD team full-time. The role of the NPD manager can change in this instance from one of coordination to one of having full control over the team. Sobek et al. (1998) present a different view of how innovative firms (in this case Toyota) structure their NPD teams. The main power rests with functional areas – in Toyota's case, this is broken down by systems for a vehicle – electrical, braking, styling, drive-trains etc. Each NPD project has a product champion, usually someone who has many years service with the firm, who is made responsible for integrating the technologies necessary to produce the vehicle. This allows each of the functions to retain their specialization and apply knowledge across projects. Staff are also regularly rotated between functions to increase their networks of contacts as well as areas of interest.
Concurrent engineering
The role of operations in functions was discussed in Chapter 1, and the point made that customers buy the output of processes, not of functions. Consistent with this process-based view is the move from scheduling activities sequentially in the process to run in parallel wherever possible. This not only saves time over the traditional sequential approach, but also reduces the number of iterations that designs have to go through. It is more aptly termed concurrent new product development (CNPD), as it involves far more of the development stream than simply the engineering of the product. Concurrency involves the issues both of scheduling (process organization) and information transfer. The information transfer involves a forcing of early communications between the different parties in the NPD ‘value-stream’, as shown in Figure 3.6.
What does concurrent engineering imply for operations?
First, concurrent innovation processes require people from different functions to communicate – previously they could concentrate on their part of the process in isolation from the rest of the process – as demonstrated by Figure 3.2. Second, the overlapping reduces the size of the cycles of iteration – issues can be discussed and downstream problems prevented. Finally, the timescale of the project is shortened, reducing time-to-market, which is a key objective for many firms.
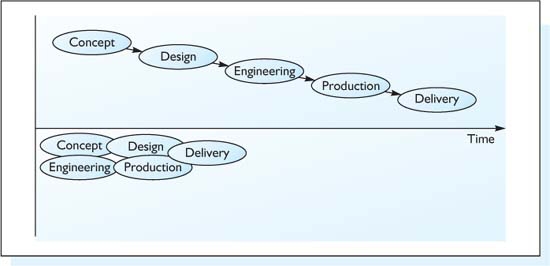
Figure 3.6 A comparison of traditional and concurrent engineering.
The direct benefits of concurrent methods of working have included (in ranked order) improved matching of product with customer needs, reductions in time-to-market, improvements in product quality and lower product costs. The improvements in product cost and quality come through the greater involvement of manufacturing personnel earlier in the design cycle, to provide their input before designs become completely committed. Sobek et al. (1998, p. 38) describe how this can work:
In designing a new model of the Celica sports car several years ago, the styling department suggested a longer front quarter panel. The change would have increased the panel's extension into the top of the front door, allowing the door to curve back at the top, creating an angular and more exciting look. The manufacturing engineer assigned to door panels opposed the change because the altered panel would be difficult to produce. After substantial argument, the two sides reached an innovative compromise that achieved the cutaway look that styling wanted with an acceptable level of manufacturability.
In the past, manufacturing operations personnel rarely became involved in the design process. The result was that they would have been required to make designs that had low levels of manufacturability – the ability to make products in volume. However, as a result of activities in the process running concurrently, manufacturing and other downstream staff (including people involved in product servicing in many cases) are able to prevent problems rather than try to solve them after the event.
Whilst some early involvement in the process is beneficial to all parties, the assumption that everyone from the team needs to be involved from the outset through to completion is dubious and is considered to be impractical by many practitioners. Instead, the early involvement is promoted as early conflict resolution (ECR), providing a forum for discussion of issues and the raising of assumptions that each group has about others’ processes.
Process integration
The notion of integrating this process has been discussed above, but the role of technology has not. In many types of operation, from construction to sheet-metal fabrication and from packaging design to haute couture, the use of technology has revolutionized NPD, especially where engineering drawings are used in the NPD process to transfer information from one stage of design to another. These drawings precisely detail the product, including the dimensions, materials, etc. The detailed design is then passed to the manufacturing engineers, who devise a process or routing through an existing process to make the product. Their work is then passed to those who would make it.
Some examples of how technology can be used for integration illustrate the point. In construction, rather than producing drawings by hand, computer-aided design (CAD) allows the designer to work on-screen with the details stored in an electronic database. This not only speeds the production of initial drawings but also greatly facilitates changes to the drawings, which can be a very lengthy process (which deters changes) when done manually. Once the basic geometric information has been stored, it is possible for the designer to construct views of what the final building will look like and even to allow a virtual walk-through. This helps customers to envision the final product, reducing the changes during construction, since altering a computer model is far easier and cheaper. Such CAD systems can also improve subcomponent design, since interfaces can be designed and problems resolved before construction starts. Ensuring that services such as electricity and heating can be installed without major alteration to structural elements is a benefit.
Clothing design was once a very lengthy process, because once a design was produced, cloth would have to be sourced and printed, the garment made and then shown to the prospective buyer. Even minor changes would require repeating the whole process, leading to significant expense and time delay. However, being able to show a design on a virtual model on screen allows changes to be made without any garments being made. Only the final design will be fabricated.
However, possibly the most integrated processes are those in metal parts manufacturing. Having drawn the components on a CAD system and checked their fit with other parts, the geometric data can be processed through a computer aided manufacturing (CAM) system to generate machine instructions to make the part. Alternatively, CAD data can be used to produce rapid prototypes, where the part is made in a resin material. CAD enables a number of tests to take place, including simulations of loads and stress details on products.
In service design, such modelling systems are used by supermarkets to ensure that the necessary zones are developed within the stores, and to perform walk-throughs to test different layouts and displays. For example, the area just inside the door of a supermarket is often left as a relatively open space. This is to let customers slow down and make the transition from crossing the car park to browsing the aisles. Systems can model the flow-rates of people with trolleys through aisles, and optimize the dimensions and positioning of displays accordingly.
As you have seen, CAD technology supports process integration by enabling modelling of finished products, making it possible to agree product details at a much earlier stage. This enables downstream activities (particularly those in the delivery process) to consider the implications of these decisions earlier and make their contribution to the process. Furthermore, in many cases all parties to the process can work from the same design database, rather than having to transfer the data between one form and another.
Strategic management of development projects
Development projects are key in terms of a firm developing competitive advantage through its operations. Moving development projects from an isolated area of the firm into a mainstream process requires a different approach to their management. As Cooper (1988) commented:
The new product strategy is the master plan that guides the firm's product innovation efforts and links NPD to the corporate plan.
It is this integration with the corporate plan that is a common theme throughout the discussion of modern operations management. NPD is no exception to this.
In taking this strategy and operationalizing it, there are a large number of considerations for the NPD manager. These include the number and type of tools and techniques that the NPD team will use to assist in the process. CAD/CAM has already been discussed, and the role of project management will be considered in Chapter 8. The following section considers some tools and techniques that have proved popular recently.
Modern tools and techniques
Table 3.3 briefly summarizes some of the tools and techniques that firms use in the NPD process.
Table 3.3 Modern tools and techniques of NPD
Tool |
Description |
Claimed benefits |
Quality function deployment (QFD) |
A matrix method (see below) for relating prioritized customer attributes to engineering characteristics |
Facilitates trade-off decision-making in product design |
Zenbara |
The dismantling of old products to obtain ideas for new ones |
It can save significant investment in overly-complex technology that may not provide competitive advantage, in addition to reducing development time |
Guest engineers |
The temporary allocation of staff either from a supplier to a customer or vice versa for the purpose of encouraging information transfer between the parties. An increasing feature of arrangements where suppliers are more heavily involved in their customers’ processes |
By increasing the possibilities for information transfer, the chance of a design being ‘right first time’ is increased |
Design for manufacture |
In principle, this is the purposeful consideration of manufacturing constraints early and throughout the design process |
Improves manufacturability and so reduce product costs |
Design for assembly |
As for DFM, but where the process is predominantly assembly, there are a large number of features of designs that can greatly aid their efficient assembly. |
This can lead to reduced product costs, and improved product quality |
Taguchi methods |
The application of the principles of experimental design to determine the effect of a set of interacting variables on an outcome of interest |
Claimed to save much unnecessary experimentation during development, and make products more robust (less susceptible to process variation) |
Failure mode effect analysis (FMEA) |
This involves the rating of three factors associated with a product or a process – namely the risk of a failure occurring, its visibility and its consequences. Rating each of these out of ten and multiplying the three factors together provides a Risk Priority Number |
Ranking the Risk Priority Numbers provides a prioritized list for remedial action or control, resulting in improved product quality or more reliable processes |
Value analysis |
The identification of features of products and their costs against customer benefit |
Reduces product costs whilst retaining its utility to the customer |
Quality function deployment
Quality function deployment (QFD) is a matrix method for helping NPD managers and designers to make decisions, typically based on the trade-off between cost and performance, or other design parameters. QFD provides a graphical means for relating customer requirements to attributes that the product/service provider understands. Conveying this information is a vital part of the strategy process; without it there are too many assumptions made by project staff in relation to the needs of the customer.
An example of a basic QFD grid, which was used in a project to develop a new international MBA programme, is shown in Figure 3.7. It was vital that the faculty understood the needs of the market (the customer attributes), the characteristics of the course that they could control (number of staff, etc.) and the relationship between these. They would then be in a position to make design decisions regarding the degree. Before they did this however, they needed three more pieces of information. The first was the relationships between the different course characteristics. These are shown at the very top of the grid. The second concerns customer perceptions of the current programme offered by the faculty (marked by a B on the right hand side of the figure) relative to their major competitor (marked A). These are given on a 1–5 scale in the box on the right. The third piece of information concerns the measures that are included at the bottom of the figure. These are measures of actual characteristics of the courses from the existing programme and their competitor.
The customer attributes were derived through a two-stage process. The first determined the main features that were pertinent to prospective customers of the programme. The second phase required them to rank them in order of importance on a 0–10 scale. These results were then used to show the average relative importance of the attributes. As shown in the figure, the reputation of the school was the most important, achieving a relative importance of 10. ‘Location’ was the next highest factor, with ‘cost of the course’ way down in seventh place.
Considering the relationship between the course characteristics and the customer attributes, the grid shows that the higher the percentage of visiting faculty, the better the reputation of the school. However, it was not clear what the relationship between the ‘number of students in the group’ and ‘reputation’ would be. One view was that the more students in the group, the more successful the course appeared. Another view stated that small groups improved the quality of the contact between the students and the staff, and that this would improve the reputation. The relationship is therefore marked as ‘requiring further investigation’.
Considering the relationships between course characteristics, there is a negative relationship between ‘student qualifications’ and ‘number of students in the group.’ Put simply, the higher you set the entry requirement for the course, the fewer students you have to choose from, hence the smaller group.
From this exercise, the course designers had a much better picture of what would make their course successful. They now had some priorities to work from and could see the impact of different factors under their control.
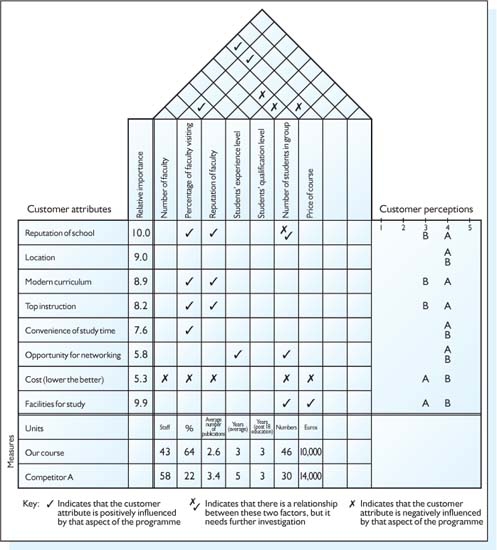
Figure 3.7 The QFD matrix.
Suppose you have just come up with a brilliant idea for the latest must-have gadget, which will improve the life of everyone who buys it (the bath plug that changes colour with the temperature of the bath water has already been done!). The only way to ensure that you get any financial benefit from your idea is to patent it. A patent is the sole right to exploit your idea, granted by a National Patent Office, which gives you legal redress should someone infringe your idea. You have 20 years to exploit the idea, which may involve granting a firm the right to make your product. The person who invented the original ring-pull for the drinks earned 0.01 p every time someone somewhere in the world made a can using his design. This may not seem like a lot of money, until you consider the hundreds of millions of cans that are made every year!
The requirements of a patent are that the idea must have an inventive step (sufficiently different from previous ideas in a demonstrable way), be commercially exploitable, and not be excluded (your new design for a nuclear warhead would not be allowed!). Once you are sure that you meet these criteria, the next step is to contact a patent agent, who will guide you through the process. This can be costly but, given that 95 per cent of patent applications are not granted (usually for fairly straightforward reasons), you need to ensure that you have the best chance of success and that your legal protection against infringement is as wide as possible.
Other forms of intellectual property include copyright (as protects this book), design right and trademark protection. Currently, in the UK copyright (and the © symbol) are natural laws – you do not have to apply for copyright. If you publish something and someone else uses it without accrediting it to you, you are entitled to legal redress (read money, if proven).
There are no patents for software in the UK as yet; it is covered under copyright and design right law (which protects the look of a product – most famously the Coca Cola bottle design). However, in the USA patent law has been extended to software.
The other form of protection is trademark registration (Bass's red triangle was the first to be registered in the UK). Due to the value of branding this is a vital area for firms, and great care must be taken to ensure that you do not infringe another firm's brand.
Given the volume of published information available at Patent Offices throughout the world, this is a major source of design information for firms. As stated above, 95 per cent of patents are never granted. This means that their details are available on the shelf for others to use, should they so wish.
For further information, see http://www.patent-office.gov.uk/
SUMMARY
NPD is an economically important value-stream to most organizations, and the way that it is managed can have significant consequences on the ability of the organization to compete. It covers the invention of new products, which occurs relatively rarely compared to the introduction of products new to an organization and the improvement of existing ones. The process involves the transformation of information from a concept to a completed product, and involves much cross-functional and cross-organizational activity. Customers are at the heart of the process, and suppliers have a vital role to play from the early stages of NPD onwards. At the outset of the process, the NPD manager needs to create a degree of chaos to encourage the development of a large number of new ideas. In the latter stages, the rapid filtering and development of the remaining ideas is vital. Ideas that do not contribute immediately to new products may provide an important source of revenue for the firm by being exploited in other ways. Good design is vital to customers and the organization alike, and modern best practices to assist in providing good design include concurrent engineering. Like other process in operations management, NPD has a significant strategic element. The outcome of the information transformation process is termed intellectual property, and this can be legally protected through patents, registered designs, copyright and trademarks in many countries.
Case study
Triumph Motorcycles
Triumph Motorcyles was a great name in bikes until the mid 1980s, when the firm finally went out of business. The reason was an inability to compete with predominantly Japanese bikes that were more sophisticated and generally better made. This was somewhat ironic, as the bikes that the Japanese firms (Honda, Yamaha, Kawasaki and Suzuki) had originally made were virtual carbon copies of the British bikes of the time. They had used the process of reverse engineering – or dismantling products to see how they worked – to minimize their own development time, and had made gradual improvements to the products over time. In 1985, the Triumph name was bought out and a team of developers started work on developing a range of bikes that would compete with the best Japanese and European products. The budget was miniscule by global automotive standards – £50 million to develop three bikes (Ford at the same time spent £500 million developing one engine). The bikes (the Trophy, a sports-touring bike; Daytona, the sports machine; and the Trident, a retro-styled street-bike) were launched to some acclaim in 1991, and the firm has gone from strength to strength since. How did they manage to develop three different machines on such a relatively small budget? They used a number of techniques, including reverse engineering (which ironically had been used on the original Triumph so effectively 20 years previously) and modular design.
Modular design in this case meant that instead of designing every part for every bike specifically, a high degree of commonality existed between the parts (86 per cent of the parts were common across all three bikes). In doing this, the firm saved significantly on manufacturing set-up costs and minimized the inventory required of each. Whilst this standardization of parts can lead to some design compromises, in this case the designers appeared to have been able to accommodate these and still produce products that performed well.
Key questions
1 Why is NPD considered to be ‘an economically important activity’?
2 What are the limitations of box and arrow models of the NPD process?
3 What can the NPD manager do to ensure the best chances of success of a new product, and how would you determine success?
4 What are the limitations of using reverse engineering?
5 Why might modular design and the use of standardized components compromise the performance of the end product?
6 How would using modular design be applied to other industries? For example, would it be appropriate for other vehicle design, construction, aerospace, services and computer software design?
Concurrent engineering
Cross-functional teams
Filters
Intellectual property
Process integration
Product life cycle
Product platforms
Quality function deployment
Time-to-market
References
Andersen Consulting (1992). The Lean Enterprise Benchmarking Report. Andersen Consulting.
Carroll, P. (1993). Big Blues: The Unmaking of IBM. Crown.
Consumers Association (2000). How does your bank rate? Which?, Oct, 35–7.
Cooper, R. G. (1988). The new product process: a decision guide for management. J. Marketing Man., 3(3), 238–55.
Davidson, H. (1987). Offensive Marketing. Penguin.
Dertouzos, M., Lester, R. and Solow, R. (1989). Made In America. MIT Press.
Dyson, J. (1997). Against the Odds: An Autobiography. Orion Press.
Financial Times (2000).
Griffin, A. and Page, A. L. (1993). An interim report on measuring product development success and failure. J. Product Innov. Man., 10, 291–308.
Karlsson, C. and Åhlström, P. (1996). The difficult path to lean product development. J. Product Innov. Man., 13, 283–95.
Kay, J. (1993). Foundations of Corporate Success. Oxford University Press.
Lancaster, G. and Massingham, L. (1993). Marketing Management. McGraw Hill.
McKinsey & Company (1989). Reported in: Dunaine, B.: How managers can succeed through speed. Fortune Magazine, 13 Feb, 54–9.
Sobek, D. K. II, Liker, J. K. and Ward, A. C. (1998). Another look at how Toyota integrates product development. Harvard Bus. Rev., Jul–Aug, 36–49.
Twiss, B. (1990). Managing Technological Innovation. Pitman Publishing.
Ulrich, K. T. and Eppinger, S. D. (1999). Product Design and Development, 2nd edn. McGraw-Hill.
Wheelwright, S. and Clark, K. (1992). Revolutionizing Product Development. Free Press.
Further reading
Booz, Allen and Hamilton Consultants (1982). New Product Management for the 1980s. Booz, Allen and Hamilton Consultants.
Clark, K. B. and Fujimoto, T. (1991). Product Development Performance: Strategy, Organization and Management in the World Automotive Industry. HBS Press.
Tidd, J., Bessant, J. and Pavitt, K. (1997). Managing Innovation: Integrating Technological, Organizational and Market Change. John Wiley.
Ulrich, K. T. and Eppinger, S. D. (1999). Product Design and Development, 2nd edn. McGraw Hill.
Von Hippel, E., Thomke, S. and Sonnack, M. (1999). Creating breakthroughs at 3M. Harvard Bus. Rev., Sep–Oct, 47–57.