
CHAPTER 
Managing quality
 INTRODUCTION
INTRODUCTION
The following is based on information from personal observations and from the Farmhouse Cheesemakers’ Cooperative.
Case study
Today, cheeses made all over the world, from Australia to the USA, are known as Cheddar, making Cheddar the most widely purchased and eaten cheese in the world. Only West Country Farmhouse Cheddar cheese made in the west of England by the West Country Farmhouse Cheesemakers’ Cooperative, however, has been awarded the Protected Designation of Origin – PDO. This accreditation has been awarded as a quality endorsement that the cheese has been made by hand, using traditional methods and local milk on the farm, and protects the name West Country Farmhouse Cheddar throughout Europe. Specific criteria are set out by the Ministry of Agriculture, Fisheries and Foods (MAFF) for this trademark, which is intended to protect the heritage and tradition of specific foods and prevent their imitation elsewhere in the EU.
The West Country Farmhouse Cheesemakers’ Cooperative of dairy farmers was formed in 1982, with the aim of making and marketing authentic, premium quality, hand-made Cheddar on their farms using inherited skills and traditional methods. Members must adhere to the basic principles of the Cooperative, which emphasize total quality and independent grading, together with hygiene and food safety.
Total quality starts at the farm, with the pastures grazed by the dairy herd producing milk for the Cheddar. The PDO acts as a quality endorsement that the cheese has been made using authenticated methods and local milk. All milk used for the production of West Country Farmhouse Cheddar must come from the four counties of southwest England – Dorset, Somerset, Devon and Cornwall. Quality continues throughout the farm operation, with Cheddar made by hand on the farm in the traditional, time-honoured way.
Besides the ingredients and the recipe, the Cheesemakers must adhere to the strict hygiene standards set out in various statutes: the Food Safety Act, Food Safety Regulations, Dairy Products Regulations and Food Labelling Regulations. All the members comply with high standards of hygiene based on the Good Hygienic Practices for Food and Cheese Manufacture, and observe product-testing guidelines, with all products regularly tested through independent laboratory services.
Members must submit their Cheddar for independent grading, first when the cheese has been maturing for 2 months and regularly thereafter. An experienced, independent cheese grader must carry out all grading. Total impartiality guarantees a consistency of standards for texture, colour and flavour, and ensures the customer buys only the finest quality, authentic West Country Farmhouse Cheddar. Grading will take place from around 3 months to ascertain the quality of the cheese in terms of colour, texture, smell and taste. West Country Farmhouse Cheesemakers’ Cheddar is carefully matured and monitored for a further 6 months, and only then, after the final grading, does the premium cheese achieve the Farmhouse Cheesemakers’ label. The cheeses will continue to mature until the cheesemaker decides that they have reached their peak, which is usually at 12 months old.
Quality is a key competitive battleground for all organizations that provide a product or service to customers or clients. Managing quality is one of operations management's most important responsibilities.
 Aims and objectives
Aims and objectives
This chapter will introduce you to the basic concepts and approaches associated with the operations’ perspective on quality management. This chapter begins by presenting definitions of quality, and describing the historical evolution of quality. The second section compares different applications of quality management to managing the transformation process. The last section presents a selection of tools and techniques for managing quality.
After reading this chapter you will be able to:
![]() Define quality from different perspectives
Define quality from different perspectives
![]() Describe how quality management has evolved over time
Describe how quality management has evolved over time
![]() Identify different ways to manage quality within operations
Identify different ways to manage quality within operations
![]() Apply some common techniques and tools for managing quality in manufacturing and service operations.
Apply some common techniques and tools for managing quality in manufacturing and service operations.
WHAT IS QUALITY?
In discussing the performance objectives and competitive priorities of operations (mentioned in Chapter 2), quality is often described as getting things done ‘right first time, every time’. In past chapters we have discussed the physical aspects of the transformation process by which goods and services are created and delivered. In this chapter we take a closer look at why quality is important, and how ‘right first time’ can be achieved.
Quality has proved more difficult to define than other operations concepts. For example, Robert Pirsig spends nearly his entire book, Zen and the Art of Motorcycle Maintenance (Pirsig, 1974), meditating on the nature of quality. However, a number of writers have attempted to clarify the nature of quality. Garvin (1983, p. 40) identifies five different definitions of quality:
1 Transcendent quality is ‘innate excellence’ – an absolute and universally recognizable high level of achievement. Examples of this come from various artistic achievements that have had profound emotional impact, which cannot necessarily be measured but is real nonetheless. Transcendent quality often depends highly on intangible, subjective elements. Rolls-Royce, for example, found that replacing wood with moulded plastics in its cars subtracted a vital component from the Sedan's rich leather smell, leading customers to complain about a loss of quality. Rolls-Royce worked with a specialist supplier to develop a chemical solution to give the new Rolls-Royces the same smell as the classic 1965 Silver Cloud (Associated Press, 2000).
2 User-based quality ‘lies in the eye of the beholder’, so that each person will have a different idea of quality, based on its fitness for use by the individual. The term ‘fitness for use’ is associated with one of the quality gurus, Joseph Juran (1951), who stated that this was an essential requirement in delivering quality.
3 Value-based quality is performance or conformance at an acceptable price or cost. In a sense the distinction between ‘high’ and ‘low’ quality is largely meaningless – quality is no longer a term associated with ‘high end’ market tastes, but rather is measured by each particular customer segment within an overall market. Someone who owns a Lada, for example, might be equally satisfied with their car's performance as someone who owns a Mercedes, since they may be willing to put up with a lower level of finish and performance for the lower price.
4 Product-based quality is a precise and measurable variable, and goods can be ranked according to how they score on this measure. This allows customers and manufacturers to compare products, sometimes without even using or experiencing the product. Magazines such as Which are good examples of this quality focus, as they provide summary tables for different products based on measuring and comparing goods such as household appliances, automobiles and home entertainment equipment.
5 Manufacturing-based quality is ‘conformance to requirements’, adhering to a design or specification. This view of quality takes little account of customer needs or preferences. A popular example is the ‘cement lifejacket’: an operation could claim quality products under the manufacturing-based definition even if the products were completely useless, as long as they adhered to the standards that had been set for their manufacture.
As you can see, the latter four definitions of quality can be arranged along a continuum from the customer or client's perception of the product (or service) to the producer's perception. In reality, successful quality management is achieved by linking the needs of the customer with operations capabilities. This match was summarized by Feigenbaum (1983, p. 7), when he stated that quality is:
. . . the total composite product and service characteristics . . . through which the product or service in use will meet the expectations of the customer.
and (p. 11)
. . . quality control must start with identification of customer quality requirements and end only when the product has been placed in the hands of a customer who remains satisfied.
Thus, user-based and value-based quality are defined externally to the producing organization, whilst product-based and manufacturing-based quality are defined internally. Can these two perspectives be reconciled? The bridge model in Figure 9.1 suggests a way of taking both into account.
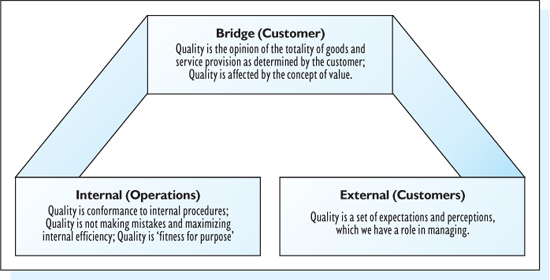
Figure 9.1 Bridge model of quality (Maylor, 2000).
This bridge model emphasizes the need for operations to manage the intangible aspects of quality as well as those definable and measurable characteristics that can be controlled or at least affected by operations, whilst marketing must have a good understanding of customer requirements. These requirements must then be fed into operations so that customer satisfaction can be achieved.
AN HISTORICAL PERSPECTIVE ON QUALITY
Chapters 1 and 2 described the historical evolution of production methods. Methods for controlling quality have also evolved over the same time, sometimes together with, and sometimes independently of, changes in production methods.
During the craft era, individual artisans and skilled craftsmen assured the quality of luxury goods by making them in small quantities, and inspecting them when they were finished to make sure that they met the expected standard. Craft production of valuable or skilled items was generally controlled by associations of craftsmen, called guilds, which set the standards for how work was done and by which products were judged. Thus quality was built into, and was an integral part of, the overall transformation process.
Although craft production is no longer the norm for manufactured goods, it is still found in certain sectors and in many services. High-quality glassware is still produced by hand-blowing, from the blue glass hand-blown in Bristol and Bath in the UK to Sweden's famous glass works. Even within high-volume production sectors such as automotive assembly there are a few custom producers left, such as Morgan and Bugatti. A common feature of these industries is that they still rely on highly qualified craft workers, often with years of training and experience, who are individually responsible for the quality of their outputs.
Quality control
The industrial revolution, which started in Britain during the eighteenth century, brought together workers in a new kind of productive organization, the factory. Key characteristics of the factory were the substitution of machines for human effort (powered machinery) and inanimate for animate sources of power (steam), and the use of new raw materials such as cotton and steel. The factory system changed the location of the production of many types of goods from cottages and small workshops, where work was ‘put out’ to individuals or families, to organized workshops and factories, where labourers were employed for wages.
In many sectors individuals were still responsible for doing their own quality inspections. At first, parts for machines or other complex items were fitted by hand, so that every machine was unique. This began to change, primarily in producing the machines for production, which led to the use of precision gauges, fixed settings and special-purpose tools. Most of these advances were based on the skills and knowledge from the clock, watch and instrument making industries, where precision was required.
By the end of the nineteenth century, industrial manufacturing had become the norm in the USA and Western Europe. Under the new ‘American system of manufactures’, interchangeable parts required much more precise tolerance to standards since a single part was intended to fit into any machine during assembly, without being reworked to fit. New mass-market consumer items such as sewing machines, bicycles and reapers could only be produced in high-volumes if parts could be fitted together quickly and accurately. This required the development not only of special-purpose machines, but also of precise measuring tools such as gauges.
Under this new production mode, quality became a management responsibility and the independent function of quality control emerged. G. S. Radford's published The Control of Quality in Manufacturing in 1922, which provided a guide to inspection.
Quality assurance
Quality began to move beyond inspection to quality assurance when Dr W. A. Shewart began applying statistical methods to quality control at the Bell Telephone Labs. The company had formed an inspection engineering department in 1924 to investigate quality problems associated with telephone network equipment. Shewart's book Economic Control of Quality of Manufacturing, published in 1931, was the first to present ideas about using statistics for monitoring and controlling quality during production through the control of processes, rather than outputs. Shewart and his colleagues Harold Dodge and Harry Romig developed the ideas of statistical process control (SPC) further when the Quality Assurance Department at Bell Labs was created. Quality assurance is the process of preventing, detecting and correcting quality problems.
Here, they developed important ideas about sampling and process control (discussed later in this chapter). These ideas focused mainly on manufacturing-based, product-based and user-based quality, and the detection of defects rather than their prevention.
Quality management
During the World War II, the need to improve quality in the production of armaments and other items for defence stimulated further development of sampling and process control. Two of Shewart's students, Joseph Juran and W. E. Deming, helped develop quality from quality control into quality management. Juran's Quality Control Handbook, written in 1951, provided the most comprehensive reference to quality, and is still used today. Despite this knowledge, however, few companies in the USA adopted these approaches to quality.
On the other hand, the Japanese, in the process of rebuilding their manufacturing industry following World War II, adopted many of the approaches that were initially developed in the USA and also developed new ones. In particular, in 1950 Deming was invited by the Japanese government to give a series of lectures on quality control. Deming believed that variation was the major cause of poor quality, and thus reducing variability in manufacturing would improve quality. He also thought that even though all employees should be trained to use problem-solving tools and statistical techniques for quality control, top management was responsible for improving quality. Deming had the Japanese government invite top managers from companies such as Nissan and Toyota to his lectures. Deming (1986) summarized his thinking about quality in his famous Fourteen Points for improving quality and productivity:
1 Create constancy of purpose
2 Adopt new philosophy
3 Cease dependence on inspection
4 End awarding business on price
5 Improve constantly the system of production and service
6 Institute training on the job
7 Institute leadership
8 Drive out fear
9 Break down barriers between departments
10 Eliminate slogans and exhortations
11 Eliminate quotas or work standards
12 Give people pride in their job
13 Institute education and a self-improvement programme
14 Put everyone to work to accomplish it.
He argued that improved quality leads to lower costs, because it is cheaper to get things right the first time rather than fix them later. This idea suited Japanese production, which at the time was plagued by high costs and a reputation for poor-quality goods.
The Japanese also adopted many of Joseph Juran's ideas, particularly his ideas about quality costs. He suggested that an emphasis on preventing quality defects from occurring, for example through product design, was superior to an emphasis on detecting or remedying quality problems, since it would reduce total costs. Another American whose ideas became popular in Japan was Armand Feigenbaum, who proposed total quality control in 1956. This emphasized that quality was everyone's responsibility, rather than that of a specialized department or a small group of people.
Because of their influence, especially in Japan, Deming, Juran and Feigenbaum are notable among the small number of quality advocates (sometimes known as the ‘gurus’ of quality) who have been influential in making quality a key concern of organizations. However, Juran has pointed out that the contribution form these gurus (including himself) may have been somewhat overstated. The common belief is that Japan was decimated after World War II, and that as a result of the intervention of a few American management gurus the economy was quickly improved. However, Juran states that the Japanese would have achieved high levels of quality in any event; the involvement from the management gurus merely resulted in speeding up this process (Juran, 1993).
Although greater advances were being made in adopting quality ideas in Japan, some advances in quality assurance continued to be made in the USA, especially in defence and aerospace, where reliability became a key concern. In the early 1960s, for example, Martin Company, an aerospace company, implemented the first ‘zero defects’ programme, which challenged the assumption that some level of defects was inevitable. However, zero defects focused only on quality problems at the shop-floor level, rather than addressing the larger systems or management issues. In Japan, in the meantime, many new techniques were being developed, including quality circles.
The 1980s to today
Quality has emerged as a major strategic factor due to increased competition on a global scale, which in turn has given greater amounts of choice and power to consumers. When Henry Ford declared that a customer can have a car painted any colour he likes ‘as long as it is black!’, he was reflecting the competitive conditions of the time; the market was immature and would do what it was told to do. However, in the new millennium many markets have numerous competitors within them.
The oil shocks of the 1970s created a crisis in mass production, which led Western firms to adopt many of the more visible elements of Japanese production (including quality) in the hopes of regaining competitive advantage. Among these were quality circles (QCs) and total quality management (TQM), along with a number of ideas developed by Japan's own quality experts, Kaoru Ishikawa and Genichi Taguchi, during the 1970s.
Both just-in-time and total quality management have been widely adopted by organizations. Today, new variants on quality, including quality awards and quality certification systems, are widely promoted as the new keys to organizational success, but their long-term worth has yet to be proved. There are as many success stories as there are stories of failure. Motorola, Xerox, and Ritz-Carlton Hotels are well-known examples of firms that have successfully implemented quality efforts, and where quality has become part of the organizational culture as well as a top organizational goal. A brief history of the development of quality is illustrated in Table 9.1.
Table 9.1 Major events in quality evolution (based on Nicholas, 1998)
Emphasis |
Major themes |
Dates |
Key figures |
Inspection |
Craft production |
Prior to 1900s |
|
Statistical process control |
Theory of SPC |
1931 |
Walter Shewart |
Quality assurance |
Cost of quality |
1950s |
Joseph Juran |
Total quality management |
Robust design |
1960s |
Genichi Taguchi |
APPROACHES TO QUALITY
MANAGEMENT
Operations managers must ensure that the goods or services produced by the transformation process meet quality specifications. Many different techniques and tools for managing quality have emerged to support this responsibility (Figure 9.2). One way to organize the different approaches to quality management is to show where they are normally used within the transformation process.
Outputs
Quality management includes ensuring the quality of the outputs of the transformation process by sorting them into acceptable or unacceptable categories before they are delivered to customers or clients (Deming called them ‘the final inspectors’). This is most related to Garvin's manufacturing-based definition of quality – quality as meeting specifications.
Conformity describes the degree to which the design specifications are met in the production of the product or service, and is, again, highly influenced by operations capabilities. Although specifications are initially set in the design process, operations managers are responsible for ensuring that the products and services that are delivered to customers meet those specifications.
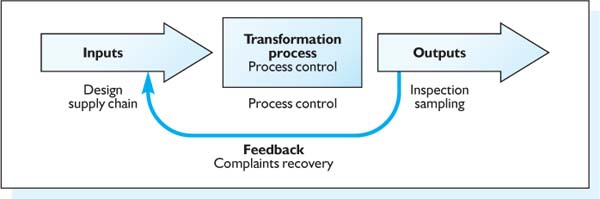
Figure 9.2 Quality management and the transformation model.
Two kinds of specifications can be identified for products or services, attributes and variables. Attributes are aspects of a product or service that can be checked quickly and a simple yes or no decision made as to whether the quality is acceptable. Thus, attributes are quality aspects of a product or service that are either met or not met.
Variable measures, on the other hand, are aspects of a product or service that can be measured on a continuous scale, including factors of weight, length, speed, energy consumption and so on. Variables are standards that can be met or not met as well.
The responsibility for conformity within manufacturing operations is sometimes assigned to a specific quality control (QC) department. The QC department may be responsible for a variety of activities, including assessing the level of quality of goods and services, and of the processes that produce those goods and services. The tools used by the QC department are described later in the chapter.
Quality control is usually associated with two types of quality management:
1 Inspection
2 Acceptance sampling.
 Inspection
Inspection
The most basic way of measuring quality is through inspection: measuring the level of quality of each unit of output of the operation and deciding whether it does or does not meet quality specifications. Inspection classifies each product as good or bad. Products that fail inspection may be reworked to meet quality standards, sold as seconds (at reduced prices) or scrapped altogether.
One hundred per cent inspection requires sampling of all of the unit's outputs. This is clearly impractical in many circumstances – for example, a brewery would probably go out of business quickly if inspectors had to take a sip from every cask or bottle of beer! In general, inspection requires too many organizational resources to be used as a method of quality control except when the consequences of non-conformance are significant. This may come into play with very expensive products, or when there are high risks associated with failure.
Acceptance sampling
Acceptance sampling is a technique for determining whether to accept a batch of items after inspecting a sample of the items. The level of quality of a sample taken from a batch of products or services is measured, and the decision as to whether the entire batch meets or does not meet quality specifications is based on the sample. Acceptance sampling is used instead of inspection when the cost of inspection is high relative to the consequences of accepting a defective item.
Rather than relying on guesswork, acceptance sampling is a statistical procedure based on one or more samples. Acceptance sampling begins with the development of a sampling plan, which specifies the size of the sample and the number of good items. The maximum allowable percentage of defective (non-conforming) items in a batch for it still to be considered good is called the acceptable quality level (AQL). This is the quality level acceptable to the consumer and the quality level the producer aims for. On the other hand, the worst level of quality that the consumer will accept is called the lot tolerance percent defective (LTPD) level.
Since the sample is smaller than the entire batch, then there is a risk that the sample will not correctly represent the quality of the batch. The producer's risk is the probability of rejecting a lot whose quality meets or exceeds the acceptable quality level (AQL). The consumer's risk is the probability of accepting a lot whose level of defects is at or higher than the lot tolerance per cent defective (LTPD) (Figure 9.3). These may sometimes be described as Type I (alpha) and Type II (beta) errors, terms that are derived from statistical theory.
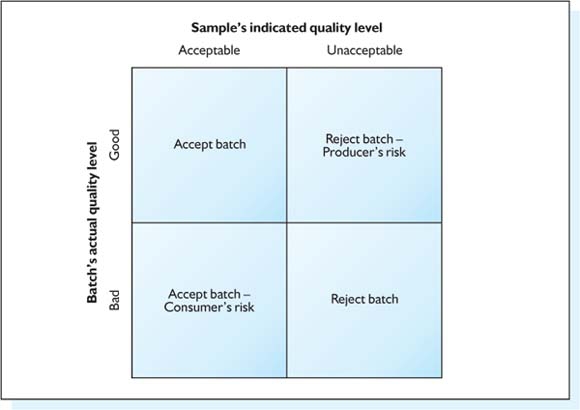
Figure 9.3 Producer's and consumer's risk.
In order to be useful, a sampling plan must balance the risk of mistakenly rejecting a good batch (producer's risk) and the risk of mistakenly accepting a bad batch (consumer's risk). Together, the AQL, LTPD and the two levels of risk define an operating characteristics curve (OC), which is a statistical representation of the probability of accepting a batch based on the actual percentage defective. Figure 9.4 presents an operating characteristics curve where the producer's risk has been set at 0.05 and the consumer's risk has been set at 0.10. The acceptable quality level is 20 per cent defectives, and the lot tolerance percentage defective is 80 per cent defective.
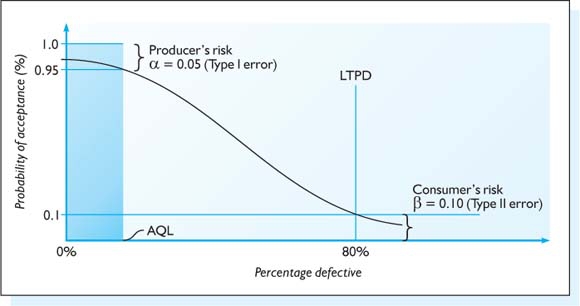
Figure 9.4 An acceptance sampling plan.
Sampling plans
One, two or more samples might be taken under different sampling plans. The number of samples can be known in advance or determined by the results of each sample.
In a single sampling plan the decision to accept or reject a lot is made on the basis of one sample. This is the simplest type of sampling plan.
In a double sampling plan a decision to accept or reject a lot can be made on the first sample but, if it is not, a second sample is taken and a decision is made on the basis of the combined samples. In a double sampling plan, after the first sample the batch will be accepted or rejected, or another sample will be taken. Once a second sample has been taken, the lot will be either accepted or rejected.
A sequential sampling plan extends the logic of the double sampling plan. Each time an item is inspected, a decision is made to accept the lot, reject the lot, or continue sampling.
Cost of quality
Inspection and conformance sampling are two quality management techniques whose main emphasis is on conformity. The level of quality aimed for in conformity-centred approaches is often determined using economic analyses of the costs of quality.
Quality creates a significant level of cost to the organization. Juran (1951) argued in his Quality Control Handbook that managers must know the costs of quality in order to manage quality effectively. These costs can be divided into the costs of making sure that quality mistakes do not happen, and the costs of fixing quality mistakes. The costs of making sure mistakes do not happen can be divided into the costs of appraisal and prevention.
Prevention costs are those costs of all activities needed to prevent defects, including identifying the causes of defects, corrective actions, and redesign. Managers must put in place measures to prevent defects occurring – including company-wide training, planning and implementing quality procedures. In Garvin's (1983) study of Japanese versus American manufacturing, he found that the added cost of prevention (which resulted in better quality Japanese goods) was half the cost of rectifying defective goods made by American manufacturers.
Appraisal costs are the costs of inspections and tests and any other activities needed to make sure that the product or process meets the specified level of quality. Quality laboratories may also be part of the appraisal process, whereby a product or component is analysed outside of the immediate production area. Inspection, in addition to in-built statistical processes, will often take place in the early stages of a ‘quality drive’ in critical areas of production, for example:
![]() In operations that have historically caused problems
In operations that have historically caused problems
![]() Before costly operations take place – reworking on a costly area is particularly expensive
Before costly operations take place – reworking on a costly area is particularly expensive
![]() Before an assembly operation which would make ‘disassembly’ difficult
Before an assembly operation which would make ‘disassembly’ difficult
![]() With regard to finished goods – the extent of inspection of finished goods will diminish over a period of time as the disciplines of quality management become integral to the operational process.
With regard to finished goods – the extent of inspection of finished goods will diminish over a period of time as the disciplines of quality management become integral to the operational process.
The costs of fixing quality mistakes can be classified as the costs of internal and external failures. The costs of internal failures include the costs of defects that are detected before products or services reach the consumer, such as reworking or scrapping defective products. The cost of this will appear as an overhead, which will impact on pricing strategy. The costs of external failures are those costs of defects once they have reached the consumer, including replacements, warranty and repair costs, and the loss of customer goodwill. Hutchins (1988, p. 39) makes an important point on the real cost of external failure:
It is most unusual to find any computations which take into account the consequential losses. For example, there is the time spent in placating an irate customer; the loss of machine time; the effect on scheduling; the costs associated with the purchase of replacement materials . . . the cost of stockholding associated products which must be held in temporary storage awaiting the arrival of satisfactory replacement parts is never included in the figures. Neither are any estimates relating to the loss of sales revenue.
Figure 9.5 suggests that the optimum level of quality will always be set so that some level of defects is acceptable, since the costs of prevention approach infinity as 100 per cent conformance is approached. However, under the quality management philosophy of zero defects the ultimate goal of operations is 100 per cent conformity. In part, this is based on Philip Crosby's idea that ‘quality is free’, in which he argues that the benefits from improving quality more than pay for their costs (Crosby, 1979, p. 2):
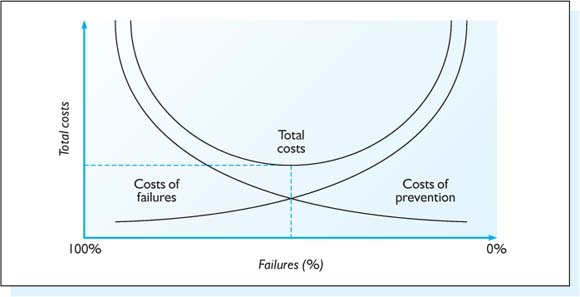
Figure 9.5 A cost of quality model of optimum level of quality.
Quality is free. It is not a gift, but it is free. What costs money are the unquality things – all the actions that involve not doing jobs right the first time.
Crosby discusses how firms can evolve into becoming enlightened. He spoke of five stages of development, and in the first stage the cost of quality was reckoned to be about 20 per cent of sales. At this first stage, Crosby argued, management has no real comprehension of quality. However, by the fifth stage, the final stage, the cost of quality should fall to about 2.5 per cent.
When an organization commits to quality, costs will come down. However, it is not just the total sum of the costs that is important; the composition of these costs also provides insight. Under traditional approaches, the largest cost will be external failure – with all of the strategic losses this may bring. As firms evolve into becoming enlightened in quality, the largest portion of cost changes from external failure to that of prevention (Figure 9.6).
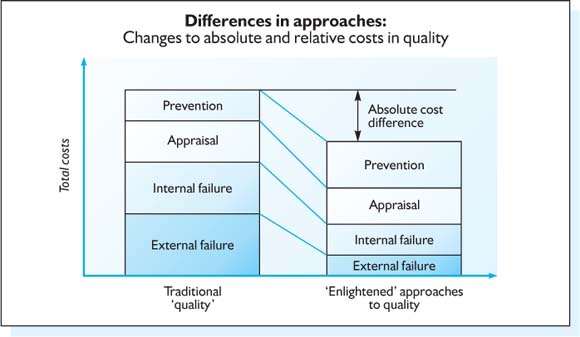
Figure 9.6 A comparison of quality costs in traditional and enlightened approaches to quality.
Process control
The conformity-based approaches to quality management described above merely sort acceptable from unacceptable outputs, but do not address the underlying causes of poor quality. Quality management can be more proactive through addressing quality defects during the production process, rather than after it.
Take a simple example; eating a meal out in a restaurant. If the server waited until the end of the meal to see if there were any complaints or problems, then he or she wouldn't have a chance to correct any problems that had occurred. However, if checks were made regularly during the meal – that the food is what has been ordered, that it has arrived without too much delay, and that it is of the right temperature and tastes good – then any problems could be dealt with immediately.
The key concepts associated with process control were developed by Walter Shewart at Bell Laboratories in the 1920s. Some important techniques associated with process control include:
![]() statistical process control
statistical process control
![]() quality at the sources.
quality at the sources.
Statistical process control
Statistical process control (SPC) measures the performance of a process. Statistical process control (SPC) can be used to monitor and correct quality as the product or service is being produced, rather than at the conclusion of the process. SPC uses control charts to track the performance of one or more quality variables or attributes. Samples are taken of the process outputs, and if they fall outside the acceptable range then corrections to the process are made. This allows operations to improve quality through a sequence of activities (Figure 9.7).
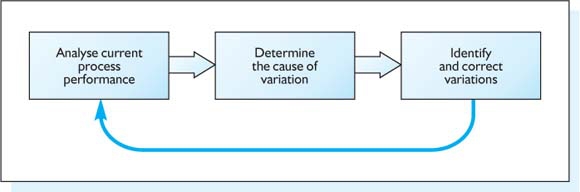
Figure 9.7 Process control activities.
Control charts
Control charts support process control through the graphical presentation of process measures over time. They show both current data and past data as a time series. Both upper and lower process control limits are shown for the process that is being controlled. If the data being plotted fall outside of these limits, then the process is described as being ‘out of control’.
The statistical basis of control charts, and the insight that led to statistical process control rather than process control based on guesswork or rule of thumb, is that the variation in process outputs can be described statistically. Process variation results from one of two causes: common (internal) factors or random (external) causes. Although there will always be some variation in the process due to random or uncontrollable changes in factors that influence the process, such as temperature, etc., there will also be changes due to factors that can be controlled or corrected, including machine wear, adjustments and so on.
The goal of SPC is for the process to remain in control as much of the time as possible, which means reducing or eliminating those causes of variation that can be controlled. For example, wear over time can lead to a process going out of control.
Process control charts
SPC relies on a very simple graphical tool, the control chart, to track process variation. Control charts plot the result of the average of small samples from the process over time, so that trends can be easily identified. Managers are interested in the following:
![]() Is the mean stable over time?
Is the mean stable over time?
![]() Is the standard deviation stable over time?
Is the standard deviation stable over time?
Two different types of control chart have been developed, for measurements of variables and measurements of attributes.
Control charts for variables
Two kinds of control chart are usually associated with variable measures of quality, which include physical measures of weight or length. Sample measurements can be described as a normal distribution with a mean (μ) and a standard (s) deviation (the mean describes the average value of the process, and the standard deviation describes the variation around the mean). The mean and standard deviation of the process can be used to determine whether a process is staying within its tolerance range, the acceptance range of performance for the operation.
Control charts are based on sampling means (X) and ranges (R) for every ‘n’ items and ‘m’ samples. Besides the norm for the process, both upper and control limits that the process should not exceed are also defined. Control limits are usually set at three standard deviations on either side of the population mean. In addition, warning lines may be in place so that operators can see a trend in the sampling process that might result in movement toward either the upper or lower control settings.
An x-chart plots the sample mean to determine whether it is in control, or whether the mean of the process samples is changing from the desired mean. Manufacturers often measure product weights, such as bags of flour, to make sure that the right amount (on average) is packaged. Figure 9.8 shows an x-chart for a process where the desired process is set at 10. Samples of five items were taken at regular intervals, and the average weight of the five items was calculated and plotted on the chart. The middle line plots the long-run average of the process output. The upper and lower control limits, which are set at three standard deviations from the average, are shown on either side.
From Figure 9.8 it can be seen that the sample means vary around the long-run process mean, but they stay within the upper and control limits, so the process is said to be in control. If the means of one or more samples had been outside the control limits, then the process would have been out of control and it would have been necessary for the process operator to take some action to get it back in control.
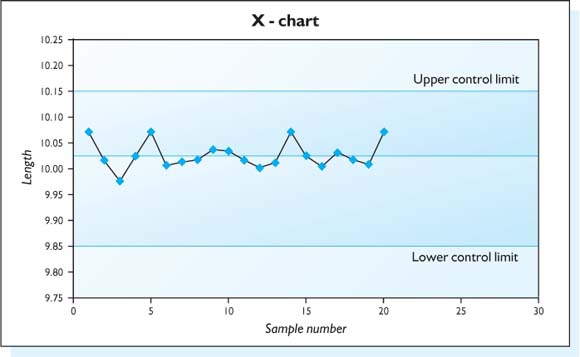
Figure 9.8 Control charts: an x-chart.
Managers may also be interested in how much the variance of the process is changing – that is, whether the process range (highest to lowest) is stable. A range chart (R-chart, Figure 9.9) for variable measures plots the average range (the difference between the largest and smallest values in a sample) on a chart to determine whether it is in control. The purpose is to detect changes in the variation of the process.
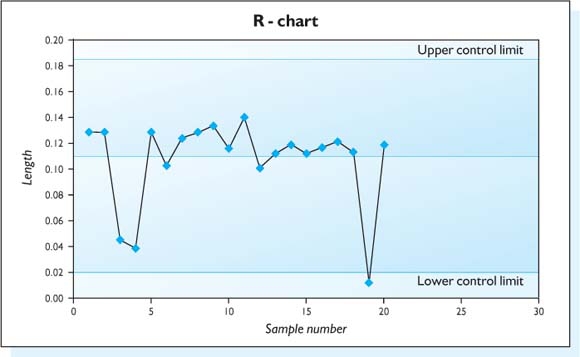
Figure 9.9 Control charts: a range chart.
As you can see in Figure 9.9, the range exceeds the lower control limit towards the end of the observation period. The process operator would need to take corrective action to bring the process back into control.
Attribute charts
Process control using control charts can be done for attributes as well as variable measures. A p-chart plots the sample proportion defective to determine whether the process is in control. The population mean percentage defective (p) can be calculated from the average percentage defective (p) of m samples of n items, as can the standard deviation (σs). This sort of chart is similar to the x-chart described above.
Statistical process control (SPC), a manufacturing concept, has been applied to services (especially in quasi-manufacturing or back-office environments) with mixed levels of success.
Process capability
Process capability describes the extent to which a process is capable of producing items within the specification limits, and can be represented as:
Cp = (UTL – LTL)/6σ
where UTL = upper tolerance level, LTL = lower tolerance level and σ = standard deviation.
A general rule of thumb is that Cp should be greater than one (three-sigma quality), i.e. the process should remain within three standard deviations of the mean as much as possible. The process is thus in control 98 per cent of the time. However, based on the quality example established by Japanese, six-sigma quality is a more ambitious target. The six-sigma target for process capability is associated with the American electronics firm Motorola, which sets a target of 3.4 defects/million. This underlines Motorola's view that defects should be very, very rare.
A related idea in services is service reliability – the ability of the service provider to deliver the results that customers want time after time, without unpleasant surprises. We will expand on ideas related to services later in this chapter.
QUALITY STANDARDS AND
CERTIFICATION
A quality management approach that is often associated with quality control and conformity is quality certification to particular quality standards. Quality standards are codes that specify certain organizational and operational practices, and that they are in place and being followed. Quality certification certifies organizational compliance with industry, national or international quality standards.
One of the best-known standards is ISO 9000, which began in the UK but has been widely adopted around the world. ISO 9000 provides generic guidelines and models for accrediting the company's quality management system. Its focus is conformity to practices specified in the company's own quality systems, setting out how the company will establish, document and maintain an effective quality system that will demonstrate to its customers that it is committed to quality and is able to supply their quality needs. The company defines the quality system and can meet the requirements of the standard's elements in various ways, but all of the appropriate elements must be documented, the documentation must cover all of the requirements, and the company must do what it has documented. ISO 9000 certification follows a satisfactory audit by registrars.
ISO 9000 originated in the quality system requirements of the UK military in the 1960s, and gradually spread to other areas of defence procurement. The British Standards Institute (BSI) drew heavily on these military standards when it began to develop British Standard (BS) 5750 for quality systems for civilian use. A UK-wide national quality campaign led to the setting up of the necessary infrastructure for organizational certification. The International Standards Organization (ISO) modelled the ISO 9000 series of standards very closely on BS 5750, and the European Union has since adopted them as its common set of quality management system standards, to facilitate free trade within the European union, as EN 9000.
Proponents of ISO 9000 certification have claimed that it leads to both internal and external benefits, and to better quality through better quality systems, and that it signals that the firm has better quality systems and thus enhances the marketing of the firm's products and services. The Department of Trade and Industry (1993) even proposed that a marketing advantage from BS 5750 could result for 18 months to 2 years, simply by being the first in an industry to be registered! Internally, the systemization of processes and procedures within the organization ensures ‘the continued repeatability of a set of product and service characteristics that have been explicitly or implicitly agreed to by a customer and a supplier’ (Corrigan, 1994). Externally, quality certification systems give purchasers confidence in the quality of suppliers’ products, since they have been certified to meet a common set of system quality standards.
On the other hand, it has been difficult to find support for these benefits (see, for example, Voss and Blackmon, 1994). As a result, many producers who require quality certification have developed their own, more stringent, standards, such as the automotive and aerospace industries’ own sets of standards.
Despite the shortcomings of ISO 9000, quality standards and certifications do at least ensure that a minimum level of practices is being followed. They can be appropriate when applied in the right circumstances. The environmental standard ISO 14000 has been developed to certify environmentally responsible practices by organizations, and has been widely adopted by companies. The importance of ISO 14000 will be discussed in Chapter 11.
Whilst acceptance sampling was developed in the context of manufactured goods, these ideas can also be applied to service operations. Service standards are the choices made in the service design and delivery regarding quality, and may relate to any aspect of the service that is important to the market segment that the company serves. They provide a guide to determine whether servers are providing the right level of service, and support the quick detection and correction of adverse trends.
Services, as well as goods, can be sampled to see if they come up to standard. Mystery shoppers are one way to sample services. Fast-food restaurant chains often have well-developed systems for sampling the products and services provided by their restaurants, including waiting time, food temperature, size of portions and so on.
Quality at the source
As quality management shifts from process outputs to the process itself, there is a corresponding change in the responsibility for quality. Inspection and sampling techniques supported the old quality-control view that management or specialized QC personnel should be responsible for ensuring quality. SPC highlights the idea that the people actually running the process should be responsible for managing the quality associated with that process. This idea has been formalized as quality at the source, the idea that each person involved in the production process is responsible for making sure that their contribution meets specifications. Quality at the source is a key element of both quality assurance and total quality management.
SERVICE QUALITY
Because of intangibility and customer contact, quality in services is often defined differently to quality in manufacturing, although similar considerations may be applied to the tangible output of a service (e.g. the pizza rather than the entire pizzeria). Zeithaml et al. (1990, p. 26) defined the dimensions of service quality as:
![]() Tangibles – the appearance of physical facilities, equipment, personnel and communication materials. The customer perceives that all the tangible aspects of the service are fit for the task and customer-friendly.
Tangibles – the appearance of physical facilities, equipment, personnel and communication materials. The customer perceives that all the tangible aspects of the service are fit for the task and customer-friendly.
![]() Reliability – the ability to perform the promised service dependably and accurately.
Reliability – the ability to perform the promised service dependably and accurately.
![]() Responsiveness – the willingness to help customers and provide prompt service. The customer's perception that the service provider responds quickly and accurately to his or her specific needs and demands. Customers are often held in long queues when trying to reach call centres.
Responsiveness – the willingness to help customers and provide prompt service. The customer's perception that the service provider responds quickly and accurately to his or her specific needs and demands. Customers are often held in long queues when trying to reach call centres.
![]() Assurance – the knowledge and courtesy of employees and their ability to convey trust and confidence. The customer feels that he or she is in courteous, able and competent hands.
Assurance – the knowledge and courtesy of employees and their ability to convey trust and confidence. The customer feels that he or she is in courteous, able and competent hands.
![]() Empathy – caring, individualized attention that the firm provides for its customers. The customer feels that he or she is receiving caring services and individualized attention.
Empathy – caring, individualized attention that the firm provides for its customers. The customer feels that he or she is receiving caring services and individualized attention.
Imagine that you have gone into a video store to rent a video. You might judge the quality of the store on what you see and physically experience. Is it neat and clean, or messy and disorganized? Does it have the videos that you want to rent? How helpful are the counter personnel? Could you trust their judgement in recommending a film? Do they treat you as an individual? All of these, and more, will go into your assessment of this service.
An important aspect to note is how these service quality aspects can also be ranged from tangibles, which are measurable and observable by the organization as well as its customers and clients, to empathy, which is difficult to perceive except by the recipients of the service.
In some respects, the perception of a service is its reality. Service providers must manage the technical aspects of the service process carefully so that all technical requirements are met – for example, delivering a package within 24 hours, or providing an edible meal. The technical quality of results is the extent to which the results produced for the customer are as good as the state-of-the-art in the field allows. This means that objective measurements of service quality and standards must be based on the customers and how they pass judgement on important process dimensions – managing the evidence (Berry and Parasuraman, 1991). For example, when the Body Shop chooses its suppliers it is well known that part of the selection criteria involves the supplier's commitment to environmental issues. Perhaps what is not quite so well known is that the Body Shop also insists upon high service quality levels. For example, the Lane Group delivers products to the Body Shop and commits to do so within a 2-hour time frame. They are expected to achieve this delivery performance at a level of 99.7 per cent, which means that 997 out of every 1000 deliveries must be within this 2-hour time period. This is an example of the ‘intangible’ nature of service quality being judged in a tangible, measurable way – in this case, by performance delivery.
Customer satisfaction is the extent to which results produced for customers and the process they went through to secure these results meet their expectations. The relationship between expectations and perceptions is often expressed as an equation:
Customer satisfaction = Perceptions – Expectations
As well as the actual service quality in a single service encounter, customer expectations are influenced by other factors such as past experience, word-of-mouth advertising, on-site signs, and need. The zone of tolerance between expectations and perceptions of process and results (Berry et al., 1994) is very small, especially after a service failure. A ‘ratchet effect’ has been found to exist in services: exceed a customer's expectations slightly and he or she will be pleased or even delighted. However, the next time the same customer will be merely satisfied by the extra, or disappointed by its absence. Thus, systematically exceeding expectations is not enough to delight – especially when those expectations have been raised unrealistically by marketing and advertising.
The Servqual model
Service quality can be categorized into two broad components: those dimensions that directly affect the results that customers want, and those concerned with the process customers have to put themselves through to get those results (process quality).
Most studies of service quality have been undertaken by researchers in marketing rather than those in operations management, who have concentrated more on product quality – probably because product quality is more easily measured in objective terms and service quality in perceptual terms, which involves psychology.
One of the best tools in understanding how perceptions of quality differ between customers and producers is the ‘gaps model’ (Figure 9.10), which was developed by Parasuraman and his colleagues in 1985. This ‘gaps’ model shows different points where the service that is designed and delivered by the producer and the service actually needed, expected and perceived by the customer differ. Some of the gaps are on the producer's side, whilst others are on the customer's side.
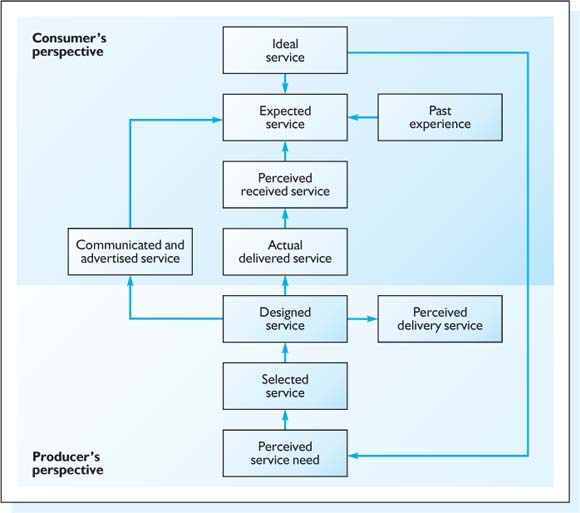
Figure 9.10 The ‘gaps’ model of service quality.
Servqual provides a structured approach to measuring customer satisfaction through measuring the gap between what customers expect and what they perceive of the service provided in a service encounter. Customers fill out questionnaires that ask about their perceptions and expectations, and the gap (or difference) between the two is measured.
Based on Figure 9.10, Parasuraman and his colleagues (1985) identified five gaps that can lead to service quality failures:
1 Not understanding the needs of the customers
2 Being unable to translate the needs of the customer into a service design that can address them
3 Being unable to translate the design into service expectations or standards that can be implemented
4 Being unable to deliver the services in line with specifications
5 Creating expectations that cannot be met (gap between customer's expectations and actual delivery).
Resolving problems with service quality
Service failures will inevitably occur. Service recovery involves making amends to the customer, immediately taking action to alleviate the consequences of the failure, and informing the customer of the recovery activities taking place. Hotels, restaurants and other service operations often overbook their rooms, because a certain number of reservations will not be honoured. In such situations, front-line personnel should be empowered to come up with on-the-spot remedies and solutions for those clients left without rooms, such as booking a room in another hotel. For service recovery to be effective, it must be expected, facilitated, recognized and rewarded. Detection, correction and learning are necessary for systematic learning from service failure (Reichheld, 1996).
A process called the four ‘A's of service recovery was developed at Samaritan Health Services in the USA, and is described by Tax and Brown (1998)
1 Anticipate and correct problems before they occur
2 Acknowledge mistakes when they occur without placing blame or making excuses
3 Apologize sincerely for the mistake even if you are not at fault
4 Make Amends for the mistake by taking corrective action and following up to make sure the problem is resolved.
Guarantees provide a way of communicating to customers and employees specific benefits and expectations, and amends for service failures. A service guarantee specifies a tangible service performance target or outcome, e.g. a maximum wait time for a service, and provides compensation in case of failure. The Toronto Dominion Bank offered a service guarantee when it began offering customers a $5 bill if they had to queue for more than 5 minutes. Service guarantees also makes it easier to quantify the effects of quality failures, and provide the basis for continuous improvement.
As well as guarantees, organizations can also take steps to make sure that potential causes of service failures are identified and eliminated through process redesign. Service fail-safing is an idea that has been adapted from just-in-time (JIT) operations to services by Professor Dick Chase of the University of Southern California. This takes the idea of the pokayoke from JIT management and applies it to services.
Service recovery can only take place when service failures are identified so that they can be acted upon. Organizations can identify service failures through customer complaints. These can be gathered through complaints made to front-line personnel or management, via customer complaint cards or hotlines, and so on. Effective complaints gathering and resolution is a hallmark of high-quality organizations.
Customers who are dissatisfied with products or services have a new weapon – the Internet – to publicize unresolved complaints (Oger, 2000). This ‘word of mouth’ approach to complaining has led to the emergence of thousands of protest sites, targeting nearly every large corporation. Some sites are even put up by disgruntled employees.
However, customers have unclear expectations about many services and may not complain when they are dissatisfied. As Levitt (1980) remarked about services versus tangible goods, ‘You don't know what you aren't going to get until you don't get it’. Good service providers systematically listen to the ‘voice of the customer’ besides just listening to complaining customers (Berry and Parasuraman, 1991).
First Direct, the telephone banking arm of Midland Bank, surveys every new customer 3 months after opening an account. In addition it surveys 15 000 customers quarterly, conducts focus groups with 1000 customers annually, and sponsors independent research by MORI and NOP. In addition, comments, suggestions and queries are logged after each call. This was used to identify customer demand for PC banking (Management Today, 1998).
Mystery shopping allows service providers to experience their services from the perspective of a customer, either through the use of anonymous professionals or actual customers. Pizza Hut (UK) uses mystery shoppers to gather data each month on each restaurant, as well as using questionnaires, focus groups, market research and complaints. The company has a central contact point for customers in a customer care centre (Management Today, 1998, p. 92).
QUALITY AWARDS PROGRAMMES
Quality awards have become popular as a way of recognizing outstanding achievements in quality management, and as a way for organizations to assess their own quality performance. Three important quality awards are the Deming Prize (the most desirable industrial quality award in Japan), the Baldrige Award, and the European Quality Award.
The Deming Prize was established in Japan by the Japanese Union of Scientists and Engineers (JUSE) in 1950 to recognize organizations that have excelled in total quality management. The competition is open to organizations from any country, and is based on 10 criteria. The attention given to the Deming Prize in Japan can be compared with the popularity of the Academy Awards for motion pictures, or the Eurovision Song contest.
The Malcolm Baldrige National Quality Award (MBNQA) has been awarded annually in the USA in 1987 to recognize total quality management excellence in American companies. The Baldrige criteria are a good measure of the company's internal and external excellence, and Baldrige winners receive national (and international) attention. Companies apply in five different categories: manufacturing, service, small businesses, health care and educational institutions. Like the Deming Prize, points are awarded in different categories.
Compared with the Deming and Baldrige Awards, the European Quality Award (established in 1988) is a relative newcomer. It is awarded by the European Foundation for Quality Management, and is presented annually to companies. The EQA framework is shown below in Figure 9.11.
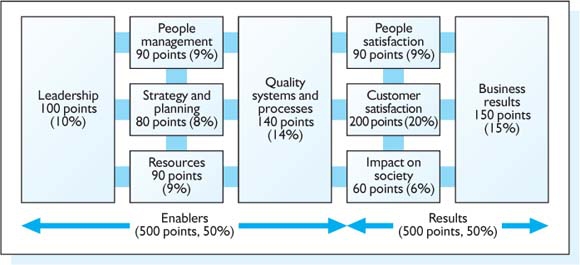
Figure 9.11 The European Quality Award (EQA) framework.
DESIGN QUALITY
The importance of managing the inputs to the transformation process (besides those issues having to do with the supply chain) should be noted. This includes the quality of the design of the product or service in the first place. Design quality describes how the marketplace perceives the product. Chapter 3 introduced practices that are associated with quality of design, including:
![]() Quality Function Deployment (QFD)
Quality Function Deployment (QFD)
![]() Taguchi Methods
Taguchi Methods
![]() Failure Mode Evaluation Analysis (FMEA).
Failure Mode Evaluation Analysis (FMEA).
The quality function deployment approach attempts to integrate customer requirements and needs into the design specifications of the product through ‘listening to the voice of the customer’. In his work on QFD, Akao (1990, p. 5) states:
. . . we can define quality function deployment as converting consumers’ demands into ‘quality characteristics’ and developing a design quality for the finished product.
and, speaking of the effect of QFD, Akao (1990, p. 3) observes how:
. . . the use of quality function deployment has cut in half the problems previously encountered at the beginning stages of product development and has reduced development time by one-half to one-third, while helping to ensure user satisfaction.
The QFD process begins with market research to define the customer's needs and preferences for a certain type of product. These are divided into categories known as customer attributes, and are weighted by their relative importance to the customer.
The house of quality matrix is used to match customer attributes with the organization's design, engineering and marketing capabilities. Figure 9.12 shows how the two major categories of information – information about customer needs and preferences and information about the product's engineering characteristics – are combined to help decide what the target engineering characteristics of the good or service should be.
A technique that is associated with quality management in the design stage is value analysis/value engineering. Value analysis is a technique for analysing the specifications for existing products and determining where redesign or respecification can be used to reduce costs without changing the product's performance. Purchasing and engineering departments may together use value analysis to identify and eliminate unnecessary costs.
Value engineering is a similar technique, but it is used before production.
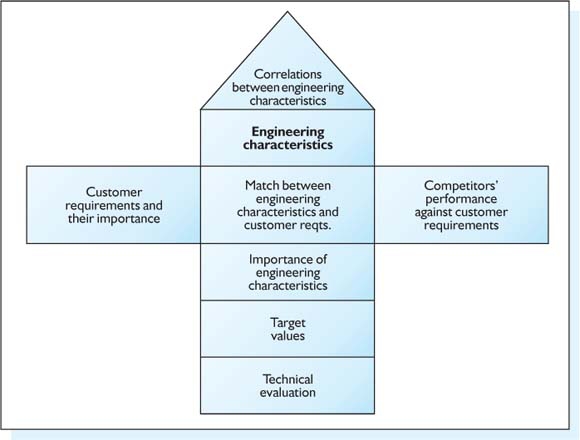
Figure 9.12 The house of quality matrix (based on Hauser and Clausing, 1988).
Both value analysis and value engineering ask similar questions, such as:
![]() Does the item have any design features that are not necessary?
Does the item have any design features that are not necessary?
![]() Can any parts be eliminated?
Can any parts be eliminated?
![]() Can two or more parts be combined into one?
Can two or more parts be combined into one?
The Swedish home furnishings retailer IKEA has developed value analysis and value engineering into a high art in its furniture design.
TOTAL QUALITY MANAGEMENT
Total quality management incorporates a holistic set of ideas about quality that go well beyond operations. TQM goes beyond the idea of quality as conformance to some set of specifications to that of quality as excelling on all dimensions that are important to the customer. TQM describes an organizational culture as well as the sort of tools, techniques and organizational structures that are associated with the conformance-based approaches above.
The development from inspection to TQM reveals the increasing strategic importance of quality over time. As we mentioned earlier, quality used to mean conformance to specification: the nature of this was conforming to process quality criteria (in-house). By the 1980s and 1990s, however, quality became seen in terms of a total commitment from all areas including the supply chain. The scope of each stage of developments in quality is shown in Table 9.2.
Although TQM does include statistical process control and other quality tools and techniques, the outermost layer of TQM is often described as being a philosophy. This philosophy has four basic elements:
1 Customer-driven quality
2 Leadership
3 Employee involvement
4 Continuous improvement.
Customer-driven quality. In TQM, customers include both the external customer who purchases the products and services, and the internal customers who receive the output of internal processes. Customer-driven quality means that the organization listens to the ‘voice of the customer’ in everything that they do. Techniques such as quality function deployment (Chapter 3) support this customer focus.
Table 9.2 Stages of development in quality and related activities (adapted from Brown, 1996, p. 190)
Stage of development |
Activities |
Inspection |
Salvaging, sorting, grading and corrective actions |
Quality control |
Quality manuals, product testing, basic quality planning, including statistics |
Quality assurance |
Third party approvals, advanced planning, systems audits, SPC |
Company-wide QC |
Quality measured in all areas of the firm |
TQM |
Continuous improvement; involvement of suppliers and customers; employee involvement and teamwork |
Leadership. The ‘quality gurus’, including Deming, Juran and, more recently, Crosby, all agreed that there must be senior management commitment to quality within the firm. Juran (1993, p. 43) mentions how this factor was important to the success of Japanese quality:
The senior executives of Japanese companies took personal charge of managing for quality. The executives trained their entire managerial hierarchies in how to manage for quality.
In another publication, Juran (1994, p. 46) also states:
Charting a new course [for TQM] requires extensive personal leadership and participation by managers.
In the same vein, Deming (1986) commented how:
Actually, most of this book is involved with leadership. Nearly every page heretofore and hereafter states a principle of good leadership.
Employee involvement. However, leadership itself is not enough. Company-wide employee involvement is also central to successful TQM. However, this has proved to be difficult for many firms. In an address to a group of American executives, Mr. Konosuke Matsushita stated the following (Shores, 1990, p. 270):
We will win, and you will lose . . . Your companies are based on Taylor's principles . . . You firmly believe that good management means executives on one side and workers on the other; on one side men who think, and on the other side men who can only work. For you, management is the art of smoothly transferring the executive's ideas to the workers’ hands . . . For us, management is the entire workforce's intellectual commitment at the service of the company.
The scathing attack by Matsushita offers the biggest challenge to many traditional approaches in firms. Resistance to this might include the cost of doing so (training) together with the reluctance to relinquish management power. Often a change of culture has to take place if TQM is to be successful, and such success in quality will depend to a very large degree on employee empowerment.
Continuous improvement. This will be discussed more fully in Chapter 10, and is an attitude that sees improvement as a never-ending process of small gains. Continuous improvement relies on committed and involved employees, who contribute suggestions and ideas for improving products and processes. This is built on the Japanese idea of kaizen, which emphasizes providing workers with various tools for improving operations.
The following definition of the role and scope of TQM provided insight (Ahire et al., 1996, p. 9):
TQM is an integrative management philosophy aimed at continuously improving the quality of products and processes to achieve customer satisfaction [by] making quality a concern and responsibility for everyone in the business.
This is a useful definition because it brings out several important, interlinking factors:
![]() The need to integrate functions
The need to integrate functions
![]() TQM is a management philosophy
TQM is a management philosophy
![]() The importance of continuous improvement
The importance of continuous improvement
![]() The need to think in terms of both product and process quality;
The need to think in terms of both product and process quality;
![]() The focus is providing customer satisfaction
The focus is providing customer satisfaction
![]() The issue of quality as a company-wide concern.
The issue of quality as a company-wide concern.
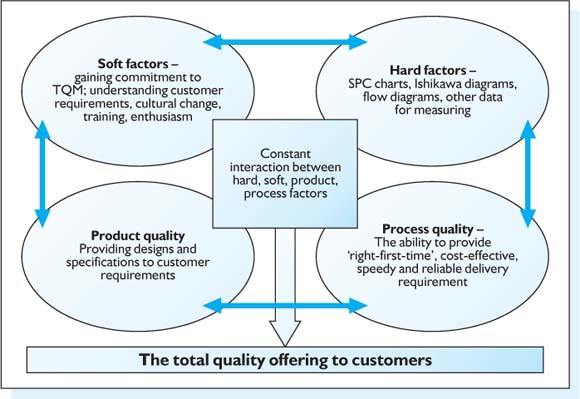
Figure 9.13 The four linkages in the scope of quality (from Brown, 2000, p. 119).
However, the reason for failure of TQM includes the inability to have these and other pertinent areas in place.
QM is a comprehensive term, which must include both process and product quality and ‘hard’ and ‘soft’ factors, as shown in Figure 9.13.
SUMMARY
Quality is about providing customer satisfaction. Undoubtedly this is not always easy – customers can be, amongst other things, annoying, fickle and frustrating. Often they may not even know what they want, which adds to the difficulty of the task of trying to provide customer satisfaction. This task is made even more difficult because the customer may not always be the end user, particularly in industrial markets. Quality is a comprehensive term which must include both process and product quality. A product can be a ‘quality’ product but, if it is not supported by process enhancements (delivery speed, cost, various configurations, and any other customer requirements), will fail as a total quality offering. Conversely, a quality assurance system may well be in place whereby sophisticated process charts and other tools are being used to ensure process quality, but the product itself may not be perceived as providing satisfaction to the customer. If this is the case, then there is a failure in product quality. In order for quality to be in place it is essential that marketing and operations clearly understand the needs and requirements of customers. Operations capabilities then need to be in place so that these needs can be satisfied.
Case study
Quality is more than just the product
Quality is more than just the product. Here, two customers describe their experience of how they were treated when the product they bought failed.
Example 1: Obodex Computers Limited
I bought an Obodex laptop computer and was very pleased with its performance. After a few weeks, however, the screen failed. I rang the company and was put straight through to their service manager, who apologized profusely for the failure and, after a few questions, identified what he thought was the fault. He asked if it was convenient for me to drop the machine into their service centre and said that he would ensure that it was dealt with while I waited. Given the possibility of having my computer up and running again so quickly, I agreed. When I arrived at the centre, I was shown to a waiting area and supplied with a cup of coffee while the laptop was taken away. As I handed it over, the technician asked, ‘Would you like me to make a small upgrade on it while I am working on it, at no charge?’ This sounded too good an offer to pass up, and so I agreed. Thirty minutes later, I was walking out of the centre with my repaired and upgraded machine. You would not believe the number of people who I knew who then bought Obodex when they heard of the service that I had received.
Example 2: Car dealers
We bought a brand new car for our family business. It was needed to go and visit customers and so reliability was vital to us. If we could not keep appointments with customers, this reflected on our business and customers would buy elsewhere. We had had it for 10 days when the power steering failed. This made the car undriveable. It happened at the weekend and so I rang the dealer where we had bought the car first thing on the Monday morning, asking them to come and get the car at the earliest opportunity, as we needed it for several important trips that week. The response was pathetic. They said that they were far too busy and initially offered to look at the car, if we could get it to them, the following Thursday – 11 days later. I complained, but was told that ‘You are not our only customer!’. This made me very angry, and so I called the manufacturer direct. Their customer service people were far more helpful, and eventually agreed to arrange for the car to be collected later that day. It was collected by the same garage that I had called first. I wasted nearly 3 hours on the telephone trying to sort this problem. I will never do business with that dealer again, which probably means we will never buy another car from that company. This is a shame, as it wasn't a bad car.
1 Compare the two cases in terms of how each firm looked after their customers.
2 What is the influence of apostles (customers who tell others how good your service is) and terrorists (customers who tell others how bad your service is) on a business?
3 How might customer complaints actually be an opportunity for gaining greater loyalty to an organization?
Key questions
1 Why has quality emerged in terms of strategic importance in recent times?
2 How might you apply SPC to service setting?
3 What is meant by the ‘cost of quality’? 4 How might you apply the SERVQUAL model to a restaurant?
Key terms
Acceptable quality level
Acceptance sampling
Appraisal
Attributes
External failure
Inspection
Internal failure
ISO 9000
Lot tolerance per cent defective
Prevention costs
Process control charts
Quality assurance
Quality certification
Quality control
Quality management
Quality standards
SERVQUAL
Total quality management
Variables
Ahire, S.; Waller, M. and Golhar, D. (1996). Quality management in TQM versus non-TQM firms: an empirical investigation (total quality management). Int. J. Qual. Reliability Man., 13(8), 8–28.
Akao, Y. (1990). Quality Function Deployment. Productivity Press.
Associated Press (2000). A Rolls by any other name should smell sweet. 7 July, 2000.
Berry, L. L. and Parasuraman, A. (1991). Marketing Services: Competing Through Quality. Free Press.
Brown, S. (1996). Strategic Manufacturing for Competitive Advantage. Prentice Hall.
Brown, S. (2000). Manufactuing the Future – Strategic Resonance for Enlightened Manufacturing. Financial Times Books.
Corrigan, J. P. (1994). Is ISO 9000 the path to TQM? Quality Progress, May, 33–6.
Crosby, P. (1979). Quality Is Free. McGraw Hill.
Deming, W. (1986). Out of the Crisis. MIT Center for Advanced Engineering.
Department of Trade and Industry (1993). BS5750/ISO 9000/EN 29000: 1987, A Positive Contribution to Better Business.
Feigenbaum, A. (1983). Total Quality Control, 3rd edn. McGraw Hill.
Garvin, D. (1983). Quality on the line. Harvard Bus. Rev., Sep–Oct, 65–75.
Hauser, J. R. and Clausing, D. (1988). The house of quality. Harvard Bus. Rev., May–Jun, 62–73.
Hutchins, D. (1988). Just in Time. Gower Books.
Juran, J. (1951). Quality Control Handbook, 4th edn 1988. McGraw Hill.
Juran, J. (1993). Made in the USA: a renaissance in quality. Harvard Bus. Rev., Jul-Aug, 42–50.
Juran, J. (1994). The quality trilogy: a universal approach for managing for quality. In: Total Quality Management (H. Costin, ed.). Dryden.
Levitt, T. (1980). Marketing success through differentiation – of anything. Har. Bus. Rev., 58(1), 83–91.
Management Today (1998). October, 89.
Maylor, H. (2000). Strategic quality management. In: Strategic Management in Tourism (L. Moutinho, ed.), pp.239–56. CABI Press.
Nicholas, J. M. (1998). Competitive Manufacturing Management. Irwin McGraw-Hill, p.20.
Oger, G. (2000). Don't get mad, get a web site. Agence France-Press, 19 October 2000.
Parasuraman, A., Zeithaml, V. A. and Berry, L. L. (1985). A conceptual model of service quality and its implications for future research. J. Marketing, 49, 41–50.
Pirsig, R. (1974) Zen and the Art of Motor Cycle Maintenance. Bantam. Reichheld, F. F. (1996). The Loyalty Effect. Harvard Business School Press.
Shewart, W. (1931). The Control of Quality of Manufactured Product. Van Nostrand.
Shores, A (1990). A TQM Approach to Achieving Manufacturing Excellence. ASQC Press.
Voss, C. A. and Blackmon, K. L. (1994). ISO 9000, BS5750, EN2900 and quality performance: the UK experience. In: Proceedings of the European Foundation for Quality Management Conference, Barcelona, 26/27 May.
Zeithaml, V. A., Parasuraman, A. and Berry, L. L. (1990). Delivering Quality Service: Balancing Customer Perceptions and Expectations. The Free Press.
Further reading
Burn, G. (1990). Quality function deployment. In: Managing Quality (B. Dale and J. Plunkett, eds). Philip Allan.
Ciampa, D. (1992). Total Quality. Addison-Wesley.
Dale, B. and Plunkett, J. (eds) (1990). Managing Quality. Philip Allan.
Dawson, P. (1993). Total quality management. In: New Wave Manufacturing Strategies (J. Storey, ed.). Paul Chapman Publishing.
Deming, W. (1982). Quality, Productivity and Competitive Position. MIT Center for Advanced Engineering Study.
Garvin, D. A. (1988). Managing Quality: The Strategic and Competitive Edge. Free Press.
Garvin, D. A. (1991). ‘How the Baldridge Award really works. Harvard Bus. Rev., Nov–Dec, 88–93.,
Heskett, J. L., Jones, T. O., Loveman, G. W. et al. (1994). Putting the service–profit chain to work. Harvard Bus. Rev., Mar–Apr, 164–74.
Heskett, J. L., Sasser, W. E. Jr. and Schlesinger, L. A. (1997). The Service Profit Chain: How Leading Companies Link Profit and Growth to Loyalty, Satisfaction and Value. Free Press.
Ishikawa, K. (1985). What is Total Quality Control: The Japanese Way. Prentice Hall.
Oakland, J. (1994). Total Quality Management. Butterworth-Heinemann.
Terziovski, M., Samson, D. and Dow, D. (1997). The business value of quality management systems certification: Evidence from Australia and New Zealand. J. Operations Man., 15, 1–18.