
CHAPTER 
Operations processes: process choice and layout; developing new products and services
 INTRODUCTION
INTRODUCTION
Case study
Botchit and Leggit is a large law firm. Ten years ago, they had only a few solicitors and partners. Today, they employ over 400 people. Their markets for both commercial and domestic legal work have become highly competitive, with large international law firms competing for a wider range of work than they would previously have been interested in, and many small specialist firms taking on much of the low complexity work such as the domestic conveyancing for buying and selling houses. This twin-pronged attack on their markets meant that they needed to fundamentally review how they delivered services to their clients.
Botchit and Leggit was organized in the same way as many other specialist professional service organizations – with lawyers and other support staff grouped into functions. Work coming in would be passed through each of the functions in turn, depending on the specialism that was required at that time. This was fine when the objective was to have a specialist on the case at all times. The downside was that the process was very slow and expensive, and as a result customers were deserting the firm. A basic marketing analysis identified three major market groups. When these were investigated, three different types of work and sets of competitive objectives were defined. The firm reorganized by splitting the main operations into three areas, allowing each to focus on their main tasks and customer group. The results were startling – customers had their needs met far more closely, resulting in much improved levels of satisfaction and retention, and staff turnover was considerably reduced. Focusing on a limited set of objectives was a great success for staff, who had a much clearer mission rather than trying to compromise and be ‘all things to all people’.
Operations managers are responsible for the design, and as in the above case, redesign of processes. Through processes, we operationalize strategies (turn them into reality) and create and deliver the product/service offerings required. The operations manager's role is vitally important in integrating all the contributors into the design/redesign process. As seen in Chapter 1, the nature of the transformation process in terms of volume and variety configurations is an important part of operations.
 Aims and objectives
Aims and objectives
This chapter will introduce how new processes are designed, and how existing processes are redesigned in response to changing market needs and/or changing operational capabilities.
After reading this chapter you will be able to:
![]() Identify the role of process design/redesign in operations management and discuss the factors affecting the process design decision
Identify the role of process design/redesign in operations management and discuss the factors affecting the process design decision
![]() Describe the different process types for manufacturing and service operations
Describe the different process types for manufacturing and service operations
![]() Describe the different layouts that organizations can use and the benefits and limitations of each
Describe the different layouts that organizations can use and the benefits and limitations of each
![]() Explain the implications of high technology, and agile, lean and mass-customization approaches to process design
Explain the implications of high technology, and agile, lean and mass-customization approaches to process design
![]() Apply appropriate tools and techniques for process analysis.
Apply appropriate tools and techniques for process analysis.
THE FACTORS AFFECTING PROCESS
DESIGN
The operations manager has a key decision to make regarding process design that will determine the future success or failure of the operation. Specific decisions are made concerning the capacities and capabilities that the operation should have. The inputs to this process are shown in Figure 4.1.
One input is operations strategy, the combination of the organization's and the customer's requirements. Operations strategy is expressed in terms of:
![]() Scope of operations – how much of the task will be done by the firm, in-house, and how much by suppliers and customers
Scope of operations – how much of the task will be done by the firm, in-house, and how much by suppliers and customers
![]() Scale of operations – the required capacity of the operation (e.g. how many products per hour or customers per day the system is required to handle)
Scale of operations – the required capacity of the operation (e.g. how many products per hour or customers per day the system is required to handle)
![]() The cost of the products and services
The cost of the products and services
![]() The time allowable for delivery of products and services to customers.
The time allowable for delivery of products and services to customers.
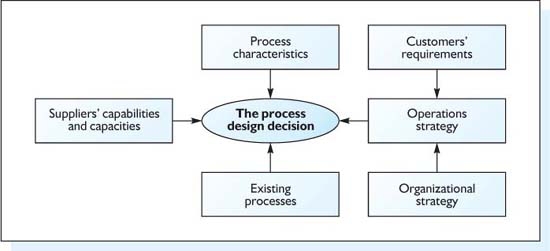
Figure 4.1 The inputs to the process design decision.
Each of these will in turn be influenced by the organizational strategy – including the level of investment that the organization is prepared to make in these processes.
Process characteristics include the nature of what is to be transformed. The production of large-scale engineering products is clearly a quite different matter from the delivery of Internet-based services. However, these characteristics will change with time, particularly with advances in new technology – for example, the way that metal products are made today in highly automated processes is very different from the processes that existed even 30 years ago.
Existing processes provide a major input to the design decision. The level of investment that many firms have made in processes can and does provide a level of inertia, which can work against change or improvement. A production line or any piece of technology may take many years to repay the investment made in it. Furthermore, a process may have been in existence for some time and the firm has gained considerable knowledge about how it works. Thus there can sometimes be a dangerous mentality of ‘if it ain't broke, don't fix it’, and this is totally alien to practices of continuous improvement, which will be discussed in Chapter 8.
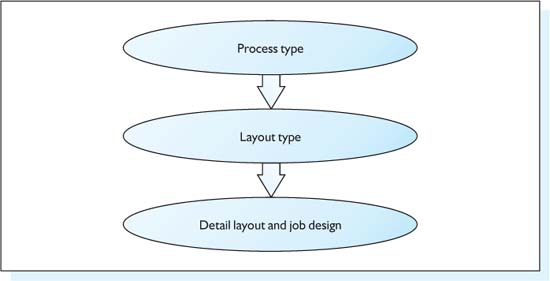
Figure 4.2 The process choice hierarchy.
Supplier capacity and capabilities is the last major input to this decision. As well as considering the operation itself, process decisions should include a consideration of the entire supply network of which the operation is a part. Greater levels of integration with suppliers and their inclusion as part of the process design are powerful and important inputs to process design.
Once we know what the requirements are, we can select the best process type for those requirements. As with product design the decision will rarely be clear-cut, and we will have to make trade-off decisions, such as between unit cost and flexibility. Once the best process type has been decided, the best layout type can be matched to the process type. The final step is detailed process layout design, where individual operations are allocated to particular operators. How integrated tasks should be – whether people do a small part of an operation or a larger element – is also determined at this stage. This process is shown in Figure 4.2.
Process type and physical layout
Process type refers to broad categories of operations configurations, which are available for the operations manager to select from. Physical layout describes the actual placement of people or machines that take part in the transformation process.
In the first part of this section we will consider the five process types; in the second part we will look at physical layout. Process choice and physical layout are closely linked; process choice will to a large extent dictate the physical layout of the transformation process.
THE FIVE GENERIC PROCESS TYPES
The five generic process types are project, job, batch, line and continuous. Figure 4.3 shows how each of these relates to the volume and variety of the transformation process. Each process type is associated with a particular combination of volume and variety. You saw in Chapter 1 how the volume/variety configuration provides clues to the nature of the firm's core operations. Organizations who compete on cost usually rely on high volumes to achieve the low unit costs through economies of scale, which will be examined in more detail in Chapter 6. These result from the operation being able to use larger machines or more specialized workers. Economies also arise from the ability to purchase in bulk and have more control over the supply chain.
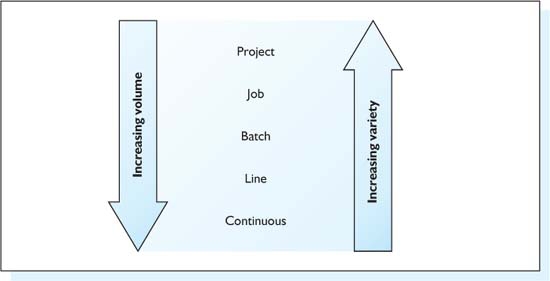
Figure 4.3 The five generic process choices.
The choice of process type is strategically important, because firms are limited in what they can and cannot do once this has been decided. To a large extent the process determines what the organization's capabilities are, and how it delivers products and services to customers or clients.
Within an organization, different stages of production or different service activities may use different process types. For example, Carrefour, the French hypermarket chain, will predominantly sell goods in very high volumes, but within Carrefour's stores some variety is available in the delicatessen areas within the shop, where each customer can select the quantity required of a particular item. Other supermarkets have begun to adopt this approach. Typically, though, a dominant process choice will be associated with the core process – in Carrefour's case, high volume, low variety processes.
We will now consider each of the process types in turn, starting with the lowest volume processes, projects, and moving to the line and continuous flow processes.
 Project
Project
You are probably familiar with some high-profile activities, such as the construction of the London Eye, or the Sydney Olympics. The best process type for large-scale, complex products, or services that are low-volume or unique, is nearly always project. In manufacturing, aerospace and other high-tech products such as flight simulators, as well as most civil engineering and construction (e.g. bridges and tunnels), organize operations as projects. In services, most consulting and other professional services can be classified as project work, because the relationship with each client is unique.
Whilst there is a degree of uniqueness associated with projects that does not exist for other process types, we still refer to it as a process. That is, some common elements will be used from one project to the next. These common elements include the techniques used for project planning and scheduling. Easy-to-use tools such as Gantt charts are often employed for simple projects, whilst more sophisticated tools such as project network planning may be used for complex projects (this is discussed in more detail in Chapter 9). These are used to ensure that the individual nature of the customer requirements can be delivered.
In project environments, highly flexible and mobile staff are required. Consultants are often required to go where the work is – that is, they work around the client. Similarly, people working on major construction projects, such as dams, may travel all over the world.
Job
Many products are manufactured and services provided in very small quantities, sometimes as ‘one-offs’. The process choice associated with this is jobbing. Whilst projects are also associated with low-volume high-variety outputs, the variety of work is generally more limited than the complete individuality of projects, and there would at least be a largely common process between jobs. This is illustrated by the following examples.
A freelance graphic designer or book editor will provide jobbing services to advertising agencies and publishers respectively. In manufacturing, jobbing is the closest process choice to traditional craft manufacturing. You would be likely to find jobbing used in making prototypes of new products and in making unique products, such as machines, tools and fixtures to make other products. Another example would be making clothing in the haute-couture industry.
As for projects, workers in jobbing work will need to be highly flexible. In manufacturing, because only small quantities of a single product are being processed at a time – and sometimes even ‘one-offs’ – the organization will generally invest in general-purpose machines rather than ones designed for a narrow range of products.
To support jobbing, detailed planning is required to decide what sequence each product will follow through the operation.
Batch
Batch production describes a process where products or services are produced in groups of similar (or mostly similar) outputs at higher volume and lower variety than in jobbing. The following example illustrates the difference between jobbing and batch processes. A jobbing printer would be able to copy a small quantity of notes for a lecture programme, with no expectation that the work would be repeated. Set-up costs would be low, but the unit cost would be high. Batch printing would become appropriate where the same lecture programme was being run many times. There would be some set-up costs (e.g. for typesetting), and for each course a number could be produced but at a much lower unit cost.
Some businesses have no choice but to run batch processes. These are particularly evident where the product is in seasonal markets. Wine producers have to harvest their grapes, usually during just a few days each year, and get the product into production as quickly as possible. They run an ‘annual batch’, or vintage.
Other examples of batch operations include a local bakery and all types of moulding, where a ‘master mould’ is created and products are pulled from the mould. A surgeon in a hospital will routinely batch together certain complementary surgical procedures to allow other specialists all to be present at the same time.
In batch production, particularly at the low-volume end (such as hand-laminating glass-reinforced plastics), we again find general-purpose machines. Operators may need to be able to perform multiple functions, as in jobbing, and especially be able to move to different workstations as and when required. Scheduling can be complicated, especially when new products and one-offs also have to be scheduled. At higher volumes more automation may be appropriate, and special purpose machines may be used instead of general purpose. Batch is quite complicated to manage. One of the ways to help manage a range of products is to divide them into relatively high and low volumes. Low-volume batch production will resemble job processes; high-volume batch production will resemble a line process.
Line
At greater volumes than batch operations, products and services are usually highly standardized, with little variation between one unit of output and the next. Line operations are usually found when the process can focus on a conversion activity that results in a single type of output, but where each stage of the process between input and output is distinct from the other stages.
High-volume, standardized products such as particular car models, televisions, stereos, DVDs and computers are particularly suited to line production. In services, line processes are used in the preparation of fast food or in handling standard financial paperwork such as mortgage applications. In either case, there is a set sequence of events in the conversion process.
The highly standardized products found in line processes are also associated with higher investments in technology, which may be unique to a firm or even a specific product line. Gillette's $1 billion spend on developing the Mach 3 razor was predominantly taken up by development of the production process to make this product. This process is the subject of great secrecy and provides something their competitors have so far been unable to copy – three blades on a razor.
There are several disadvantages to using line production for any but the most standard products. The first is that line production is dedicated to a single product; the introduction of new products using the existing line is difficult. As discussed later in this chapter, operations managers now have a number of possibilities open to them should they need to increase the variety of products whilst still maintaining the advantages of a high-volume line process – in particular, low unit cost.
Continuous
Unlike the other four process types, continuous production does not result in discrete outputs (we cannot count or separate units of output within the production process). It is typically found where a process can be set up to run without stopping – some continuous processes run all day, every day, for a year or longer. Continuous production is applicable where products are totally standardized, such as in power generation, chemical refining, steel production and some food processing, but there are few service operations that are located in this high-volume, low-variety area. It is associated with very high investment in dedicated facilities and equipment, with work mainly automated and low levels of labour input beyond control and monitoring.
Continuous production differs from line production because the latter can be stopped at a particular stage of production and the production process can be restarted again without affecting the product, whilst stopping a continuous process is generally avoided because production cannot easily be restarted without having to discard all of the materials being processed. In addition, there may be significant costs associated with the stoppage – shutting down blast-furnaces used in steel production generally requires that the furnace be re-lined, at a cost of many tens of thousands of pounds.
The process types given above are summarized in Table 4.1.
Whilst we can differentiate services according to the same process types as manufacturing organizations, other classifications shed more light on the nature of the processes we are describing.
The choice of process and layout has clear links with the product life cycle. The life-cycle diagram serves to show where a particular product is in its life cycle and where, consequently, it should be placed in terms of process choice. In the early stages of the product's life the ‘focused’ area of manufacture will be in a low-volume batch group; it may return to another low-volume focused area at the decline stage of its ‘life’. In the growth, maturity and saturation stages the product is best manufactured in a group of high-volume batch, and as volume increases single line processes are most appropriate, generally in ‘U’-shaped lines. The product life cycle and the link to process choice is shown in Figure 4.4:
Table 4.1 Summary of process types
Process type |
Process characteristics |
Project |
Highly flexible. Individualized output results in high unit costs. Mobile and flexible staff required. Quality determined by individual customer requirements |
Jobbing |
Significant flexibility required, though the volume is generally higher than when compared to projects. Some repetition in the system, and many more common elements to the process than occur with projects. High unit costs relative to higher volume processes, but low set-up costs |
Batch |
Some flexibility to handle differences between batches still necessary, requiring some investment in set-up for each batch. Higher levels of specialization required in both people and machines |
Line |
Highly specialized people and machines allow high rates of throughput and low unit costs. Limited flexibility usually associated with this process. Quality levels consistent. |
Continuous |
Usually non-discrete products produced over a significant period of time. Very high levels of investment required and limited possibility for flexibility due to highly dedicated processes. Commonly highly automated |
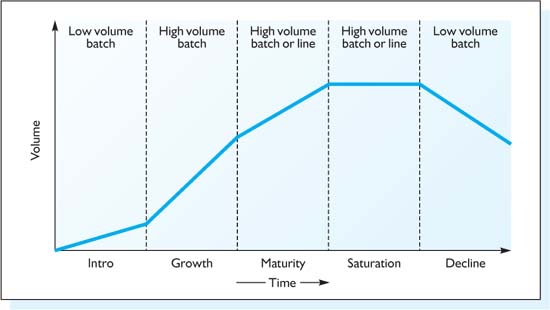
Figure 4.4 The change of process choice in a product life cycle.
There are two things to bear in mind with the product life cycle:
1 Not all products will go through each stage of the life cycle – in the UK the Sinclair C5 died very early in its product ‘life’
2 The length of time that a product may remain in a particular stage of the cycle will vary – the stages are not the same lengths of time for every product.
A firm must link manufacturing processes with product requirements and so movement from one process choice to another might take place when any of the following factors are present:
![]() A new or substantially modified product is being introduced
A new or substantially modified product is being introduced
![]() Competitive factors and priorities have changed
Competitive factors and priorities have changed
![]() Volume changes occur
Volume changes occur
![]() The current performance of a product is inadequate
The current performance of a product is inadequate
![]() Competitors are gaining advantage by a better process approach or new technology.
Competitors are gaining advantage by a better process approach or new technology.
The point of the product life cycle in relation to manufacturing is that it reveals that, due to the changes in volume in a product's life cycle, one fixed process is not necessarily sufficient or indeed applicable for a product for the duration of its life. As a result, flexible systems have to be in place to facilitate this change over a period of time. Investment in these processes, although expensive, is increasingly viewed as a competitive requirement. It is clear, therefore, that a standard line cannot hope to satisfy the market requirements of variety, flexibility and so on which will impact on products over a period of time. Instead, flexible manufacturing systems (FMS) cater for such variety.
Flexible manufacturing systems
A typical FMS includes the following:
1 A number of workstations, such as Computer Numerically Controlled machines that perform a wide range of operations
2 A transport system which will move material from one machine to another; loading and unloading stations where completed or partially completed components will be housed and worked upon
3 A comprehensive computer control system that will coordinate all the activities. The activities will include:
![]() The control of each workstation
The control of each workstation
![]() Distribution of control instructions to workstations
Distribution of control instructions to workstations
![]() Production control
Production control
![]() Traffic control
Traffic control
![]() Tool control
Tool control
![]() System performance monitoring.
System performance monitoring.
FMS enables speed and flexibility – in terms of rapid changes to products – to be made with precision and consistency of reliability. FMS cells are arranged around a group of products where some variety of the product is required even though volume is high. If the volume was very high and the product variability was minimal, then a line process would be most applicable. FMS allows a product to be made in a number of variations and in different volumes over a period of time. This has clear benefits for both manufacturer and customer (Bateman and Zeithaml, 1993, p. 680):
Mazda's production plans for a Monday are final on Friday afternoon, compared to the three weeks’ lag time at General Motors . . . Dies can be changed in minutes, whereas in US plants changing dies took hours or even a full workday . . . Mazda can deliver a tailor-made car in one week, compared to three weeks for US manufacturers. With the advantages of speed, quality and customized products, flexible manufacturing appears to be a mode of operations that auto makers must adopt for long-term survival.
However, success with FMS is not just about investment in technology. Any organization has to invest in human resources to gain benefits from FMS, as Bessant (1991, p. 121) indicates:
. . . a point which emerges from a number of studies is that the benefits of FMS investment often come more from the organizational changes which it catalyses than from a narrow set of physical equipment which is installed. It forces a ‘new way of thinking’ on the firm and it is this change in approach which is critical in obtaining the full benefits.
Thus far we have discussed manufacturing processes. Clearly service processes are core to many types of organizations, and so we need to understand the different types of processes within service environments.
Service processes
Four process choices have been identified by Schmenner (1986) that are useful for classifying service process choices. These are the service shop, service factory, mass service and professional service, as shown in Figure 4.5.
It is possible to match these service process types with the generic process types discussed above. Professional services are often organized as projects, with the consultants (or whoever is involved in the service delivery process) working around the customer. There is a high level of labour intensity, as there is little scope for automation of the service, and high levels of customer interaction (to obtain and deliver the required information).
Service shops are often associated with jobbing operations, including car repairs and hospital activities. Here, there is a similar degree of individuality in the way that the service is delivered – every person or job is different, but the labour intensity is markedly lower.
Both service shops and mass services may use batch processes, depending on the level of customization of outputs for individual customers.
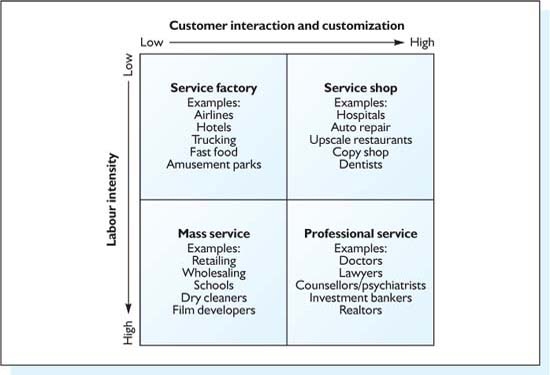
Figure 4.5 Schmenner's service matrix (based on Schmenner, 1986).
Mass services provide a highly standardized service to their customers, though this still requires some labour input to each customer.
Service factories are often set up around line production, and require minimal input to individuals. Theme parks may put on characters who will give a ‘veneer of individuality’, but in reality this is only a very small part of the overall service that they are providing.
One type of process that has not been included in this analysis is that most basic unit of activity, the craft process. Here, one person performs the vast majority of the task, relying on his or her skills and knowledge of the area to do so. Examples of this type of work include independent financial advisors, blacksmiths and other very small businesses – usually based around one individual. The process choice in such cases is limited to the scale and scope that the individual can provide, although some of the detail layout issues will be pertinent. For the operations manager selecting a craft process may be an option when considering how work is to be performed, though in larger organizations, this will be used as part of one of the core process types.
Having determined the process type that we need to have, as described above, the next decision for the operations manager is the layout that needs to be in place, and this is discussed in the following section.
Connecting process choice and layout
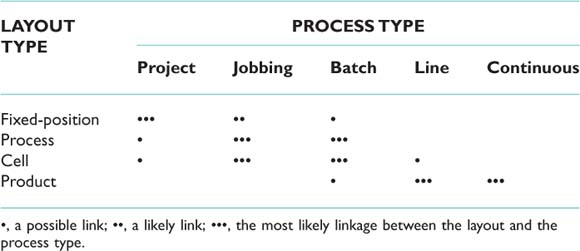
Process choice and layout are closely linked. Table 4.2 summarizes the predominant linkages.
Table 4.2 shows that the predominant relationship between process and layout choices is clustered around the diagonal. This is not necessarily the only case, indicating that in many cases there are a number of options available to the operations manager. The other factors of operations strategy, process characteristics, existing processes and suppliers will all guide the choice. Of these, the role of the competitive objectives that the organization is striving to achieve will be a key concern.
As noted earlier, process choice largely determines how the firm competes in the marketplace. Project and jobbing processes are associated with a wide variety of products or designs, which can be customized for individual customers or clients. Volumes are small or products may even be ‘one-offs’. New products or product improvements may be required on an ongoing basis. The firm competes based on flexibility, including design and innovation.
Line and continuous processes, on the other hand, are associated with the delivery of a narrow range of standard outputs in high volume. Introducing new products or services takes longer than in project and job production, because the process is dedicated to specific products.
Although the project–fixed layout, jobbing–process layout, and line or continuous–product layout connections are straightforward, batch production is linked to different physical layouts depending on factors besides volume and variety (scope and scale).
Table 4.2 The link between process choice and layout.
The most common process choice is batch, but it is difficult to build strategic competitive advantage around batch processes – it is often ‘stuck in the middle’. Managers often focus their attention on finding the optimum batch size, rather than on customer service. New techniques such as mass customization and agile manufacturing offer a way of copying the characteristics of either jobbing or high-volume process choices to batch production. These techniques will be discussed later in this chapter.
A danger for both manufacturing and service organizations is that redesign of processes can cause a mismatch between the process choice and customer expectations. In a professional services setting (or in job production) customers expect high customization as well as high labour inputs. However, if the service provider (e.g. legal or medical services) begins to use batch production to reduce costs, customization may become compromised. In the example given at the start of this chapter, the focusing of the business into several smaller operations that handled the needs of that particular customer group better than the original ‘one-size-fits-all’ approach, the redesign enabled the operation to deliver its competitive objectives.
The following considers the overall layouts that can be used. As will be seen, the choice has considerable influence on the nature of the work done in each case, the type of equipment that will be required and the nature of the flow of work through the operation.
PHYSICAL LAYOUT
The process type is reflected in how the operation arranges its activities, or its layout. Specifically, we now have to decide how the tasks that make up the operation are to be delivered. The process type determines the nature of the tasks that will be performed – for example, will these be project activities or will they be part of the work in a line process? The layout determines where and in what sequence activities that make up a process are located. The four basic layout types – fixed, process, product and hybrid or cell layouts – were identified in Table 4.2. The following describes each in more detail.
Fixed-position layout
In a fixed-position layout the product or person being acted on remains in one place whilst operations take place around it. Workers come to the product (or to the production location) instead of the product moving between workers and/or work centres, and workers carry out single or multiple activities to modify a product or provide a service until completion.
Fixed-position layouts are used in services, e.g. in dental or surgical treatments where the patient remains in a single location whilst being treated. In manufacturing, the production of heavy, bulky or fragile products, such as ships and aeroplanes, and most construction projects take place with the people and machines moving around the ‘product’.
Fixed-position layouts are associated generally with lower volume process types – most usually projects (as in construction), but sometimes with jobbing processes (specialized contractors in construction) and batch processes (as with the production of aeroplanes or construction of many types of the same house on a housing development).
Process layout
In a process layout, specific types of operations are grouped together within the manufacturing or service facility. There is no pre-specified ‘standard’ flow. Products move around according to processing requirements, as shown in Figure 4.6. This layout type is commonly used in hospitals, where specialisms are grouped together – e.g. accident and emergency, X-ray facilities, paediatrics etc. Since few patients will have identical problems and so will not receive identical treatment, wards and departments are laid out to accommodate a wide range of potential patient requirements. Many retail operations, especially department stores, use a process layout, where the customers move between areas dedicated to different goods, such as kitchenware, furniture and clothing.
The same occurs in manufacturing operations such as precision engineering, where the product does not move in a specified sequence but is moved to particular areas as and when required, allowing a variety of products to be made. In manufacturing, a process layout is commonly associated with jobbing production, where low volumes of products such as furniture, high-fashion clothing and jewellery are produced to individual requirements. In general, low-volume batch production will also be associated with process layout, although high-volume batch production may follow the product layout that is described next.
This layout is ideal for handling small batches of ‘products’ or a wide variety of tasks, each of which require specialist people or machines.
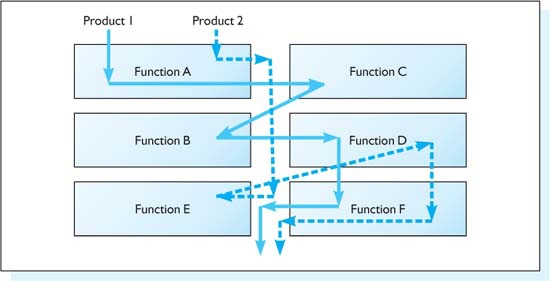
Figure 4.6 Process layout in a functional approach.
Process layouts are associated with flexible equipment and workers, so that even if a single operation breaks down the whole process does not have to stop. The problem, as Figure 4.6 demonstrates, is that even with only two products running through this system the flow becomes complex and difficult to manage. If you move between the different functions, such as in a hospital, you may have to queue before being ‘processed’ by each of the specialist functions. This functional approach therefore is usually not the fastest at handling throughput, and often requires people to ‘progress chase’ items through the system, or develop complex IT systems to keep track of the location of particular items.
The law firm in the example described at the start of this chapter originally used a process layout. The redesign involved splitting the process to meet the needs of different client groups, and the following two designs were used to provide the necessary focus for each microoperation (or operation within an operation).
Product layout
The product layout was developed during mass production, as an extension of the principles of scientific management in the context of assembly-line production. In a product layout, people and machines are dedicated to a single product or small range of similar products. Each workstation is laid out in a sequence that matches the requirements of the product exactly, and each stage is separate from the next stage, as shown in Figure 4.7.
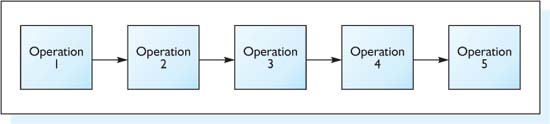
Figure 4.7 Product layout.
The sequence of operations in a product layout follows a straightforward sequence, where one activity in the line cannot be started unless the previous activity has already been completed. In manufacturing, the product layout is common in automobile assembly and other high-volume applications. In services, this layout can be found in high-volume, standard services, especially where there is a tangible element, such as fast-food preparation. IKEA, the furniture retailer, has a product layout for its stores. People have to follow a pre-defined route through the store, from one area to another. In this way IKEA achieve rates of customer throughput (see Chapter 7) that few other retailers can match.
The operation does not need to be laid out in this manner – indeed, space restrictions often dictate that a straight line cannot be used. Keeping the divisions between the operations remains, but the overall layout can take a ‘U’ or an ‘S’ shape.
In line operations, workstations should be located close together to minimize materials movement. Materials flow and control is critical, especially in ensuring that there is a steady flow of work to do and that both stock-outs (where materials run out) and large piles of work-in-process (WIP) are minimized. Because each workstation is dependent on the next, the speed of the entire line is determined by the workstation with the lowest capacity. Furthermore, if a single work centre is not operating the entire line comes to a halt very rapidly. Japanese automotive manufacturers have made a feature of this for some time – if there is a problem with any part of the operation, any worker can stop the line. This focuses attention on removing and preventing recurrence of the problem, which would be hidden if the line were allowed to continue working.
The hybrid process/product cell
In large or complex operations, neither the process nor product layout may be entirely satisfactory. The machines or work centres (operating theatres, departments in a store) are designed to accommodate a range of products, not a particular product family (or customer grouping). This leads to too many compromises in the process characteristics. An approach that has tried to eliminate these compromises is the adoption of cells, which are designed to meet the needs of limited range of products or customers. By doing so they can be far more focused on those needs, rather than trying to meet a much wider range.
As shown in Figure 4.8, the cell layout has a number of features. These include the layout in a U-shape, which allows one operator to carry out more than one function and to maintain all operations within sight of each other (facilitates communication and control). The facilities are more flexible than would be found in a product layout and the operators are multi-skilled (they can carry out more than one task).
There are other aspects of cell working that firms have found beneficial. These include the team-working benefits that go with having a small group of people working together, and the increased autonomy that such cells permit. They can, for example, considerably simplify the scheduling process, allowing managers to schedule by cell rather than by scheduling each machine. In addition, it is often found that the work moves faster through cells than is the case in more traditional line processes, thus achieving short lead-times for customers.
In manufacturing, machines are grouped together in a cell to support the production of a single product family. This approach is common in high-tech manufacturing environments, where high volume and moderate variety can be achieved simultaneously. In services, activities are grouped together to produce similar services or handle the requirements of a particular customer group. Some high-volume, batch-type services such as call centres use a cell layout, where calls are routed through to specific areas. Department stores are clusters of cells, where each holds the goods needed by a particular customer group. They also have the capability to deal with the entire customer transaction, including taking payment and dealing with any after-sales issues.
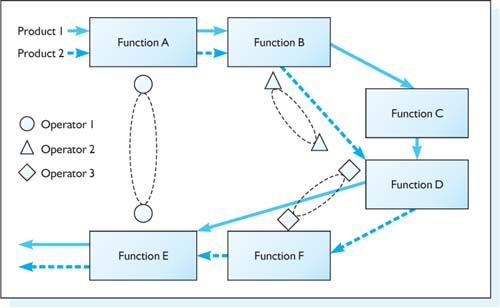
Figure 4.8 Cell layout.
Process choice and competitive objectives
As discussed in Chapter 2, Hill (1995) distinguished between ‘order-qualifying’ and ‘order-winning’ criteria. Order-qualifying criteria are those factors that an organization needs in order to be considered at all by customers, and order-winning criteria are those factors that a company needs to win customer orders. Hill suggested that order-qualifying and order-winning criteria can be mapped on to process choice, as shown in Figure 4.9.
Organizations can use this framework to analyse how process choice limits their ability to compete on certain competitive objectives. Process choice, however, is a broad decision, and only by going for a layout type that is different from that of competitors can firms achieve advantage through it. For instance, the predominant layout in car production is the product layout. Volvo Cars decided to break with this and create advantage by using a cell layout at their Udvalla plant. The benefits of fast throughput and team working would, they argued, outweigh the disadvantages of lack of specialization amongst their assembly workers. The outcome was not positive for the company, but this was a bold move in an attempt to create advantage through layout.
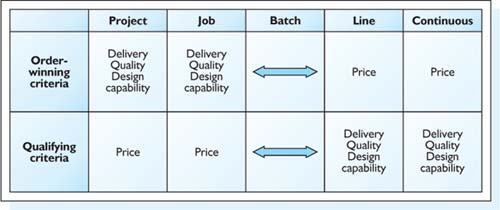
Figure 4.9 Linking process choice and order-qualifying/order-winning criteria.
Choosing the layout for a process is a basic operational decision that needs to be made and revisited regularly to check whether a change to layout would indeed yield advantage. Alternatively, competitive advantage can be pursued through other means, including through the detailed layout decisions discussed below. The choice is never totally straightforward, however. A firm may produce the same type of product for two markets under one process choice. The particular needs of each market may differ, even though the process choice is the same. For example, a firm producing flight simulator units supplies two markets, commercial and military. The requirements for the two are entirely different in terms of cost, delivery reliability and features, even though each simulator product is made under a project process choice. Under the process choice mapping model we would expect the competitive requirements to be the same because they share the same process choice, but this is not the case.
The layout decision is rarely a simple one, as the above has demonstrated. The information that operations managers have to work with will also be imprecise, particularly when it comes to working with forecasts for demand. This changes the nature of the very task that operations managers have to perform from the highly scientific approaches that were advocated by the management scientists (often called operations researchers, when related to this field) of the past to one that is highly creative. This is most obvious when they have to deal with the many apparent conflicts in the process – e.g. the choice between a layout that would deliver a service cheaply and one that would provide the necessary levels of customer interaction.
TRENDS IN PROCESS DESIGN
Manufacturing
In many industries, mass production (and the inherent product layouts) is still the dominant way of organizing the production of high volumes of standardized products. A major change is that recently in many markets customers or competitors have forced mass producers to change their approach to process design, to allow them to compete in new ways. These new approaches have been made possible through the application of computer and communications technology, coupled with new ways of thinking about operations. Two new approaches to designing process have created new options. Many operations are actively pursuing one or both of the following alternatives to traditional mass production:
![]() Mass customization
Mass customization
![]() Agile manufacturing.
Agile manufacturing.
Mass customization
Mass customization describes the provision of what customers perceive as customized goods and services in high volume, but the operation can create and deliver without incurring additional costs to change the output's design or appearance. The idea is simple; make exactly what the customer wants in the quantity that he or she desires. This can be created through limited design variety based around a single product platform or related variants of that platform (see Chapter 3). Cellular phone and pager manufacturers are taking advantage of mass customization when they offer customers the ability to select an ‘individual’ (out of a finite range) faceplate. Similarly, web sites can use ‘cookies’ to customize web sites for return visitors, a technique used to great advantage by Internet book and gift retailer Amazon.com, who provide customers with recommendations based on the their past purchases.
Mass customization attempts to combine the benefits to customers of higher variety whilst retaining the benefits, in terms of costs in particular, of high volumes.
Hewlett-Packard is one firm that has experimented with using mass customization to deliver products to customers in a cost-efficient and timely manner. Products such as Hewlett-Packard's computers are designed around independent modules that can be assembled into different products easily and inexpensively. Since final assembly of these modules can be postponed until the very last stages of the process, customization can be undertaken in close proximity to their dealers, who can request a specific model. This has achieved savings on transport and logistics costs. In 1999, in order to attempt to emulate the success of Dell Computer's direct sales strategy, Hewlett-Packard moved to providing the same service to end customers rather than just to dealers, extending their need and capability for mass customization.
Mass customization requires more than rethinking product design and assembly. However a firm pursues mass customization, a strategic plan needs to be in place simply because capabilities will not be developed by mere chance. Mass customization requires marketing and operations cooperation, as well as a comprehensive operations strategy being in place, before mass customization is attempted. Many firms have attempted mass customization and failed, because it requires a strategic leap from mass production rather than tinkering with the final stages of an operation. Clearly mass customization is based on operations capabilities, but it is more than simply enhancing the existing technologies and competencies that a particular firm may possess. Instead, whole supply chains may need to be reconfigured and, in doing so, greater responsibility might be placed on firms within the supply chain or supply network.
A key issue here is the ability to respond to customer requirements and to do so quickly. Many in the car industry believe that it is only a matter of time before you will be able to order a car to your specification one day, and have the exact car delivered, made to order (as opposed to delivered from stock) within 48 hours.
Agile manufacturing
Agile manufacturing has been proposed as an alternative approach to mass production or mass customization (Kidd, 1994). Bessant et al. (2001, p. 24) offer a useful definition of agility:
Agility in manufacturing involves being able to respond quickly and effectively to the current configuration of market demand, and also to be proactive in developing and retaining markets in the face of extensive competitive forces.
They further argue that agility can be defined by what it is not: Agility is not:
![]() just about adoption of specific technology
just about adoption of specific technology
![]() available in a single panacea
available in a single panacea
![]() simply following fashion
simply following fashion
![]() just adoption per se – implementation has profound importance
just adoption per se – implementation has profound importance
![]() merely equipment-based
merely equipment-based
![]() always about radical change
always about radical change
![]() the province of specialists.
the province of specialists.
To achieve agility, the operation must deploy agile strategy, processes, linkages and people. Agile strategy describes the processes for understanding the firm's situation within its sector, committing to agile strategy, aligning it to a fast moving market, and communicating and deploying it effectively. Agile processes refer to the provision of the actual facilities and processes to allow agile functioning of the organization. Agile linkages include intensively working with and learning from others outside the company, especially customers and suppliers. Agile people consist of a flexible and multi-skilled workforce, working with a culture that allows initiative, creativity and supportiveness to thrive throughout the organization.
Mass customization and agility compared
Whilst customization within mass markets is nothing new, the degree to which customization is demanded in industrial markets is now greater than before, and similar requirements are now evident within consumer markets. Both mass customization and agility require more than fine-tuning existing operations capabilities; they are instead major changes, which may demand radical configurations and redesign of operations within the firm's plants. The impact of rapid change and increased competition providing greater choice for customers has now placed enormous responsibilities on operations managers.
The role of technology in process design
Some firms have tried to satisfy simultaneous demands for low cost, flexibility, speed and variety simply by investing in process technology. In many businesses the use of Enterprise Resource Planning (ERP) systems provides the information infrastructure to meet the needs of fast response to customer requirements. In manufacturing, many firms have made substantial investments in technology, including:
![]() Flexible Manufacturing Systems (FMS) – small groups of machine tools linked together by robotized loading and transportation facilities
Flexible Manufacturing Systems (FMS) – small groups of machine tools linked together by robotized loading and transportation facilities
![]() Computer-aided Design and Manufacturing (CAD/CAM) – see Chapter 3
Computer-aided Design and Manufacturing (CAD/CAM) – see Chapter 3
![]() Computer-integrated Manufacturing (CIM) – where entire processes are linked through a single controlling computer.
Computer-integrated Manufacturing (CIM) – where entire processes are linked through a single controlling computer.
These have often accompanied the modification of existing processes though cell layouts. However, such approaches, although possibly providing opportunities for the firm to develop competencies, are not sufficient in themselves. General Motors spent $80 billion on technology during the 1980s, only to see their domestic market share shrink from around 56 per cent in 1979 to around 30 per cent by 1999.
Turning technology into competitive advantage is a major challenge for firms. Operations must manage the capabilities of both staff and systems (including suppliers) prior to investment in technology in order to prepare for the new capabilities and limitations of these systems. Failure to do so will often result in wasted investment. Indeed, there is a need for a comprehensive, coherent strategic framework to be in place within firms if investment in process technology is to contribute to competitive advantage. During the 1980s, firms investing in flexible manufacturing systems found that the processes were often not fulfilling their potential for improving productivity and reducing costs, due to:
![]() Operator error – the controlling computers were usually complex to operate and required considerably more operator training than firms were prepared to pay for
Operator error – the controlling computers were usually complex to operate and required considerably more operator training than firms were prepared to pay for
![]() Poor materials – the requirements for consistency of materials was far greater; a robotized handling systems at that time was markedly less able to handle any variety (such as small dimensional changes) in the materials than a human-operated system
Poor materials – the requirements for consistency of materials was far greater; a robotized handling systems at that time was markedly less able to handle any variety (such as small dimensional changes) in the materials than a human-operated system
![]() Maintenance problems – when you have a highly complex machine that employs computer controls, electronics systems, electrical systems and usually some hydraulics that all come from different manufacturers, and something goes wrong, who do you call to come and fix it?
Maintenance problems – when you have a highly complex machine that employs computer controls, electronics systems, electrical systems and usually some hydraulics that all come from different manufacturers, and something goes wrong, who do you call to come and fix it?
The problem is often that firms do not take the time to learn; they expect and budget for instant results. There are many cases of firms that spent sufficient sums but failed to take the time to learn from successes and failures in using technology. As a result, investments became financial millstones. For others, such investment created leverage, brought about by advanced technology allied to enhanced skills, know-how and learning.
Clearly, managing the process transformation is an enormously important challenge for operations managers in both service and manufacturing settings. Success does not come about purely by having the right technology. Other factors, including the way that it is used and integrated into the layouts and overall processes, may be more important.
SUMMARY
The five basic types of process choice are: project, job, batch, line and continuous. The basic types of layout are: fixed, process, hybrid (cell) and product, and there are links between the layout (the physicality of operations) and process choice (the transformation). A process choice will indicate what a firm can and cannot do. Process choice may significantly influence what the company sells and what it is able to offer.
Process technology is not a quick-fix solution, and investment must be made alongside skills and capabilities. Any investment has to be made to support the company in its chosen market, and should not be at the whim of a particular technical specialist but a holistic decision for the company.
Understanding processes is as important to services as it is to manufacturing. The five types of processes can be mapped on to services, but the Schmenner matrix model also helps to aid understanding into the nature of service processes.
Case study
Service processes at Social Services
Oakmead is the area head office of a Social Services department in the South of England. Its catchment area deals with around 100 000 people. The range of services includes an ‘intake’ unit, devoted to initial assessments, care for the elderly, child care, help for the disabled and support for mental health clients. The demands placed upon Social Services can be enormous, and social workers are often in no-win situations in a range of critical areas. For example, if a child is brought into care then Social Services may be accused of breaking up the family unit; if on the other hand a tragic event happens within a family during the time when Social Services were beginning to be involved, the consequences can be devastating for all concerned. Moreover, both the local and national press seem keen to highlight instances when things go wrong. Perhaps the most well known of these came in 1988 in the North of England, where there was a series of reports of what were perceived as ‘bad practice’ relating to detecting child abuse.
Like all Social Services Oakmead is subject to a shortage of funds, and this calls for the very best of operations management to make the greatest use of limited resources, in particular with regard to how to manage a range of different operations processes. Back in 1995 the Oakmead office had been arranged by four geographic areas – North, South, East and West – in order to cover the geographic region. Each area had its own specialist teams, but the arrangement placed emphasis on area rather than on process. By 1997 the Oakmead office was struggling to meet clients’ needs, and in 1998 the County Council Head Office hired management consultants to assess the current position in order to make suggestions for improvements throughout the region. When the management teams in Oakmead were asked to work with consultants, a number of key problems came to light. The first was a layout problem. Consultants had been surprised, when reading the breakdown of figures for types of clients, to see that there was a low referral rate for both elderly and disabled clients. However, when they came to the Oakmead office the reason for this became clear; the reception area was on the third floor in a building that had no lift! The other problem was that there was confusion with process flows, resulting in duplication of process tasks throughout the office. For example, when a potential client telephoned the office the approach was very resource-driven rather than client-led. Great emphasis was placed upon where the person lived rather than what the needs of the client were. Once the need had been determined the client would be forwarded to a particular geographic grouping, and would then need to provide the same details that had been given in the initial telephone conversation.
After agreeing with senior-level managers that there were problems with how processes were managed, the following changes took place. First, the physical aspects needed to be changed, and so the reception area was moved to the ground floor. Not surprisingly it was then found that the number of elderly and disabled clients increased dramatically in the following 12 months – by 32 per cent for elderly and 56 per cent for disabled clients, who had formerly been put off by having to climb stairs. Second, walls that had created barriers between geographic teams were demolished. Three months after the changes were made, the area manager commented: ‘immediately, the atmosphere changed – we got things done by talking with each other rather than being huddled in our separate offices’.
In addition to changing the physical aspects of the layout, Social Services were fundamentally reorganized around focused process groupings rather than by the former geographic layout. For example, when examining the flow of operations it became clear that the intake process was the high-volume centre of the system. As a result of this assessment, additional staff were recruited to deal with the high number of intake calls. The process was rearranged so that the intake team (a high-volume, service factory process) would now quickly forward the clients’ details to a specialist group. Once the call was put through, the process then became that of a professional service – a unique encounter between the client and the service provider. The specialist process groups – care for the elderly, childcare, help for the disabled and support for mental health clients – would deal with needs across the region rather than within specific geographic boundaries.
The improvements were dramatic, including response times to child-at-risk situations cut by a half; and the number of disabled people seen over a year period increased by 36 per cent.
Clearly, understanding the nature of the service delivery and then managing processes by grouping around focused areas has enormous benefits for service and manufacturing environments.
Key questions
1 Describe the process choice and layout that you would expect to find in the following:
a. A fast food restaurant
b. A general hospital
c. A car repair workshop.
2 Explain why flexible manufacturing systems are now in place in many high volume industries.
3 Provide three examples of each of the following:
a. A professional service
b. A mass service
c. A service factory.
Cellular layouts
Continuous process
Job
Line
Mass Service
Process choice
Process technology
Professional services
Project Service factory
References
Bateman, T. and Zeithaml, C. (1993). Management: Function and Strategy. Irwin.
Bessant, J. (1991). Managing Advanced Manufacturing Technology. Blackwell.
Bessant, J., Brown, S., Francis, D. and Meredith, S. (2001). Developing manufacturing agility in SMEs. Int. J. Technol. Man., 1–3, 12–33.
Hill, T. (1995). Manufacturing Strategy. Macmillan.
Kidd, P. (1994). Agile Manufacturing – Forging New Frontiers. Addison Wesley.
Schmenner, R. W. (1986). How can services business survive and prosper? Sloan Man. Rev., 27(3), 21–32.
Further reading
Åhlström, P. and Westbrook, R. (1999). Implications of mass customization for operations management. An exploratory survey. Int. J. Operations Product. Man., 19(2).
Bessant, J. (1993). The lessons of failure: learning to manage new manufacturing technology. Special issue on Manufacturing Technology. Int. J. Technol. Man., 8(2/3/4), 197–215.
Buchanan, D. A. and Boddy, D. (1983). Organizations in the Computer Age: Technological Imperatives and Strategic Choice. Gower.
Burgess, T. (1994). Making the leap to agility. Int. J. Operations Product. Man., 14(11), 23–34.
Duguay, C., Landry, S. and Pasin, F. (1997). From mass production to flexible/agile production. Int. J. Operations Product. Man., 17(12), 1183–95.
Feitzinger, E. and Lee, H. (1997). Mass customization at Hewlett-Packard: the power of postponement.Harvard Bus. Rev., 75(1), 116–22.
Lau, R. (1999) Critical factors for achieving manufacturing flexibility. Int. J. Operations Product. Man., 19(3).
Lei, D., Hitt, M. and Goldhar, J. D. (1996). Advanced manufacturing technology: organizational design and strategic flexibility. Org. Stud., 17(3), 501(23).
Leonard-Barton, D. (1993). Core capabilities and core rigidities: a paradox in managing new product development. Strategic Man. J., 13, 111–25.
Pine, B. J. (1993). Mass Customization: The New Frontier in Business Competition. Harvard Business School
Pine, B. J., Victor, B. and Boynton, A. C. (1993). Making mass customization work. Harvard Bus. Rev., Sep-Oct.
Piore, M. J. and Sabel, C. F. (1984). The Second Industrial Divide: Possibilities for Prosperity. Basic Books.
Upton, D. (1994). The management of manufacturing flexibility. California Man. Rev., 36(2), 72–89.
Victor, B. and Boynton, A. C. (1998). Invented Here: Maximizing Your Organization's Internal Growth and Profitability, A Practical Guide to Transforming Work. Harvard Business School Press.