
CHAPTER 
Managing capacity: managing transforming resources
 INTRODUCTION
INTRODUCTION
Case study
The automobile industry is the world's largest manufacturing business. However, there are a number of major concerns for auto firms and there are vast differences between competitors in terms of their size, capabilities and financial performance. A small number have large cash reserves, but the weaker members are saddled with huge amounts of debt, and at the beginning of the new millennium only a quarter of the world's 40 car-makers were profitable. Competition has become far more intense due to increased globalization efforts coupled with saturated capacity in several major geographic areas. Perhaps the key issue for the industry is over-capacity; in total, the car producers can produce 20 million more cars and trucks a year than it sells. Put bluntly, every car plant in North America could close, and the world would still have too many cars. The capacity problem is made even more acute because the Asia-Pacific region will add capacity to make an additional 6 million cars by 2005. Different firms will deal with the problem of over-capacity in various ways, but an important development has been in the surge of mergers and acquisitions. For example, the merger between Daimler and Chrysler in 1999 created the world's fifth largest car company by volume, with combined annual revenues of around $130 billion. As well as mergers and acquisitions, various alliances took place that allowed major car firms to create a stronger presence than before in previously undeveloped territories. Renault invested $350 million in OAO Avtoframos in Moscow, by which 120 000 cars would be produced. Daewoo invested $1.3 billion in AvtoZAZ in the Ukraine. All of these measures are aimed at dealing with profoundly important areas for operations managers: capacity and scheduling.
All operations managers must face the challenge of managing the organization's resources so that outputs are delivered to customers and clients in the right amount, at the right time. In particular, operations managers are responsible for managing the resources used in the transformation process so that the supply of the operation's outputs is aligned with customer or client demand for goods and services. When this not performed well, outputs are produced for which there is no immediate demand, or not enough outputs are produced to meet demand. Sometimes this can be a deliberate strategy – there is always one toy at Christmas whose desirability is enhanced by its short supply – but a mismatch either way often means lost revenues or increased costs for the organization.
We saw at the beginning of this chapter how the automobile industry suffers from over-capacity. However, interestingly, on one occasion DaimlerChrysler had the opposite problem; customer demand for Chrysler's PT Cruisers was much higher than the company's production capacity. The popularity of the retro-styled automobile caught everyone by surprise – some dealers were even charging double or triple the manufacturer's recommended price for the few ones they could get. The company's factory in Toluca, Mexico, could produce around 120 000 model year 2001 PT Cruisers, but many customers who had placed orders with dealers had been waiting for months without even knowing whether they would receive their car.
 Aims and objectives
Aims and objectives
In this chapter, we will consider how operations managers measure and manage transforming resources in operations environments. Managing these resources is important because once decisions have been made about the outputs that will be produced and the processes used to produce them, the next constraint that determines the level of work that the organization can perform is the availability of these transforming resources, which provide the organization's capacity. Good capacity management ensures that the organization doesn't make promises to customers or clients that it can't deliver.
After reading this chapter you will be able to:
![]() Explain how the operation's transforming resources determine what level of output the organization can sustain
Explain how the operation's transforming resources determine what level of output the organization can sustain
![]() Explain the relationship between demand and supply, including how and why demand varies
Explain the relationship between demand and supply, including how and why demand varies
![]() Compare different strategies for dealing with variations in demand, over different time frames and in different operations environments
Compare different strategies for dealing with variations in demand, over different time frames and in different operations environments
![]() Understand, and be able to apply, some of the good rules of scheduling.
Understand, and be able to apply, some of the good rules of scheduling.
UNDERSTANDING CAPACITY
Capacity decisions are one of the key policy decision areas for operations. Like other policy decisions, this involves making trade-offs between investing in productive resources and making the best use of them. On the one hand, transforming resources such as facilities, technology, and people are generally expensive and take time to acquire or create, so the organization wants to use them wisely. On the other, materials, information and effort may be wasted if they are acquired or transformed when there is no demand for them, while sales may be lost if outputs are not available when needed by consumers.
Defining capacity
In operations management, the term capacity describes the level of output that the organization can achieve over a specified period of time. Capacity can be defined in several different ways, and some of these are described below.
 Theoretical capacity
Theoretical capacity
One definition of capacity is the maximum level of output that can be attained by the organization, theoretical capacity, which is the level of output that can be achieved if the organization's resources are used fully. This would mean operating 24 hours per day, 7 days per week, 365 days per year, and for all but continuous production this is clearly unrealistic.
Many manufacturing operations and most service operations operate either during fixed hours, such as 9 am to 5 pm, Monday to Friday, or have some periods where operations are minimal. A university might be able to double or triple the level of students through scheduling lectures around the clock, including weekends and holidays, which would make very efficient use of its lecture theatres; however, it wouldn't be very popular with students or faculty!
Design capacity
Even facilities running continuously find it difficult to achieve 100 per cent productive time; they must generally shut down at least periodically for maintenance and cleaning. A second definition of capacity is design capacity. This is the level of output that the operation was designed to have, which includes allowances for planned non-productive time. For example, a cinema might calculate its capacity based not only on the length of the average film, but also including the time for the audience to leave at the end of the film, the room to be cleaned and the audience for the next film to be seated. This level of capacity is usually the one selected for planning purposes. However, a drawback of design capacity is that that it does not include unplanned productive time, such as unscheduled outages. These can result from internal factors, such as unplanned staff shortages, or external factors, such as extreme weather or transportation disruptions.
Given these considerations, a practical definition of capacity might be the amount of resource inputs relative to output requirements at a particular time (Chase and Aquilano, 1995, p. 319).
Actual capacity
Operations managers and other decision-makers often need to know what level of outputs an operation has produced or will produce over a certain period – its actual capacity – as well as what it can produce theoretically or by design. This shown in Figure 6.1.
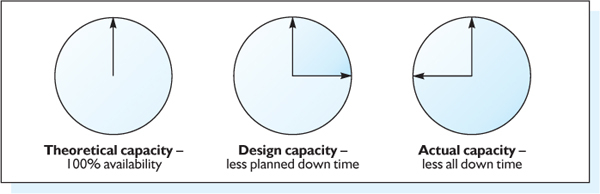
Figure 6.1 Theoretical, design and actual capacity.
Measuring capacity
How do operations managers measure capacity? Since operations draw on a variety of different resources, each of which might be capable of producing a different amount of outputs, the answer is not usually very simple.
Capacity is generally measured using a combination of measures, including time and money. Money relates to common business measures such as sales revenues and profits, whilst time relates to measures of how much time is taken to complete products or services. (In operations management, time is often the most important measure for outputs, and money for inputs.)
Capacity measurement is usually most straightforward in manufacturing operations, where capacity is generally measured in terms of the maximum number of physical units of goods that the operation can produce during a given period of time. Thus, an automobile assembler will measure its capacity as the number of cars produced during a day (or month or year), a mobile phone manufacturer as the number of phones produced, and so on.
Many activities in service operations cannot be initiated except by customers. Here, either the operations must wait for customers (idle time) or customers must wait for the operation (queuing). Although appointment or reservation systems can help, the demand is often erratic. Therefore service operations generally measure their capacity in terms of the potential to provide services rather than actually processing capacity, since they often operate below capacity.
Hotels, for example, might measure their capacity in terms of the number of rooms and/or beds, since they cannot be certain that customers will always turn up to fill them. Similarly, capacity comparisons for hospitals are generally presented as number of beds, whether or not there are patients to fill them, or as the number of patients on average who can be seen in a given period of time, or as the average length of stay.
Capacity management in non-profit organizations, such as governmental and non-governmental organizations, is sometimes particularly difficult. The capacity of some non-profit organizations, such as schools or universities, might be measured in terms of the number of customers or clients (in this case pupils or students), or in terms of the size of the client base served. On the other hand, it often makes sense for these operations to report capacity in terms of the level of outputs relative to the level of inputs, since the demand for outputs is often unlimited and the level of resources available to support the operation is often limited and/or fixed. A library, for example, might state its capacity as the number of books that it holds, rather than the number of readers it can serve. Equally, their opening hours indicate the timing capacity that is available for its customers.
Like service and non-profit operations, supply operations are also dependent on arrivals – in this case customer orders – rather than being able to measure capacity precisely.
Inputs to capacity
An organization's ability to transform inputs into outputs is determined by the level of its transforming resources (Figure 6.2), which include its:
![]() Facilities
Facilities
![]() Technology
Technology
![]() Workforce
Workforce
![]() Ability to acquire inputs, including financial resources.
Ability to acquire inputs, including financial resources.
When capacity management decisions are being made, the effects of each type of input on the operation's ability to perform work must be considered. For example, the number of patients that can be seen in a hospital department depends on the number of staff employed, the number of beds available, and the availability of operating theatres and other specialized technologies. The number of automobiles that an assembly plant can produce will be limited by the number of workers, the process technology, and the availability of inventory.
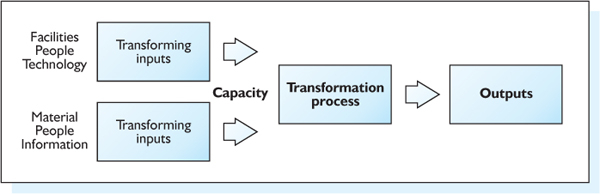
Figure 6.2 The effect of capacity in the transformation model.
Facilities
At the level of a manufacturing plant or service facility, operations management is concerned with determining the level of resources necessary to support strategy or alternately maximizing the level of outputs at a given level of resources. Capacity management here will be concerned with both the absolute level at which the operation can produce outputs and the range and/or mix of outputs that can be produced. This is important because one of the ultimate goals of a business organization is to generate profits, not to maximize investment in assets.
In the long term, organizations match capacity with demand through changing the number, location and processing capacity of facilities. At the organizational level, the number and location of facilities is a strategically important decision that will affect the total output of the organization. At the operational level, a major influence on the capacity of an individual manufacturing or service facility is the physical space available.
Facility location is important for operations that involve either production facilities manufacturing physical goods or service facilities that need to serve customers through direct customer contact. Facility location decisions are influenced by various factors, including the locations of customers, suppliers and workers, how local conditions affect business operations, and costs of doing business (including infrastructure). A good review of these factors can be found in Michael Porter's book The Competitive Advantage of Nations (Porter, 1990).
An organization may decide to centralize the production of all of its outputs in a single large facility, or to invest in multiple facilities, either located close to markets or specializing in a particular output or range of outputs. Organizations may use a ‘hub and spoke’ network for linking facilities; this is a popular arrangement for airlines and overnight package delivery companies. The London Underground is an example of a highly centralized system; nearly all the tube lines are laid out so that it is difficult to go from one point on the periphery to another without passing through the centre of London (with the exception of stations on the Circle line).
Physical location is no longer central for some types of operations. The rise of virtual organizations and the increasing amount of transactions conducted over the telephone, dedicated communications systems and the Internet means that availability to customers through electronically-mediated means, rather than physical location, is becoming increasingly important to customer choice. We have already discussed the ability of banks to deliver financial services through multiple channels, including face-to-face transactions, ATMs, telephone banking, dial-up services, and over the Internet. Support services such as call centres and data processing can be located anywhere – some remote fishing villages in Scotland have become major players in call processing, and data processing for major organizations can be done in India overnight for records updating. Work is also being done within organizations on a remote basis; teleworking and telecommuting are becoming popular alternatives to commuting to the office via crowded roads or railways.
Economies of scale
In deciding the best size for a manufacturing or service facility, managers generally try to select a size that minimizes the average cost per unit of output over the life of the facility. You should already be familiar with the concept of fixed and variable costs (Figure 6.3). Fixed costs remain constant over a range of volume of outputs, whilst variable costs are proportional to the volume of outputs.
The concept of economies of scale suggests that costs decrease as the volume of outputs increase, because fixed costs can be spread over a greater number of units of output whilst variable costs remain the same. Organizations often use the concept of economies of scale to find an optimum size of facilities based on the decrease in average cost per unit of output as the volume increases. However, average cost per unit doesn't decrease forever, because the price of many inputs will increase in a ‘lumpy’ way with increasing volume, especially when resources must be acquired externally. For example, heating and air conditioning equipment comes in standard sizes rather than being customized.
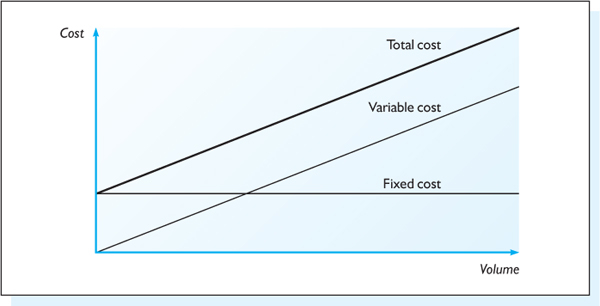
Figure 6.3 Fixed and variable contributions to total cost.
The optimum family size, according to food manufacturers, is four or six, as we can see from the fact that food products are generally packed in lots of four or six, but never five! Similarly, transportation vehicles such as coaches come in fairly standard passenger ranges (although the passenger capacity of an aeroplane can be varied by allocating more or less space to economy, business and first-class compartments, and by varying the space between seats and the width of the seats).
Figure 6.4 shows how economies of scale influence facility size. The average cost per unit of output has been plotted across a range of capacities for facilities A, B, C and D of increasing size. Within each plant, there is an optimum level of capacity that minimizes the average per unit cost for that plant. Across all the plants there may be an operating level that offers a lower average per unit cost than the other plants; however, this plant and operating level will be selected only if it is also the best match for the level of market demand.
The power of economies of scale is illustrated by the rise of superstores and hypermarkets in retailing. The retail organization can spread overhead costs across a much larger range of products and wider customer base, so that the cost per item sold is much lower than in conventionally-sized retail stores. They are also generally built outside town centres, not only because more space is available there, but also because land and building costs are cheaper. With a much lower cost structure, these stores can undercut town-centre shops; this has led to the ‘hollowing’ of many high streets in the UK. (You might also know that recently there has been a move by the same companies whose superstores caused a migration of stores and shoppers from town centres back into town centres, with much smaller outlets such as Tesco Metro.)
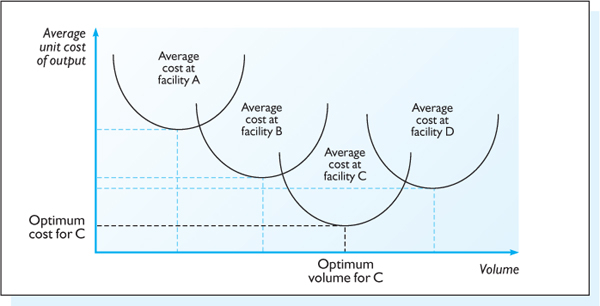
Figure 6.4 Economies of scale for different-sized facilities.
In general, the concept of economies of scale suggests that there is an optimum level of capacity that minimizes the average per unit cost for all types of organizations. However, manufacturing facilities tend to be large in scale and centralized, whilst customer-processing facilities tend to be smaller in scale and close to their customers. That said, service operations that support customer processing (such as call centres, data-processing or other facilities) are more like manufacturing operations, and may be large, central sites supporting many other local sites.
Layout
In many services, customers are involved in some aspects of the transformation process. In a retail bank, counter personnel deal directly with customers to handle transactions and customer inquiries, whilst other staff deal with processing cheques, etc., and are rarely in contact with customers. Many operations separate high-contact and low-contact operations in time and/or in space. When separated, high-contact operations are described as front-room operations, whilst low-contact operations are called back-room operations.
Obviously, physical space alone will not completely determine capacity. For example, the physical space available at a call centre will determine the number of operators who can work at a given time, but capacity will also be determined by the number of telephone lines that the telephone exchange can handle simultaneously.
Technology
As Chapter 4 highlighted, process choice, including process type and layout, is highly related to where the operation is positioned on volume and variety.
After the facility's physical size, a second influence on capacity is technology, which was discussed in Chapter 4. Technology includes the investments in machines, equipment, computer and communications systems, and technological know-how.
Technology costs can add significantly to the investment required in productive resources. These costs include not only that of purchasing the technology, but also the associated operating costs, including staff training. In addition, obsolete or worn-out equipment must be upgraded or replaced. This can be as often as every 1–2 years for computer and communications equipment.
Workforce
The third major determinant of an operation's capacity is the size and capabilities of its workforce. Organizations consist of both direct and indirect workers. Direct workers participate directly in the productive process. In manufacturing, these include people who operate machines, assemble components or transport materials. In services, this usually describes the front-line employees who are in direct contact with customers or clients, and the back-room employees who support their work. Indirect workers include everyone else, and are there to support the direct workers.
The organization's workforce includes permanent, part-time workers and temporary workers. In many countries, changes to the permanent workforce are restricted by law. The workforce may work overtime (or extra shifts) to increase capacity. The organization may also use subcontracting to extend its capabilities. Many organizations have begun to distinguish between core and peripheral workers, who cannot necessarily be distinguished by the length of their association with the organization. Microsoft, the computer software company, has traditionally employed a high proportion of its workers on a temporary contract basis, both for flexibility and to avoid paying high levels of benefits.
In some organizations, multi-skilling – training workers in more than one job so that if someone is absent or otherwise occupied another worker can step in to perform that task – can be used to maintain capacity.
In manufacturing, the use of highly integrated equipment and information technology means that fewer and fewer workers are needed to produce a given level of output. In the 1970s the trend toward increasing automation was argued to be leading inevitably towards ‘lightless factories’ – production facilities with no employees that could be started up and run unattended.
Service organizations generally (but not always) rely more on employees than on capital equipment. Normann (2000) describes services by whether they are personality-intensive or not. Services rely on employees who are skilled with information technology.
Measuring workforce capacity
Unlike machines and other automated equipment, workers tend not to work at a programmed, uniform pace. First, the actions and activities performed by humans are rarely as repeatable or repetitive as those performed by machines. Furthermore, one machine is usually very much the same as other machines of the same type, but people often vary considerably in the level of work that they can achieve. Finally, people usually need time off, whereas machines and systems can often be run continuously over a long period.
People are also more flexible than automated systems in responding to changing needs and variations in the environment. In a famous study, Sutton and Rafaeli (1988) found that when stores are busy and there are many people queuing, convenience store clerks tend to spend less time serving customers and engage less in friendly behaviours such as smiling or thanking customers. On the other hand, when times were slow, the clerks and/or customers initiated small talk and engaged in more friendly behaviours in order to make work more interesting. In other words, the clerks focused on efficiency when there were a lot of customers queuing, but on social interaction when things were less pressured.
Because of this inherent variability in people's work pace, special sets of tools and techniques have been developed to measure what work levels people can achieve under normal circumstances. Time and work measurement describes a set of tools used by operations managers to estimate the time taken to perform a task. The two goals of time and work measurement are to identify and eliminate wasted time, and to set time standards for tasks. Method study aims to eliminate unnecessary operations and waste.
Work measurement techniques include time study and pre-determined motion time studies (PMTS). The data for such studies can come from records of past output, observations of work being done, or recordings of work being done. Standard time can be defined as the total time in which a job should be performed, including rest time.
Work study is often linked to the principles of scientific management, which was developed by F. W. Taylor during the 1880s and 1890s. Taylor started out by studying ways to improve production in machine shops, where skilled machinists acted as subcontracts rather than workers as we understand today.
Based on his beliefs about how to organize machining operations efficiently, Taylor developed an approach to the organization of work that treated workers as another element in the machine that was the organization. A job comprised all the tasks performed by a worker. Taylor broke jobs down into their simplest activities and simplified job designs so that each worker would only execute a limited range of skills in a particular job. Tasks could be broken down into individual activities called elements, and elements were made up of job motions, or basic physical movements.
The idea of specialization of labour was nothing new, as discussed in Chapter 1, but it was extended into a new context. The main idea underlying scientific management was that once jobs had been analysed and reorganized, precise time standards and production targets could be set up. Since workers were generally paid on a piece-rate system, where extra money could be earned by exceeding the standard target, setting piece-rate standards and pay was important to company profits. Taylor was probably more na¨ıve than malevolent in devising his system of scientific management, but in practice scientific management systems were often implemented as a means of reducing the amount paid to workers, and by 1920 labour resistance to Taylor's methods in the USA was significant; European countries had not widely adopted Taylorism anyway.
Work study can help modern operations in many ways. For example, Brown (1994) observed how Work study methods were being used in quality initiatives in a number of plants in the USA and UK, and Adler (1993) reported how the General Motors/Toyota plant (NUMMI) used Work study as a central feature to manufacturing performance.
The ‘image’ problem with work study
If you have seen the film Schindler's List, you will have seen the dark side of work study techniques. There is a scene where a Nazi officer records the time of a worker. The worker makes a hinge and the stopwatch accurately tracks the time to make the product. The worker is then dragged outside to be shot (thankfully the gun doesn't work!) because he is non-productive. Although this is a horrific extreme, we should point out that there's no doubt work study was used as a technique in the ‘bad old days’ of the worker/manager divide, when industrial relationships in many companies were poor. Clearly, the worker/manager divide – the ‘them’ and ‘us’ syndrome – is alien and destructive to modern operations management. However, work study in itself is not responsible for creating the atmosphere in which this is likely to occur. Schonberger and Knod (1991, p. 701) state how important work study is to modern operations:
Some writers have said that the rejection of Taylorism is one reason for Japan's industrial success. That is nonsense... The Japanese are the most fervent believers in industrial engineering in the world... In the just-in-time approach problems surface and then people apply methods study (and quality improvement) concepts to solve the problems. Time standards are widely used in Japanese industry... to plan how long to expect a job to take, assign the right amount of labor, and compare methods.
In Adler's (1993) observation on the NUMMI project, he states that (p. 101):
NUMMI's intensely Taylorist procedures appear to encourage rather than discourage organizational learning and, therefore, continuous improvement.
and concludes that:
time-and-motion discipline... need not lead to rigidity and alienation. NUMMI points the way beyond Taylor-as-villain to the design of a truly learning-orientated bureaucracy.’
Work study divides into two complementary areas: method study and work measurement.
Method study
Method study, in essence, is looking critically at processes in order to improve performance. The method study approach of ‘SREDIM’ can be a very practical help in modern operations management. The acronym SREDIM stands for:
![]() Select a specific area of work or process in order to improve it
Select a specific area of work or process in order to improve it
![]() Record all relevant facts of the particular area or process
Record all relevant facts of the particular area or process
![]() Examine all factors in the present process
Examine all factors in the present process
![]() Develop a better approach or process
Develop a better approach or process
![]() Install the new method as a standard of excellence
Install the new method as a standard of excellence
![]() Maintain this new standard as the minimum whilst actively seeking for further improvements on a continuous basis.
Maintain this new standard as the minimum whilst actively seeking for further improvements on a continuous basis.
The five symbols used in method study can serve as a simple yet powerful approach to measuring current processes, in terms of time and other factors, in order to make improvements: The five symbols are:
O Operation
D Delay
![]() Inspection
Inspection
![]() Controlled storage
Controlled storage
→ Transport
The aim is to have as much pure ‘operation’ activity as possible as this is the only activity that adds value; the others are, essentially, non-productive ‘cost’ factors and will prevent utilization of capacity. Method study can be a powerful approach to continuous improvement, and can benefit key areas such as:
![]() Department layout
Department layout
![]() Workplace layout
Workplace layout
![]() Materials handling
Materials handling
![]() Tools design
Tools design
![]() Product design
Product design
![]() Quality standards
Quality standards
![]() Process design.
Process design.
Work measurement
In addition to method study, the other ingredient in work study is work measurement. Work measurement can have direct impact on the following areas:
![]() Costing systems
Costing systems
![]() Incentive schemes
Incentive schemes
![]() Manpower planning
Manpower planning
![]() Machine utilization
Machine utilization
![]() Production scheduling
Production scheduling
![]() Capacity planning.
Capacity planning.
For example, Lincoln Electric, a leading maker of arc-welding equipment, uses work study methods as a means of determining compensation: workers are responsible for their own quality, and this approach has caused the exit of several major companies from the industry.
Ford used its own ‘Modular Arrangement of Predetermined Time Standards’ (MODAPTS) as part of their commitment to improved productivity. The success at the Norfolk, Virginia, plant resulted in similar techniques being utilized and adapted to many of its other North American plants.
Henry Ford was the first industrialist to exploit the full power of Taylor's ideas, in assembling the Model T Ford. In conjunction with the use of the moving assembly line to pace work, Ford divided tasks between workers and set up the system so that each worker repeated a very simple task on a very frequent basis over and over again. This allowed him to employ workers with very low levels of mechanical skills, many of whom were either fresh off the farm or new immigrants to the USA, achieving unheard-of levels of productivity whilst paying workers much higher daily rates than other firms or other industries. Today we recognize that this repetitiveness has profound physical and psychological effects on workers, including repetitive strain injuries (RSI) and problems with motivation.
Today, operations managers are responsible for managing the workforce, taking advantage of what we've learnt since Taylor's and Ford's day.
Learning curves
A final aspect of the workforce that can affect capacity is the idea that workers get better at particular tasks with experience. The mathematical representation of this is the learning curve. The learning curve was first identified in the manufacture of aeroplanes during World War II, where production engineers noticed that every time cumulative output doubled, the time to produce the nth aeroplane was reduced by 20 per cent. Figure 6.5 shows a theoretical example of a learning curve, where the first unit took 100 hours to complete and there is an 80 per cent learning curve. Note that because of the doubling effect the average time decrease per consecutive unit starts out as very large and then decreases very slowly. A handy technique for analysing real data is to plot observed times and cumulative numbers of units on logarithmic scales (powers of ten), where the distribution of times will approach a straight line. (If you're not handy with logarithms, then you might want to use a learning curve table where the values have already been calculated for you.)
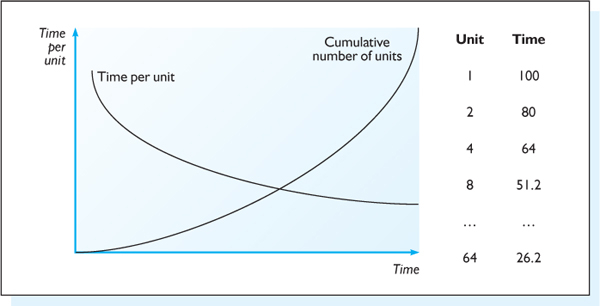
Figure 6.5 The learning curve.
The concept of learning curves is thus important to capacity, because organizations can expect to achieve higher levels of output with the same amount of resources as the cumulative number of units increases.
Acquiring inputs and distributing outputs
The final determinant of the organization's capacity is its ability to acquire inputs and distribute outputs. As mentioned above, public sector organizations such as governmental and other-not-for-profit agencies may be operating with fixed levels of financial and/or human resources, and their goal is to serve as many clients as possible, making the best use of those resources. For businesses, the availability of financial resources for purchasing inputs, equipment and facilities, and for hiring workforce, may limit capacity. Other inputs themselves may be limited.
The alcoholic beverage tequila (used by students in celebrating birthdays and other momentous occasions!) is currently in short supply because of a scarcity of its main ingredient, the agave cactus. The growing demand for tequila wasn't recognized far enough in advance, and the agave cactus, which only grows in a limited area of Mexico and needs to be planted and cultivated decades in advance of its harvest, is in short supply – thus tequila prices are rising as stocks fall.
Summary
It is clear from this first section that an organization's capacity depends on the level of resources – facilities, technology, workforce and inputs – that it has in place to create and deliver outputs. Capacity constrains the options open to operations because it is difficult to increase or decrease the level of transforming resources (especially facilities and equipment, but in many situations workforce) on a short-term basis. Furthermore, capacity measurement may be related to either staff or facilities and equipment, depending on the relative importance of each in the transformation process. In many operations skilled staff provide the product or service, with plant or equipment being used to facilitate their work. This is notable in operations that provide one-off or very small quantities of unique outputs, such as project or jobbing manufacturing operations or service shops. In such operations, staff hours are the most common measurement of capacity used.
In many other operations, plant and equipment make the product and people support their task. These operations typically produce large quantities of standardized products, using line or continuous processes for manufacturing, or mass services for services. Here, the quantity the process itself is able to produce will be the most common measurement of capacity. For example, in tyre manufacturing a typical capacity measurement will be the number of tyres a factory is able to produce over a particular period. In services, similarly, airline capacity is often measured in terms of seats, and restaurant capacity is measured in terms of customers that can be served.
In intermediate operations, such as batch operations in manufacturing, either people or plant and equipment will be the most important determinant of output, so either type of capacity measure will be used.
As seen in previous chapters, the guiding principle of mass production was to put high levels of standardized resources in place to produce high volumes of standardized output at the lowest long-run average cost. On the other hand, craft production operated with a minimum level of resources in order to create low volumes of customized outputs to meet customer demand exactly, although at a much higher per-unit cost. In between these two extremes, operations managers are responsible for managing capacity planning.
In order for strategic capacity planning to take place, organizations and managers must understand, as far as possible, what levels of outputs are currently required by customers and clients, and what their requirement will be in the future. A review of the determinants of demand follows.
THE DETERMINANTS OF DEMAND
The main driver of strategic capacity planning is the demand for the organization's outputs. Demand is usually forecast by sales or marketing, based on historical data and predictions about the future.
To manage demand, an organization must consider all potential and actual sources of demand for its goods and services. Demand management requires managing both internal and external demand for the organization's outputs. External demand comes from customers; internal demand comes from elsewhere in the organization.
In general, demand for goods and services follows a predictable pattern that can be described by the product life cycle, which was introduced in Chapter 3. This describes a general pattern of demand that is true for most products directed towards end consumers: demand increases during the introductory and growth phases, levels off during maturity, and decreases during the decline phase.
However, knowing where the organization's output is in the product life cycle alone is not usually enough to predict demand. First, most facilities are not dedicated to a single product in a specific phase of the product life cycle, but produce a range of outputs specifically to avoid dependence on a single product.
Furthermore, for most organizations demand is not the same from time period to time period, but is affected by long-term and short-term fluctuations. Long-term changes in demand result from changes in the basic factors that determine demand, such as political, social, economic and technological changes, which change the baseline of demand. The PEST framework for analysing an organization's environment is a useful way of monitoring these long-term changes.
Short-term changes in demand result from changes around this baseline. For services, variations in demand often occur over very short periods – for example, early morning and late afternoon rush hours over the course of a day, and weekend versus weekday variations.
Forecasting
There is usually uncertainty in predicting demand due to random fluctuations and other factors. Forecasting experts usually describe demand as being able to be ‘decomposed’ into a number of components:
![]() Trend is a gradual change in demand over time, whether an increase or decrease
Trend is a gradual change in demand over time, whether an increase or decrease
![]() A cycle is a change in demand that repeats itself over time, and can be long term or short term
A cycle is a change in demand that repeats itself over time, and can be long term or short term
![]() Short-term cycles include seasonal variations in demand
Short-term cycles include seasonal variations in demand
![]() Random variations are ‘noise’ that ‘get in the way’ of predicting.
Random variations are ‘noise’ that ‘get in the way’ of predicting.
Demand forecasting uses information about past demand levels and possible changes in demand to make predictions about future demand levels. Forecasting provides the basis for predicting resource requirements, preparing production plans and co-ordinating supply and delivery. Organizations use forecasting in order to identify future demand for outputs, and such techniques will be discussed in the latter part of the book.
Techniques for forecasting
Operations managers draw on a variety of techniques for forecasting demand. The three basic types of forecasting methods are time series, causal, and qualitative methods. If the operation has collected enough data about past levels of demand or outputs, then mathematical techniques such as simple averages, moving averages or exponential smoothing can be applied. Figure 6.6 presents a typical process for forecasting.
Time series methods are methods based on how demand varies over time, whilst causal methods are based on how demand varies based on some other factor. Qualitative methods use judgement and expert opinion (called the Delphi technique) as the basis for forecasting.
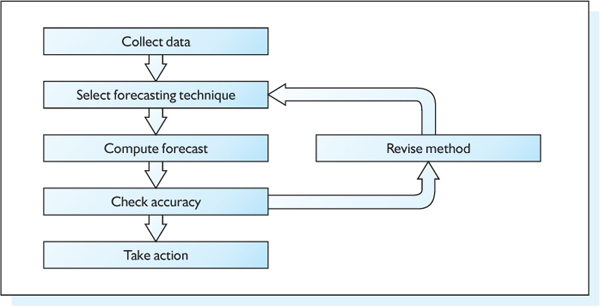
Figure 6.6 A process for forecasting.
Although a complete discussion of forecasting is beyond the scope of this chapter, some commonly encountered forecasting methods are described briefly below.
Time series methods
Time series methods use historical data, assuming that the causes of demand variation for the future will be the same as for the past.
The simplest technique for forecasting demand is by averages – predicting the next period's demand based on this period's demand. For example, if this semester's enrolment in a management class is 60 students, the forecast for next semester's enrolment is set at 60 students. This technique is useful when demand tends not to change much from period to period, or if all fluctuations are random.
Forecasting using the simple average technique is nearly as straightforward: the next period's demand is calculated as the average of the demand for previous periods. So if demand for the past three weeks was 4, 5 and 3, then the predicted level of demand in week 4 is (4 + 5+ 3)/3 = 12/3 = 4. If demand is relatively constant the simple average is useful, but if demand has been changing or if some periods are unrepresentative of current demand, then more sophisticated forecasting techniques are appropriate. The moving average technique computes the average based only on a certain number of the most recent demand periods, discarding older data. Note that the moving average that considers only one period's demand is the first technique that we started with.
Moving averages can weight each past period equally (simple moving average) or unequally (weighted moving average); a more sophisticated version of this is exponential smoothing.
In Table 6.1 you can see that these techniques vary in their accuracy. The simple average technique is better than the past period technique, because it uses more of the information provided, and the moving average technique outperforms the simple average technique when the early period data is less relevant than data from more recent periods.
Table 6.1 Forecasting using averaging
Period |
Actual demand |
Past period |
Simple average |
Moving average |
0 |
100 |
|
|
|
1 |
110 |
100 (–10) |
100 (–10) |
|
2 |
100 |
110 (+10) |
105 (+5) |
|
3 |
120 |
100 (–20) |
103 (–17) |
|
4 |
110 |
120 (+10) |
107.5 (–2.5) |
107.5 (–2.5) |
5 |
110 |
110 (0) |
108 (–2) |
110 (0) |
Causal methods are used to forecast demand when demand or outputs can be associated with factors besides time and outside the organization's control, such as economic indicators. These usually rely on statistical techniques such as linear regression. Linear regression calculates demand based on the relationship between demand and one (simple linear regression) or more (multiple linear regression) variables.
Qualitative techniques
Consumer/market research are often used to estimate demand for completely new products or services, where no data are available or close enough for quantitative forecasting methods to be applied. In the case of technology-push products or services (discussed in Chapter 3), these can be highly inaccurate; it is often said that market research for the original Sony Walkman suggested that nobody could see the point of such a personal stereo and it was concluded that the market would be too small to be profitable!
The Delphi technique is an established technique for tapping expert opinions about events or trends that are far into the future or highly speculative.
Many organizations employ futurists, people whose job is to think widely into the future. Often these predictions are wrong. For example, when the Supersonic Transport project that resulted in the Concorde was in full swing, the widespread use of supersonic transport for passenger transport was predicted by the year 2000 (Veiga, 2000). Another well-known erroneous prediction was that nuclear power would be such a low-cost source of electricity that it would be too cheap to meter.
STRATEGIES FOR MATCHING SUPPLY
AND DEMAND
As well as managing the static level of resources for creating and delivering outputs, operations managers are also responsible for managing the availability of these resources in time (and in space). In part these concerns will be covered in Chapter 7, but here we will examine those aspects that are tightly linked to the availability of the organization's fixed resources of facilities, technology and workforce.
The objective of strategic capacity planning is to (Chase and Aquilano, 1995):
Specify the overall capacity level of resources – facilities, equipment and labour force size – that best supports the company's long-range competitive strategy for production.
Given the constraints that are discussed above, the total output of an operation will be determined by higher-level organizational decisions, including the location and layout of individual facilities. That given, how do organizations decide what capacity level is best? This is where planning and control is important.
Planning and control
The importance of matching the output of the organization's outputs and the resources for producing those outputs is one of the key drivers of any organization's planning and control activities.
In this chapter, planning and control will be treated as two separate activities. Planning describes the activities that take place in order for the transformation process to occur (Figure 6.7), whilst control describes those activities that take place during the conversion of inputs into outputs. However, you should be aware that in practice it is not always possible to separate planning activities and control activities.
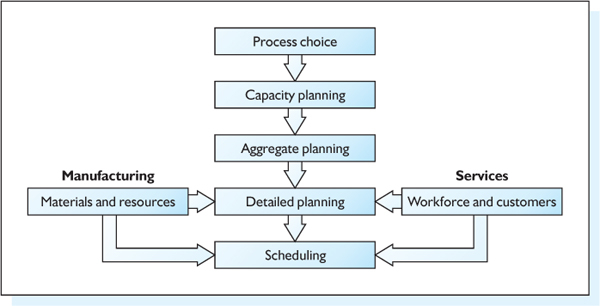
Figure 6.7 An overview of the planning cycle.
Long-range plans are usually reviewed on an annual basis. In the medium term, organizations match capacity with demand by acquiring flexible resources or varying their use, such as hiring or firing workers, buying additional equipment or subcontracting. These plans are usually reviewed every quarter, or sometimes every month. In the short term, organizations can adjust capacity by extending the utilization of existing resources, for example through the use of overtime. However, this is expensive and limited. These plans are usually reviewed weekly (Figure 6.8).
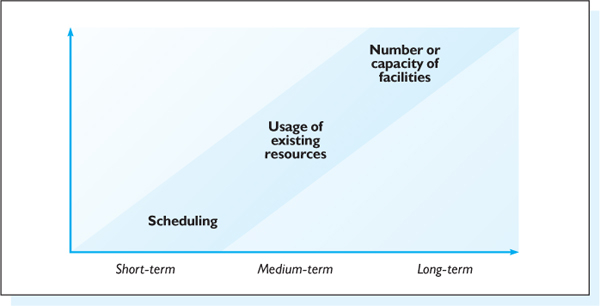
Figure 6.8 Time horizons for strategic capacity planning.
Chapter 7 presents a typical framework for planning and control in a large organization making a complex product, and it can be seen that there are a number of key tasks in planning and control. Briefly, these are:
![]() Capacity management, which is concerned with matching capacity and demand within the operations function
Capacity management, which is concerned with matching capacity and demand within the operations function
![]() Aggregate capacity planning, which is a medium- to long-term statement of capacity requirements to satisfy total demand, period by period, for product groups
Aggregate capacity planning, which is a medium- to long-term statement of capacity requirements to satisfy total demand, period by period, for product groups
![]() Resource planning, which considers the amount of resources necessary to satisfy aggregate demand
Resource planning, which considers the amount of resources necessary to satisfy aggregate demand
![]() The master production (operations) schedule, which breaks down the aggregate plan into time periods, resource categories and individual orders
The master production (operations) schedule, which breaks down the aggregate plan into time periods, resource categories and individual orders
![]() Rough-cut capacity planning, which is a detailed schedule for all jobs or orders to be completed in the planning period
Rough-cut capacity planning, which is a detailed schedule for all jobs or orders to be completed in the planning period
![]() Detailed operations schedule breakdown, which is concerned with the loading, sequencing and scheduling tasks for all jobs during the period
Detailed operations schedule breakdown, which is concerned with the loading, sequencing and scheduling tasks for all jobs during the period
![]() Shop floor control, which is short-term rescheduling and prioritizing to deal with unexpected variation from plans.
Shop floor control, which is short-term rescheduling and prioritizing to deal with unexpected variation from plans.
Whilst in very small operations all of this may be done informally, in medium- to large-sized organizations computer systems are generally used to tie planning and control together.
In total, planning and control cover an extensive set of activities that allow an organization to match its capabilities with the market demands. The design of the planning and control system will depend on:
![]() The complexity of the product or service
The complexity of the product or service
![]() The extent to which products or services are standardized or customized
The extent to which products or services are standardized or customized
![]() The choice of the process for producing goods or services
The choice of the process for producing goods or services
![]() The extent to which the company makes or buys different elements of the products or services
The extent to which the company makes or buys different elements of the products or services
![]() The strategy that the company uses for matching demand for the product or service and the amount that it supplies.
The strategy that the company uses for matching demand for the product or service and the amount that it supplies.
Long-range capacity planning
Operations managers are responsible for developing long-range capacity plans that address the capacity strategy of the organization over the long term – for the next 1–5 years. The issue that drives long-range capacity planning is, ‘What will happen to demand over this period?’
Long-term capacity planning helps organizations to make decisions about resources that take a long time to build or acquire.
Long-range capacity plans are generally based on forecast demand, rather than known demand. These forecasts are usually made at the level of aggregate demand, which is the demand for product groups rather than individual products. Product groups include products with similar materials inputs and processing needs.
Medium-range capacity planning
Medium-range capacity planning covers the time frame 6–18 months in the future. In this time period facilities, products and processes cannot usually be changed, so they are assumed to be fixed.
Medium-range capacity planning thus concerns short-term measures such as overtime, contracting, and other ways to use existing facilities. Plans focus on individual products, and on monthly or even weekly requirements.
Three capacity management strategies
As seen above, a critical task for operations managers is to match demand and supply. Three strategies that are used across organizations to manage fluctuations in demand and supply are:
1 Providing the same level of supply, no matter what the demand level. This strategy may be called demand smoothing in service operations, or level production in manufacturing operations.
2 Exactly matching the level of supply to the level of demand. This strategy is usually called chase demand.
3 Adjusting demand to better match supply. This strategy is called demand management.
Level capacity strategies
One strategy that organizations use to match demand and supply is to produce and store outputs in advance of demand (Figure 6.9). These strategies rely on building inventory. Other types of operations, such as service operations, have only limited recourse to inventory-building strategies. In many service organizations, mismatches between supply and demand will result in queues.
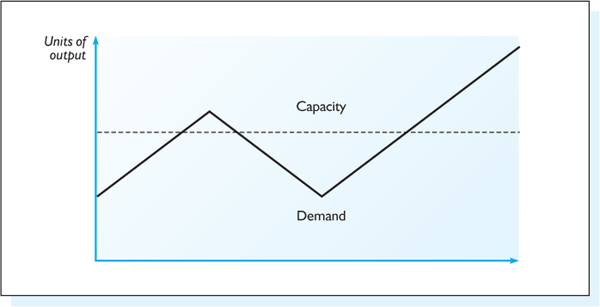
Figure 6.9 A level capacity strategy.
Organizations that use chase strategies adjust their activity levels to reflect the fluctuations in demand (Figure 6.10).
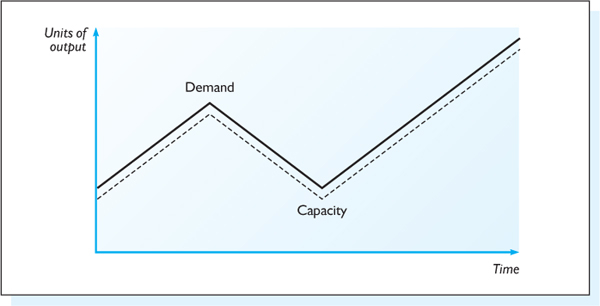
Figure 6.10 A chase capacity strategy.
Demand management strategies
Organizations that use demand management try to change demand to smooth high and low periods (Figure 6.11).
Yield management is a particular type of demand management that attempts to maximize revenues by using different techniques to change demand, especially by varying prices. In Oakland, California, the Parkway Theatre decided to increase its business on Monday nights, traditionally a slow night, by making it a weekly ‘Baby Brigade’ night. Babies under the age of 1 year get in free, although their parents have to pay $5 each. Although some other cinemas allow babies, parents usually have to leave if someone complains about the noise; others force parents to buy a full-price ticket for the baby (Locke, 2000).
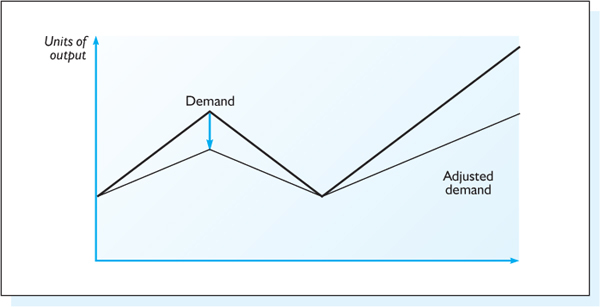
Figure 6.11 A comparison of the three types of capacity management policies.
Yield management has been widely applied for setting ticket prices in air travel. After air travel was deregulated, and airlines were able to set their own prices on routes, yield management became popular as a way of maximizing revenues. A common situation in air travel is that ideally all seats would be sold at full cost; however, demand is rarely that high. On the other hand, selling all seats at a discount would mean foregoing the additional revenues that might be gained. Over time, experience in segmenting consumer markets and powerful information systems have been combined to give companies very precise ideas of how many seats to offer in each price range, and how to manage the timing.
Many other types of organizations with fixed capacity, high fixed costs and low variable costs have adopted yield management techniques in their own situations. These include hotels, car-rental firms and so on. During the past few years new intermediary companies, such as Internet-based companies like lastminute.com and travel consolidators, have sprung up to take advantage of information economies in yield management.
Managing capacity in service operations
Unlike manufacturing operations, where goods can be produced in advance and stored in warehouses awaiting future consumption, services are consumed simultaneously with production. When demand for a service is less than the organization's service capacity, servers and facilities will fall idle; when demand is more than capacity, customers will have to wait or go without the organization's services.
Many types of service operations are affected by variations in demand, because consumer demand tends to be less uniform than demand for goods. For example, in Europe most vacations (which influence demand for transportation as well as hospitality services) tend to be taken during August.
Fitzsimmons and Fitzsimmons (1998) suggest a number of alternative strategies for matching supply and demand, which are summarized in Figure 6.12.
Managing demand
Service operations can use many of the same strategies as manufacturing operations to better match demand and supply. They can apply the level production strategy by smoothing demand – reducing the variation in customer arrivals – rather than by producing to stock at the same level of production over time. Methods include:
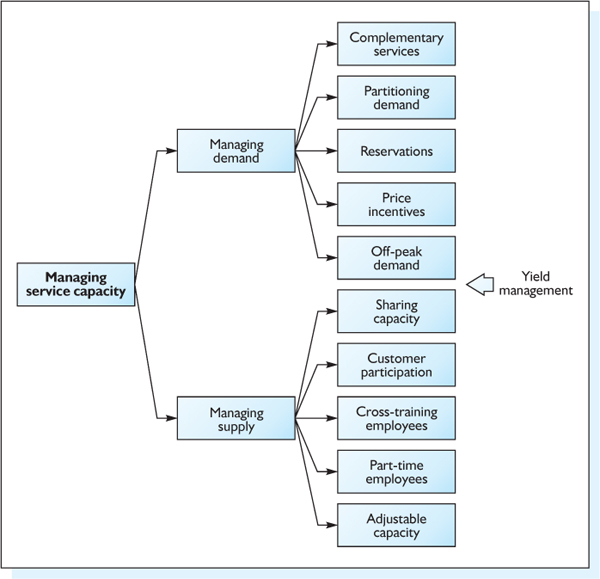
Figure 6.12 Strategies for matching demand and capacity in service operations (based on Fitzsimmons and Fitzsimmons, 1998).
![]() Partitioning demand – analysing the patterns of demand from planned arrivals and random arrivals and scheduling both groups to smooth total demand, e.g. through appointments or office hours.
Partitioning demand – analysing the patterns of demand from planned arrivals and random arrivals and scheduling both groups to smooth total demand, e.g. through appointments or office hours.
![]() Offering price incentives – using higher and lower prices for the same service at different times, to give an incentive for using non-peak services. Transportation services commonly use price incentives. For example, rail companies offer Saver and Supersaver rates to passengers who can travel outside the peak morning and afternoon rush hours, or on the weekends. Hotels offer special price deals to fill rooms in low seasons.
Offering price incentives – using higher and lower prices for the same service at different times, to give an incentive for using non-peak services. Transportation services commonly use price incentives. For example, rail companies offer Saver and Supersaver rates to passengers who can travel outside the peak morning and afternoon rush hours, or on the weekends. Hotels offer special price deals to fill rooms in low seasons.
![]() Promoting off-peak demand – as well as shifting demand away from peak periods, organizations often try to increase demand during off-peak periods. Again, hotels will use this approach by a ‘stay for three days, pay for two’ package.
Promoting off-peak demand – as well as shifting demand away from peak periods, organizations often try to increase demand during off-peak periods. Again, hotels will use this approach by a ‘stay for three days, pay for two’ package.
![]() Developing complementary services – restaurants often use bars to hold customers in advance of seating them.
Developing complementary services – restaurants often use bars to hold customers in advance of seating them.
![]() Using reservation systems – reservations are a way to pre-sell a potential service and limit demand. Reservations reduce waiting time and guarantee availability to their holders, although no-shows (people who don't show up to honour their reservations) are a common problem for entertainment and transportation. As a result, many organizations keep careful track of when and where no-shows occur, and may use strategies such as penalizing no-shows (discount airlines such as Go! and Easyjet mainly issue only non-refundable tickets) or overbooking (most airlines sell tickets to more passengers than they have seats available during peak periods, and hotels often overbook rooms).
Using reservation systems – reservations are a way to pre-sell a potential service and limit demand. Reservations reduce waiting time and guarantee availability to their holders, although no-shows (people who don't show up to honour their reservations) are a common problem for entertainment and transportation. As a result, many organizations keep careful track of when and where no-shows occur, and may use strategies such as penalizing no-shows (discount airlines such as Go! and Easyjet mainly issue only non-refundable tickets) or overbooking (most airlines sell tickets to more passengers than they have seats available during peak periods, and hotels often overbook rooms).
Managing supply
Service operations often use the strategies above for managing demand, but strategies for managing supply are equally important, since many service operations cannot smooth demand (or only to a limited extent). Some strategies that are often employed include:
![]() Using daily workshift scheduling – providing higher levels of server and facility availability during high demand periods, and lower during off-peak periods. Part-time employees may also be used to cover demand during peak periods during the day, or on peak days during the week.
Using daily workshift scheduling – providing higher levels of server and facility availability during high demand periods, and lower during off-peak periods. Part-time employees may also be used to cover demand during peak periods during the day, or on peak days during the week.
![]() Increasing customer participation – encouraging customers to perform part of the service provision themselves, such as serving themselves from self-service salad bars in restaurants, pumping their own petrol, or clearing their own tables in fast-food restaurants (co-production). Customers expect benefits in return, such as less expensive meals or faster service.
Increasing customer participation – encouraging customers to perform part of the service provision themselves, such as serving themselves from self-service salad bars in restaurants, pumping their own petrol, or clearing their own tables in fast-food restaurants (co-production). Customers expect benefits in return, such as less expensive meals or faster service.
![]() Creating adjustable capacity – varying capacity for different services or different customers segments, such as changing the allocation of tables between bar service only and meals in a pub, or changing the number of first-class and economy class seats on an aeroplane.
Creating adjustable capacity – varying capacity for different services or different customers segments, such as changing the allocation of tables between bar service only and meals in a pub, or changing the number of first-class and economy class seats on an aeroplane.
![]() Sharing capacity – sharing scarce resources between different operations, such as shared seating areas in a food court.
Sharing capacity – sharing scarce resources between different operations, such as shared seating areas in a food court.
![]() Cross-training employees – training employees in several different operations, so that they can be shifted between them as demand varies. In supermarkets, employees often restock shelves during low demand periods, but take over tills when customer queues start to build up. (This sometimes has the side benefit of making employees’ work more interesting.)
Cross-training employees – training employees in several different operations, so that they can be shifted between them as demand varies. In supermarkets, employees often restock shelves during low demand periods, but take over tills when customer queues start to build up. (This sometimes has the side benefit of making employees’ work more interesting.)
Service organizations may use more than one technique for matching demand and supply simultaneously. For example, road tax discs in Great Britain must be renewed by the first of the month, in order for drivers to remain legally on the road. Since an average of one-twelfth of road tax discs must be renewed during an average month (in actuality, the current system encourages a single major peak in the autumn), various strategies have been devised to prevent all renewals being made on a single day. Some people may choose to renew through the post. Discs can be renewed up to 14 days in advance, so some people may choose to go early and avoid the rush. Finally, some post offices open additional windows, and pre-process aspects of the renewal process whilst people wait in line, to make peak day processing as efficient as possible.
Managing capacity in supply operations
When we consider capacity strategies in the context of the supply network, compared with managing a single manufacturing facility or single service facility, the operations manager's job becomes much more complex. For supply operations managers, matching demand and capacity determines the difference between success and failure, since downstream operations are very heavily dependent on their fulfilling promised deliveries and service levels. Because suppliers and customers in a supply network are dynamically linked (Figure 6.13), the effects of mismatches in supply and capacity are even more pronounced than within a manufacturing or service operation.
Major industrial and consumer products suppliers have found striking levels of variability in their supply chains. The MIT professor Jay Forrester graphically illustrates the effects of a sudden increase in demand by retail customers of 10 per cent in his book, Industrial Dynamics. As retailers react to the increase in orders and pass the information upstream (in Forrester's systems dynamics model) each level experiences an even greater increase in orders: retailers order 16 per cent more from distributors, distributors order 28 per cent more from the factory warehouse, and the factory production output increases by 40 per cent (Forrester, 1961). Consequently, if demand has increased by only 10 per cent, the factory will be left with a large number of unfilled orders. These boom and bust cycles in multistage supply networks are experienced by customers as alternative periods of product shortages and oversupply, both of which are costly to the company. This becomes especially bad when organizations can only pass information to and receive it from their immediate customers and suppliers; communication over greater distances in the supply network helps reduce these extremes.
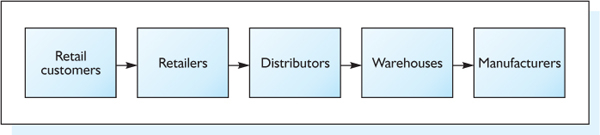
Figure 6.13 A simplified supply network.
You might already have seen this bullwhip effect in supply chains demonstrated through playing the ‘Beer Game’, or reading about it in Peter Senge's popular management book The Fifth Discipline (Senge, 1990). In the Beer Game, students play the roles of consumers, retailers, wholesalers and manufacturers of a brand of beer. Because they can't communicate with each other directly, they must rely on orders from the next downstream player as inputs for making decisions.
Lee et al. (1997) have identified four causes of the bullwhip effect:
1 Demand forecast updating – increasing fluctuations are created by forecasting methods, safety stock and lead-times along the supply chain
2 Order batching – increasing fluctuations are created by order cycles based on periodic ordering (e.g. MRP monthly cycles) and push ordering (sales quotas) by customers
3 Price fluctuations – downstream customers engage in forward buying to take advantage of price discounts and other promotions
4 Rationing and shortage gaming – if products are in short supply, customers with larger orders will receive more product if they are allocated proportional to orders.
From this, it is obvious that supply networks will operate better if inventory and demand information from downstream echelons is available upstream. In addition, improving lead times and batch sizes within the existing system will reduce the size of the bullwhip effect. The Efficient Consumer Response (ECR) initiative in the grocery industry has identified huge potential savings from reducing information distortions.
While changing existing systems will help reduce the size of the bullwhip effect, really getting to the root of the problem means educating everyone in the supply network about its causes and effects. Eliminating the bullwhip effect will require changing buyer behaviour through education, not only in purchasing and supply, but also in those responsible for managing marketing practices that create some of the bullwhip effects.
Scheduling
Operations scheduling is concerned with the short-term control of activities concerned with the provision of goods and services. The link between capacity management and scheduling in relation to time is shown in Figure 6.14.
The output of scheduling is a timetable for performing work. In materials processing, scheduling can be used to avoid bottlenecks and to use equipment, labour and machines to ensure the smooth flow of outputs to customers. In customer processing, scheduling can be used to:
![]() Schedule the timing and sequencing of activities
Schedule the timing and sequencing of activities
![]() Establish which workers perform these activities, and when
Establish which workers perform these activities, and when
![]() Arrange deliveries of raw materials
Arrange deliveries of raw materials
![]() Arrange deliveries of finished goods.
Arrange deliveries of finished goods.
Special techniques have been developed for project scheduling, which deals with both short-term and long-term activities, and these will be discussed in Chapter 9.
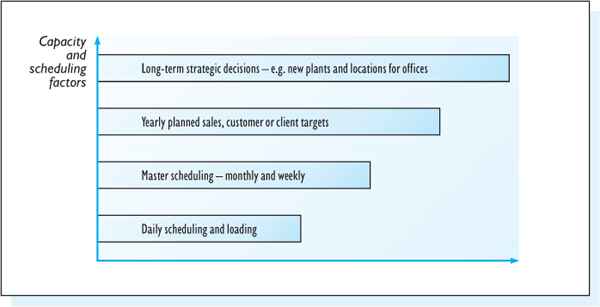
Figure 6.14 The time factor – linking capacity and scheduling management.
As mentioned above, in many types of operations, processing is either completely or partly performed to specific customer orders – make-to-order is a typical example. In such operations, a major task for operations management is to determine when and in what order to perform customer jobs, which falls into the area of operations scheduling and control. An operations scheduling and control system generally involves three types of activities:
1 Loading – determining the amount of work to be assigned in each stage of the process, whether to work centres or staff groups
2 Sequencing – deciding on the order in which jobs will be initiated and processed at each stage
3 Scheduling – allocating start and finishing times to each job.
Loading assigns jobs to work centres, within the limits of the maximum amount of work that the work centre can perform. There are two types of loading. Finite loading refers to assigning work to a work centre with a fixed capacity limit, such as a machine with a maximum processing rate. Infinite loading applies where there is no maximum capacity limit at a particular work centre or activity, such as a queue at a cash machine (ATM) that is allowed to grow longer and longer. Loading must take account of time not worked, set-ups and changeovers, and machine down time, which can limit both the planned time available and the actual time available.
A common situation in operations occurs when more than one job or customer can be processed at a given time. Sequencing determines in what order to process jobs or customers, i.e. which task should be performed before or after others. This usually takes the form of applying one or more priority rules, each of which has advantages and disadvantages for maximum throughput and customer waiting time.
You may already be familiar with some ‘rule of thumb’ sequencing rules that are used at home or at work, including:
![]() The person who shouts the loudest gets served first
The person who shouts the loudest gets served first
![]() The most influential person gets served first
The most influential person gets served first
![]() Emergencies get served first.
Emergencies get served first.
As you can imagine, these strategies, while they may be politically advisable, don't really contribute toward achieving organizational objectives or efficient performance. As a result, more rational ways of organizing work are usually desirable. When scheduling is important, typical measures that are used to determine how well the organization's policies are working include:
![]() Meeting due dates – getting jobs done in time to meet promises made to internal or external customers and minimizing lateness
Meeting due dates – getting jobs done in time to meet promises made to internal or external customers and minimizing lateness
![]() Using resources efficiently – time as well as physical resources
Using resources efficiently – time as well as physical resources
![]() Fairness – treating all jobs or customers equally.
Fairness – treating all jobs or customers equally.
Instead of these rules, operations scheduling attempts to find rules that balance the efficient use of resources to process jobs or serve customers with customer satisfaction. Rules that are commonly used for sequencing jobs or customer processing include:
1 First come, first served (FCFS). The first job or customer to arrive at a workstation will be the next one processed. This is a fair rule when people or jobs arrive randomly and have similar requirements. All customers are treated equally in the sense that priorities are assigned in order of arrival, but no allowance is made for the fact that some jobs or customers are more important or need to be finished sooner than others.
2 Earliest due date (EDD). The job or customer with the earliest due date will be processed next. This minimizes the total lateness of all jobs or customers being processed. This rule highlights the importance of due dates, and therefore may be more in line with customer needs. On the other hand, where service is unreliable or consistently late customers often learn to ‘play the system’ and submit jobs with artificially early due dates.
3 Shortest processing time (SPT). The job or customer that will take the least time to process is the next processed. This minimizes the total waiting time, but long jobs or more urgent jobs may not be processed quickly. This rule maximizes the throughput measured as number of jobs processed, and is therefore commonly used by operations whose goal is to maximize cash flow, since these flows come earlier in the process and therefore are discounted less.
4 Longest processing time (LPT). This is the opposite of shortest processing time. This rule may be applied when the operation is not concerned with early cash flows, but can be associated with interim (stage) payments for partly completed work.
5 Last arrived, first processed (LAFP). The opposite of first come, first served. This is seldom an efficient rule, because it means that jobs currently in the system will have to wait even longer to be processed. However, overworked administrators often apply this rule because the job that has arrived latest is usually associated with a living, breathing customer!
6 Least slack time. The job with the least time between the time it will take to process the job and the due date (slack or float time) will be processed next.
7 Critical ratio (CR). A more sophisticated version of least slack time, since it computes the ratio of time remaining to the work remaining, so that jobs or customers with varying processing times can be compared more easily.
8 Start the job with the shortest first processing time. This is managed by breaking up the total work content into the operations that are required, and the operations manager then chooses the job with the shortest first operation. The rationale for this is to ‘get up and running’ with jobs, and this ploy may be used where firms have invested recently in new technology. The problem with this approach is that, like others we have discussed, this rule pays no attention to customer requirements. The other problem is that although firms may wish to be ‘busy’ and to utilize technology, this may simply encourage work in process and not result in finished goods. This in turn may mean that the firm cannot invoice, and so cash may be drained.
9 Start the job with the longest last operation. This is quite difficult to execute, but some companies do it. The reason for this is that the last thing that a firm wants is to progress jobs and then have them held up at the last process. What this rule tries to do is to avoid bottlenecks occurring at the last stage (which is the most expensive stage of the overall job, because all other costs have been accrued by this stage).
The Gantt chart
The Gantt chart is a simple and common tool for scheduling activities. We will discuss its application to projects in more depth in Chapter 9, but a note is relevant here. The Gantt chart is a bar chart that shows what work is scheduled for a given time period, with the activities shown on the vertical axis and the time frame shown on the horizontal axis (Figure 6.15). To prepare a Gantt chart, you will need to know what jobs need to be done, when each job can be started and how long it takes.
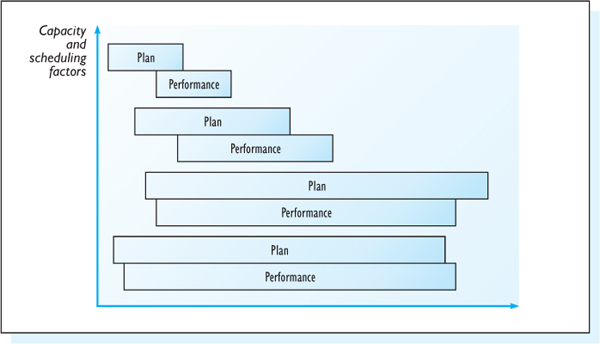
Figure 6.15 A basic Gantt chart.
Gantt charts are useful because they are simple to use and easily understood by managers and workers, who can quickly see whether jobs are on schedule and where resources need to be reallocated to keep jobs on time.
SUMMARY
Capacity management is vital for the entire organization because it will determine, to a large extent, what it can do as well as what it cannot do. Successful capacity management will prevent an organization from making promises to customers (in terms of quantities and delivery times) that it cannot accomplish. In that sense, therefore, capacity management is fundamentally important, because it can enhance the firm's reputation for on-time delivery to customers.
Matching demand and supply is an ongoing challenge for operations managers, especially in service, non-profit and supply operations, where building inventory in advance of demand may not be feasible. Three strategies for matching demand and supply in manufacturing operations are level production (which may be known as demand smoothing in other operations), chase production and yield management.
Operations managers are responsible not only for high-level planning, but also for managing ongoing operations, including shop-floor scheduling.
Another customer
Mumford's Machine Tools is a family-owned business that has passed down through generations. It is a small firm employing around 60 staff, 50 of whom are on the shop floor. The current owner and Managing Director is Gerry Mumford, who has been in charge for about 3 years. Gerry has updated operations within the plant. He has installed new machinery, and six manufacturing cells are in place. Gerry is also proud of changes to the workforce, where flexibility is apparent throughout.
Gerry takes great deal of time planning operations as far as possible, but every so often another customer calls entirely unexpectedly, and this is one of those days. A fax has just come through with the following message:
Hi Gerry, I hope you're well. I haven't been in touch for a while but I need a favour. As you know we've increased our business in aerospace and we need to have some flanges made by you so that we can use them in a new product here. The specification is the same as before but we need 10 more. Please let us know if the price for this is the same as before. Also please let us know when we can have these. You can fax me or email me on the email address below – I wasn't sure if you had email yet. Thanks Steve Goodwin.
Gerry looked at the previous schedule and remembered that the sequence needed to go through particular cells: cell 2, followed by cell 4 and then cell 3. Each of the 10 units would need three hours on cell 2, followed by five hours on cell 4 and finally four hours on cell 3.
The problem for Gerry was, when should he schedule the new order for Steve Goodwin? His plant has six cells, but there are other customers whose jobs have not begun.
The customers details are as follows:
Customer |
Quantity required |
Cell sequence for each job |
McKinsey Enginerring |
5 |
Cell 2 (5) Cell 4 (4) Cell 3 (5) Cell 2 (3) |
Simpsons |
10 |
Cell 3 (2) Cell 4 (10) Cell 6 (3) |
Kelly's Automation |
6 |
Cell 4 (3) Cell 1 (2) Cell 2 (5) Cell 6 (1) |
Elliot's Tools |
8 |
Cell 1 (3) Cell 2 (4) Cell 1 (2) Cell 3 (4) |
Griffith's Precision |
5 |
Cell 2 (2) Cell 6 (4) Cell 3 (1) |
Using the scheduling techniques you have seen in this chapter, when would you schedule Steve Goodwin's work, and why?
Key questions
1 Describe the difference between theoretical and design capacity.
2 Why is capacity sometimes more difficult to plan in a service environment than it is in manufacturing?
3 What is meant by chase demand? Describe how this may be applied in three different settings.
Key terms
Capacity
Causal methods
Chase demand
Demand
Demand management
Economies of scale
Facilities
Forecasting
Gantt chart
Learning curves
Level demand
Method study
Random variations
Scheduling
Technology
Time series
Workforce
Work measurement
Work study
Yield management
References
Adler, P: (1993). Time and motion regained. Harvard Bus. Rev., Jan–Feb, 95–110.
Brown, S. (1994). TQM and work study: partners in excellence. Product. Inventory Man. J., 35(3), 34–49.
Chase, R. B. and Aquilano, N. J. (1995). Production and Operations Management: Manufacturing and Services. Irwin.
Fitzsimmons, J. A. and Fitzsimmons, M. J. (1998). Service Management: Operations, Strategy, and Information Technology, 2nd edn. Irwin McGraw-Hill.
Forrester, J. W. (1961). Industrial Dynamics. The MIT Press.
Lee, H. L., Padmanabhan, V. and Whang, S. (1997). The bullwhip effect in supply chains. Sloan Man. Rev., Spring, 93–102.
Locke, M. (2000). Oakland movie theatre cries: Get that crying kid in here! Associated Press, 4 October.
Normann, R. (2000) Service Management, 3rd edn. John Wiley & Sons.
Porter, M. E. (1990). The Competitive Advantage of Nations. The Free Press. (Summarized in Porter, M. E. (1990). The competitive advantage of nations. Harvard Bus. Rev., Mar–Apr, 73–93.
Schonberger, R. and Knod, E: (1991). Operations Management: Improving Customer Service. Irwin.
Senge, P. (1990). The Fifth Discipline. Doubleday.
Sutton, R. I. and Rafaeli, A. (1988). Untangling the relationship between displayed emotions and organizational sales: the case of convenience stores. Academy Man. J., 31(3), 461–87.
Veiga, A. (2000). Some predictions don't stand the test of time. AP Online, 26 October. (http://www.nandotimes.com/technology/
0,1634,500272458–500425058–502656882–0.00/htm)
Further reading
Bennett, D. J. (1981). Operations planning and control. In: Operations Management in Practice (C. D. Lewis, ed.), p. 205. Philip Allan.
Betts, A., Meadows, M. and Walley, P. (2000). Call centre capacity management. Int. J. Service Industry Man.; 11(2), pp. 185–96.
Goldratt, E. M. and Cox, J. (1986). The Goal. North River Press.
Schmenner, R. W. and Swink, M. (1998). On theory in operations management. J. Operations Man., 17, 97–113.
Suzaki, K. (1987). The New Manufacturing Challenge: Techniques for Continuous Improvement. Free Press.
Westbrook, R. (1994). Priority management: new theory for operations management. Int. J. Operations Product Man., 14(6), 4–24.