
CHAPTER 
Managing throughput: improving material, customer and information flows
 INTRODUCTION
INTRODUCTION
Case study
The money spent on health care represents a significant proportion of the total spending (Gross National Product) of most Western nations. This is driven at least in part by aging populations, increased expectations for health provision, and the development of new and costly procedures for increasing life span and the quality of life.
Hospitals form an important element of Britain's National Health Service, and represent a significant investment in facilities, technology and workforce. Despite this investment, patients’ waiting time for operations and other treatments is a persistent political hot potato. One of the main constraints on treating non-emergency patients is the availability of hospital beds, rather than surgeons or operating theatres (although these are also in limited supply). A considerable amount of research by hospitals therefore goes into ways of getting patients into and out of hospital more quickly.
Hospital managers in the USA, driven by pressures from Health Maintenance Organizations (HMOs), who arrange payment for the bulk of health care in the USA, have come up with many innovative ideas for reducing the time that hospital patients spend not being actively treated. Outpatient surgery means that patients can be operated on for many routine ailments and recover at home, rather than in a hospital bed, freeing up that bed for a more seriously ill patient. Less invasive surgical procedures, such as ‘bellybutton’ or ‘keyhole’ surgery, mean that patients recover more quickly and can be released sooner. Where patients can be treated as outpatients but need to be observed in a clinical setting, after-case specialists (who combine aspects of hotels and trained nursing) have become a popular option for cosmetic surgery, etc. ‘Just-in-case’ precautions, such as the length of time that new mothers spend in the maternity ward, have been drastically reduced over the past few years.
What happens in the USA inevitably arrives in the UK after a short time lag. NHS drop-in clinics can treat minor injuries and illnesses, freeing up hospital A&E departments to treat more serious cases.
Operations managers are responsible for making the best use of resources under their control in support of the corporate strategy. Chapters 3–6 described the sequence of decisions made by operations managers in designing the manufacturing or service system, including the choice of goods and services to be provided by the operation, the processes through which those goods and services are created and delivered, and the resources that are put in place to deliver them. Chapter 6 described the operations decisions involved in acquiring or building the resources that the organization invests in to create and deliver goods and services to customers and clients. These resources include the facilities, technology, workforce, and systems for acquiring inputs and distributing outputs. Operations managers must balance the demand for the operation's outputs and the operation's ability to provide those outputs.
Once these decisions have been made and the resources have been put into place for producing goods and services, the operations manager is responsible for managing and improving ongoing operations. As Chapter 1 noted, the three main types of inputs to operations are materials, information and customers. Operations managers manage the flow of these resources through the system so that the desired level of output (to meet customer demand) is achieved in the most efficient way.
This chapter looks at how products and services are created and delivered – the ongoing processes through which inputs are acquired, transformed into outputs, and distributed to customers and clients. This is the core of operations management, and the bulk of managerial attention is devoted to managing within ongoing operations.
Building on this chapter, Chapter 8 will focus on a particular issue in managing throughput: how to manage the creation and delivery of goods and services so that the operations objective of ‘right first time’ is achieved. This objective in turn supports the other performance objectives.
 Aims and objectives
Aims and objectives
This chapter has two objectives. The first is to introduce you to the management of the flow of transformed resources through the productive system as products and services are created and delivered. We will consider flows of customers, materials and information in turn. The second objective is to provide an overview of approaches that are used in operations to improve the productive system.
After reading this chapter you will be able to:
![]() Identify the key issues in managing the processing of customers, materials and information
Identify the key issues in managing the processing of customers, materials and information
![]() Describe the purpose and management of inventory
Describe the purpose and management of inventory
![]() Compare the three major approaches to improving throughput – MRP, JIT and TOC.
Compare the three major approaches to improving throughput – MRP, JIT and TOC.
MANAGING OPERATIONS FLOWS
A key performance objective for most operations is to reduce throughput time, which is the total time required to order, manufacture and distribute goods, or to provide services to customers. Most goods actually spend more time waiting to be transformed, being moved or being stored than they do actually being transformed – which is where the real value is added. Within service operations, customers often spend more time waiting to be served than they do being served, and sometimes even in consuming the service itself!
If we think of a transformation process as being a ‘pipeline’ through which goods and services are delivered to customers and clients, then the challenge to operations managers becomes clear: to shorten the pipeline and increase the velocity through it.
We will look at issues associated with customer flows, material flows and information flows in turn. We start by looking at the flow of customers in the high-customer contact parts of service operations – the front room. We then consider materials flows, which are common to both back-room service operations and manufacturing. We conclude this section by briefly looking at information flows associated with ongoing operations.
Customer flows
As you have seen, key differences between manufacturing and service operations arise from the intangibility of services and the need for customer contact during all or part of the transformation process. Customer contact usually takes place in the front room of the service operations, whilst activities that can be performed without the customer being present go on in the service back room. Figure 7.1 shows the flows that might take place in a fast-food restaurant such as a fish and chip shop.
Both customers and service operations managers have a similar goal: for customers to spend the maximum time possible during the transformation process in value-added activity, and to be processed with as little waste as possible, including time and other non-recoverable wastes. The design of amusement parks shows the trade-off between value-added and non-value-added time; visitors may wait as long as 30 minutes to board the 4-minute Oblivion Ride at Alton Towers.
Of course, if the primary purpose of the operation is storage (for example warehouses store materials, databases store information and hotels ‘store’ clients for a specified period of time), then customers will still want to spend as little time as possible in non-value-added processes, such as checking in and out of the hotel. This is why hotels now offer many ways to speed up both processes, such as a video checkout.
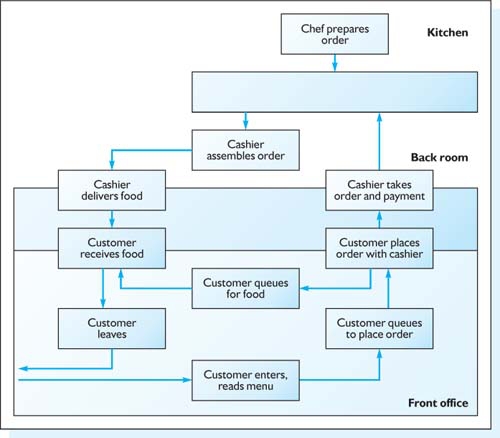
Figure 7.1 A map of the flows in a fast-food restaurant.
 Queuing
Queuing
We shall deal in more depth with queuing techniques in the latter part of the book, but a few words are relevant here. Customers and clients tend to arrive at many service operations in an unpredictable fashion, so capacity and demand are often unbalanced. When the demand for customer processing exceeds the capacity of the service operation to process them, queues result. These queues can be physical – customers queuing at a till to place orders or pay for purchases – or virtual – customers in telephone queues waiting to speak with a call centre operator.
Some of the queues that we wait in take other forms. The ticketing system in use at some supermarket counters is another type of queuing system, where customers take a number instead of standing in line. Customers may also go for a drink in the bar whilst they are waiting for a table in a restaurant rather than standing in a waiting line.
The design and layout of service operations must be done with the processing needs and flows of customers in mind. Chapter 4 described the generic types of processes (project, jobbing, batch, line and continuous) and operations layouts (fixed, process, cell and product).
Number of queues versus number of servers
If there is more than one customer-processing operation, each can be provided with its own queue, or a single queue can serve multiple processing operations (Figure 7.2). This is useful when the time taken for an individual customer transaction varies rather than being roughly uniform. Bank queues, for example, often use a single-queue, multiple-server system, since customer transactions may last only a few seconds or several minutes. Fast-food restaurants, on the other hand, often use a multiple-queue, multiple-server system, since most transactions take about the same amount of time. McDonalds are committed to serving you as quickly as possible, and the multiple-queue, multipleserver approach is used for that purpose.
Another advantage of single-queue, multiple-server systems is that customers appear to move more quickly (although the customer processing time should be the same in either system), since the chances of being stuck in the queue behind the person counting out pennies or carrying out a complicated transaction are reduced. On the other hand, the single queue looks longer than multiple queues, so customers may be reluctant to join it.
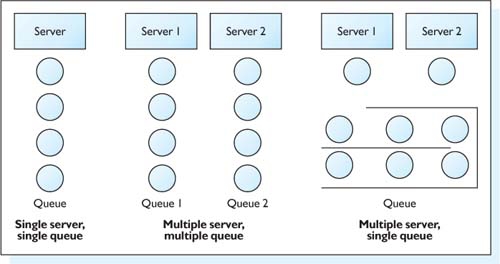
Figure 7.2 Single and multiple queue systems
Single-stage versus multiple-stage queues
Simple service operations consist of a single queue serving a single customer-processing unit, but many service operations are designed around multiple processing units linked by queues. In a self-service petrol station, customers may queue for petrol and then again to pay for their purchases.
Three strategies involving customer waiting time (besides queuing) that service operations can use are:
1 Operating according to a fixed timetable. Many mass services operate to a fixed timetable rather than responding to specific customer demand. Many mass services operate this way – buses and trains are scheduled, whilst taxis respond to specific customer demand.
2 Using an appointment system. Most professional services operate using an appointments system. Customers thus provide a ready-touse pool of ‘raw materials’, so that the doctor, lawyer, accountant or other professional experiences the minimum amount of time not processing clients.
![]() The NHS Drop-in Centres, as well as the NHSDirect Internet and call centre-based health resources, provide a means for patients to be treated without going through the appointment system.
The NHS Drop-in Centres, as well as the NHSDirect Internet and call centre-based health resources, provide a means for patients to be treated without going through the appointment system.
![]() An example of an unreliable appointment system is the wait for the arrival of someone to repair a home appliance or deliver a package. This often means a long wait and/or a wasted day, as the service provider rarely narrows down the delivery window to less than mornings or evenings, and often the person fails to show up when promised – or even at all. In the USA, with the use of hand-held computers and cellphones, some service companies can guarantee that they will arrive within a given half-hour period, or provide the service for free. In fact, one company suggested that it could predict arrivals within 5 minutes or so, but customers were nervous that they would miss their appointments. In the UK, KeyLine, a builders’ merchant, totally transformed itself from being resource-driven to being customer-focused in its approach to delivery reliability. KeyLine used a number of techniques that will be discussed in Chapter 9, and in doing so achieved its aim contained within its mission statement: to be the most reliable provider in the delivery of building materials in the UK.
An example of an unreliable appointment system is the wait for the arrival of someone to repair a home appliance or deliver a package. This often means a long wait and/or a wasted day, as the service provider rarely narrows down the delivery window to less than mornings or evenings, and often the person fails to show up when promised – or even at all. In the USA, with the use of hand-held computers and cellphones, some service companies can guarantee that they will arrive within a given half-hour period, or provide the service for free. In fact, one company suggested that it could predict arrivals within 5 minutes or so, but customers were nervous that they would miss their appointments. In the UK, KeyLine, a builders’ merchant, totally transformed itself from being resource-driven to being customer-focused in its approach to delivery reliability. KeyLine used a number of techniques that will be discussed in Chapter 9, and in doing so achieved its aim contained within its mission statement: to be the most reliable provider in the delivery of building materials in the UK.
3 Delayed delivery of service outputs. In some service operations, such as repairs or dry-cleaning, customers can drop off the item to be worked on and pick it up later. The cleaners will charge different tariffs according to speed requirements, with the 1-hour turnaround typically being premium priced.
Services as customer processing
Many service operations take a processing-oriented view towards customers. Harvard professor Theodore Levitt first identified the ‘production-line approach’ as a new approach to service operations in 1972. More recently, the sociologist George Ritzer (2000) has identified four ways that service operations maximize customer processing in search of profit maximization: efficiency, calculability, predictability, and control through non-human technology.
Efficiency, in this context, means providing the optimum method for satisfying a customer need or want. Domino's pizza used to promise delivery within half-an-hour or a refund/discount (however, this was discontinued because too many teenage delivery drivers were involved in automobile accidents).
Calculability describes a quantitative approach to both the tangible aspects of the service offering and the intangible aspects of the service itself. Theme parks such as EuroDisney provide a predesigned ‘experience’ for visitors, where every aspect of the visit, from parking to hotels, catering and rides, is controlled down to minute details.
Predictability means the assurance that products and services are the same over time and in all related service outlets. Both outputs and the workforce itself must be standardized in order to minimize variation – the routinization of services, for example through scripts. Call centres and other voice-to-voice interactions use computer-prompted scripts to ensure that customers are processed thoroughly and quickly, and that there is little variance between operators. This consistency is a major selling point of franchise restaurants and global products (e.g. Starbuck's): they are the same anywhere in the world.
Control through non-human technology is exerted on both the customers and the workforce within the service system. This control can be subtle (creating layouts that channel customers into the correct location and prepare them to interact efficiently with the service) or extremely obvious (the mechanized systems in fast-food restaurants for controlling drink portions, cooking and serving french fries, etc.).
Materials flows in manufacturing and service operations
Thinking about operations as a system of inputs, transformations and outputs can be applied to any operation that produces tangible outputs. For manufacturing operations, tangible outputs are the main output of the operation; for service operations, tangible outputs can be either core or peripheral to the service being provided.
Managing materials flows
The choices made about the operation's dominant process type (see Chapter 4 for details) will limit the flows of materials, information and customers through the operation.
In line and continuous flow, the product moves sequentially from inputs to finished products. Goods made using continuous-flow processes are often produced in bulk, and are only packaged into discrete items in the final stage of production. Once production has been started up, it is difficult to make any changes to the product or processes without shutting down production for an extended time. This limits the flexibility of the production system, especially for making changes to products. The two main challenges in line and continuous flow are first to design the system to achieve optimum flow, and secondly to balance the flow at every workstation and between workstations to achieve the optimum pace of output.
In batch flow, each batch of the product flows from one work centre to the next. Each batch can take a different route through the system, so specialized computer systems or departments are required for routing jobs.
In project flow, both the resources used to do work and the resources on which work is done are brought together specifically for the project.
Materials flows are typically analysed using assembly drawings, assembly charts, routing sheets and flow-process charts, which together specify how a product is to be manufactured.
Information flows
Operations managers are also concerned with information flows, often in the form of feedback about the transformation process.
Planning and control systems are used by organizations to coordinate the convergence of transformed and transforming resources to meet customer demands.
In aggregate planning, organizations match the time frame of plans to the level of product analysis. Longer timeframes usually involve very general groupings of the operation's outputs, which are the subject of aggregate planning. Long-term plans are usually made for all of the operation's outputs, or for general product or service groupings. Medium-term plans are more detailed, and usually concern product families or service offerings. Short-term plans for manufacturing usually involve individual products, components or customer orders, whilst short-term plans for services are usually made for individual workforce and customers.
The complexity of products, processes and operations makes it necessary for many organizations to use computer-based systems for managing information. Information technology describes the computer-based information systems used to collect and distribute information to support decision-making. Generic types of information systems found in operations management include:
![]() Management information systems – systems for collecting and processing data
Management information systems – systems for collecting and processing data
![]() Decision support systems – information systems designed to support managerial decision-making
Decision support systems – information systems designed to support managerial decision-making
![]() Expert systems – systems for making decisions based on expert knowledge
Expert systems – systems for making decisions based on expert knowledge
![]() Artificial intelligence – systems for diagnosing and solving problems using neural networks, genetic algorithms and fuzzy logic
Artificial intelligence – systems for diagnosing and solving problems using neural networks, genetic algorithms and fuzzy logic
![]() Enterprise software – systems for managing a wide range of business processes, often based on client/server architecture
Enterprise software – systems for managing a wide range of business processes, often based on client/server architecture
![]() Advanced communications, e.g. EDI, electronic funds transfer, the Internet, intranets and extranets, teleconferencing and telecommuting, virtual reality.
Advanced communications, e.g. EDI, electronic funds transfer, the Internet, intranets and extranets, teleconferencing and telecommuting, virtual reality.
The acquisition of inputs and distribution of outputs
Chapter 6 described the importance of having systems in place for acquiring inputs and distributing outputs, as well as the financial resources for acquiring the transforming and transformed resources. Both capacity (transforming resources) and inputs to be transformed (transformed resources) must be in place before goods and services can be created.
INVENTORY
Analysing materials flow using the pipeline perspective also involves analysing the time that materials are not flowing through the production system. When the inputs and outputs of an operation are held for future consumption by customers and clients, they are classed as inventory, which describes any resource held by the organization that is intended for future use.
In manufacturing operations, inventory is usually classified for accounting purposes into raw materials, supplies, work-in-process, or finished-goods inventory.
Raw materials inventories are the inputs to operations that have been acquired for conversion into goods or tangible outputs of a service operation. Raw materials are sometimes divided into component parts, items which have been partly processed outside the operation, and raw materials, which have not yet been processed, such as crude oil for cracking into petrol and other petroleum products, or potatoes for processing into crisps.
Supplies are inventory items that are not directly used in the production process, but are necessary to production. Supplies include cleaning materials, maintenance equipment and other items, including disposables, that do not become part of the finished product or tangible output of a service operation.
Work-in-process inventories are goods at an intermediate stage between raw materials inputs to the process and finished goods. The design of the production process will greatly influence the level of work-in-process inventory, as will be seen later in this chapter.
Finished-goods inventories are outputs whose transformation has been completed and which are ready to be delivered to or acquired by customers or clients.
Whilst organizations can reduce the level of raw materials and components being held to supply the productive process, and the level of finished goods, some level of work-in-process (WIP) inventory is nearly inevitable. Some WIP inventory is held because it is being moved between production stages. Buffer inventory is a stock of partially completed items kept between stages of a production process that is held so that any interruption to the process can be minimized through feeding already completed work into the process.
Where inventory is held
An operation may choose to hold inventory in raw materials, work-in-process or finished-goods inventories in order to satisfy customers with different needs for customization and different delivery requirements.
Even a simple service operation such as a sandwich shop can choose different ways of holding sandwiches. Prêt a Manger, a London-based chain of sandwich shops, only offers its customers pre-packaged sandwiches, which gives customers speedy service – they need only select and pay for the sandwiches – but they can only choose from what is on offer. Café Aroma, a competitor, also holds the sandwiches as finished-goods inventory at store level, but instead of making the sandwiches in the store they assemble them at a central facility, keeping costs low and minimizing the complexity of the distribution network. In contrast, the Subway sandwich shop lets customers select sandwiches from a standard range and customize them with ingredients such as lettuce, pickles, onions, oil and vinegar, and so on. At the shop level, ingredients are held as a combination of raw materials and work-in-process, as combinations of ingredients for popular sandwiches are packaged together (Upbin, 1999).
Some inventories may be held deliberately as part of adding value to products – neither Cheddar cheese nor Parma ham would be as delicious in their un-aged state – but most work-in-process inventory is the result of unbalanced flows rather than deliberate strategy.
The decision regarding where best to acquire resources, hold inventory, and produce to customer orders is common to manufacturing and service operations. In make-to-order, resources are acquired but no work is done until receipt of a customer order. For example, a shop that custom assembles bicycles might keep a stock of frames, wheels, seats and so on, but not assemble them into a finished bicycle until a customer orders a specific assemblage of parts. This strategy requires less elapsed time to meet customer delivery requirements, but trades off some ability to customize outputs to customer wants.
In make-to-stock, resources are acquired and all work necessary to complete a product is performed prior to the customer order. For example, most stereo equipment is manufactured independently of any customer order and held in stock, so that customers are served from existing inventory. Compared with the other strategy, this system minimizes delivery times and often costs (except for inventory, which must be closely managed), but has the least flexibility to meet customer wants.
Whether an operations chooses resource-to-order, make-to-order or make-to-stock as the way in which it provides its products or services to the customer will have important implications, especially for its planning and control system (Figure 7.3).
For resource-to-order firms every job is different, and therefore project control will be most important. For make-to-stock firms, maintaining a smooth operations flow will be critical, so production control will be most important. For make-to-order firms, handling individual customer orders will be vital, so operations scheduling and control will be most important.
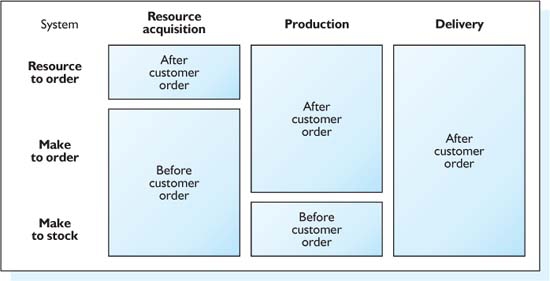
Figure 7.3 Differences between resource-to-order, make-to-order and make-to-stock
Reasons for holding inventory
Holding inventory can support the performance objectives of quality, reliability, speed, flexibility and cost in the following ways.
![]() Protecting against quality problems. Holding inventory can compensate for problems with quality in inputs to the production process, production or finished products.
Protecting against quality problems. Holding inventory can compensate for problems with quality in inputs to the production process, production or finished products.
![]() Reliability. Holding inventory can help an operation ensure reliable delivery to customers, no matter what happens.
Reliability. Holding inventory can help an operation ensure reliable delivery to customers, no matter what happens.
![]() Protecting against interruption in supply. One of the main reasons for holding inventory is to decouple the operation from changes in the environment. This can be due to physical causes, such as earthquakes, fires or floods. It can also be due to man-made causes, such as postal strikes, underproduction by suppliers, or suppliers going out of business.
Protecting against interruption in supply. One of the main reasons for holding inventory is to decouple the operation from changes in the environment. This can be due to physical causes, such as earthquakes, fires or floods. It can also be due to man-made causes, such as postal strikes, underproduction by suppliers, or suppliers going out of business.
![]() Smoothing production flows. When demand varies, putting finished goods into inventory allows the organization to maintain a more constant level of input resources, especially the utilization of technology and workforce (as seen in Chapter 6).
Smoothing production flows. When demand varies, putting finished goods into inventory allows the organization to maintain a more constant level of input resources, especially the utilization of technology and workforce (as seen in Chapter 6).
![]() Meeting higher than expected demand. Chapter 6 described some of the problems with accurately forecasting demand. Safety stock is inventory that is held in excess of the expected level of demand to protect against running out of inventory, a condition known as stockout.
Meeting higher than expected demand. Chapter 6 described some of the problems with accurately forecasting demand. Safety stock is inventory that is held in excess of the expected level of demand to protect against running out of inventory, a condition known as stockout.
![]() Improving delivery speed. Organizations hold inventory so that they can immediately provide goods to customers. Retail operations try to anticipate levels of customer demand and keep enough units in inventory to satisfy that need.
Improving delivery speed. Organizations hold inventory so that they can immediately provide goods to customers. Retail operations try to anticipate levels of customer demand and keep enough units in inventory to satisfy that need.
![]() Flexibility. There are three major planning and control strategies for dealing with fluctuations in demand: resource-to-order, make-to-order and make-to-stock. These differ according to the amount of work that is done prior to receipt of a customer order. In resource-to-order, the operation waits on the receipt of a customer order before acquiring resources or beginning work. An example of a resource-to-order operation is catering, where the organization will wait for the receipt of a customer order before ordering stocks of food; another is large-scale engineering and construction projects. This strategy minimizes the need to hold resources that might not be consumed, but maximizes the elapsed time between receipt of a customer order and delivery of the product or service.
Flexibility. There are three major planning and control strategies for dealing with fluctuations in demand: resource-to-order, make-to-order and make-to-stock. These differ according to the amount of work that is done prior to receipt of a customer order. In resource-to-order, the operation waits on the receipt of a customer order before acquiring resources or beginning work. An example of a resource-to-order operation is catering, where the organization will wait for the receipt of a customer order before ordering stocks of food; another is large-scale engineering and construction projects. This strategy minimizes the need to hold resources that might not be consumed, but maximizes the elapsed time between receipt of a customer order and delivery of the product or service.
![]() Reducing input costs. The cost of acquiring inputs is often reduced by purchasing larger amounts. First, the organization can spread the costs of acquiring the goods over a larger number of input units. Second, the organization may be able to take advantage of any quantity discounts that suppliers may offer. Third, the organization may need to purchase inputs in advance of price increases.
Reducing input costs. The cost of acquiring inputs is often reduced by purchasing larger amounts. First, the organization can spread the costs of acquiring the goods over a larger number of input units. Second, the organization may be able to take advantage of any quantity discounts that suppliers may offer. Third, the organization may need to purchase inputs in advance of price increases.
Inventory management
The purpose of inventory management is to provide a way to decide when and how much inventory to purchase from suppliers or to build, in-house. Holding inventory often carries significant costs. It has been suggested that the costs of purchasing and holding inventory can account for as much as 60–80 per cent of the total cost of a product or service. As you will see later in this chapter, the levels of inventories held by most companies have declined dramatically since the 1970s. This has partly been driven by the increasing costs of holding inventory, and partly by the decreased flexibility associated with holding inventory.
The costs of inventory include:
![]() Holding costs – the costs of having inventory, including the cost of storage facilities, the funds, and decreases in the value of items held in inventory through obsolescence, pilferage, etc.
Holding costs – the costs of having inventory, including the cost of storage facilities, the funds, and decreases in the value of items held in inventory through obsolescence, pilferage, etc.
![]() Ordering costs – the costs of replenishing inventory, such as the cost of preparing a purchase order, the costs of transportation and shipping, receiving, inspection, handling and storage. When the part or component is being made in-house these may be called set-up costs, which refer to the cost of preparing the production order, and any other costs associated with obtaining the materials, changing the production process or setting up equipment.
Ordering costs – the costs of replenishing inventory, such as the cost of preparing a purchase order, the costs of transportation and shipping, receiving, inspection, handling and storage. When the part or component is being made in-house these may be called set-up costs, which refer to the cost of preparing the production order, and any other costs associated with obtaining the materials, changing the production process or setting up equipment.
![]() Shortage costs – the cost of not having enough inventory on hand to meet customer demand, including lost sales, production stoppages, etc.
Shortage costs – the cost of not having enough inventory on hand to meet customer demand, including lost sales, production stoppages, etc.
Organizations use various inventory management systems, including:
![]() Continuous inventory systems
Continuous inventory systems
![]() Periodic inventory systems
Periodic inventory systems
![]() The ABC system.
The ABC system.
Many different types of inventory systems have been developed, and a particular organization might use different systems to manage its different types of inventory. Some of the most common types are briefly described below.
Continuous inventory systems
A continuous inventory system is one where inventory levels are continually monitored, and when inventory levels drop below a predetermined level a fixed amount is ordered to replace it.
Household items are often monitored using informal continuous inventory systems. Likewise, an automobile retailer might place an order for a specific car model as a replacement each time one is sold to a customer.
Fixed-order quantity systems
A fixed-order quantity inventory system is a continuous inventory system in which a predetermined amount is ordered whenever on-hand inventory drops below the reorder point, which is the level of inventory in stock that triggers a new order. In fixed-order quantity systems every change in inventory must be recorded, so it is generally used for expensive or critical items.
Economic order quantity systems
The economic order quantity (EOQ) is a fixed order quantity that is used to minimize total inventory costs. The basic EOQ formula is given as:
where A = annual demand, B = variable ordering cost and C = variable holding cost.
For example, if A = 12 000 units; B = $20 per order; C = $10 per unit per year,
Therefore, 219 would be the number to order under the EOQ approach.
Although still used in firms, the case against the EOQ formula has been well stated over a number of years (see, for example, Burbridge, 1964) because the formula is based on the following assumptions (Brown, 1996):
1 All costs are known and do not vary, and demand for an item is also similarly known and will not vary
2 As a result of point 1, both the unit cost of an item and the reorder costs are fixed and do not change according to quantity
3 There is only one delivery for each order, which is fine on an as required basis for just-in-time (JIT), under the EOQ approach this ‘one delivery’ means that the buyer will incur stock-holding costs until the materials are actually required.
The EOQ approach is alien to just-in-time management, which, as we shall see, seeks to ‘pull’ the exact number of materials or components to a particular workstation only when required and not before. The EOQ formula encourages buffer stock and endorses a ‘just-in-case’ mentality rather than a just-in-time approach.
Periodic inventory systems
A periodic inventory system is an inventory system in which the inventory level is checked after a specific time period, and a variable amount is ordered depending on the level of inventory in stock. A fixed time period system is a periodic inventory system in which a variable amount is ordered after a predetermined, constant amount of time has passed.
Retail operations such as supermarkets and convenience stores often use a simple inventory system where the level of stock available to customers on store shelves is monitored and replenished as necessary. For example, if there are normally 20 pepperoni pizzas in the chill cabinet and the shelf-stocker counts only 16, then four pizzas will be fetched from the store's warehouse to make up the difference.
This sort of inventory system is generally known as a bin system. The system described above is a one-bin system, where inventory is periodically replenished no matter how few items have been used. A slightly more sophisticated version is the two-bin system, where once the first bin has been completely used up and a replenishment order triggered, material from the second bin is used. The two bins are sized so that the second bin should just be used up when the next order arrives.
ABC classification
The ABC system is a method for classifying inventory items according to their total annual amount. ABC is based on the Pareto principle (80/20 rule), which suggests that only a few items account for most of the value of inventory.
A simple technique for managing inventory is ABC classification. ABC classification can be used to examine the distribution of inventory by value, which is useful when a large number of inventory items are in use in an organization. The goal of ABC classification is to decide which items are important and need to be tightly monitored, and which are not.
The first step in ABC classification is to develop a list of all inventory items, the cost of a single item, and the number of units of each item used in a year. The cost of each item is multiplied by its annual usage to get the annual expenditure on that item. Once the annual expenditure on all items has been calculated, the second step is to sort the list from top to bottom in descending order of annual usage. The third step is to determine the cumulative percentage of the total annual cost contributed by each inventory item (the expenditure of an item added together with all of the costs of the items above it, divided by the total expenditure on all items).
After all items have been classified, the list is divided into A, B and C items. The items with the highest annual expenditures are called A items. In general, everything to do with these items will be managed very carefully because they represent a very high investment. These items need to be managed within the close buyer–supplier relationships that form part of strategic supply and were discussed in Chapter 5. The items with moderate annual expenditures are called B items, and will be managed less tightly than A items. The items with the lowest annual expenditures are called C items, and very simple inventory methods may be used to control their usage. These items, such as screws and fasteners, are often purchased on a bulk basis and drawn down as needed, because it is more expensive to acquire them than to keep track of them.
A typical distribution of cumulative expenditure with items is shown in Figure 7.4. A commonly used rule of thumb is that 80 per cent of expenditure will be accounted for by 20 per cent of items (the A items), whilst the other 80 per cent of items account for the remaining 20 per cent (the B and C items).
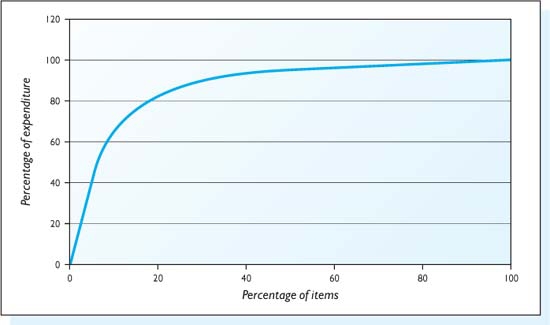
Figure 7.4 The basis for ABC classification.
If ABC classification is used, it is important to remember that this system only looks at annual expenditures and ignores all other aspects regarding how important an inventory item might be. An item that is classified as B or C might still be critical to the production or functioning of a product –- consider the importance of a fan belt to the operation of an automobile! However, when considering the complexity of managing even simple operations, such as a bookstore, ABC classification makes sense as a way of deciding where to focus attention.
Example of ABC classification
The Claverton University student store carries a range of souvenir items with the Claverton logo. Although there is a steady level of demand from students, faculty members and visitors, the store manager has noticed that some items seem to run out of stock frequently and some items are gathering dust in the backroom. Since the store's profits are used to fund scholarships, the Student Union has asked the store manager to look for a better way of managing the souvenir line. The manager has looked up the following data from sales records:
Item name |
Cost per unit (£) |
Monthly sales (units) |
Pen |
1 |
60 |
Baseball cap |
16 |
16 |
Mug |
65 |
19 |
Mouse pad |
2 |
90 |
Fleece jacket |
99 |
57 |
Sweatshirt |
24 |
33 |
Tracksuit |
41 |
97 |
Blazer |
84 |
1 |
Trainers |
69 |
32 |
Polo shirt |
23 |
76 |
To apply the ABC analysis we need to calculate the monthly expenditure on each item and sort the items in descending order. The percentage of items represented by each item can then be calculated, and the percentage of annual expenditure. Once these steps have been completed, the souvenirs can be divided into A, B and C category items as follows.
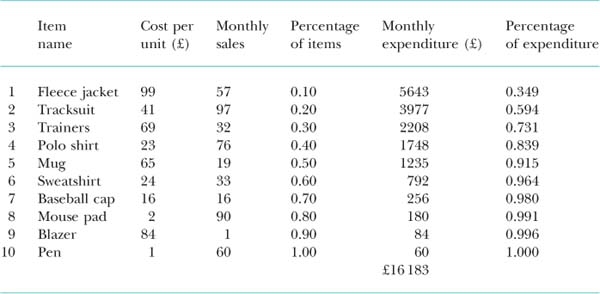
The contribution of the items to monthly sales is shown in Figure 7.5. From the analysis above, the store manager might be advised to manage the sales of fleece jackets very carefully, whilst mugs, sweatshirts, baseball caps, mousepads, blazers and pens might need less attention.
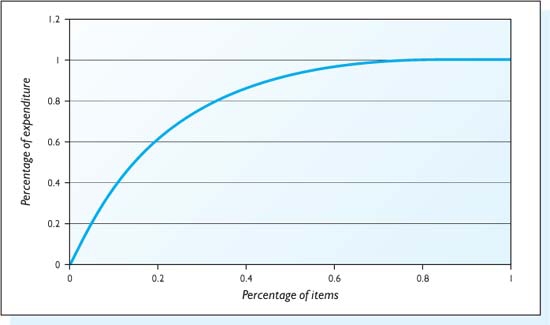
Figure 7.5 The ABC classification at the University of Claverton student store.
Independent- and dependent-demand inventory
The appropriate system for managing inventory often depends on whether demand comes from external or internal customers or clients. Independent-demand inventory refers to items for which demand is unrelated, or independent. A personal computer assembler such as Dell Computers must respond to independent demand from customers for assembled computer systems.
By contrast, the demand for dependent-demand inventory is related to (and depends upon) the demand for another item. Dependent demand is characteristic of components or subsystems. For example, dependent demand would describe the demand for microprocessors, printed-circuit boards and disk drives for the computers assembled by Dell to customer order. The demand for these items by Dell would have been in turn experienced as independent demand by the microprocessor, PCB and disk-drive manufacturers.
Understanding the difference between independent and dependent demand is important, because dependent demand can be calculated from the demand for independent-demand items but independent demand is usually forecast rather than known. Uncertainty in the demand for independent items often results in carrying higher levels of inventory to minimize the risks of running out.
IMPROVING OPERATIONS FLOWS
In an ideal world, inputs to a manufacturing operation would:
![]() Arrive just as the transformation process was ready to begin processing them
Arrive just as the transformation process was ready to begin processing them
![]() Spend 100 per cent of the time within the transformation process being acted upon
Spend 100 per cent of the time within the transformation process being acted upon
![]() Be shipped out of the facility just as they were finished
Be shipped out of the facility just as they were finished
![]() Arrive with customers just as customers wanted them.
Arrive with customers just as customers wanted them.
Similarly, customers would arrive at a service operation just as the next server became free to serve them, would be acted upon 100 per cent of their time in the service operation, and then would leave just at the end of processing.
We obviously do not live in an ideal world. How then do operations improve systems so that materials are ready when needed? Some of the concepts discussed in previous chapters, such as concurrent engineering and other ways of improving innovation (Chapter 3) and mass customization and agile manufacturing (Chapter 4), affect operations flows. Here, we will specifically look at two of the most popular techniques for improving flows – the application of sophisticated computer technology and the adoption of Japanese manufacturing approaches. We will finish with another consideration; the fundamental redesign of processes themselves.
Computerized systems
Many products, such as automobiles and electronic equipment, are made up from large numbers of different parts. Clearly, bringing all of these parts together is complex, and since the 1960s various computerized systems for managing dependent-demand inventory have been developed.
Materials requirements planning systems (MRP)
During the 1970s, computer-based inventory control systems became popular as a way of trying to match supply and demand. The earliest systems for computerized production planning and control were known as materials requirements planning (MPR) systems (Figure 7.6). MRP systems were devised to manage component demand inventory rather than finished goods inventories. MRP systems usually were found in batch or line/mass process types of operations, where finished products were produced from a large number of component items over several production stages. The demand for components could be calculated from the demand for finished goods; hence it is dependent-demand inventory. Finished goods requirements, because they come from external customers, are termed independent-demand inventory.
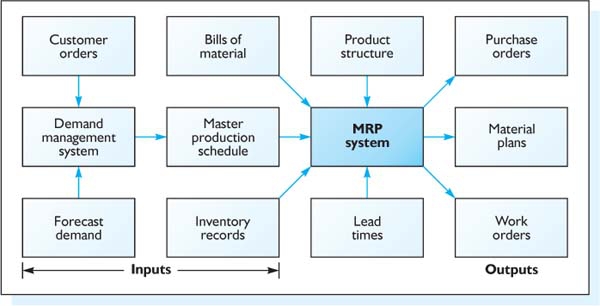
Figure 7.6 A generic MRP system (based on Slack et al., 1998).
MRP is intended to have components available when they are needed, no earlier and no later. MRP treats raw materials, components and finished goods differently, so it can be used as a production scheduling and control system. In addition, it can keep track of orders so that they can be rescheduled when delays occurred.
The three important inputs to the MRP process are:
1 The master production schedule, which provides information about the quantities and scheduled outputs of end-items
2 The bill of material or the product structure file, which records parts that go into an item and the quantity required
3 The inventory master file, which describes what inventory is currently available (on hand) and on order.
An MRP system can interact with other systems to create a capacity requirements planning (CRP) system that identifies where there is a resource mismatch, based on when operations plans to start production of individual jobs or customer orders, the routing of these batches, and what orders or jobs yet remain to be completed (Figure 7.7). Essentially the major ingredients of MRP are quite simple, involving questions such as:
1 How many products are to be made?
2 When do these products need to be made?
3 What is the finished product composition in terms of materials and components?
4 What are the numbers and types of components and materials currently in stock?
5 How many items have to be ordered from suppliers?
6 What is the lead time for suppliers and, consequently, when do orders have to be placed?
Subtracting the answer to question 4 from the answer to question 3 provides information to answer questions 5 and 6.
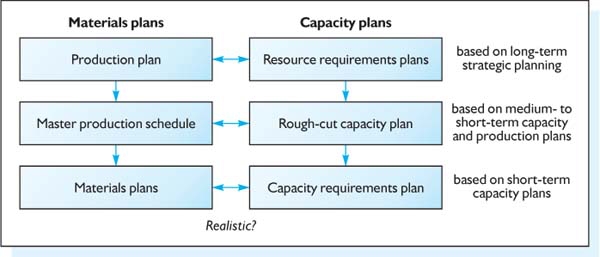
Figure 7.7 Matching capacity and production plans with MRP (based on Slack et al., 1998).
If the demand for certain resources exceeds the capacity of individual work centres or the system, then the MRP plans will need to be recomputed. The CRP system provides a way of doing this by computer rather than by hand.
Manufacturing resource planning
More sophisticated versions were manufacturing resources planning (MRP) systems. Despite their names, these systems are used in both manufacturing and services. MRPII systems include additional modules (see Figure 7.8).
MRP evolved into MRPII, which in essence included MRP and added other management ingredients such as tooling, routing procedures, capacity availability and man-hour requirements.
If successfully implemented, MRP should provide the following benefits to an organization (Waters, 1992, p. 277):
![]() Reduced stock levels
Reduced stock levels
![]() Higher stock turnover
Higher stock turnover
![]() Increased customer service, with fewer delays caused by shortages of materials
Increased customer service, with fewer delays caused by shortages of materials
![]() More reliable and faster quoted delivery times
More reliable and faster quoted delivery times
![]() Improved utilization of facilities, as materials are always available when needed
Improved utilization of facilities, as materials are always available when needed
![]() Less time spent on expediting and emergency orders.
Less time spent on expediting and emergency orders.
If used properly, MRP should enable better relationships with suppliers to be developed over time because lead times should be known and therefore unreasonable pressures of delivery requirements are not put on suppliers.
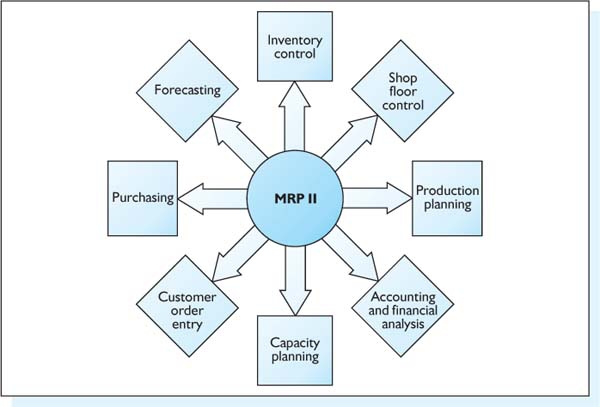
Figure 7.8 Additional elements of MRPII.
Enterprise resource planning
Enterprise resource planning (ERP) systems go beyond MRP and MRPII to integrate internal and external business processes. SAP AG, a German software company, sells the most popular ERP system, R/3. Although ERP systems have become popular, implementing ERP is time-consuming and costly. Like all software ‘solutions’, ERP has its advocates and critics alike. The basic flow of the system is shown in Figure 7.9.
The limits of MRP and allied systems
MRP is a dependent-demand system that calculates materials requirements and production plans to satisfy known and forecast sales orders. MRP helps managers to make decisions about production volumes and timings based on calculations of what will be necessary to supply demand in the future. The computer programs for MRP make a series of simple calculations about the volume and quantity of materials.
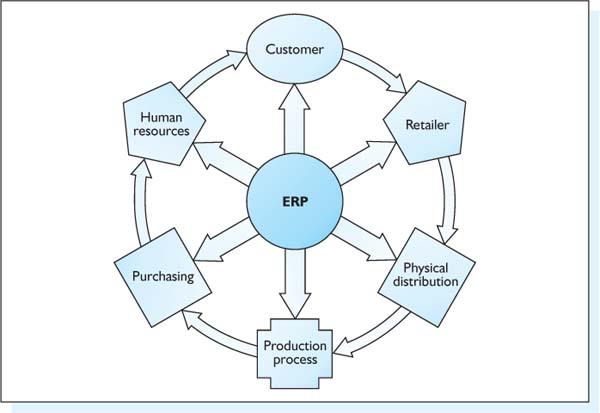
Figure 7.9 How enterprise resource planning (ERP) systems link the supply chain.
MRP has been widely taken up in industries where a large number of parts, components or subassemblies must be brought together in complicated sequences to create complex products. Managing this without computer assistance would beyond the ability of any individual or team to manage. However, a drawback to MRP in performance improvement is that the logic of MRP is based on mass production, which as we have suggested elsewhere in this book is neither universally applicable nor universally relevant in today's environment. In particular, MRP encourages a static approach to process management, batch production and holding inventory, which have been identified as leading to complacency among managers.
Just-in-time
Many Western companies have adopted the Japanese manufacturing approach known as just-in-time (JIT) production, whose central principle is purchasing or producing exactly the amount that is needed at the precise time it is required.
This approach is most useful in repetitive manufacturing, where there is high demand for a standard product. The goal of just-in-time is to achieve a smooth, uniform flow of small amounts of the appropriate materials through the system. Production coordination is achieved through informal local control, typically through the use of a kanban system, rather than through centralized computer control as in MRP.
This includes the flow of materials into the operation and from the operation to customers, as well as flows within the operation itself. Purchasing must work very closely with suppliers so that inputs can be delivered frequently and in small amounts, often to the production work centre itself rather than into a separate storage area.
The origins of JIT
The key ideas associated with JIT were developed at the Toyota Motor Company under the leadership of founder Eiji Toyoda, whose father had founded the successful Toyoda Spinning and Weaving Company (Toyota was selected as the company's new name to replace Toyoda, which means ‘abundant rice field’). The fledgling post-war Japanese automobile manufacturing industry was then miniscule compared with the American and European automakers, and raw materials and components, as well as equipment, were scarce and expensive.
Rather than purchasing designs and know-how from foreign companies, Toyota started by taking apart imported automobiles and redesigning them to fit Japanese conditions. Similarly, Toyota observed Western production methods, but adapted them to lower production volumes and designed its own machinery, drawing on the in-house experience of designing equipment for the precision textile machinery.
The actual development of the ideas of the Toyota Production system is mainly the responsibility of Taiichi Ohno. Ohno decided that Western automobile manufacturing – especially Ford's system – had two critical flaws. First, it failed to achieve a continuous process flow, instead relying on batch manufacturing in lots of hundreds of thousands. Second, the Ford system in particular was unable to adapt to individual consumer preferences for product diversity. Ohno's solution was small-lot production, which allowed him to reduce costs through eliminating waste and idle time. Perfecting the system was not simple – he started just after World War II ended, and the elements of the entire just-in-time system took many years to perfect.
As originally conceived by Ohno, JIT is a philosophy – a way of working – as well as a set of tools and techniques. The three key elements of the JIT philosophy are:
1 Minimizing waste in all forms
2 Maintaining respect for all workers
3 Continually improving processes and systems (kaizen).
The JIT production system
The main focus of the JIT production system is eliminating waste in all its forms. The major forms of waste that have been identified include:
1 Basic working processes
2 Design for manufacture
3 Simplicity, repetition and experience breed competence
4 Small, simple machines
5 Careful layout
6 Total productive maintenance
7 Set-up reduction
8 Visible management
9 Supplier involvement.
MRP and JIT systems will be compared later, but it is important to note here that one of the biggest differences between JIT and MRP or other conventional systems is that JIT is a pull production system. Push systems rely on predetermined schedules to initiate production, but pull systems rely on customer requests.
A key feature of JIT production is designing the system around flexible resources – both workers and technology. Multifunctional workers are trained to perform more than one job, so that they can replace other workers who are absent or missing, and so that they spend as little time as possible not working. Similarly, instead of special-purpose equipment, JIT production uses general-purpose machines that can perform several basic functions and thus spend as little time as possible not being used.
A second feature of JIT production is cellular layouts (see Chapter 4). Manufacturing cells bring together in a single physical location all the machines needed to manufacture a group or family of parts. The layout of the machines is often U-shaped, so that a single worker can operate several machines or processes simultaneously.
A highly visible feature of JIT is the use of kanban production control. Kanbans are the physical means of putting pull production into practice. A kanban is a ‘visible signal’, such as a card, that authorizes the production of a standard production quantity. Kanbans were used traditionally in Japan outside shops to signal that the shop was open for business. The idea in JIT is that the kanban indicates that an operator is ‘ready for business’ too, and that inventory needs to be in place so that work may begin at a particular workstation. Kanbans are a type of two-bin inventory system, as described earlier in this chapter. Types of kanban containers include squares, racks, signals and post offices.
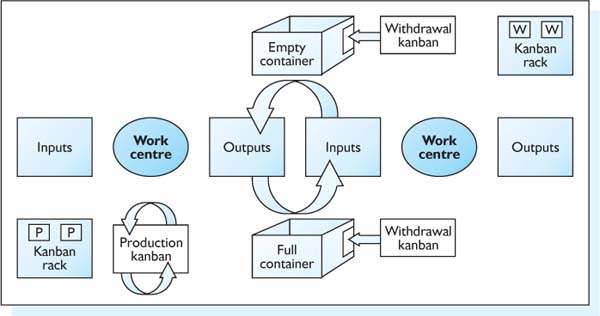
Figure 7.10 How kanban works.
A kanban production system needs at least two types of kanban. A production kanban authorizes the production of goods, whilst a withdrawal kanban authorizes the movement of goods. Vendor kanbans may also be used to authorize the acquisition of inputs from suppliers. A basic diagram of the use of kanbans is shown in Figure 7.10.
Small-lot production provides a means of linking kanbans and the pull system. This reveals problems with the process or products more quickly than large lots, as illustrated in Figure 7.11.
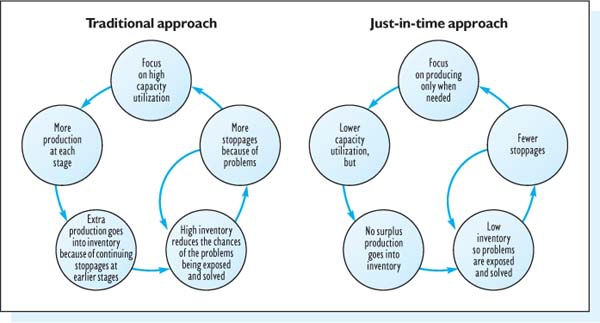
Figure 7.11 Problems are revealed by JIT (based on Slack et al., 1998).
Quick set-ups are necessary to small-lot production. Shigeo Shingo, one of Ohno's colleagues at Toyota, invented specific rules for quick set-ups (Shingo, 1990), known as single-minute exchange of dies (SMED), including:
![]() Internal set-up versus external set-up
Internal set-up versus external set-up
![]() Streamline set-up
Streamline set-up
![]() Perform set-up in parallel or eliminate.
Perform set-up in parallel or eliminate.
The main requirements of JIT
One requirement for effective JIT production is uniform production levels. These result from production smoothing, which is based on reducing variability through more accurate forecasting, smoothing demand and mixed-model assembly.
The second major requirement is an organization-wide emphasis on quality. Quality at the source is supported by smaller lot sizes. The goal is zero defects.
Practices that support quality include jikoda, which gives workers authority to stop the production line if problems occur. Jikoda is often associated with andons, lights located above each workstation that show the station's quality status – green (normal), amber (help) and red (stop). Zero defects are supported by pokayokes, which are foolproof devices to prevent defects from occurring in the first place. Visual control provides direct feedback to workers.
The responsibility for quality goes beyond workers in the production process. Kaizen is a system for continuous improvement, which requires total employee involvement (the participation by every employee at every level).
Productive maintenance is a system of periodic maintenance and inspection designed to keep a machine in operation, rather than a machine failing and needing repairs to make it operational. Total productive maintenance is a total quality approach to maintenance.
JIT beyond the productive system
JIT relies on a small network of reliable suppliers who can deliver parts frequently without the need for inspection. Practices associated with JIT supply include:
![]() Locating near to the customer
Locating near to the customer
![]() Using specially adapted vehicles
Using specially adapted vehicles
![]() Establishing small warehouses near the customer
Establishing small warehouses near the customer
![]() Using standardized containers
Using standardized containers
![]() Certification.
Certification.
Other names for adaptations of JIT include stockless production (Hewlett-Packard), material as needed (Harley Davidson), and continuous-flow manufacturing (IBM). JIT forms a key part of lean production (Womack et al., 1990).
JIT and MRP compared
At least superficially, MRP and JIT are not at all compatible. MRP is a push-based planning and control system designed to push work through the system. JIT is a pull-based system of planning and control, designed to pull work through the system in response to customer demand. JIT, unlike MRP, offers benefits of lower cost, increased revenues, lower investment, workforce improvements, and a structured way of uncovering problems and improving operations.
Despite these differences, MRP and JIT can work together. JIT performs best in stable conditions, including simple product structures, clearly defined material flow, and level and predictable demand. MRP, on the other hand, is good at coping with complexity and with uncertain future demand. The two systems can complement each other in two different ways. First, an operation can use JIT for managing the actual day-to-day production work and MRP for planning and control. Secondly, an operation can use JIT for managing end-products that are always (runners) or frequently (repeaters) produced, and MRP for end-products that are only infrequently produced or one-offs (strangers). In reality, MRP and JIT can, and indeed in many cases should, work well together. As Karmarker (1989, p. 125) states:
MRPII . . . initiates production of various components, releases orders, and offsets inventory reductions. MRPII grasps the final product by its parts, orders their delivery to operators, keeps track of inventory positions in all stages of production and determines what is needed to add to existing inventories. What more could JIT ask?
Theory of constraints
The Optimized Production Technology (OPT) system, based on Goldratt's theory of constraints, performs roughly the same functions as MRP.
To speed up flow through the pipeline, obstructions must be identified and removed. Any obstructions create bottlenecks that restrict the flow through the system, as the total output of the system can be no greater than the flow through the bottleneck(s).
Two types of bottleneck have been identified. If the bottleneck is at the final assembly (or final service) stage of the operation, then the system's capacity will be no greater than the capacity of the final assembly. On the other hand, if the bottleneck is upstream (ahead) of final assembly, then the capacity of the process (including process outputs) will be limited to the capacity of the bottleneck, but it may be difficult to identify.
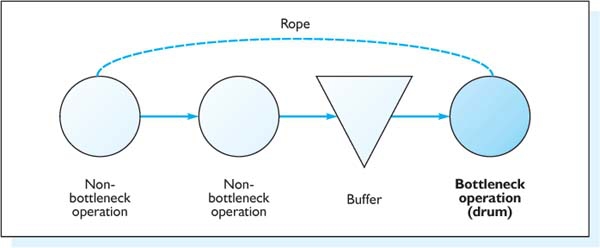
Figure 7.12 A simple drum–buffer–rope system.
Goldratt's theory of constraints has three main principles, which can be simply expressed as drum–buffer–rope (Figure 7.12):
1 The pace of the process should be set according to the capacity of the bottleneck (drum)
2 Since an hour lost at the bottleneck is an hour lost forever, a buffer of jobs should be maintained upstream of the bottleneck (buffer)
3 Jobs should be released on the receipt of order signals from the bottleneck to avoid excess jobs queuing up as WIP inventory (rope).
Even complex systems can be conceptualized using drum–buffer– rope, as shown in Figure 7.13.
Although fewer companies use Goldratt's OPT software for managing production than use MRP or JIT systems, the theory of constraints offers some useful insights into the behaviour of simple or complex production systems, which are widely applicable:
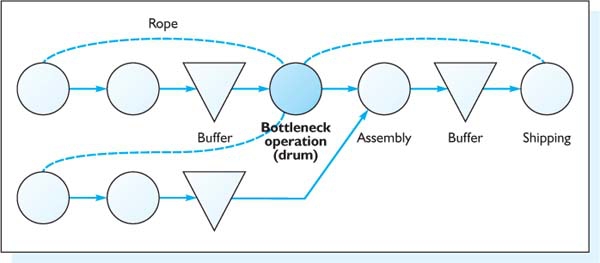
Figure 7.13 A more complex drum–buffer–rope system.
![]() Insight 1. Simply changing input will not increase output! The best input flow rate and pipe diameter match the desired output flow rate and demand
Insight 1. Simply changing input will not increase output! The best input flow rate and pipe diameter match the desired output flow rate and demand
![]() Insight 2. Work on the pipeline is continuous: it is often difficult to identify the location of all obstructions in complex processes
Insight 2. Work on the pipeline is continuous: it is often difficult to identify the location of all obstructions in complex processes
![]() Insight 3. Sources of obstructions change over time as the pipeline and the things that flow through it change over time.
Insight 3. Sources of obstructions change over time as the pipeline and the things that flow through it change over time.
SUMMARY
Making better use of throughput – in particular with inventory – has been one of the great areas of organizational learning by many firms in the West in trying to emulate some of the Japanese practices that have underpinned Japan's success in key industries. Many Western manufacturing firms have tended to view materials management as a ‘tactical’ activity. Consequently, as seen in Chapter 5, purchasing and inventory management has been performed, in the main, at lower levels of the organization and has been relegated to a reactive function. In Japan, by contrast, materials management has been seen in terms of strategic importance, as part of the manufacturing arsenal, which will serve to out-compete other players in markets. However, these techniques are not wholly Japanese, and there are many cases of successful implementation of MRP and JIT in Western firms.
Case study
The changing fortunes at Apple
The most striking change has been in operations. When Jobs took over, Apple ended each quarter with some 70 days’ worth of finished products sloshing around its factories and warehouses, a $500 million-plus drag on profits that was the worst in the industry.
Jobs quickly streamlined. He outsourced manufacturing of half of Apple's products to contractors who could do it far more efficiently, say analysts. That got inventory down to about a month by early 1998. Jobs still wasn't satisfied. He hired former Compaq (CPQ) procurement executive Timothy D. Cook to meet a higher goal: to get more efficient than Dell, the industry's best.
It was a daunting challenge. Cook recalls drawing a flowchart of Apple's operations, with all the linkages from suppliers to manufacturing to distributors, that ‘looked like a printed circuit board’ And not a very fast one. Because many of the transactions between suppliers weren't processed in real time, it could take days for a parts order to be delivered to a factory. And Cook knew he would be facing an inventory management nightmare when Jobs unveiled five different colors of iMacs.
Cook wasted no time. In his first month on the job, he outsourced production of the printed circuit cards inside Macs, easing the complexity of the manufacturing job. He closed more than 10 warehouses for finished products, making do with nine regional sites. With fewer places for stuff to sit, the less stuff there would be, he reasoned. ‘If you have closets, you'll fill them up’, says Cook.
Simplicity was the key. Cook trimmed Apple's list of key suppliers from more than 100 to just 24. That further eased the job of keeping track of all the parts used in Apple's products. And since it meant more business for each supplier, Apple wielded more influence with each – and better prices.
Finally, his team scrapped an off-the-shelf software program for managing manufacturing and inventories that had been limping along. Instead, Apple devised its own build-to-order system for handling online purchases.
It has worked beautifully. Pundits snickered when Jobs predicted Dell-like online efficiency at a 1997 event. ‘We're coming after you, buddy’, Jobs said, referring to founder Michael Dell. Today, Apple's online store is shipping 75% of orders on the day they're placed, up from 5% for the Apple of old. ‘That's as good as or better than Dell or Gateway’, says Salomon Smith Barney analyst Gardner.
But Cook's biggest claim to fame is getting the inventory of parts down to less than a day – obliterating the record in an industry where weeks or even months is the norm. One reason: Apple has persuaded key suppliers to set up shop close to Apple facilities, for just-in-time delivery. Another benefit of the new system: The entire production process has dropped from almost four months to just two, so Apple can more quickly move to the latest, fastest parts.
Business Week, 31 July 2000.
1 From the above case, describe how inventory management has been used for strategic advantage.
2 What type of inventory systems might you see in the following:
a. A hospital
b. A fast-food restaurant
c. A warehouse
d. A PC manufacturer.
3 What is kanban, and why is it used in JIT?
4 What is the difference between ‘push’ and ‘pull’ systems?
5 What is the difference between MRP and MRPII?
Key terms
ABC classification
Buffer inventory
Dependent demand
Finished goods inventories
Independent-demand inventory
Just-in-time production
Kanban
Raw materials inventories
Safety stock
Stockout
Work-in-process inventories
References
Brown, S. (1996). Strategic Manufacturing for Competitive Advantage. Prenctice Hall.
Burbridge, J. (1964). The case against the economic batch quantity. The Manager, 3, 12–20.
Karmarker, U. (1989). Getting control of just-in-time. Harvard Bus. Rev., Sep–Oct, 122–31.
Levitt, T. (1972). A production-line approach to service. Harvard Bus. Rev., Sep–Oct, 41–52.
Ritzer, G. (2000). The McDonaldization of Society: New Century Edition. Pine Forge Press.
Shingo, S. (1990).Modern Approaches to Manufacturing Improvement. Productivity Press.
Slack, N., Chambers, S., Harland, C., Harrison, A. and Johnston, R. (1998). Operations Management, 2nd edn. Pitman.
Upbin, B. (1999). Beyond burgers. Forbes Global, 11 January (http://www.forbes.com/global/1999/1101/0222028a.html)
Waters, C. (1992). Inventory Control and Management. John Wiley &Sons.
Womack, J., Jones, D. and Roos, D. (1990). The Machine That Changed the World. Macmillan.
Further reading
Cusumano, M. (1985). The Japanese Automobile Industry: Technology and Management at Nissan and Toyota. Harvard University Press.
Fitzsimmons, J. A. and Fitzsimmons, M. J. (1998). Service Management: Operations, Strategy, and Information Technology. Irwin McGraw-Hill.
Goldratt, E. and Cox, J. (1986) The Goal. Gower.
Hall, R. (1983). Zero Inventories. Dow Jones–Irwin.
Monden, Y. (ed.) (1986). Applying Just-in-Time: The American/Japanese Experience. Industrial Engineering and Management Press.
Monden, Y. (1993). Toyota Production System, 2nd edn. Industrial Engineering and Management Press.
Schroeder, R. G. (2000). Operations Management: Contemporary Concepts and Cases. Irwin McGraw-Hill.
Womack, J. and Jones, D. (1996). Lean Thinking. Simon & Schuster.