
In this chapter, you will learn about . . .
The Basic Elements of Lean Production
The Benefits of Lean Production
Implementing Lean Production
Lean Services

Web resources for this chapter include
OM Tools Software
Internet Exercises
Online Practice Quizzes
Lecture Slides in PowerPoint
Virtual Tours
Excel Worksheets
Company and Resource Weblinks
www.wiley.com/college/russell
Lean Production AT MARS AND NESTLÉ
Mars, Inc., manufactures and markets M&Ms, Mars candy bars, and other popular snack products. The company gains a competitive edge through manufacturing know-how and process innovation. Thus, in spite of industry trends to outsource, Mars continues to make its own chocolate and chocolate liquor. The company has expanded from traditional process manufacturing to custom manufacturing of personalized products.
There are two distinctly different production systems operating within Mars' Hackettstown, New Jersey, plant. One part of the plant is set up with high-volume production lines and dedicated equipment for producing standard M&Ms; the other portion is set up for extremely short-run, rapidchangeover production of personalized, made-to-order M&Ms with custom printed names, phrases, or logos. It is in this second area that Mars first introduced the principles of lean production for fast changeovers and waste reduction.
From its beginning in the custom manufacturing sector of Mars, lean concepts have expanded to more traditional manufacturing sites. Lean teams help with knowledge transfer across Mars' factory network, moving the company from a "big factory" model to one where workers who operate the plant "own" small parts of it. Among the lean tools implemented are work cells and team problem-solving; Total Productive Maintenance (TPM); SMED (Single Minute Exchange of Dies) principles for quick changeover and reduced downtime; and Kaizen continuous improvement techniques.
Mars is not alone in its application of lean. Nestlé USA has a new program called "Nestlé Continuous Excellence" (NCE) that consolidates the principles of Lean Manufacturing, Total Productive Management, Six Sigma, 5S, and other methods familiar to followers of the Toyota Production System.
In this chapter, we'll discuss the principles of lean production, including those used at Mars and Nestlé, and explore how lean concepts can be used in services as well as manufacturing.
Source: Adapted from Mike Pehanich, "Mass Production Meets Custom Manufacturing," Food Processing, December 2007, p. 322; Bob Sperber, "Nestlé USA: Manufacturing that Sustains," Food Processing, December 2009.
Shortened product lifecycles, demanding customers, globalization, and e-commerce have placed intense pressure on companies for quicker response and shorter cycle times. One way to ensure a quick turnaround is by holding inventory. But inventory costs can easily become prohibitive, especially when product obsolescence is considered. A wiser approach is to make your operating system lean and agile, able to adapt to changing customer demands. We have talked extensively in this book about supply chains. Collaboration along a supply chain can work only if the participants coordinate their production and operate under the same rhythm. Companies have found this rhythm in a well-respected but difficult to implement philosophy called lean production.
Lean production means doing more with less—less inventory, fewer workers, less space. The term was coined by James Womack and Daniel Jones[22] to describe the Toyota Production System, widely recognized as the most efficient manufacturing system in the world.
The Toyota Production System evolved slowly over a span of 15 years. Initially known as just-in-time (JIT) it emphasized minimizing inventory and smoothing the flow of materials so that material arrived just as it was needed or "just-in-time." As the concept widened in scope, the term lean production became more prevalent. Now the terms are often used interchangeably.
Taiichi Ohno, a former shop manager and later vice president of Toyota Motor Company, is the individual generally credited with the development of lean production. The idea of producing only what you need when you need it hardly seems the basis of a revolution in manufacturing, but the concept is deceptively simple. If you produce only what you need when you need it, there is no room for error. For lean production to work well, many fundamental elements must be in place—steady production, flexible resources, extremely high quality, reliable equipment, reliable suppliers, quick setups, and lots of discipline to maintain the other elements.
In this chapter, we explore the elements of lean production and try to discover how they became part of Ohno's integrated management system, known as the Toyota Production System. We also explore the benefits and drawbacks of lean production and its implementation. We conclude with a discussion of lean services.
• Lean production: an integrated management system that emphasizes the elimination of waste and the continuous improvement of operations.
• Just-in-time (JIT): smoothing the flow of material to arrive just as it is needed.
Lean's mandate: Eliminate waste.
Muda: waste, anything other than that which adds value to the product or service.
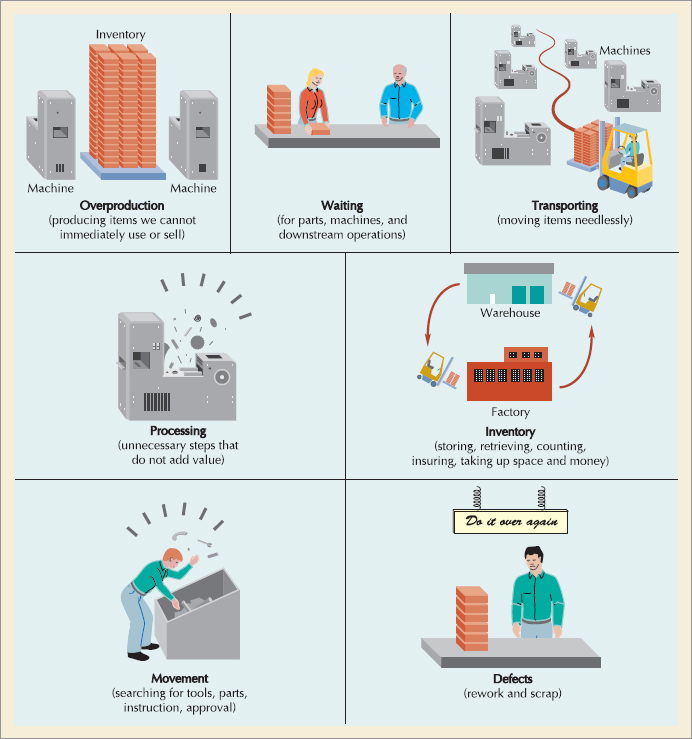
In the 1950s, the entire Japanese automobile industry produced 30,000 vehicles, fewer than a half day's production for U.S. automakers. With such low levels of demand, the principles of mass production that worked so well for U.S. manufacturers could not be applied in Japan. Furthermore, the Japanese were short on capital and storage space. So it seems natural that efforts to improve performance (and stay solvent) would center on reducing the asset that soaks up both funds and space—inventory. What is significant is that a system originally designed to reduce inventory levels eventually became a system for continually improving all aspects of operations. The stage was set for this evolution by the president of Toyota, Eiji Toyoda, who gave a mandate to his people to "eliminate waste." Waste, or muda, was defined as "anything other than the minimum amount of equipment, materials, parts, space, and time which are absolutely essential to add value to the product."[23] Examples of the seven wastes in operations are shown in Figure 16.1.
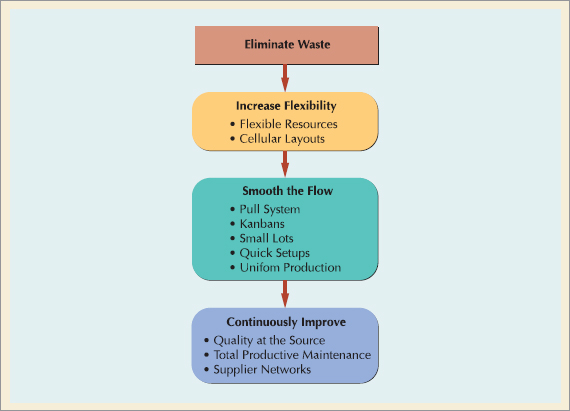
Lean production is the result of the mandate to eliminate waste. It is composed of ten elements:
Basic elements of lean production
These elements can be loosely organized into three phases, as shown in Figure 16.2. Let's explore each of these elements and determine how they work in concert.[24]
The concept of flexible resources, in the form of multifunctional workers and general-purpose machines, is recognized as a key element of lean production, but most people do not realize that it was the first element to fall into place. Taiichi Ohno had transferred to Toyota from Toyoda textile mills with no knowledge of (or preconceived notions about) automobile manufacturing. His first attempt to eliminate waste (not unlike U.S. managers) concentrated on worker productivity. Borrowing heavily from U.S. time and motion studies, he set out to analyze every job and every machine in his shop. He quickly noted a distinction between the operating time of a machine and the operating time of the worker. Initially, he asked each worker to operate two machines rather than one. To make this possible, he located the machines in parallel lines or in L-formations. After a time, he asked workers to operate three or four machines arranged in a U-shape. The machines were no longer of the same type (as in a process layout) but represented a series of different processes common to a group of parts (i.e., a cellular layout).
• Multifunctional workers: perform more than one job.
• General-purpose machines: perform several basic functions.
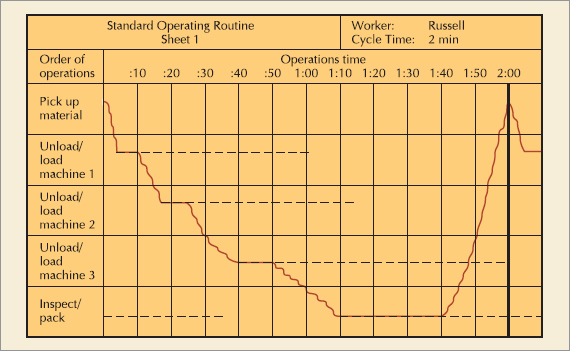
The operation of different, multiple machines required additional training for workers and specific rotation schedules. Figure 16.3 shows a standard operating routine for an individual worker. The solid lines represent operator processing time (e.g., loading, unloading, or setting up a machine), the dashed lines represent machine processing time, and the squiggly lines represent walking time for the operator from machine to machine. The time required for the worker to complete one pass through the operations assigned is called the operator cycle time.
Closely related to the concept of cycle time is takt time. "Takt" is the German word for baton, such as an orchestra leader would use to signal the timing at which musicians play. Takt time, then, is the pace at which production should take place to match the rate of customer demand. An operator's cycle time is coordinated with the takt time of the product or service being produced.
With single workers operating multiple machines, the machines themselves also required some adjustments. Limit switches were installed to turn off machines automatically after each operation was completed. Changes in jigs and fixtures allowed machines to hold a workpiece in place, rather than rely on the presence of an operator. Extra tools and fixtures were purchased and placed at their point of use so that operators did not have to leave their stations to retrieve them when needed. By the time Ohno was finished with this phase of his improvement efforts, it was possible for one worker to operate as many as 17 machines (the average was 5 to 10).
• Takt time: the pace at which production should take place to match customer demand.
The flexibility of labor brought about by Ohno's changes prompted a switch to more flexible machines. Thus, although other manufacturers were interested in purchasing more specialized automated equipment, Toyota preferred small, general-purpose machines. A general-purpose lathe, for example, might be used to bore holes in an engine block and then do other drilling, milling, and threading operations at the same station. The waste of movement to other machines, setting up other machines, and waiting at other machines was eliminated.
While it is true that Ohno first reorganized his shop into manufacturing cells to use labor more efficiently, the flexibility of the new layout proved to be fundamental to the effectiveness of the system as a whole. The concept of cellular layouts did not originate with Ohno. It was first described by a U.S. engineer in the 1920s, but it was Ohno's inspired application of the idea that brought it to the attention of the world. We discussed cellular layouts (and the concept of group technology on which it is based) in Chapter 7. Let us review some of that material here.
• Manufacturing cells: dissimilar machines brought together to manufacture a family of parts.
Cycle time is adjusted to match takt time by changing worker paths.
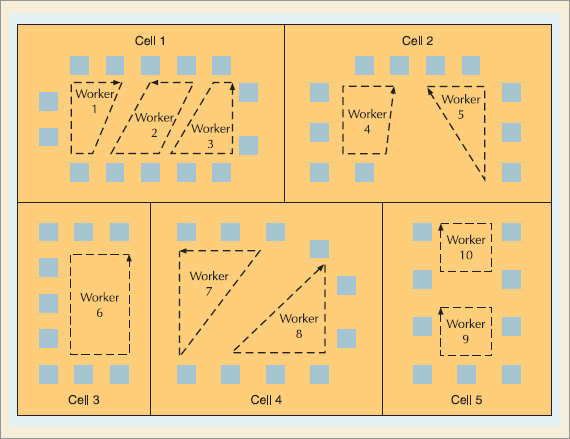
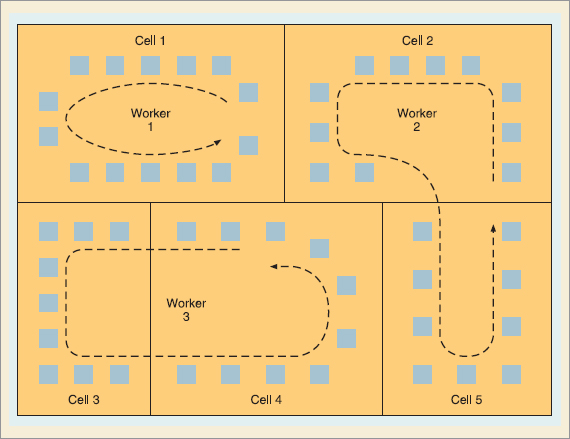
Cells group dissimilar machines together to process a family of parts with similar shapes or processing requirements. The layout of machines within the cell resembles a small assembly line and is usually U-shaped. Work is moved within the cell, ideally one unit at a time, from one process to the next by a worker as he or she walks around the cell in a prescribed path. Figure 16.4 shows a typical manufacturing cell with worker routes.
Work normally flows through the cell in one direction and experiences little waiting. In a one-person cell, the cycle time of the cell is determined by the time it takes for the worker to complete his or her path through the cell. This means that, although different items produced in the cell may take different amounts of time to complete, the time between successive items leaving the cell remains virtually the same because the worker's path remains the same. Thus, changes of product mix within the cell are easy to accommodate. Changes in volume or takt time can be handled by adding workers to or subtracting workers from the cell and adjusting their walking routes accordingly as shown in Figure 16.5.
Because cells produce similar items, setup time requirements are low and lot sizes can be reduced. Movement of output from the cells to subassembly or assembly lines occurs in small lots and is controlled by kanbans (which we discuss later). Cellular layouts, because of their manageable size, workflow, and flexibility, facilitate another element of lean production, the pull system.
A major problem in automobile manufacturing is coordinating the production and delivery of materials and parts with the production of subassemblies and the requirements of the final assembly line. It is a complicated process, not because of the technology, but because of the thousands of large and small components produced by thousands of workers for a single automobile. Traditionally, inventory has been used to cushion against lapses in coordination, and these inventories can be quite large. Ohno struggled for five years trying to come up with a system to improve the coordination between processes and thereby eliminate the need for large amounts of inventory. He finally got the idea for his pull system from another American classic, the supermarket. Ohno read (and later observed) that Americans do not keep large stocks of food at home. Instead, they make frequent visits to nearby supermarkets to purchase items as they need them. The supermarkets, in turn, carefully control their inventory by replenishing items on their shelves only as they are removed. Customers actually "pull through" the system the items they need, and supermarkets do not order more items than can be sold.
Applying this concept to manufacturing requires a reversal of the normal process/information flow, called a push system. In a push system, a schedule is prepared in advance for a series of workstations, and each workstation pushes its completed work to the next station. With the pull system, workers go back to previous stations and take only the parts or materials they need and can process immediately. When their output has been taken, workers at the previous station know it is time to start producing more, and they replenish the exact quantity that the subsequent station just took away. If their output is not taken, workers at the previous station simply stop production; no excess is produced. This system forces operations to work in coordination with one another. It prevents overproduction and underproduction; only necessary quantities are produced. "Necessary" is not defined by a schedule that specifies what ought to be needed; rather, it is defined by the operation of the shop floor, complete with unanticipated occurrences and variations in performance.
• Push systems: rely on a predetermined schedule.
• Pull systems: rely on customer requests.
Although the concept of pull production seems simple, it can be difficult to implement because it is so different from normal scheduling procedures. After several years of experimenting with the pull system, Ohno found it necessary to introduce kanbans to exercise more control over the pull process on the shop floor.
Kanban is the Japanese word for card. In the pull system, each kanban corresponds to a standard quantity of production or size of container. A kanban contains basic information such as part number, brief description, type of container, unit load (i.e., quantity per container), preceding station (where it came from), and subsequent station (where it goes to). Sometimes the kanban is colorcoded to indicate raw materials or other stages of manufacturing. The information on the kanban does not change during production. The same kanban can rotate back and forth between preceding and subsequent workstations.
• Kanban: a card that corresponds to a standard quantity of production (usually a container size).
Kanbans are closely associated with the fixed-quantity inventory system we discussed in Chapter 13. Recall that in the fixed-quantity system, a certain quantity, Q, is ordered whenever the stock on hand falls below a reorder point. The reorder point is determined so that demand can be met while an order for new material is being processed. Thus, the reorder point corresponds to demand during lead time. A visual fixed-quantity system, called the two-bin system, illustrates the concept nicely. Referring to Figure 16.6a, two bins are maintained for each item. The first (and usually larger) bin contains the order quantity minus the reorder point, and the second bin contains the reorder point quantity. At the bottom of the first bin is an order card that describes the item and specifies the supplier and the quantity that is to be ordered. When the first bin is empty, the card is removed and sent to the supplier as a new order. While the order is being filled, the quantity in the second bin is used. If everything goes as planned, when the second bin is empty, the new order will arrive and both bins will be filled again.
Kanbans were derived from the two-bin inventory system.
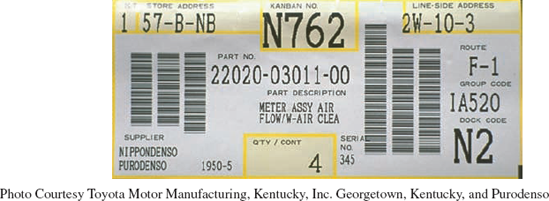
This supplier kanban attached to a container rotates between Purodenso Manufacturing and a Toyota assembly plant. The part number, description, and quantity per container appear in the center of the card, directly beneath the kanban number. Notice the container holds four air flow meter assemblies. The store address in the upper left-hand corner specifies where the full container is to be delivered. The line side address in the upper right-hand corner specifies where the empty container is to be picked up. The lower left-hand corner identifies the preceding process (the assemblies come from Purodenso), and the lower right-hand corner identifies the subsequent process (N2). Barcoding the information on the card speeds processing and increases the accuracy of production and financial records.
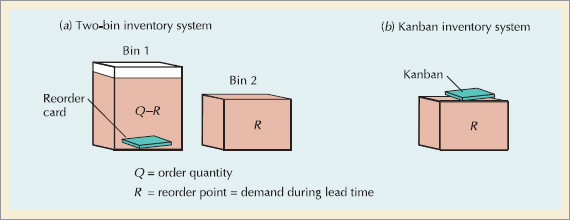
Ohno looked at this system and liked its simplicity, but he could not understand the purpose of the first bin. As shown in Figure 16.6b, by eliminating the first bin and placing the order card (which he called a kanban) at the top of the second bin, (Q − R) inventory could be eliminated. In this system, an order is continually in transit. When the new order arrives, the supplier is reissued the same kanban to fill the order again. The only inventory that is maintained is the amount needed to cover usage until the next order can be processed. This concept is the basis for the kanban system.
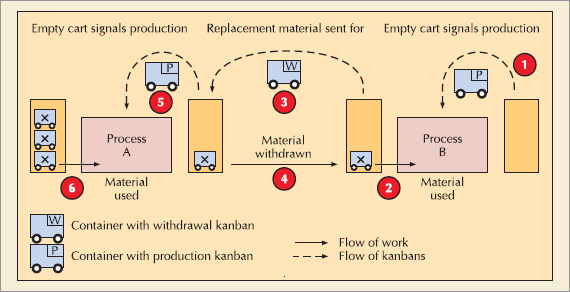
Kanbans do not make the schedule of production; they maintain the discipline of pull production by authorizing the production and movement of materials. If there is no kanban, there is no production. If there is no kanban, there is no movement of material. There are many different types and variations of kanbans. The most sophisticated is probably the dual kanban system used by Toyota, which uses two types of kanbans: production kanbans and withdrawal kanbans. As their names imply, a production kanban is a card authorizing production of goods, and a withdrawal kanban is a card authorizing the movement of goods. Each kanban is physically attached to a con-tainer or cart. As shown in Figure 16.7, an empty cart signals production or withdrawal of goods. Kanbans are exchanged between containers as needed to support the pull process.
The dual kanban approach is used when material is not necessarily moving between two consecutive processes, or when there is more than one input to a process and the inputs are dispersed throughout the facility (as for an assembly process). If the processes are tightly linked, other types of kanbans can be used.
Kanbans maintain the discipline of pull production.
• Production kanban: a card authorizing production of goods.
• Withdrawal kanban: a card authorizing the movement of goods.
• Kanban square: a marked area designated to hold items.
Figure 16.8a shows the use of kanban squares placed between successive workstations. A kanban square is a marked area that will hold a certain number of output items (usually one or two). If the kanban square following his or her process is empty, the worker knows it is time to begin production again. Kanban racks, also known as supermarkets, are illustrated in Figure 16.8b. When the allocated slots on a rack or shelf are empty, workers know it is time to begin a new round of production to fill up the slots, often times, these racks or shelves will be open-backed and placed between two operations. If the distance between stations prohibits the use of kanban squares or racks, the signal for production can be a colored golf ball rolled down a tube, a flag on a post, a light flashing on a board, or an electronic or verbal message requesting more.
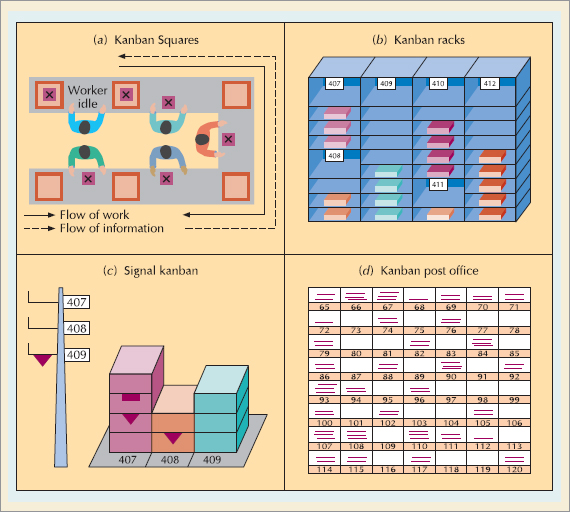
• Signal kanbans a triangular kanban used to signal production at the previous workstation.
Signal kanbans are used when inventory between processes is still necessary. It closely resembles the reorder point system. As shown in Figure 16.8c, a triangular marker is placed at a certain level of inventory. When the marker is reached (a visual reorder point), it is removed from the stack of goods and placed on a kanban post, thereby generating a replenishment order for the item. The rectangular-shaped kanban in the diagram is called a material kanban. In some cases it is necessary to order the material for a process in advance of the initiation of the process.
• Material kanban: a rectangular kanban used to order material in advance of a process.
Kanbans can also be used outside the factory to order material from suppliers. The supplier brings the order (e.g., a filled container) directly to its point of use in the factory and then picks up an empty container with kanban to fill and return later. It would not be unusual for 5000 to 10,000 of these supplier kanbans to rotate between the factory and suppliers. To handle this volume of transactions, a kind of kanban "post office" can be set up, with the kanbans sorted by supplier, as in Figure 16.8d. The supplier then checks his or her "mailbox" to pick up new orders before returning to the factory. Bar-coded kanbans and electronic kanbans can also be used to facilitate communication between customer and supplier.
• Supplier kanbans: rotate between the factory and suppliers.
It is easy to get caught up with the technical aspects of kanbans and lose sight of the objective of the pull system, which is to reduce inventory levels. The kanban system is actually very similar to the reorder point system. The difference is in application. The reorder point system attempts to create a permanent ordering policy, whereas the kanban system encourages the continual reduction of inventory. We can see how that occurs by examining the formula for determining the number of kanbans needed to control the production of a particular item.
The number of kanbans needed can be calculated from demand and lead time information.

where
N = number of kanbans or containers
L = lead time; the time it takes to replenish an order (expressed in the same terms as demand)
S = safety stock; usually given as a percentage of a demand during lead time but can be based on service level and variance of demand during lead time (as in Chapter 13)
C = container size
To force the improvement process, the container size is usually much smaller than the demand during lead time. At Toyota, containers can hold at most 10% of a day's demand. This allows the number of kanbans (i.e., containers) to be reduced one at a time. The smaller number of kanbans (and corresponding lower level of inventory) causes problems in the system to become visible. Workers and managers then attempt to solve the problems that have been identified.
Determining the Number of Kanbans
Julie Hurling works in a cosmetic factory filling, capping, and labeling bottles. She is asked to process an average of 150 bottles per hour through her work cell. If one kanban is attached to every container, a container holds 25 bottles, it takes 30 minutes to receive new bottles from the previous workstation, and the factory uses a safety stock factor of 10%, how many kanbans are needed for the bottling process?
solution
Given:
L = 30 minutes = 0.5hour
S = 0.10 (150 × 0.5) = 7.5
C = 25 bottles
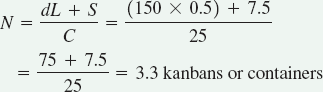
Round either up or down (three containers would force us to improve operations, and four would allow some slack).
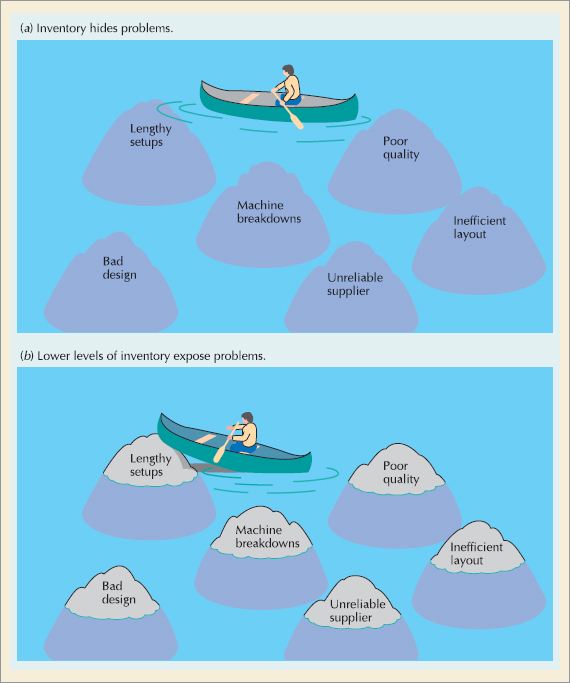
Small-lot production requires less space and capital investment than systems that incur large inventories. By producing small amounts at a time, processes can be physically moved closer together and transportation between stations can be simplified. In small-lot production, quality problems are easier to detect and workers show less tendency to let poor quality pass (as they might in a system that is producing huge amounts of an item anyway). Lower inventory levels make processes more dependent on each other. This is beneficial because it reveals errors and bottlenecks more quickly and gives workers an opportunity to solve them.
The analogy of water flowing over a bed of rocks is useful here. As shown in Figure 16.9, the inventory level is like the level of water. It hides problems but allows for smooth sailing. When the inventory level is reduced, the problems (or rocks) are exposed. After the exposed rocks are re-moved from the river, the boat can again progress, this time more quickly than before.
Although it is true that a company can produce in small lot sizes without using the pull system or kanbans, from experience we know that small-lot production in a push system is difficult to co-ordinate. Similarly, using large lot sizes with a pull system and kanbans would not be advisable. Let's look more closely at the relationship between small lot sizes, the pull system, and kanbans.
From the kanban formula, it becomes clear that a reduction in the number of kanbans (given a constant container size) requires a corresponding reduction in safety stock or in lead time itself. The need for safety stock can be reduced by making demand and supply more certain. Flexible resources allow the system to adapt more readily to unanticipated changes in demand. Demand fluctuations can also be controlled through closer contact with customers and better forecasting systems. Deficiencies in supply can be controlled through eliminating mistakes, producing only good units, and reducing or eliminating machine breakdowns.
Lead time is typically made up of four components:
Processing time can be reduced by reducing the number of items processed and the efficiency or speed of the machine or worker. Move time can be decreased if machines are moved closer to-gether, the method of movement is simplified, routings are standardized, or the need for movement is eliminated. Waiting time can be reduced through better scheduling of materials, workers and machines, and sufficient capacity. In many companies, however, lengthy setup times are the biggest bottleneck. Reduction of setup time is an important part of lean production.
Small-lot production improves quality and reduces lead time.
Several processes in automobile manufacturing defy production in small lots because of the enormous amount of time required to set up the machines. Stamping is a good example. First, a large roll of sheet steel is run through a blanking press to produce stacks of flat blanks slightly larger than the size of the desired parts. Then, the blanks are inserted into huge stamping presses that contain a matched set of upper and lower dies. When the dies are held together under thousands of pounds of pressure, a three-dimensional shape emerges, such as a car door or fender. Because the dies weigh several tons each and have to be aligned with exact precision, die changes typically take an entire day to complete.
Obviously, manufacturers are reluctant to change dies often. Ford, for example, might produce 500,000 right door panels and store them in inventory before switching dies to produce left door panels. Some manufacturers have found it easier to purchase several sets of presses and dedicate them to stamping out a specific part for months or years. Due to capital constraints, that was not an option for Toyota. Instead, Ohno began simplifying die-changing techniques. Convinced that major improvements could be made, a consultant, Shigeo Shingo, was hired to study die setup systematically, to reduce changeover times further, and to teach these techniques to production workers and Toyota suppliers.
Shingo proved to be a genius at the task. He reduced setup time on a 1000-ton press from 6 hours to 3 minutes using a system he called SMED (single-minute exchange of dies). SMED is based on the following principles, which can be applied to any type of setup:
• Internal setup: setup activities that can be performed only when a process is stopped.
• External setup setup activities that can be performed in advance.
Separate internal setup from external setup. Internal setup has to be performed while the machine is stopped; it cannot take place until the machine has finished with the previous operation. External setup, on the other hand, can be performed in advance, while the machine is running. By the time a machine has finished processing its current operation, the worker should have completed the external setup and be ready to perform the internal setup for the next operation. Applying this concept alone can reduce setup time by 30 to 50%.

Reducing setup time requires teamwork, practice, and a careful coordination of activities, not unlike the precision pit crews in auto racing.
Convert internal setup to external setup. This process involves making sure that the operating conditions, such as gathering tools and fixtures, preheating an injection mold, centering a die, or standardizing die heights, are prepared in advance.
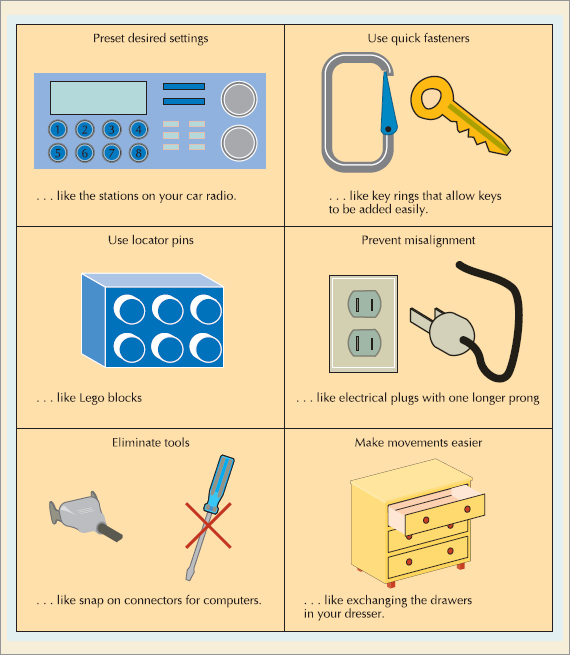
Streamline all aspects of setup. External setup activities can be reduced by organizing the workplace properly, locating tools and dies near their points of use, and keeping machines and fixtures in good repair. Internal setup activities can be reduced by simplifying or eliminating adjustments. Examples include precoding desired settings, using quick fasteners and locator pins, preventing misalignment, eliminating tools, and making movements easier. Figure 16.10 provides some common analogies for these improvements.
Perform setup activities in parallel or eliminate them entirely. Adding an extra person to the setup team can reduce setup time considerably. In most cases, two people can perform a setup in less than half the time needed by a single person. In addition, standardizing components, parts, and raw materials can reduce and sometimes eliminate setup requirements.
In order to view the setup process objectively, it is useful to assign the task of setup-time reduction to a team of workers and engineers. Videotaping the setup in progress often helps the team generate ideas for improvement. Time and motion study principles (like those discussed in the Supplement to Chapter 8) can be applied. After the new setup procedures have been agreed on, they need to be practiced until they are perfected. One only has to view the pit crews at the Indy 500 to realize that quick changeovers have to be orchestrated and practiced.
The flow of production created by the pull system, kanbans, small lots, and quick setups can only be maintained if production is relatively steady. Lean production systems attempt to maintain uniform production levels by smoothing the production requirements on the final assembly line. Changes in final assembly often have dramatic effects on component production upstream. When this happens in a kanban system, kanbans for certain parts will circulate very quickly at some times and very slowly at others. Adjustments of plus or minus 10% in monthly demand can be absorbed by the kanban system, but wider demand fluctuations cannot be handled without sub-stantially increasing inventory levels or scheduling large amounts of overtime.[25]
• Uniform production levels: the result from smoothing production requirements on the final assembly line.
One way to reduce variability in production is to guard against unexpected demand through more accurate forecasts. To accomplish this, the sales division of Toyota takes the lead in production planning. Toyota Motor Sales conducts surveys of tens of thousands of people twice a year to estimate demand for Toyota cars and trucks. Monthly production schedules are drawn up from the forecasts two months in advance. The plans are reviewed one month in advance and then again 10 days in advance. Daily production schedules, which by then include firm orders from dealers, are finalized four days from the start of production. Model mix changes can still be made the evening before or the morning of production. This flexibility is possible because schedule changes are communicated only to the final assembly line. Kanbans take care of dispatching revised orders to the rest of the system.
Reduce variability with more accurate forecasts.
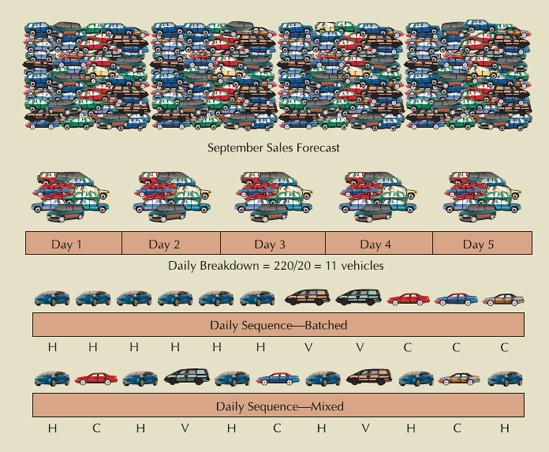
Another approach to achieving uniform production is to level or smooth demand across the planning horizon. Demand is divided into small increments of time and spread out as evenly as possible so that the same amount of each item is produced each day, and item production is mixed throughout the day in very small quantities. The mix is controlled by the sequence of models on the final assembly line.
Reduce variability by smoothing demand.
Toyota assembles several different vehicle models on each final assembly line. The assembly lines were initially designed this way because of limited space and resources and lack of sufficient volume to dedicate an entire line to a specific model. However, the mixed-model concept has since become an integral part of lean production systems. Daily production is arranged in the same ratio as monthly demand, and jobs are distributed as evenly as possible across the day's schedule. This means that at least some quantity of every item is produced daily, and the company will always have some quantity of an item available to respond to variations in demand. The mix of assembly also steadies component production, reduces inventory levels, and supports the pull system of production. Let's look at an example of mixed-model sequencing.
Mixed-Model Sequencing
Tyrone Motors makes cars, hybrids and vans on a single assembly line at its Cleveland plant. September's sales forecast is for 220 vehicles. Hybrids sell at twice the rate of cars and three times the rate of vans. Assuming 20 working days in September, how should the vehicles (H, C, and V) be produced to smooth production as much as possible?
Solution
If the preceding example sounds extreme, it is not. Toyota assembles three models in 100 variations on a single assembly line at its Tahara plant, and the mix is juggled daily with almost no warning. The plant is highly automated, and each model carries with it a small yellow disc that transmits instructions to the next workstation. Cars roll off the final assembly line in what looks like unit production—a black Lexus sedan, a blue Camry, a red Lexus sports coupe, a white Corolla with left-hand drive, and so on.
This is in sharp contrast to the large lots of similar items produced by mass production facto-ries, in which luxury cars might be produced the first week and a half of the month, midsize cars the second week and a half, and small cars the final week. Under mass production, it's difficult to change product mix midway through the month, and small-car customers would have to wait three to four weeks before their order would be available.
For lean systems to work well, quality has to be extremely high. There is no extra inventory to buffer against defective units. Producing poor-quality items and then having to rework or reject them is a waste that should be eliminated. Producing in smaller lots encourages better quality. Workers can observe quality problems more easily; when problems are detected, they can be traced to their source and remedied without reworking too many units. Also, by inspecting the first and the last unit in a small batch or by having a worker make a part and then use the part, virtually 100% inspection can be achieved.
Smaller lot sizes encourage quality.
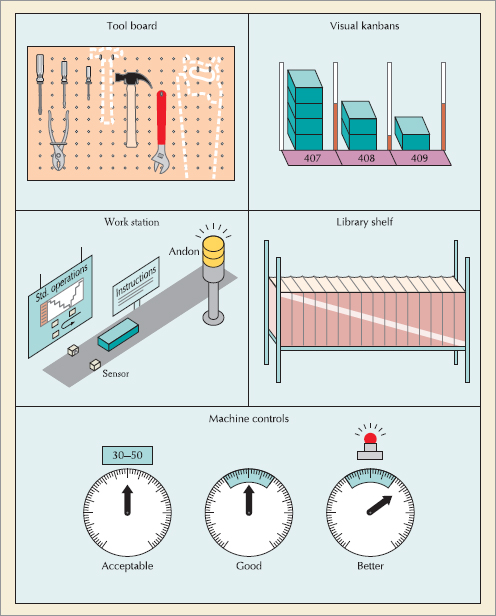
Quality improves when problems are made visible and workers have clear expectations of perfor-mance. Production systems designed with quality in mind include visible instructions for worker or machine action, and direct feedback on the results of that action. This is known as visual control. Examples include kanbans, standard operation sheets, andons, process control charts, and tool boards. A factory with visual control will look different from other factories. You may find machines or stockpoints in each section painted different colors, material-handling routes marked clearly on the floor, demonstration stands and instructional photographs placed near machines, graphs of quality or performance data displayed at each workstation, and explanations and pictures of recent improvement efforts posted by work teams. Figure 16.11 shows several examples of visual control.
Visual control of quality often leads to what the Japanese call a poka-yoke. A poka-yoke is any foolproof device or mechanism that prevents defects from occurring. For example, a dial on which desired ranges are marked in different colors is an example of visual control. A dial that shuts off a machine whenever the instrument needle falls above or below the desired range is a poka-yoke. Machines set to stop after a certain amount of production are poka-yokes, as are sensors that prevent the addition of too many items into a package or the misalignment of components for an assembly.
• Visual control: procedures or mechanisms that make problems visible.
• Poka-yoke: a foolproof device that prevents defects from occurring.
Quality in lean systems is based on kaizen, the Japanese term for "change for the good of all" or continuous improvement. Recall, we discussed kaizen earlier in Chapter 2. As a practical management system based on trial-and-error experiences in eliminating waste and simplifying operations, lean was created and is sustained through kaizen. Continuous improvement is not something that can be delegated to a department or a staff of experts. It is a monumental undertaking that requires the participation of every employee at every level. The essence of lean success is the willingness of workers to spot quality problems, halt operations when necessary, generate ideas for improvement, analyze processes, perform different functions, and adjust their working routines. In one year alone workers at Toyota's Georgetown, Kentucky, plant suggested 500 kaizens, 99.8% of which were implemented. Team member ideas helped the plant install the first assembly line shared by a sedan and a minivan.
• Kaizen: a system of continuous improvement; "change for the good of all."
One of the keys to an effective kaizen is finding the root cause of a problem and eliminating it so that the problem does not reoccur. A simple, yet powerful, technique for finding the root cause is the 5 Why's, a practice of asking "why?" repeatedly until the underlying cause is identified (usu-ally requiring five questions). An often-cited example follows.[26]
• 5 Why's: repeatedly asking "why?" until a root cause is identified.
ALONG THE SUPPLY CHAIN
Universal Studios Holds "Treasure Hunt" Kaizen Event
For three days last spring, Universal Studios Theme Park sent teams of workers on a treasure hunt to improve processes. Formerly owned by General Electric, studio executives had been schooled on lean production principles and kaizen events. This event, called a Treasure Hunt, was held to find ways to streamline processes and reduce energy consumption. Ten diverse teams were formed, consisting of engineers, managers, facilities personnel, vendors, contractors, and frontline workers. After prehunt kaizen training, each team was given an area on which to focus. The teams viewed processes and equipment when idle, during start-up, during normal operation, during peak periods, and during breaks. Key areas examined were prep kitchens, office buildings, rides such as Jurassic Park and The Mummy, and attractions such as the Terminator show. Although each area had its own unique problems, lean principles could be applied across the board.
Each team identified, and more importantly, quantified opportunities for improvement. All together, the teams identified almost 2 million dollars in potential savings with less than a year's payback on investments. That's treasure hunting at its best.
Source: Lean Manufacturing and the Environment, "GE & Universal Studios Hollywood—The Treasure Hunt Model," retrieved from the EPA Web site at http://www.epa.gov/lean/studies/treasure.htm.

5 Why's Example:
Problem: The Washington Monument is deteriorating.
Why is the monument deteriorating? Because harsh chemicals are used to clean the monument.
Why are harsh chemicals used to clean the monument? Because there are a lot of birds in the area that deposit their droppings on the monument.
Why are there a lot of birds in the area? Because birds eat spiders and there are a lot of spiders.
Why are there a lot of spiders? Because spiders eat gnats, and there are a lot of gnats.
Why are there a lot of gnats? Because they are attracted to bright lights at dusk.
Solution: Turn on the monument lights a half hour later.
It was the idea that workers could identify quality problems at their source, solve them, and never pass on a defective item that led Ohno to believe in zero defects. To that end, Ohno was determined that the workers, not inspectors, should be responsible for product quality. To go along with this responsibility, he also gave workers the unprecedented authority of jidoka—the authority to stop the production line if quality problems were encountered.
To encourage jidoka, each worker is given access to a switch that can be used to activate call lights or to halt production. The call lights, called andons, flash above the workstation and at several andon boards throughout the plant. Green lights indicate normal operation, yellow lights show a call for help, and red lights indicate a line stoppage. Supervisors, maintenance personnel, and engineers are summoned to troubled workstations quickly by flashing lights on the andon board. At Toyota, the assembly line is stopped for an average of 20 minutes a day because of jidoka. Each jidoka drill is recorded on easels kept at the work area. A block of time is reserved at the end of the day for workers to go over the list and work on solving the problems raised. For example, an eight-hour day might consist of seven hours of production and one hour of problem solving.
This concept of allocating extra time to a schedule for nonproductive tasks is called undercapacity scheduling. Another example of undercapacity scheduling is producing for two shifts each day and reserving the third shift for preventive maintenance activities. Making time to plan, train, solve problems, and maintain the work environment is an important part of lean's success.
Machines cannot operate continuously without some attention. Maintenance activities can be performed when a machine breaks down to restore the machine to its original operating condition, or at different times during regular operation of the machine in an attempt to prevent a breakdown from occurring. The first type of activity is referred to as breakdown maintenance; the second is called preventive maintenance.
Breakdowns seldom occur at convenient times. Lost production, poor quality, and missed deadlines from an inefficient or broken-down machine can represent a significant expense. In addition, the cost of breakdown maintenance is usually much greater than preventive maintenance. (Most of us know that to be true from our own experience at maintaining an automobile. Regular oil changes cost pennies compared to replacing a car engine.) For these reasons, most companies do not find it cost-effective to rely solely on breakdown maintenance. The question then becomes, how much preventive maintenance is necessary and when should it be performed?
With accurate records on the time between breakdowns, the frequency of breakdowns, and the cost of breakdown and preventive maintenance, we can mathematically determine the best preventive maintenance schedule. But even with this degree of precision, breakdowns can still occur. Lean production requires more than preventive maintenance—it requires total productive maintenance.
• Jidoka: authority to stop the production line.
• Andons: call lights that signal quality problems.
• Undercapacity scheduling: extra time built into a schedule for planning, problem solving, and maintenance.
• Breakdown maintenance: repairs needed to make a failed machine operational.
• Preventive maintenance: a system of periodic inspection and maintenance designed to keep a machine in operation.

This lighted board shows where an andon cord has been pulled to signal a problem on the line at Toyota Motor Corp.'s plant in Georgetown, KY. If the issue is not fixed before the car reaches the next stage of assembly, the line stops.
Table 16.1. 5S Workplace Scan
Goal | Eliminate or Correct | |
|---|---|---|
1. Seiri (sort) | Keep only what you need | Unneeded equipment, tools, furniture; unneeded items on walls, bulletins, items blocking aisles or stacked in corners; unneeded inventory supplies, parts; safety hazards |
2. selton (set in order) | A place for everything and everything in its place | Items not in their correct places; correct places not obvious; aisles, workstations, and equipment locations not indicated; items not put away immediately after use |
3. Seiso (Shine) | Cleaning, and looking for ways to keep clean and organized | Floors, walls, stairs, equipment, and surfaces not clean; cleaning materials not easily accessible; lines, labels, or signs broken or unclean; other cleaning problems |
4. Seiketsu (standardize) | Maintaining and monitoring the first three categories | Necessary information not visible; standards not known; checklists missing; quantities and limits not easily recognizable; items can't be located within 30 seconds |
5. Shisuke (sustain) | Sticking to the rules | Number of workers without 5S training; number of daily 5S inspections not performed; number of personal items not stored; number of times job instructions not available or up-to-date |
Total productive maintenance (TPM) combines the practice of preventive maintenance with the concepts of total quality—employee involvement, decisions based on data, zero defects, and a strategic focus. Machine operators maintain their own machines with daily care, periodic inspections, and preventive repair activities. They compile and interpret maintenance and operating data on their machines, identifying signs of deterioration prior to failure.[27]They also scrupulously clean equipment, tools, and workspaces to make unusual occurrences more noticeable. Oil spots on a clean floor may indicate a machine problem, whereas oil spots on a dirty floor would go unnoticed. In Japan this is known as the 5 S's—seiri, seiton, seiso, seiketsu, and shisuke—roughly translated as sort, set, shine, standardize, and sustain. Table 16.1 explains the 5 S's in more detail.
In addition to operator involvement and attention to detail, TPM requires management to take a broader, strategic view of maintenance. That means:
Designing products that can easily be produced on existing machines;
Designing machines for easier operation, changeover, and maintenance;
Training and retraining workers to operate and maintain machines properly;
Purchasing machines that maximize productive potential; and
Designing a preventive maintenance plan that spans the entire life of each machine.
Supplier support is essential to the success of lean production. Not only do suppliers need to be reliable, their production needs to be synchronized to the needs of the customer they are supplying. Toyota understood this and developed strong long-term working relationships with a select group of suppliers. Supplier plants encircled the 50-mile radius around Toyota City, making deliveries several times a day. Bulky parts such as engines and transmissions were delivered every 15 to 30 minutes. Suppliers who met stringent quality standards could forgo inspection of incoming goods. That meant goods could be brought right to the assembly line or area of use without being counted, inspected, tagged, or stocked.
• Total productive maintenance (TPM): a system that combines the practice of preventive maintenance with the concepts of total quality.
Suppliers who try to meet the increasing demands of a lean customer without being lean themselves are overrun with inventory and exorbitantly high production and distribution costs. Lean supply involves:
Long-term supplier contracts. Suppliers are chosen on the basis of their ability to meet delivery schedules with high quality at a reasonable cost, and their willingness to adapt their production system to meet increasingly stringent customer requirements. Typical contracts are for three to five years, although some companies will choose a supplier for the life of the product.
Synchronized production. With longer term contracts, suppliers are able to concentrate on fewer customers. Guaranteed, steady demand with advanced notice of volume changes allows the supplier to synchronize their production with that of the customer. Engineering and quality management assistance may also be provided to the supplier.
Supplier certification. Suppliers go through several stages before certification. Typically, their products undergo quality tests, their production facilities and quality systems are examined, and statistical measures of quality are sent with each shipment. After six months or so with no complications, a certification is issued that exempts the supplier from incoming quality and quantity inspections. In spite of certification, many companies bill their suppliers for the damage incurred by a defective part, such as the cost of a line shutdown or product recall.
Mixed loads and frequent deliveries. A lean supplier is an extension of the customer's assembly line. Small quantities may be delivered several times a day (or even hourly) directly to their point of use in the customer's factory. This usually involves smaller trucks containing a mixed load of goods. Different suppliers often join together to consolidate deliveries or share local warehouses.
Precise delivery schedules. Delivery windows to specific locations (docks, bays, or areas along an assembly line) can be as short as 15 minutes. Penalties for missing delivery times are high. Chrysler penalizes its suppliers $32,000 for each hour a delivery is late. With such tight schedules, signing for and paying for a shipment at the time of delivery is too-time consuming. Paying at regular intervals for shipments documented with bar codes or RFID[28] tags is more in tune with lean.
Standardized, sequenced delivery. Using standardized containers and exchanging full containers with empty ones upon delivery also speeds the delivery and replenishment process. In some cases, deliveries made directly to the manufacturer are sequenced in the order of assembly. Nissan, for example, receives deliveries of vehicle seats four times an hour and notifies the supplier two hours in advance with the exact sequence (size and color) in which seats are to be unloaded.
Locating in close proximity to the customer. With the increased number of deliveries in lean production, it is imperative that the source of supply be located close to the customer. When geographic distances between supplier and customer prohibit daily deliveries, suppliers may need to establish small warehouses near to the customer or consolidate warehouses with other suppliers. Trucking firms increasingly use consolidation warehouses as load-switching points for JIT delivery to various customers. Maintaining close proximity can mean relocating around the world, as shown by the number of suppliers who have moved to China and other Asian countries in support of their customers.
A study of the average benefits accrued to U.S. manufacturers over a five-year period from implementing lean production are impressive: 90% reductions in manufacturing cycle time, 70% reductions in inventory, 50% reductions in labor costs, and 80% reductions in space requirements.
While not every company can achieve results at this level, lean production does provide a wide range of benefits, including:
Japanese industry embraced lean production in the mid-1970s, after manufacturers observed Toyota's superior ability to withstand the 1973 oil crisis. Many U.S. firms, in turn, adopted lean production in some form in the 1980s. The firms that tried to implement lean by slashing inventory and demanding that their suppliers make frequent deliveries missed the power of the system. Supplier deliveries and kanbans are some of the last elements of lean production to implement. Today, globalization and tough times have brought a new generation of manufacturers and suppliers into the lean fold.
The firms that are most successful in implementing lean production understand the breadth and interrelatedness of the concepts and have adapted them to their own particular environment. This makes sense when you consider the essence of lean—eliminate waste, speed up changeovers, work closely with suppliers, streamline the flow of work, use flexible resources, pay attention to quality, expose problems, and use worker teams to solve problems. None of these concepts or techniques are new or particularly revolutionary. How they are applied can differ considerably from company to company. What is unique and remarkable is how the pieces are tied together into a finely tuned operating system and how synchronized that system can be with both the external and internal business environments.
Use lean to finely tune an operating system?.

Team members are energized by the rapid pace of change in a kaizen blite. With this quality improvement tool, a cross-functional team dedicates one week's worth of their time to plan and deliver quick low-cost improvements to a critical process.
Lean applications on U.S. soil, whether in Japanese or U.S. run plants, differ somewhat from the original Japanese versions. Lean U.S. plants are typically larger, deliveries from suppliers are less frequent, more buffer inventory is held (because of the longer delivery lead times), and kanbans are very simple compared to lean plants in Japan. Worker-designed feedback systems are different, too. At the Nissan plant, workers are reminded to change workstations along an S-shaped assembly line by the changing tempo of piped-in music (from country to rock). Morning calis-thenics are out for most U.S. plants, but the placement of ping-pong tables and basketball hoops alongside the assembly line for exercise during worker-designated breaks is popular. The slow pace of continuous improvement is hard to maintain for American workers. Thus, kaizen blitzes, intense process improvement over a week's time with immediate results, are easier and more energizing to conduct.
Lean production is not appropriate for every type of organization. Professor Rajan Suri, author of Quick Response Manufacturing, notes that the key to lean production is creating flow. To do this, lean manufacturers determine takt times, create a level schedule, and use kanbans to control production. This approach starts to have serious deficiencies when applied to companies that have high variability in demand (takt time breaks down), or large variety of low-volume products (too many kanbans in the system), or custom-engineered products (there are no kanbans for something that is yet to be designed).

Commodity Manager for Danaher Motion
Danaher Motion is a leading global manufacturer of motion control products that improve the efficiency and productivity of complex manufacturing operations. I am a commodity manager of Danaher, responsible for sourcing, purchasing, and e-procurement of all the electronics components that go into our products. I locate suppliers, negotiate contracts, manage supplier relations, and supervise the work of four buyers.
The job has changed quite a bit since I started working here. Until a year ago, we used forecasts from our material requirements planning (MRP) system to generate purchase orders. It would not be uncommon to purchase the same item from eight different vendors over the course of a year. Today our core supplier base has been reduced from 400 vendors to 10, and most of our parts (3000 to 4000 of them) use kanbans to generate replenishment orders. We provide our suppliers with a sixmonth forecast of demand with weekly, then daily, updates. A supplier must be able to fill an order within five days with 100% good quality. We are in the process of moving 40% of our dollar spend to low-cost regions, such as China and Malaysia. The logistics of global supply is not as difficult for small products such as electronics. Shipments can be air freighted from China in a week's time, versus five weeks by ship. Increased moisture content of the product is a bigger problem than long lead times.
New suppliers submit bids to our RFQ (request for quote). Then we conduct site audits on probably three suppliers that had reasonable bids. We look at their business processes, their production operations, their bottlenecks, workflow, quality systems, and capability to deliver. A typical contract is for three to five years with built-in price reductions of 5% a year. The contract is very explicit including not only the negotiated price, but also required finished goods, raw material and work-inprocess stocking levels, liability issues, forecasts of demand, logistics, inventory review cycles, kanban procedures (such as quantities per container), policies on rejects, repairs, and corrective action, air freighting, and dock dates. For the first few months, we'll perform 100% incoming inspection on goods from new suppliers and ask them to submit statistical process control data (which we call part qualifying checksheets). For the next few months, we'll sample, say 100 pieces, of a 500-piece shipment. If all goes well, after six months we accept the supplier shipments dock to stock.
Danaher is passionate about continually improving its operations and eliminating waste. We use kaizen teams for continuous improvement and policy deployment to focus our improvements on break-through achievements. Every year we have policy goals for Quality, Delivery, Cost, and Innovation (QDCI) that cascade down from corporate to department levels. I'm at level six, after the CEO, vice president of operations, global supply chain manager, plant manager, and purchasing manager. My buyers are at level seven. This year our quality objectives refer to reducing the number of returns and the efficient processing of those returns. Ontime delivery goals are 85% to voice of the customer (i.e., to customer request, not our promise dates). Our purchase price reduction goal is $2 million for the year, and employees must participate in a number of kaizen events. Each of my buyers, for example, will be members of five kaizen teams and leader of one of them. My goal is to attain a Black Belt in Materials Kaizen.
You know, when I look back at what I learned in my operations management class. It's amazing how much what we talked about is actually used in the business world.
It is also difficult to maintain the discipline of lean production, even for Toyota, as we see in the next Along the Supply Chain box.
Nor is lean production the best choice for high-volume repetitive items where mass production is more common. Even Toyota produces high-demand components (typically, small items that require stamping and forging) in lots as large as 10,000 units, sending them to subsequent processes in small batches only when requested.
Lean production can also present problems when unexpected changes in demand or supply occur. For example, a fire at one supplier's brake factory shut down three Toyota plants one year.[29] In the United States, longshoremen strikes have cut off overseas supply and brought hundreds of factories to a halt. Add to that possible epidemics, natural disasters, terrorist attacks, and armed conflicts, and being completely lean is not very appealing.
Thus, lean production must be compatible with a company's products, processes, and customers. Companies must also assess risk and uncertainty in their business environment, and adapt lean practices accordingly. Even with these drawbacks, however, we have found that most types of businesses can find some parts or processes that can benefit from lean concepts. That includes service industries.
Most people who think of lean production as a system for reducing inventory do not consider the system to be applicable to services. However, you know from reading this chapter that lean production consists of more than low inventory levels. It eliminates waste, streamlines operations, promotes fast changeovers and close supplier relations, and adjusts quickly to changes in demand. As a result, products and services can be provided quickly, at less cost, and in more variety. Thus, we can readily observe the basic elements of lean production in service operations. Think about:
McDonald's, Domino's, and Federal Express, who compete on speed and still provide their products and services at low cost and with increasing variety;
Construction firms that coordinate the arrival of materials "just as needed" instead of stockpiling them at the site;
Multifunctional workers in department stores who work the cash register, stock goods, arrange displays, and make sales;
Level selling with "everyday low prices" at Walmart and Food Lion;
Work cells at fast-food restaurants that allow workers to be added during peak times and reduced during slow times;
"Dollar" stores that price everything the same and simply count the number of items purchased as the customer leaves;
Process mapping that has streamlined operations and eliminated waste in many services (especially in terms of paper flow and information processing);
Medical facilities that have the flexibility to fill prescriptions, perform tests, and treat patients without routing them from one end of the building to another;
JIT publishing that allows professors to choose material from a variety of sources and construct a custom-made book in the same amount of time off-the-shelf books can be ordered and at competitive prices;
Lens providers, cleaners, and car-repair services that can turn around customer orders in an hour;
Cleaning teams that follow standard operating routines in quickly performing their tasks;
Supermarkets that replenish their shelves according to what the customer withdraws; and
Retailers who introduce dozens of new clothing lines each year in smaller quantities.

The basic concept for JIT began in the supermarket. Japanese factories, trying to duplicate the ease with which goods are replenished in American supermarkets, decided to forgo huge inventory buildups and complex scheduling algorithms in favor of simply replacing items as they are used. This pull system is the basis for lean production.
In addition to these incidences of lean, entire service systems have been redesigned around lean principles. The most prevalent applications are lean retailing, lean banking, and lean health care.
Retail stores provide customers with more choices faster than ever before. Lean retailing, like lean production, involves smaller, more frequent orders and rapid replenishment of stock. For ex-ample, Zara, a Spanish fashion chain, ships new products to its stores around the world every few days, not once a season. The company produces over 11,000 different stock items per year, instead of several hundred. Time-to-market (from design to store) is an amazing 10 days. That means Zara can keep up with fashion trends and adjust its merchandise accordingly.[30]
Lean banking is practiced by Bank of America, Citibank, ING Direct, Jefferson Pilot, and Progressive Insurance, among others. The banking and insurance industries are particularly well suited to lean techniques because of their repetitive processes. Significant savings in both time and money can be achieved through differentiating processes, rationalizing decision approvals, simplifying service offerings, designing services in modules, and standardizing processes.
Lean concepts are popular in the health care industry. One reason is the interest of corporations in keeping the cost of health care down. Pella Corporation loans its employees to a regional health center for "hot teams" to scrutinize medical operations. Boeing convinced 30 executives from Seattle's Virgnia Mason Medical Center to spend two weeks in Japan studying Toyota's methods. ThedaCare of Wisconsin hired lean production consultants after touring a lean snow blower plant nearby.[31]
In Iowa, a group of manufacturers, including Maytag, formed a task force to facilitate lean best practices in their local health care systems. People from hospitals, health care providers, third-party insurance providers, and manufacturing executives met together to identify waste and map out the way money and information flows through the health care system. The group discovered that every insurance company and employer had specific plans and rules for processing employee health care claims, requiring different information on a multitude of forms. The forms were so confusing that much of the processor's time was spent calling the provider for clarifica-tions and reworking returned claims.
At ThedaCare, a dozen doctors, nurses, and staffers brainstormed ways of cutting a typical 61 minute office visit to 30 minutes or less. They constructed a 25-foot process map of a pneumonia patient's office visit, concluding that 17 steps were useful and 51 were not. At the end of the session, the team concluded that doctor's assistants should be assigned to a pool rather than individual doctors and that lab tests should be performed in examining rooms rather than at a central location.
Flowcharts, mistake-proofing, flow management, quick setups, and kaizen are just a few of the lean health-care tools.
One of the first elements of lean production to receive widespread acclaim among manufacturers was just-in-time inventory. Too often, just-in-time erroneously meant minimizing a company's inventory by pushing inventory back onto their suppliers. While dominant companies in an industry sought lean objectives within their four walls, outside suppliers suffered. A number of suppliers in the U.S. auto industry were bankrupted by this approach. In the end, the need to hold excess inventory to fulfill a customer's just-in-time mandate resulted in a higher total supply chain cost.
Leaning a supply chain means "pulling" a smooth flow of material through a series of suppliers to support frequent replenishment orders and changes in customer demand. To accomplish this, firms need to share information and coordinate demand forecasts, production planning, and inventory replenishment with suppliers and supplier's suppliers throughout the supply chain.
Developing and maintaining a lean production system within a firm is difficult enough; coordinating a lean supply chain across hundreds of different companies with different goals and cost structures is extremely challenging. The first step is to build a highly collaborative business environment that ensures all of the participants in the supply chain reap the rewards of a leaner system. Adopting the technology to support such a system is purely secondary.
Time, as well as cost, is reduced in a lean supply chain; however, recent trends toward outsourcing great distances lengthen supply chain time and make it more difficult not only to coordinate suppliers but also to ensure their commitment to lean goals. In response, some companies are "near shoring" products that have volatile demand. Nike, for example, outsources the production of shoes to Asia, but locally produces personalized items such as bags.
Lean and Six Sigma are natural partners for process improvement. The predominance of both techniques in today's corporate environment reinforces the value of both continuous and breakthrough improvements. Lean concentrates on eliminating waste and creating flow while Six Sigma reduces variability and enhances process capabilities. Lean is associated more with continuous improvement, whereas, Six Sigma quality often requires breakthrough improvements.
Lean's kaizen initiatives enable Six Sigma by streamlining processes and empowering workers with teamwork and problem-solving skills. Six Sigma provides sophisticated statistical techniques to solve the more complex problems uncovered by lean systems. Together they accelerate the rate of process improvement and help sustain the results.
• Lean six sigma: a combination of lean's principles for eliminating waste with Six Sigma's reduction of variability.
Lean's mandate to eliminate waste and operate only with those resources that are absolutely necessary aligns well with environmental initiatives. Managers and workers can be trained to identify environmental wastes and improvement opportunities alongside the many other wastes and improvement opportunities uncovered by lean. This provides several benefits to business, industry, and consumers.
Environmental waste is often an indicator of poor process design and inefficient production. Applying lean concepts can significantly reduce material costs, energy costs, and regulatory compliance costs, as well as unnecessary risks to worker health and safety. Learning to see environmental wastes during process improvement efforts can open significant business improvement opportunities and further strengthen lean results. In addition, as consumer and societal concerns about the environment increase, companies that provide products or services with fewer environmental impacts can gain market share and create a sustainable competitive advantage.
Recognizing the potential gains from integrating lean and environmental initiatives, the U.S. Environmental Protection Agency (EPA) recommends that companies:
Commit to eliminate environmental waste through lean implementation. Add environmentalwaste to the seven wastes of lean.
Involve staff with environmental expertise in planning for and implementing lean events.
Find and drive out environmental wastes in specific processes by using lean process-improvement tools, such as the five whys, visual control, and poka-yokes.
Empower and enable workers to eliminate environmental wastes in their work areas through6S (e.g., 5S + safety) workplace evaluations.
Recognize new improvement opportunities by incorporating environmental, health, and safety icons and data into value stream maps. Include environmental metrics in the lean metrics of a process.[32]
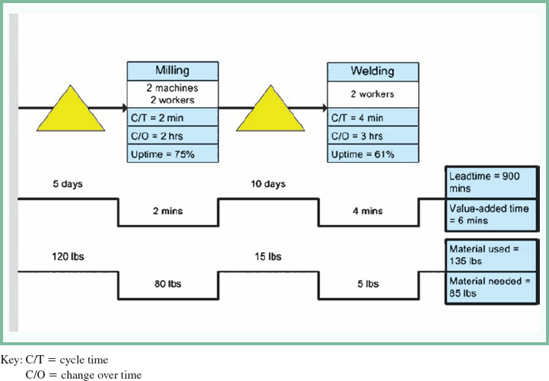
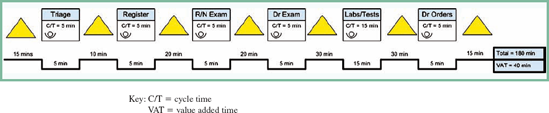
Value stream mapping (VSM) is a tool for analyzing process flow and eliminating waste. Maps of the current state and the future state of a system are created. VSM has several special icons, as shown in Exhibit 16.1, that differ from traditional flowcharts. These are related to lean production methods and include different types of kanbans, as well as material and information flows for both pull and push systems, and "aha" kaizen bursts. At the heart of the map are process icons with accompanying data boxes denoting the number of workers, cycle time (C/T), changeover time (C/O), and other relevant information about the process. Process steps are connected with arrows and typically include inventory or waiting time icons in-between the steps. A stepped timeline of metrics placed under the process flow separates value-added from non-value added time or resources. This provides a basis for the improvement initiative, that is, redesigning the process with a new value stream map that reduces or eliminates the waste and inefficiencies that have been identified.
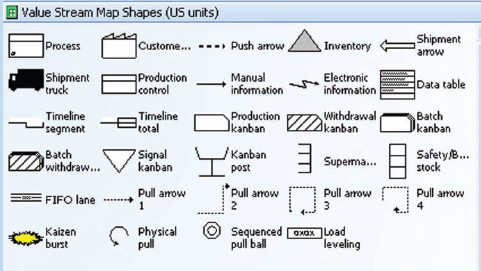
Exhibit 16.2 shows two steps of a process with both time and environmental metrics, and Exhibit 16.3 shows a value stream map for an emergency room. While initially used primarily in manufacturing, value stream maps have become an essential tool for improvements in the service sector. Creating the maps with a group of stakeholders helps create buy-in when process changes are proposed. The maps are created by "going to see" the process in action, rather than from memory.
Source: Adapted from Environment Protection Agency, "Value Stream Mapping," Lean and the Environment Toolkit, retrieved from http://www.epa.gov/lean/toolkit/ch3.htm.
Source: Adapted from E. Dickson, S. Singh, D. Cheung, C. Wyatt, and A. Nugent, "Application of Lean Manufacturing Techniques in the Emergency Department," The Journal of Emergency Medicine, Volume 37, Issue 2, p. 177–1 82.
Lean production has truly changed the face of manufacturing and transformed the global economy. Originally known as just-in-time (JIT); it began at Toyota Motor Company as an effort to eliminate waste (particularly inventories), but it evolved into a system for the continuous improvement of all aspects of manufacturing operations. Lean production is both a philosophy and a collection of management methods and techniques. The main advantage of the system is derived from the integration of the techniques into a focused, smooth-running management system.
In lean systems, workers are multifunctional and are required to perform different tasks, as well as aid in the improvement process. Machines are also multifunctional and are arranged in small, U-shaped work cells that enable parts to be processed in a continuous flow through the cell. Workers produce parts one at a time within the cells and transport parts between cells in small lots as called for by subassembly lines, assembly lines, or other work cells. The environment is kept clean, orderly, and free of waste so that unusual occurrences are visible.
Schedules are prepared only for the final assembly line, in which several different models are assembled on the same line. Requirements for component parts and subassemblies are then pulled through the system with kanbans. The principle of the pull system is not to make anything until requested to do so by the next station. The "pull" system will not work unless production is uniform, setups are quick, and lot sizes are low.
The pull system and kanbans are also used to order materials from outside suppliers. Suppliers are fewer in number and must be very reliable. They may be requested to make multiple deliveries of the same item in the same day, so their manufacturing system must be flexible, too. Deliveries are made directly to the factory floor, eliminating stockrooms and the waste of counting, inspecting, recording, storing, and transporting.
Lean production does not produce in anticipation of need. It produces only necessary items in necessary quantities at necessary times. Inventory is viewed as a waste of resources and an obstacle to improvement. Because there is little buffer inventory between workstations, quality must be extremely high, and every effort is made to prevent machine breakdowns.
When all these elements are in place, lean systems produce high-quality goods, quickly and at low cost. These systems also are able to respond to changes in customer demand. Lean production systems are most effective in repetitive environments, but elements of lean can be applied to almost any operation, including service operations. Lean retailing, lean banking, and lean health care are good examples.
andons call lights installed at workstations to notify management and other workers of a quality problem in production.
breakdown maintenance a maintenance activity that involves repairs needed to make a failed machine operational.
external setup setup activities that can be performed in advance while the machine is operating.
5 Why's: repeatedly ask "why?" until a root cause is identified.
internal setup setup activities that can be performed only when the machine is stopped.
jidoka authority given to the workers to stop the assembly line when quality problems are encountered.
just-in-time [JIT] smoothing the flow of material to arrive just as it is needed; evolved into a system for eliminating waste.
kaizen a Japanese term for a system of continuous improvement.
kanban a card corresponding to a standard quantity of production (or size container) used in the pull system to authorize the production or withdrawal of goods.
kanban square a marked area designated to hold a certain amount of items; an empty square is the signal to produce more items.
lean production both a philosophy and an integrated system of management that emphasizes the elimination of waste and the continuous improvement of operations.
lean six sigma: a combination of lean's principles for eliminating waste with Six Sigma's reduction of variability.
manufacturing cell a group of dissimilar machines brought together to manufacture a family of parts with similar shapes or processing requirements.
material kanban a rectangularshaped kanban used to order material in advance of a process.
muda anything other than the minimum amount of equipment, materials, parts, space, and time that are absolutely essential to add value to the product.
multifunctional workers workers who have been trained to perform more than one job or function.
poka-yoke any foolproof device or mechanism that prevents defects from occurring.
preventive maintenance a system of daily maintenance, periodic inspection, and preventive repairs designed to reduce the probability of machine breakdown.
production kanban a card authorizing the production of a container of goods.
pull system a production system in which items are manufactured only when called for by the users of those items.
push system a production system in which items are manufactured according to a schedule prepared in advance.
signal kanban a triangular kanban used as a reorder point to signal production at the previous workstation.
supplier kanban a kanban that rotates between a factory and its supplier.
takt time the cycle time of an operation paced to the rate of customer demand.
total productive maintenance (TPM) an approach to machine maintenance that combines the practice of preventive maintenance with the concepts of total quality and employer involvement.
undercapacity scheduling the allocation of extra time in a schedule for nonproductive tasks such as problem solving or maintenance.
uniform production levels the result of smoothing production requirements on the final assembly line.
visual control procedures and mechanisms for making problems visible.
withdrawal kanban a card authorizing the withdrawal and movement of a container of goods.
16-1. What is the purpose of lean production?
16-2. How did lean production evolve into a system of continuous improvement?
16-3. Why are flexible resources essential to lean production?
16-4. What does a cellular layout contribute to lean production?
16-5. Differentiate between a push and a pull production system.
16-6. How was the concept of kanban developed from the twobin inventory system?
16-7. How are the kanban system and the reorder point system similar? How are they different?
16-8. Describe how the following kanbans operate:
Production and withdrawal kanbans
Kanban squares
Signal kanbans
Material kanbans
Supplier kanbans
16-9. What are the advantages of small-lot sizes?
16-10. Why do largelot sizes not work well with pull systems?
16-11. Why are small-lot sizes not as effective in a push system?
16-12. Explain the principles of SMED. What does SMED try to achieve?
16-13. Why is uniform production important to lean? How is it achieved?
16-14. What are the advantages of mixed-model sequencing?
16-15. How are lean production and quality related? What is Lean Six Sigma?
16-16. How can a balance be struck between the cost of breakdown maintenance and the cost of preventive maintenance?
16-17. Explain the concept of total productive maintenance (TPM).
16-18. What role does the equipment operator play in TPM?
16-19. Preventive maintenance can be viewed as the process of maintaining the "health" of a machine. Using health care as an analogy, explain the differences and tradeoffs between breakdown maintenance, preventive maintenance, and total productive maintenance.
16-20. How are suppliers affected by lean production?
16-21. Suggest several ways that lean requirements can be made easier for suppliers.
16-22. Give examples of visual control. How does visual control affect quality?
16-23. What is a poka-yoke? Give an example.
16-24. Why is worker involvement important to kaizen? Find the Kaizen Institute on the Web and walk through the site. Summarize what you learned.
16-25. What are some typical benefits from implementing lean?
16-26. Which elements of lean are the most difficult to implement? Why?
16-27. In what type of environment is lean production most successful?
16-28. Give examples of lean services.
16-29. Lean has been applied extensively in the automobile industry. Report on other industries who use lean production.
16-30. Explain how lean and concern for the environment are related.
16-31. Discuss the problems Toyota has had with quality. What has the company done to refurbish its reputation?
16-1. Demand for the popular water toy Sudsy Soaker has far exceeded expectations. In order to increase the availability of different models of the toy, the manufacturer has decided to begin producing its most popular models as often as possible on its one assembly line. Given monthly requirements of 7200, 3600, and 3600 units for Sudsy Soaker 50, Sudsy Soaker 100, and Sudsy Soaker 200, respectively, determine a model sequence for the final assembly line that will smooth out the production of each model. (Assume 30 working days per month and eight working hours per day. Also assume that the time required to assemble each model is approximately the same.)
16-2. As local developers prepare for an increase in housing starts, they must anticipate their demand for various materials. One such material is tile. Used in bathrooms, kitchens, and for decoration, tiles come in many shapes, colors, and sizes. In order to accommodate the varying needs, the tile manufacturer must schedule its production efficiently. Each month developers order 30,000 boxes of quarry tile, 15,000 boxes of Italian mosaic tile, and 45,000 boxes of 4-inch bathroom tile. Determine a mixed-model sequence that will efficiently meet these needs. Assume 30 days per month.
16-3. An assembly station is asked to process 100 circuit boards per hour. It takes 20 minutes to receive the necessary components from the previous workstation. Completed circuit boards are placed in a rack that will hold 10 boards. The rack must be full before it is sent on to the next workstation. If the factory uses a safety factor of 10%, how many kanbans are needed for the circuit board assembly process?
16-4. Referring to Problem 16-3, how many kanbans would be needed in each case?
Demand is increased to 200 circuit boards per hour.
The lead time for components is increased to 30 minutes.
The rack size is halved.
The safety factor is increased to 20%.
16-5. It takes Aaron 15 minutes to produce 10 widgets to fill a container and 5 minutes to transport the container to the next station, where Maria works. Maria's process takes about 30 minutes. The factory uses a safety factor of 20%. Currently, five kanbans rotate between Aaron and Maria's stations. What is the approximate demand for widgets?
16-6. Stan Weakly can sort a bin of 100 letters in 10 minutes. He typically receives 600 letters an hour. A truck arrives with more bins every 30 minutes. The office uses a safety factor of 10%. How many kanbans are needed for the lette-sorting process?
16-7. The office administrator wishes to decrease the number of kanbans in the letter-sorting process described in Problem 16-6 Which of the following alternatives has the greatest effect on reducing the number of kanbans?
Eliminating the safety factor.
Receiving truck deliveries every 15 minutes
Increasing the bin capacity to 300 letters What is the effect on inventory levels of decreasing the number of kanbans?
16-8. Sandy is asked to produce 250 squidgets an hour. It takes 30 minutes to receive the necessary material from the previous workstation. Each output container holds 25 squidgets. The factory currently works with a safety factor of 10%. How many kanbans should be circulating between Sandy's process and the previous process?
16-9. Referring to Problem 16-8, what happens to the number of kanbans and to inventory levels in each case?
The time required to receive material is increased to 45 minutes.
Output expectations decrease to 125 squidgets an hour.
The size of the container is cut to 10 squidgets.
16-10. In a large microelectronics plant, the assembly cell for circuit boards has a demand for 200 units an hour. Two feeder cells supply parts A and B to the assembly cell (one A and one B for each board). Standard containers that look like divided trays are used. A container will hold 20 As or 10 Bs. It takes 10 minutes to fill up a container with As and 20 minutes to fill up a container with Bs. Transit time to the assembly cell is 5 minutes for both A and B. No safety factor is used. Set up a kanban control system for the assembly process.
16-11. Universal Motors installed a mixed model assembly line at its Huntsville plant last year when demand for SUV's was still strong. With the rising gas prices, however, SUV and van sales have plummeted, and demand for smaller more fuel efficient cars has surged. The plant has the capacity to produce 200 vehicles per day. Monthly demand for cars is estimated at 2000 per month, vans at 1000 per month and SUVs at 500 per month. The plant is operating at a slowdown schedule of 20 days per month.
Design a production sequence that will meet demand and level production of the various models.
How many times will that sequence be repeated per day?
Explain how the sequence you propose allows quicker adjustments to demand changes. What impact does it have on component demand?
16-12. Solvo produces three types of trucks on one assembly line: the long-haul (L), the short-haul (S) and the vocational truck (V). Next month the company has orders for 500 long-haul trucks, 750 short-haul trucks, and 250 vocational trucks. Chris Riggs, the production manager for Solvo, wants to try uniform production and mixed-model sequencing. Assuming 25 working days per month, what assembly sequence would you recommend and how many times per day should the sequence be repeated?
The Blitz Is On
Tina Rossi had been preparing for her company's first kaizen blitz and wondered if she had thought of everything. The process they had chosen to kaizen had been the subject of numerous customer complaints and employee grumblings. Tina's list of reported problems, goals for the kaizen process, and team objectives were stated in the team charter. Tina had planned for the group to review the charter first, then tour the process, measure overall cycle time, and complete a process map. From there the team would break up into four subgroups to perform a muda walk and 5 S scan, conduct gripe interviews, and analyze process flow. Tina provided forms for each activity and a digital camera for visually documenting the current process and future improvements.
The second day of the blitz was less directed. Team members would regroup to go over the data collected in the previous day and suggest improvements to be tried out on the third day. This is when Tina would have to prod the team to take action—to transform the process or the layout, to improve quality or safety—to make a change and analyze the results. On day four, the team would observe the new process in action, review cycle times, identify problems, and make adjustments. After agreeing on the parameters of the new process, the team would record their kaizen results by drawing standard operation sheets, training operators, and establishing visual control tools.
All those things in one week. Tina was ready and anxious to begin.
Take Tina's challenge and perform a kaizen blitz at your school or work.
Where's My Cart?
The Senior Seminar at Alfonso State requires students to complete a process improvement project with local industry. Jim Davis and Leanna Hearn have been assigned to Wiley Construction. Here is their report.
Wiley Construction
Company History
Founded in 1975, Wiley Construction was one of the first designers and builders of wooden roof trusses. Over the past 40 years Wiley has prospered, and it now has office and manufacturing space of approximately 132,200 square feet and additional lumber storage facilities of about 22,300 square feet, on a 60-acre site near the Monongahela River in Pittsburgh, Pennsylvania. Utilization of this space has never been difficult, and in the fall of 2000 Wiley proudly opened a new 6000-square-foot showroom, which serves as an educational building center and showcase for many of the products it builds and/or sells. In addition to its core roof truss business, Wiley now has over 200 employees designing and building floor truss systems and preconstructed interior and exterior wall systems.
Joseph Wiley, the founder and chairman of Wiley Construction not only wanted to build superior roofing systems, he also envisioned the idea of prepackaging an entire house. The package of materials, from foundation blocks to roofing shingles, would be available through one source. This idea soon led to a custom-designed line of homes called Wiley Homes. The key selling point to these "prepackaged" homes besides convenience and accuracy, was that, while the interior layout was universally applicable, the exterior of the home was designed with a very local flavor.
The exemplary reputation of the Wiley Home program as well as attention to customer service, prompt delivery times, and accurate product specifications allowed Wiley to become an international supplier of quality building products. Their products have been shipped to dozens of countries, including Russia, Germany, Spain, Japan, Korea, China, Greece, Turkey, Mexico, and Chile.
Gary Cox replaced Joe Wiley as president of Wiley Construction in January 2011. Executive Vice President Ciro Alvarez is one of the many highly skilled and motivated Wiley professional management employees. To accomplish its diverse objectives, the company has assembled a team of employees with degrees in Architecture, Building Construction, Civil Engineering, Math, Forestry, Wood Science, Accounting, Business, International Relations, Computer Science, Architectural Technology, and Biological Systems Engineering.
Technology
From the days of hand drafting and manually designed framing layouts, Wiley now utilizes highly automated methods of production as well as completely computerized design programs. These technologies have resulted in annual sales approaching $25 million. The most automated piece of equipment at their Pittsburgh facility is a Uni-saw, a highly sophisticated machine capable of simultaneously making the necessary angle adjustments on four circular saw blades. One of Wiley's newest endeavors is the construction of prefabricated wall panels, for which it now has a new wall panel machine to more efficiently construct a higher quality wall panel. The new partially computer-controlled machine was designed especially for Wiley and is one of the best in the industry. In order to maximize the utility of their automated capabilities, Wiley employs nearly 50 computer operators and programmers experienced in engineering, design, export, sales, and accounting software systems. Central to the operation is the highly specialized wooden-truss design program used by the engineering staff. To ensure that all of this technology results in the highest quality products, the Wiley produc-tion facility is one of a very small percentage of facilities that opens their doors to the rigid quality-control specifications of the Pre-Fab Construction Industry.
Current Production Process
Wiley Housing Systems, Inc., is a batch production company that specializes in make-to-order timber housing systems. The manufacturing facility is over 100,000 square feet in size (see the accompanying figure) and is sectioned off into different areas such as wall, floor, and roof truss assembly, raw material cutting, and metal storage. Each of the assembly lines is fed by a common 26,000 square foot on-site supply point. The only required materials are common-sized lumber (i.e., 2 × 4, 2 × 6, etc.), aluminum connecting plates, and nails. However, each of the processes is tailored to meet customer demands and specifications.
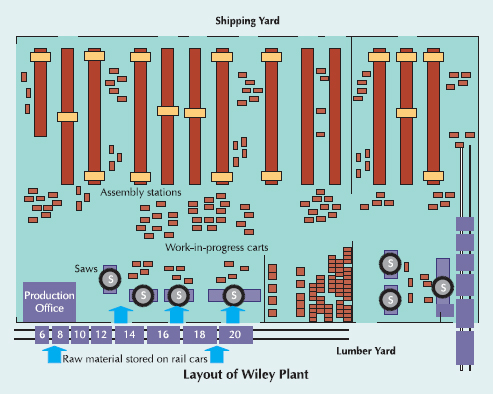
All of Wiley's products are constructed of standard dimensional lumber that arrives via truck or train and is stockpiled in its lumber yard. Typically, Wiley has enough lumber on site for two weeks of continuous operation without replenishment. All other inventory, work-in-process, and common materials are stored inside the production facility. Once an order is received, the staff engineers design the truss system and electronically cue the order for manufacture. The production foreman then assigns the order to a cutting team. This team consists of two men—the sawer and the tailor. The sawer is responsible for saw setup, as well as lumber retrieval and optimization, while the tailor stacks and labels the cut lumber for assembly. Mr. Alvarez explained that his major concern was the amount of setup time required by the cutting teams. He said that up to 45% of production time was spent adjusting the saws for each job, a very typical problem in batch production. This is where Wiley's problem and our challenge began.
Process Improvement
After our initial plant tour, where we noted the large amount of work-in-process inventory waiting in carts between the saws and the assembly stations, we spent a day interviewing workers on the assembly teams. It was brought to our attention that at certain points during the day the backup of WIP carts was in fact problematic, from the standpoint of worker safety and from the ability to locate the required cart quickly and easily. There are approximately 80 to 90 carts in use at any given time, which are loaded with raw materials on a per-job basis and are tagged with a work order. After the carts are loaded and tagged, they are placed in front of the assembly workstations. Copies of the work orders are taken to the plant control office. The plant supervisor then assigns the jobs to assembly stations by placing the work order copy in assigned bins located on the plant control office wall. The assembly employees will go to their assigned bin, pick their next job ticket, and then locate the corresponding cart for that job. Mr. Alvarez mentioned that locating the cart required for the next job could take anywhere from one to ten minutes depending on the assembly backup (number of full carts used that day) and the location of the cart within the facility. The manufacturing employees are tracked on a 100th of the hour time basis for work, which means that there should, in theory, be very little unproductive time during the day, with the exception of break periods. This also reduces socialization of employees.
We decided to narrow our analysis to the immediate problem of locating the correct cart. After brainstorming possible solutions, we have concluded that Wiley should use an electronic paging system similar to that restaurants use to notify customers that their table is ready. We recommend that the carts be outfitted with long-life, durable, and replaceable lithium battery-powered strobe lights that are activated by a keypad located on the plant control office wall beside the pending job order bins. Each light would have a unique three-digit number assigned to it. These numbers would be handwritten on the work order, by the individual who loads the cart, before it is given to the plant supervisor to be assigned. There is a chance of multiple carts being needed for the same job, but each cart has its own individual work order and therefore would have its own three-digit identification number and light. This is no deviation from the current process. The assembly workers would walk to the plant control office, retrieve their next job from the bin, type the three-digit code into the keypad, and then find the cart that has the strobe light turned on. This process would eliminate all of the guessing currently required to locate the cart with the raw materials and should reduce the overall average time needed to locate a cart. This would also allow for remote storage of the carts, rather than stacking as many as 30 carts at the top of the assembly line, a hindrance to traffic flow and safety.
Identify waste in the current production process.
How does the pager suggestion eliminate waste?
Have the students and Mr. Alvarez found the root cause of the cart problem? why or why not?
How would you apply the principles of lean production to improve Wiley's situation?
Abernathy, F., J. Dunlap, J. Hammond, and D. Weil. A Stitch in Time: Lean Retailing and the Transformation of Manufacturing—Lessons from the Apparel and Textile Industries. Oxford, UK: Oxford University Press, 1999.
Black, J. T. The Design of the Factory with a Future. New York: McGraw-Hill, 1991.
Bremner, B., and C. Dawson. "Can Anything Stop Toyota?" BusinessWeek (November 17, 2003), pp. 114–118.
Brown, S. "Toyota's Global Body Shop." Fortune (February 9, 2004), Industrial Edition, http://www.fortune.com/fortune/subs/columnist/0,15704,581557,00.html.
Bylinsky, G. "Heroes of Manufacturing." Fortune (March 20, 2000), pp. 192A–205A.
Cusomano, M. The Japanese Automobile Industry. Cambridge, MA: Harvard University Press, 1985.
Hall, R. Zero Inventories. Homewood, IL: Dow Jones-Irwin, 1983.
Hirano, H. JIT Factory Revolution. Cambridge, MA: Productivity Press, 1988.
Huang, P. Y., L. P. Rees, and B. W. Taylor. "A Simulation Analysis of the Just-in-Time Technique (with Kanbans) for a Multiline, Multistage Production System." Decision Sciences (July 1983), pp. 326–345.
Jusko, J. "A Look at Lean." Industry Week (December 6, 1999), pp. 88–91.
Kinni, T. America's Best. New York: Wiley, 1996.
Liker, J. Becoming Lean: Inside Stories of U.S. Manufacturers. Cambridge, MA: Productivity Press, 1998.
Monden, Y., ed. Applying Just-In-Time: The American/Japanese Experience. Atlanta: Industrial Engineering and Management Press, 1986.
Monden, Y. Toyota Production System: An Integrated Approach to Just-in-Time, 3rd ed. Atlanta: Industrial Engineering and Management Press, 1986.
Panchak, P. "Lean Health Care? It Works!" Industry Week (November 1, 2003).
Phillips, T. "Building the Lean Machine." Advanced Manufacturing (January 1, 2000). http://www.advancedmanufacturing.com.
Sepehri, M. Just-in-Time, Not Just in Japan. Falls Church, VA: American Production and Inventory Control Society, 1986.
Shingo, S. Modern Approaches to Manufacturing Improvement. Cambridge, MA: Productivity Press, 1990.
Sobek, D., J. Liker, and A. Ward. "Another Look at How Toyota Integrates Product Development." Harvard Business Review (July–August 1998), pp. 36–49.
Spear, S. "Comments on the Second Toyota Paradox." Teaching Note 9-602-035, Harvard Business School (March 2003).
Spear, S., and K. Bowen. "Decoding the DNA of the Toyota Production System." Harvard Business Review (September–October 1999), pp. 96–106.
Suzaki, K. The New Manufacturing Challenge. New York: Free Press, 1985.
Swank, C. "The Lean Service Machine." Harvard Business Review (October 2003), pp. 123–131.
Tagliabue, J. "Spanish Clothing Chain Zara Grows by Being Fast and Flexible." The New York Times (May 30, 2003).
Tierney, C. "Big Three Play Catch-Up to Toyota Plant Prowess." Detroit News (February 22, 2004).
The Toyota Production System. Company brochure. Japan: Toyota Motor Corporation, 1998.
Vasilash, G. "Lean Lessons." Automotive Manufacturing and Production (March 2001).
Vasilash, G. "Standardized Lean." Automotive Manufacturing and Production (February 2000). http://www.automfg.com
Ward, A., J. Liker, J. Cristiano, and Durward Sobek II. "The Second Toyota Paradox: How Delaying Decisions Can Make Better Cars Faster." Sloan Management Review (Spring 1995), pp. 43–62.
Womack, J., D. Jones, and D. Roos. The Machine That Changed the World. New York: Macmillan, 1990.
Womack, J., and D. Jones. Lean Thinking. New York: Simon & Schuster, 1996.
Wysocki, B. "Industrial Strength: To Fix Health Care, Hospitals Take Tips from Factory Floor," The Wall Street Journal (April 9, 2004), p. A1.
[22] J. Womack and D. Jones, The Machine that Changed the World (New York: Macmillan, 1990).
[23] Ibid., pp. 8–9.
[24] Much of the material in these sections is adapted from Chapter 5 in Michael Cusomano's book, The Japanese Automobile Industry (Cambridge, MA: Harvard University Press), 1985.
[25] P. Y. Huang, L. P. Rees, and B. W. Taylor, "A Simulation Analysis of the Just-in-Time Technique (with Kanbans) for a Multiline, Multistage Production System," Decision Sciences (July 1983), pp. 326–345.
[26] This example appears in the isixsigma dictionary, http://www.isixsigma.com, accessed May 5, 2007.
[27] Maintaining and repairing your own machine is called autonomous maintenance. Collecting data and designing maintenance remedies based on the data collected is referred to as predictive maintenance.
[28] RFID tags are radio frequency IDs that can store updated information on an item.
[29] V. Reitman, "Toyota Factories in Japan Grind to a Halt," Wall Street Journal (February 4, 1997), p. A14.
[30] John Tagliabue, "Spanish Clothing Chain Zara Grows by Being Fast and Flexible," The New York Times (May 30, 2003).
[31] The material in this section comes from Patricia Panchak, "Lean Health Care? It Works!" Industry Week (November 1, 2003), and Bernard Wysocki, "Industrial Strength: To Fix Health Care, Hospitals Take Tips from Factory Floor," Wall Street Journal (April 9, 2004), p. A1.
[32] U.S. Environmental Protection Agency, Lean and the Environment Toolkit, retrieved from http://www.epa.gov/lean