Chapter 14
Production Planning and Control
14.1 Introduction
This part of the book is concerned with the use of computers to manage the production function. The subject has traditionally been referred to as production planning and control. This function has been practiced for many years. Attempts to use the computer in production planning date from the late 1950s and early 1960s. The early attempts were directed toward computerizing the same clerical procedures which had been done by hand for years. These procedures included preparation of schedules, shortage lists, inventory lists, and similar documents. During the late 1960s and early 1970s, a few individuals began to recognize the tremendous opportunities provided by the computer to make fundamental changes in the procedures and organization of production planning and control. Joseph Orlicky [8], George Plossl [9], and Oliver Wight [10,11] stand out as some of the principal pioneers in these efforts to modernize and computerize the production management function. MRP (material requirements planning) was one of the first computerized procedures which significantly improved the way things were done. Since MRP was first implemented, many additional improvements in production planning and control have been introduced by taking advantage of the data processing and computational powers of the computer. Several of these computerized procedures are examined in this and the next two chapters.
Our objective in these three chapters is not to present a textbook treatment on the theory and practice of production planning and control. Instead, our purpose is to describe how computers are utilized to carry out the production management function in the CAD/CAM age.
In this first chapter we review the way in which production planning and control has traditionally been organized and carried out (pre-computer). We then examine some of the problems which have resulted from these manual methods. Attempts are being made in industry to solve these problems by installing computer-integrated production management systems (CIPMS). The components and structure of these systems are examined in this chapter. Two of the components we consider important enough to rate separate chapters. Chapter 15 deals with MRP, both the original material requirements planning and the more recent MRP II, which stands for manufacturing resource planning. Chapter 16 covers shop floor control and computerized production monitoring systems.
14.2 Traditional Production Planning and Control
At least a dozen separate functions can be identified as constituting the cycle of activities in traditional production planning and control. Organizationally, some of these functions are performed by departments in the firm other than the production control department. The functions are described in the following sections.
Forecasting
The forecasting function is concerned with projecting or predicting the future sales activity of the firm’s products. Sales forecasts are often classified according to the time horizon over which they attempt to estimate. Long-range forecasts look ahead five years or more and are used to guide decisions about plant construction and equipment acquisition. Intermediate-range forecasts estimate one or two years in advance and would be used to plan for long-lead-time materials and components. Short-term forecasts are concerned with a three- to six-month future. Decisions on personnel (e.g., new hiring), purchasing, and production scheduling would be based on the short-term forecast.
Production planning
This is sometimes called aggregate production planning and its objective is to establish general production levels for product groups over the next year or so. It is based on the sales forecast and is used to raise or lower inventories, stabilize production over the planning horizon, and allow for the launching of new products into the company’s product line. Aggregate production planning is a function that precedes the detailed master production schedule.
Process planning
As we described in Chapter 13, process planning involves determining the sequence of manufacturing operations required to produce a certain product and/or its components. Process planning has traditionally been carried out by manufacturing engineers as a very manual and clerical procedure. The resulting document, prepared by hand, is called a route sheet and is a listing of the operations and machine tools through which the part or product must be routed. The term “routing” is sometimes applied to describe the process planning function.
Estimating
For purposes of determining prices, predicting costs, and preparing schedules, the firm will determine estimates of the manufacturing lead times and production costs for its products. The manufacturing lead time is the total time required to process a workpart through the factory. The production costs are the sum of the material costs, labor, and applicable overhead costs needed to produce the part. These estimates of lead times and costs are based on data contained in the route sheets, purchasing files, and accounting records.
Master scheduling
The aggregate production plan must be translated into a master schedule which specifies how many units of each product are to be delivered and when. In turn, this master schedule must be converted into purchase orders for raw materials, orders for components from outside vendors, and production schedules for parts made in the shop. These events must be timed and coordinated to allow delivery of the final product according to the master schedule.
Specifically, the master schedule or master production schedule is a listing of the products to be produced, when they are to be delivered, and in what quantities. The scheduling periods in the master schedule are typically months, weeks, or dates. The master schedule must be consistent with the plant’s production capacity. It should not list more quantities of products than the plant is capable of producing with its given resources of machines and labor.
Requirements planning
Based on the master schedule, the individual components and subassemblies that make up each product must be planned. Raw materials must be ordered to make the various components. Purchased parts must be ordered. And all of these items must be planned so that the components and assemblies are available when needed. This whole task is called requirements planning or material requirements planning. The term MRP (for material requirements planning) has come into common usage since the introduction of computerized procedures to perform the massive data processing required to accomplish this function. However, the function itself had to be accomplished manually by clerical workers before computers were used.
Purchasing
The firm will elect to manufacture some components for its products in its own plants. Other components will be purchased. Deciding between these alternatives is the familiar “make-or-buy” decision. For the components made in-house, raw materials have to be acquired. Ordering the raw materials and purchased components is the function of the purchasing department. Materials will be ordered and the receipt of these items will be scheduled according to the timetable defined during the requirements planning procedure.
Machine loading and scheduling
Also based on the requirements planning activity is production scheduling. This involves the assignment of start dates and due dates for the components to be processed through the factory. Several factors make scheduling complex. First, the number of individual parts and orders to be scheduled may run into the thousands. Second, each part has its own individual process routing to be followed. Some parts may have to be routed through dozens of separate machines. Third, the number of machines in the shop is limited, and the machines are different. They perform different operations and have different features and capacities.
The total number of jobs to be processed through the factory will typically exceed the number of machines by a substantial margin. Accordingly, each machine, or work center, will have a queue of jobs waiting to be processed. Allocating the jobs to work centers is referred to as machine loading. Allocating the jobs to the entire shop is called shop loading.
Dispatching
Based on the production schedule, the dispatching function is concerned with issuing the individual orders to the machine operators. This involves giving out order tickets, route sheets, part drawings, and job instructions. The dispatching function in some shops is performed by the shop foremen, in other shops by a person called a dispatcher.
Expediting
Even with the best plans and schedules, things go wrong. It is the expediter’s job to compare the actual progress of the order against the production schedule. For orders that fall behind schedule, the expediter recommends corrective action. This may involve rearranging the sequence in which orders are to be done on a certain machine, coaxing the foreman to tear down one setup so that another order can be run, or hand-carrying parts from one department to the next just to keep production going. There are many reasons why things go wrong in production: parts-in-process have not yet arrived from the previous department, machine breakdowns, proper tooling not available, quality problems, and so forth.
Quality control
The quality control department is responsible for assuring that the quality of the product and its components meets the standards specified by the designer. This function must be accomplished at various points throughout the manufacturing cycle. Materials and parts purchased from outside suppliers must be inspected when they are received. Parts fabricated inside the company must be inspected, usually several times during processing. Final inspection of the finished product is performed to test its overall functional and appearance quality.
Shipping and inventory control
The final step in the production control cycle involves shipping the product directly to the customer or stocking the item in inventory. The purpose of inventory control is to ensure that enough products of each type are available to satisfy customer demand. Competing with this objective is the desire that the company’s financial investment in inventory be kept at a minimum. Inventory control interfaces with production control since there must be coordination between the various product’s sales, production, and inventory level. Inventory control is often included within the production control department.
The inventory control function applies not only to the company’s final products. It also applies to raw materials, purchased components, and work-in-process within the factory. In each case, planning and control are required to achieve a balance between the danger of too little inventory (with possible stockouts) and the expense of too much inventory.
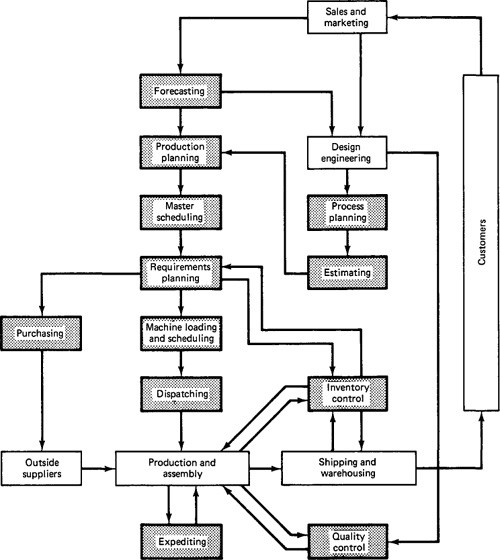
The block diagram of Figure 14.1 depicts the relationships among the production planning and control functions as well as various other functions of the firm, customers, and outside suppliers. In the diagram, the production planning and control functions are highlighted in bold blocks.
14.3 Problems With Traditional Production Planning and Control
There are many problems that occur during the cycle of activities in the traditional approach to production planning and control. Many of these problems result directly from the inability of the traditional approach to deal with the complex and ever-changing nature of manufacturing. The types of problems commonly encountered in the planning and control of production are the following:
Figure 14.1 Cycle of activities in a traditional production planning and control system.
1. Plant capacity problems. Production falls behind schedule due to a lack of labor and equipment. This results in excessive overtime, delays in meeting delivery schedules, customer complaints, backordering, and other similar problems.
2. Suboptimal production scheduling. The wrong jobs are scheduled because of a lack of clear order priorities, inefficient scheduling rules, and the ever-changing status of jobs in the shop. As a consequence, production runs are interrupted by jobs whose priorities have suddenly increased, machine setups are increased, and jobs that are on schedule fall behind.
3. Long manufacturing lead times. In an attempt to compensate for problems 1 and 2, production planners allow extra time to produce an order. The shop becomes overloaded, order priorities become confused, and the result is excessively long manufacturing lead times.
4. Inefficient inventory control. At the same time that total inventories are too high for raw materials, work-in-progress, and finished products, there are stockouts that occur on individual items needed for production. High total inventories mean high carrying costs, while raw material stockouts mean delays in meeting production schedules.
5. Low work center utilization. This problem results in part from poor scheduling (excessive product changeovers and job interruptions), and from other factors over which plant management has limited control (e.g., equipment breakdowns, strikes, reduced demand for products).
6. Process planning not followed. This is the situation in which the reqular planned routing is superseded by an ad hoc process sequence. It occurs, for instance, because of bottlenecks at work centers in the planned sequence. The consequences are longer setups, improper tooling, and less efficient processes.
7. Errors in engineering and manufacturing records. Bills of materials are not current, route sheets are not up to date with respect to the latest engineering changes, inventory records are inaccurate, and production piece counts are incorrect.
8. Quality problems. Quality defects are encountered in manufactured components and assembled products, resulting in rework or scrapped parts, thus causing delays in the shipping schedule.
14.4 Computer-Integrated Production Management System
There have been several factors working over the last several decades to cause the evolution of a more modern and effective approach to the problems of production planning and control cited above. The most obvious of these factors was the development of the computer, a powerful tool to help accomplish the vast data processing and routine decision-making chores in production planning that had previously been done by human beings.
In addition to the computer, there were other factors which were perhaps less dramatic but equally important. One of these was the increase in the level of professionalism brought to the field of production planning and control. Production planning has been gradually transformed from what was largely a clerical function into a recognized profession requiring specialized knowledge and academic training. Systems, methodologies, and even a terminology have developed to deal with the problems of this professional field.
Important among the methodologies of production planning and control, and another significant factor in the development of the field, is operations research. The computer became the important tool in production planning, but many of the decision-making procedures and software programs were based on the analytical models provided by operations research. Linear programming, inventory models, queueing theory, and a host of other techniques have been effectively applied to problems in production planning and control.
Another factor that has acted as a driving force in the development of better production planning is increased competition from abroad. Many American firms have lost their competitive edge in international and even domestic markets. Increasing U.S. productivity is seen as one important way to improve our competitive position. Better management of the production function is certainly a key element in productivity improvement.
Finally, a fifth factor is the increase in the complexity of both the products manufactured and the markets that buy these products. The number of different products has proliferated, tolerances and specifications are more stringent, and customers are more particular in their requirements and expectations. These changes have placed greater demands on manufacturing firms to manage their operations more efficiently and responsively.
As a consequence of these factors, companies are gradually abandoning the traditional approach in favor of what we are calling computer-integrated production management systems. There are other terms which are used to describe these systems and their major components. IBM uses the term “communications-oriented production information and control system—COPICS” [6]–to identify the group of system elements. George Plossl integrates the various system concepts under the name “manufacturing control” [9]. Computer-Aided Manufacturing– International, calls its development effort in this area the “factory management project” [2]. Oliver Wight refers to the use of MRP II, or manufacturing resource planning, to consolidate the manufacturing, engineering, and financial functions of the firm into one operating system [11]. All of these terms refer to computerized information systems designed to integrate the various functions of production planning and control and to reduce the problems described in Section 14.3.
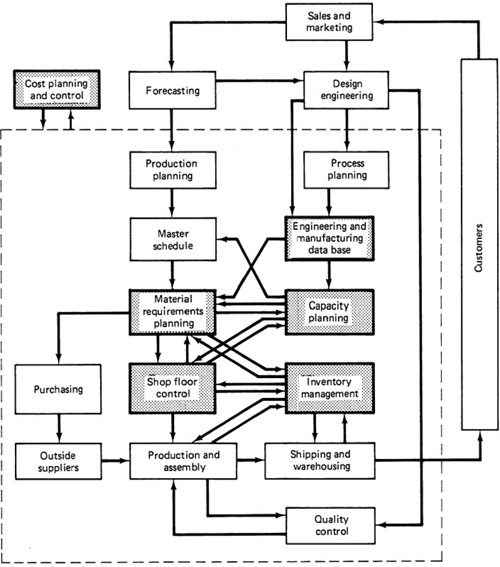
Figure 14.2 presents a block diagram illustrating the functions and their relationships in a computer-integrated production management system. Many of these functions are nearly identical to their counterparts in traditional production planning and control. For example, forecasting, production planning, the development of the master schedule, purchasing, and other functions appear the same in Figures 14.1 and 14.2. To be sure, modern computerized systems have been developed to perform these functions, but the functions themselves remain relatively unchanged. More significant changes have occurred in the organization and execution of production planning and control through the implementation of such schemes as MRP, capacity planning, and shop floor control. What follows is a brief description of some of the recently developed functions in a CIPMS. We will neglect those functions which are nearly the same as their conventional counterparts. The newer functions are highlighted in Figure 14.2 by bold blocks.
Figure 14.2 Cycle of activities in a computer-integrated production management system.
Engineering and manufacturing data base
This data base comprises all the information needed to fabricate the components and assemble the products. It includes the bills of material (assembly lists), part design data (either as engineering drawings or some other suitable format), process route sheets, and so on. Ideally, these data should be contained in some master file to avoid duplication of records and to facilitate update of the files when design engineering changes are made or route sheets are updated. As shown in Figure 14.2, the design engineering and process planning functions provide the inputs for the engineering and manufacturing data base.
Material requirements planning (MRP)
MRP involves determining when to order raw materials and components for assembled products. It can also be used to reschedule orders in response to changing production priorities and demand conditions. The term priority planning is now widely used in describing computer-based systems for time-phased planning of raw materials, work-in-progress, and finished goods.
We will devote most of the following chapter (Chapter 15) to the subject of material requirements planning.
Capacity planning
MRP is concerned with the planning of materials and components. Capacity planning, on the other hand, is concerned with determining the labor and equipment resources needed to meet the production schedule.
Capacity planning will often necessitate a revision in the master production schedule. It would be infeasible, and counterproductive in all likelihood, to develop a master schedule that exceeds plant capacity. Therefore, the master schedule is checked against available plant capacity to make sure that the schedule can be realized. If not, either the schedule or plant capacity must be adjusted to be brought into balance. Capacity planning has always been of concern in traditional production planning and control. However, it is an area of planning whose recognition has been growing in recent years due to its impact on the ability to achieve the master production schedule.
The term “plant capacity” is used to define the maximum rate of output that the plant can produce under a given set of assumed operating conditions. The assumed operating conditions refer to the number of shifts (one, two, or three shifts per day), number of days of plant operation per week, employment levels, and whether or not overtime is included in the definition of plant capacity. Capacity for a production plant is traditionally measured in terms of output units of the plant. Examples would be tons of steel for a steel mill, number of automobiles for a car assembly plant, and barrels of oil for a refinery. When the output units of a plant are nonhomogeneous, input units may be more appropriate for measuring plant capacity. A job shop, for instance, may use labor hours or available machine hours to measure capacity.
Capacity planning is concerned with determining what labor and equipment capacity is required to meet the current master production schedule as well as the long-term future production needs of the firm. Capacity planning is typically performed in terms of labor and/or machine hours available.
The function of capacity planning in the overall production planning and control system is shown in Figure 14.2. The master schedule is transformed into material and component requirements using MRP. Then these requirements are compared with available plant capacity over the planning horizon. If the schedule is incompatible with capacity, adjustments must be made either in the master schedule or in plant capacity. The possibility of adjustments in the master schedule is indicated by the arrow in Figure 14.2 leading from capacity planning to the master schedule.
Capacity adjustments can be accomplished in either the short term or the long term. Capacity planning for short-term adjustments would include decisions on such factors as the following:
1. Employment levels. Employment in the plant can be increased or decreased in response to changes in capacity requirements.
2. Number of work shifts. Increasing or decreasing the number of shifts per week.
3. Labor overtime hours or reduced workweek.
4. Inventory stockpiling. This would be used to maintain steady employment during temporary slack periods.
5. Order backlogs. Deliveries of product to customers would be delayed during busy periods.
6. Subcontracting. Letting of jobs to other shops during busy periods, or taking in extra work during slack periods.
Capacity planning to meet long-term capacity requirements would include the following types of decisions:
1. Investing in more productive machines or new types of machines to manufacture new product designs
2. New plant construction
3. Purchase of existing plants from other companies
4. Closing down or selling off existing facilities which will not be needed in the future
Inventory management
In the manufacturing environment, inventory management is closely tied to material requirements planning. The objectives are simple—to keep the investment in inventory low while maintaining good customer service. The use of computer systems has provided opportunities to accomplish these objectives more effectively. We discuss some of these computer systems in Chapter 15.
Shop floor control
The term “shop floor control” refers to a system for monitoring the status of production activity in the plant and reporting the status to management so that effective control can be exercised. We examine shop floor control and the use of computers to monitor production in Chapter 16.
Cost planning and control
The cost planning and control system consists of the data base to determine expected costs to manufacture each of the firm’s products. It also consists of the cost collection and analysis software to determine what the actual costs of manufacturing are and how these actual costs compare with the expected costs. The following section is devoted to this important area in the operations of a computer-integrated production management system.
14.5 Cost Planning And Control
As indicated in Figure 14.2, the cost planning and control function encompasses most of the other functions within the computer-integrated production management system. It receives data from all of the other CIPMS modules and reduces them to a lowest common denominator: money. The objectives of the cost planning and control system are to help answer the following questions:
1. What are the expected costs to manufacture and sell each of the company’s products?
2. What are the actual costs to manufacture and sell each of the company’s products?
3. What are the differences between what it should cost and what it does cost, and how are these differences explained?
The underlying basis for attempting to answer these questions is the objective of minimizing the costs of manufacturing the firm’s products.
Cost planning
Cost planning is concerned with the first of the three questions: What are the expected costs of manufacturing a product? An attempt is made to answer the question by determining the standard cost for the product. The standard cost for the product is the aggregate cost of labor, materials, and allocated overhead costs. The standard costs are compiled from various data sources and other modules in the CIPMS. The following list includes several standard data sources:
1. The bill of materials gives the components and materials used in the product.
2. Process route sheets list the manufacturing operations used for each component in the product.
3. Time standards specify the operation times for each operation listed on the route sheets.
4. Labor and machines rates allow the time standards to be converted into dollar costs for each operation.
5. Material quotations from purchasing provide information on material costs, based on catalog price data or direct quotes from potential vendors.
6. Accounting data determine appropriate overhead rates.
With so much data collected from many different sources, the computation of a standard cost for a product is not an insignificant task. To accomplish the task and determine a meaningful cost value, the current approach involves use of a data base which is common for engineering, manufacturing, and accounting. In this way, all departments have access as needed to the same information files and there is greater consistency and accuracy of computations based on data in these files.
Development of standard costs for all of the company’s products provides a yardstick against which the actual production cost performance can be measured. Determining the actual costs is the function of cost control.
Cost control
Cost control is concerned with the second and third questions: What are the actual costs of manufacturing? And what are the differences between actual costs and expected costs?
In any manufacturing activity, there will be differences between the standard costs computed in cost planning and the actual costs that occurred during production. The reasons why these differences happen comprise a never-ending list. Actual prices of raw materials increase above quoted prices, machines break down, differing lot sizes influence production costs, actual process sequences deviate from the planned route sheets, and a vast collection of other reasons result in variances between actual costs and standard costs.
Cost control involves the collection of data from which the actual costs of the product can be calculated. Data on material costs can be compiled through the purchasing department. Data on labor costs can be collected by means of the shop floor control system, and we defer discussion of this topic until Chapter 16. Overhead costs are usually excluded from consideration because they do not represent an actual expense of the product but rather an allocation of general factory and corporate expenses. Included within the cost control function is the preparation of reports that document actual product costs and variances from standard costs.
References
[1] CHASE, R. B., AND AQUILANI, N. J., Production and Operations Management, 3rd ed., Richard D. twin, Inc., Homewood, Ill., 1981, Chapters 13–16.
[2] COMPUTER-AIDED MANUFACTURING–INTERNATIONAL, INC., Functional Specifications for an Advanced Factory Management System, Report R-79-JSIG-01, Arlington, Tex., March, 1979.
[3] GROOVER, M. P., Automation, Production Systems, and Computer-Aided Manufacturing, Prentice-Hall, Inc., Englewood Cliffs, N.J., 1980, Chapter 17.
[4] HALEVI, G., The Role of Computers in Manufacturing Processes, John Wiley ' Sons, New York, 1980, Chapters 7, 8, 10.
[5] INTERNATIONAL BUSINESS MACHINES CORPORATION, Production Information and Control System, Publication GEZO-0280-2, White Plains, NY, 1968.
[6] INTERNATIONAL BUSINESS MACHINES CORPORATION, Communications Oriented Production Information and Control System, Publication G320-1974, White Plains, NY, 1972.
[7] MONKS, J. G., Operations Management, Theory and Problems McGraw-Hill Book Company, New York, 1977, Chapter 7, 8, 9.
[8] ORLICKY, J., Material Requirements Planning, McGraw-Hill Book Company, New York, 1975.
[9] PLOSSL, G. W., Manufacturing Control, Reston Publishing Company, Inc., Reston, Va., 1973.
[10] WIGHT, O. W., Production and Inventory Management in the Computer Age, CBI Publishing Company, Inc., Boston, 1974.
[11] WIGHT, O. W., MRP II: Unlocking America’s Productivity Potential, Oliver Wight Limited Publications, Inc., Williston, Vt., 1981.