
Process control in nonwovens production
D. Moyo, A. Patanaik and R.D. Anandjiwala, CSIR Materials Science Manufacturing, South Africa, Department of Textile Science, Nelson Mandela Metropolitan University, South Africa
Abstract:
This chapter deals with process control in the field of nonwoven manufacturing. A brief background about different nonwoven manufacturing processes is provided. Different manufacturing processes such as needle punching, hydroentanglement, melt blowing and spunbonding are discussed. Roles of different processing parameters and their influence on the final product are covered. Various ways to control the processing parameters are discussed. Some future directions are also highlighted.
12.1 Introduction
This chapter deals with process control in different nonwoven manufacturing processes, such as needle punching, hydroentanglement, melt blowing and spunbonding. The performance of needle punched nonwovens is dependent upon material and manufacturing process parameters. The needle punching parameters can be broadly divided into three categories: material parameters (fibre type), needle parameters (needle type, shape, etc.) and process parameters (depth of needle penetration, stroke frequency, punch density, etc.). Various ways to control the needle punching process parameter are discussed. Their influence on the properties of the final product is discussed. In hydroentanglement, the influence of processing parameters, such as feeding speed of the web, web area density, condition of nozzle and jet strip, manifold pressure, condition of perforated belt and distance between the nozzle and perforated belt, on the final product and ways to control some of these parameters are discussed. In the melt blowing process the role of processing parameters, such as air temperature, die-to-collector distance, airflow, collector speed, die temperature, die hole size, air gap, air angle on the final product, and ways to control these parameters are discussed. In the spunbonding process, the role of processing parameters, such as primary air temperature, quench air rate, air suction speed, collection speed, bonding temperature and pressure, on the final product and ways to control these parameters are discussed. Some future trends are also addressed.
12.2 Needle punching: process variables and process control
Needle punching can be defined as a physical method of mechanically interlocking fibre webs by using barbed needles to reposition some of the fibres from a horizontal to a vertical orientation forming a three-dimensional intermingled structure (Rawal and Anandjiwala, 2006; Russell, 2007; Smith, 2000). Although needle punching is now a mature technology, a great deal of work has been done in relating the fibre parameters, structural factors and needling parameters with the mechanical properties of nonwovens (Hearle et al., 1968; Patanaik and Anandjiwala, 2008, 2009; Watanabe et al., 2004). The results obtained by these researchers add to the understanding of the needle punching process.
The needle punching operation integrates the fibre lay-down and needling processes in continuously to consolidate the structure. The fibre web formed during fibre lay-down is transported on a conveyor belt to the needle punching machine, where fibres are mechanically entangled by the penetration of the needles to form a coherent nonwoven fabric. The barbs on the needles pick up fibres on their downward stroke and carry them into the structure, thereby compacting the web and providing high frictional resistance to fibre withdrawal (Hearle and Sultan, 1968b; Patanaik and Anandjiwala, 2009; Patanaik et al., 2007). The rollers pull the batt through the needle loom, which consists of two plates – a stripper plate on top and a bed plate at the bottom as shown in Fig. 12.1 (Smith, 2000). During processing, the needle beam connected to the needle board mounted with needles moves up and down with the needles carrying the fibres during their downward motion. The fibres are carried downwards by the barbed needles and reoriented from a predominantly horizontal direction to a vertical position to create fibre interlocking. The fibres are released by the barbs during the upward needle stroke. The unhooking and releasing of fibres take place when a part of the tension in the fibre, produced by the downward motion of the needle, is resisted by the equal and opposite frictional force built up between fibres within the structure of the web (Cannity, 1962).
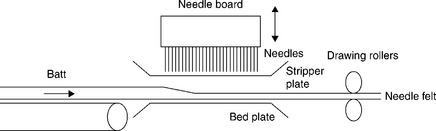
12.1 Diagram of a needle loom. Source: Smith, 2000. With permission from Woodhead Publishing Limited, UK.
The performance characteristics of needle punched nonwovens are dependent upon the fibre and structural mechanics of the fabric developed during the manufacturing process. The needle punching parameters can be divided into three categories; material parameters (fibre and web types), needle parameters (needle type, shape, arrangement and number of barbs, etc.) and the machine parameters (depth of needle penetration, stroke frequency, punch density, etc.). These parameters are interrelated and approach limits dictated by process economics and fibre properties (Hearle and Sultan, 1968a, 1968b; Hearle et al., 1968; Patanaik and Anandjiwala, 2009; Ramkumar and Roedel, 2003; Ramkumar et al., 2004; Roedel and Ramkumar, 2003; Russell, 2007; Smith, 2000).
12.2.1 Web parameters
The mechanical properties of needle punched nonwovens are dependent upon laying techniques used for the production of web structures or the initial web structure (Russell, 2007; Thirlwell and Treloar, 1965). A needle punching machine can process a wide range of fibrous webs from different systems, which influences the fibre arrangement within the web. Depending on the feed rate employed, the web density can be varied, and with higher feed rate thicker and denser nonwovens are formed. The resultant properties of needle punched nonwovens directly relate to the web density; for instance, lower feed rates increases the permeability characteristics of the nonwovens. It is due to the presence of fewer fibres per unit volume. Relatively fewer fibres in the structure results in the formation of larger pores, especially at lower stroke frequencies. However, increases in both feed rate and stroke frequency reduce the permeability of the needle punched nonwovens, as the pore size decreases with the increase in the number of fibres. The isotropy or anisotropy of the subsequent nonwoven is dependent upon the web laying technique (Kiekens and Zamfir, 2002). Control of the web is vital in the needle punching process because the fabric’s structural properties, such as thickness, basis weight, bulk density and air permeability, are directly related to the web features, such as fibre orientation, web density, web thickness and web homogeneity (Russell, 2007; Smith, 2000).
12.2.2 Depth of needle penetration
The depth of needle penetration in needle punching refers to the longest distance that the first barb reaches below the lower surface of the web or bed plate (Hearle et al., 1968). The depth is set by lowering the bed plate to increase the needle penetration or raising it to decrease the depth of penetration. During the needling process the barbs on the needles carry fibres through the web thickness from the surface to the base. An increase in the depth of needle penetration causes an increase in the relative frequency of the fibres oriented in the machine direction for cross-lapped webs, due to the fact that the fibres have to take a longer path because of a higher depth of needle penetration from surface to the thickness direction. In the process, some of the fibres would be released and recover from the stress and strain. On recovery, the fibres, preferentially oriented in the cross-machine during web laying reorient in the machine direction. The depth of needle penetration in the needle punching process is probably the most significant processing variable influencing the mechanical properties, dimensional stability and fabric density. Generally, the mechanical properties, such as tensile strength, improve with the increase in the depth of penetration due to the greater extent of fibre reorientation and contact points. The tensile properties steadily improve with the increase in depth of needle penetration, but reach a limit beyond which it begins to decrease. This decrease with excessive needle penetration is explained by the fibre damage that occurs at those levels resulting in the weakening of the structure. The fabric thickness, on the other hand, decreases with the increase in needle penetration because of the improved consolidation of the structure with greater depth of needle penetration (Patanaik and Anandjiwala, 2009; Rawal and Anandjiwala, 2006).
Needle penetration determines the number of fibres carried on the down stroke; the deeper the needle penetration, the higher is the number of fibres carried by the needle. The needle configuration is also another factor influencing the number of fibres carried on the down stroke. At a higher depth of penetration the lower barbs on the needle carry the fibres through the entire web thickness, which remain protruding beyond the bottom surface, whereas with a low depth of penetration the punched loops do not protrude through the web thickness. If the penetration is too great, tufts are punched right through the previous loop to give a pseudo-knitted entanglement of fibres. The linkage of such punched fibre tufts results in an increase in the tensile modulus and tenacity, but a reduction in the breaking extension of the fabric. The change in mechanical properties is largely due to the intensity of fibre entanglement (Hearle et al., 1968; Miao, 2004).
12.2.3 Stroke frequency
Stroke frequency refers to the rate at which the needle board moves per second forcing the needles through the bed plate and penetrating the web. An increase in the stroke frequency results in a higher number of fibres being reoriented from the horizontal to the vertical direction, which significantly reduces the larger pores of the structure. This process parameter also determines fabric density and tensile strength since, at higher stroke frequencies, there is improved consolidation of the web. The frequency of the strokes and linear speed of the web must be balanced to achieve the desired degree of consolidation. The key parameter representing the entanglement of fibres is known as penetration per square inch (PPSI). PPSI is directly proportional to the density of the needles on the needle board and to the frequency of strokes, but inversely proportional to the speed of the web (Wizeman, 2000).
12.2.4 Amount of needling (punching density)
Punching density is the amount of needling that the web receives from the barbed needles when passing through the needle punching machine. The amount of needling received by the fibrous web determines the degree of entanglement of the fibres, thus influencing such properties as tensile strength, strain and fabric density (Rawal and Anandjiwala, 2006). With the increasing punching density, fabric breaking strength increases to a maximum and then decreases. The punching density also directly affects the packing factor. An increase in the punching density takes place, resulting in a corresponding increase in the packing factor as more fibres are entangled and a higher level of structural consolidation. This results in an increase in the compressive modulus, and the fabric also becomes stiffer. A stiff non-woven has a low compressive strain, which means that the fabric has a low deformation under compression stresses. When the punching density is beyond its optimum, the strength of the nonwoven falls due to fibre damage inflicted by the excessive needling. The use of the optimum punching density parameters, at which the nonwoven has maximum tensile strength, is important to obtain the best possible nonwoven structure. The effect of punching was shown to change the mechanical properties, and the greater the punching density, the higher will be the tensile strength and modulus, until a maximum is reached. Excessive punching density was shown to result in damage to the fibres, which lowers the mechanical properties, such as fabric tenacity and initial modulus of the fabric. These results were corroborated by Maitre (1989), who reported that mechanical factors, such as stroke frequency, needle density, material advance and depth of needle penetration, are interrelated and approach limits.
The amount of needling is a parameter that affects the thickness, weight and the strength of the fabric. The needling process results in fibre entanglement and reorientation of the fibres in the thickness direction, thereby binding different fibre layers into a coherent self-locking structure (Debnath et al., 1994). Needling the fibrous web reduces the web thickness due to a collapse of the spaces between fibrous layers and entanglement of the fibres by the action of the needles. Fibres are pulled from the top layer or surface to the base of the web during the down stroke of the needles. This consolidates the fabric, and its weight decreases with the increase in the needling density due to the drafting and spread of fibres during punching. The web is drafted by the nip rollers when it is drawn through the plates in the needling zone, thereby increasing the length of the structure and reducing its weight. The fabric also experiences recovery of the fibres previously drawn to the base of the structure when needles are withdrawn from the web causing some fibres to be pulled up and recover from compression. Thus, fibre recovery leads to the spreading out of the fibres in the structure and loss in area weight. The amount of needling is varied by altering the rate of web advance, changing the stroke frequency of the needle board, or increasing the number of passes of the nonwoven through the needle punching machine. The stress/strain behaviour of the nonwoven produced by needle punching is also influenced by the amount of needling used to produce the structure. Tensile strength and modulus of the fabric increase with the increase in needling, up to a limit, after which further needling tends to decrease the modulus and tenacity. This decrease beyond the maximum is caused by the damage to the constituent fibres at high needling intensities (Hearle et al., 1968).
12.2.5 Needle type
Much technical consideration should be taken with regard to needles, as they ultimately influence several properties of needle punched nonwovens. The correct type of needles should be selected to produce any specific type of fabric. For instance, when barbs are close, more fibres are carried across the fibre web, and the C and F types of barb spacing therefore form very compact products. However, the surface of such products is not smooth and does not have a good appearance, because of the penetration holes showing on the surface caused by excessive needling actions. The best surface is obtained with regular and medium barb needles, as they cause relatively small holes on the surface. The closer the barbs are the more fibres they transport during the downward stroke (Falk, 2000). Needles are utility components in the needle punching machine and prolonging their lifespan is important for reducing operating costs. The main factors that influence needle damage are non-alignment of needles, fibre quality (waste, regenerated or unopened fibre tufts), needle punching condition (e.g. if the speed of the web per stroke is too high it results in sideways deflection of needles by the fabric), needles penetrating a thick web too aggressively and encountering high friction between needles and fibres, deep barbs that increase the load on the needle during penetration, machine vibrations during operation, and improperly designed hole sizes in the bed and stripper plates (Foster, 1985).
12.3 Hydroentanglement: process variables and process control
The hydroentanglement technique is an established mechanical method of bonding fibres together to produce nonwoven fabrics using collimated high pressure water jets issued from a series of parallel jet heads (manifolds). The high pressure jets entangle loose fibres within fibre webs carried on a perforated belt, and eventually produce a fibrous structure of high integrity (Patanaik and Anandjiwala, 2010; Patanaik et al., 2009; White, 1990; Xiang, 2007; Xiang et al., 2007; Medeiros, 1996).
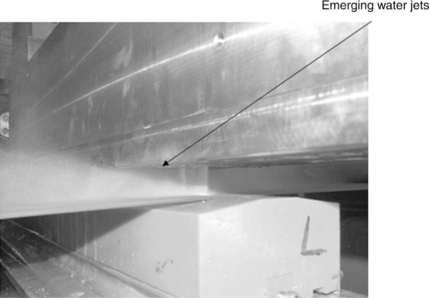
Much research has gone into achieving efficient optimisation of the process, which involves energy transfer, a costly resource, and utilising it efficiently. The focus on the geometry of the nozzles led to the proof of the superiority of the cone-down nozzle geometry over other geometric forms because it forms water jets that have a longer intact length. The breakup of the water jet is undesirable and leads to a loss of energy, and as such it is vital that the design of the nozzle geometry ensures that the water jet remains long and collimated (Begenir et al., 2004; CSIR, 2011; Patanaik and Anandjiwala, 2010; Patanaik et al., 2009; Pourmohammadi et al., 2003; Tafresh and Pourdeyhimi, 2004). Figure 12.2 below shows the water jets issued by the manifold of an Aquajet hydroentanglement machine (CSIR, 2011).
The hydraulic energy of the water jet is utilised in the compression of the web, permanent deformation of the web, frictional work resulting from fibre displacement and orientation, fluid drag resistance of the fibres, and being absorbed by the standing water in the web. The energy to entangle the fibres depends on fibre properties, such as fibre type, modulus, linear density, amount of crimp, bending rigidity, length and inter-fibre friction, and on web characteristics such as area density, thickness and fibre arrangement. Also the energy that the water jet possesses depends on the uniformity of flow from the nozzles, frictional losses and coherence of the flow (Begenir et al., 2004; Ghassemieh et al., 2001, 2003; Mao and Russell, 2005; Patanaik and Anandjiwala, 2010; Patanaik et al., 2009; Tafresh and Pourdeyhimi, 2004).
The extent of the entanglement of the fibres during hydroentanglement is the most significant factor influencing both the physical and the mechanical properties of hydroentangled fabrics. The entanglement of fibres can be influenced by several different processing parameters. The main processing parameters, such as the water jet pressure, feed rate of the fibres and conveyor belt speed, can be manipulated to control the structural features or degree of fibre entanglement in the fabric produced (Ghassemieh et al., 2001, 2003; Mao and Russell, 2005; Patanaik and Anandjiwala, 2010; Patanaik et al., 2009; Tafresh and Pourdeyhimi, 2004).
12.3.1 Water jet pressure
The hydroentanglement process is basically an energy transfer method where energy is given and stored by the water during pump pressurisation. The energy is converted into kinetic energy when the water jets are formed and is used to transform the loose fibres into an entangled mass having structural strength. The pressure intensity of the jets is responsible for determining the degree of fibre entanglement and fabric strength (Patanaik and Anandjiwala, 2010). Increases in pressure result in a corresponding increase in fibre entanglement and subsequently also in fabric strength. The fabric extensibility is reduced by the higher degree of fibre entanglement. This reduction can be explained by the continued consolidation of the fabric as the pressure increases, which reduces the capability of the structure to stretch (Russell, 2007).
The rate of increase in fabric strength, due to pressure, increases to a point after which a further increase in pressure produces only a marginal increase. This point depends on the fibre type and web weight. It is important to determine this critical pressure, because beyond it increased water pressure has no significant effect on fabric properties. Generally, water jet pressure affects the strength, absorbency, thickness and permeability of nonwovens. The nonwoven fabric tensile properties increase directly with increasing jet pressure till they level off beyond critical pressure level. The fabric extensibility decreases linearly with increasing water jet pressure (Ghassemieh et al., 2001; Pourmohammadi et al., 2003).
12.3.2 Water jet pressure profile
Profiling the water jets means that the pressure of the water on each injector manifold gradually increases from the first injector head to the last, in systems with multiple jets. In most hydroentanglement machines, nozzle pressure can be increased sequentially; for example, it may have a sequence of 40, 80, 100, 120, 160, 180, 220 bars for the first to the seventh jet, respectively (Pourmohammadi et al., 2003). The effect of the water jet pressure profiles on fabric thickness, strength, bending rigidity and surface quality has been investigated. The selection of an appropriate water jet pressure profile can minimise energy consumption while optimising fabric properties (Patanaik et al., 2009). The effect on the fabric thickness is more apparent, especially for airlaid webs having a low initial density, which collapse easily under the jet pressure (Pourmohammadi et al., 2003). This shows that by using profiled pressure in the jets, the density of the fabric increases with an accompanying reduction in permeability and thickness. Different pressure profiles can be tried, to obtain the most suitable combination for the product without increasing the water pressure of the jet and thereby minimising the consumption of water. The cost of production is thus minimised by using low pressure profiles to obtain the required fabric density that would otherwise need a much higher nozzle pressure. The necessity to increase the water pressure is eliminated by using the same low pressure jets if they are set at progressively higher pressure profiles. The bending rigidity of the products follows a similar trend to the effect the water jet pressure profile has on the density of the fabric. As the fabric density increases, so does the bending rigidity. Pressure profiling of water jets increases the fabric strength when compared to a hydroentangling system that employs even water jet pressures for all the jet heads despite the total pressure for both methods being kept constant. Fabric strength increases when pressure profiling is used due to better consolidation of the fibrous structure. However, the results showed that specific energy alone may not accurately predict fabric strength; other influential factors, such as web structure and fibre characteristics, are also important. Although the total jet pressure may be constant, the use of water jet profiling reduces the total energy expenditure while optimising the fabric properties in the hydroentanglement process (Pourmohammadi et al., 2003).
12.3.3 Feed rate
The feed rate determines the number of fibres that are fed to a carding machine as per the process requirement. A higher feed rate means more fibres are fed to the carding machine and the carded web produced would be much denser and thicker than it would be in the case of low feed rates.
This is explained by the increased number of fibres present in the horizontal direction at higher feed rate. The density of the precursor web ultimately determines the hydroentangled fabric density as well, since it is directly related. Generally, whatever system is used for producing the web, be it spunlaid or airlaid, the hydroentangled fabric density is determined by the density of the web. A heavy dense web produces a relatively denser fabric. Fabric properties are directly related to the fabric density; for example, high maximum strength is obtained if web weight is increased. All generic web types such as spunlaid, meltblown, carded, airlaid and wetlaid can be hydroentangled. The precursor web which is fed to the hydroentanglement machine largely determines the isotropy and quality of the final fabric (Russell, 2007).
12.3.4 Conveyor speed
The speed of the conveyor determines the amount of hydroentanglement energy absorbed per unit area of the fabric. As the conveyor speed on which the loose fibrous web is carried is increased, the lower is the amount of energy absorbed by the fibres, as they are exposed to the water force for less time. As a consequence of reduced energy transferred at higher speeds, the fabric strength decreases as a result of reduced entanglement of the fibres. The increase in conveyor speed reduces the fabric strength unless it is also accompanied by a proportional increase in jet pressure (Pourmohammadi et al., 2003).
12.4 Melt blowing: process variables and process control
Melt blowing is a single-step process in which a thermoplastic resin is heated in an extruder and then extruded through an orifice die tip, whereupon stream is drawn by high velocity air onto a collector screen to form a fine fibrous and self-bonding web (Bhat and Malkan, 2007; Bresee and Ko, 2003; Bresee and Qureshi, 2004; Lewandowski et al., 2007; Yin et al., 2000). The aerodynamic drag of the air jets on the melt polymer provides the attenuation force that draws the polymer streams into fine diameter fibres as shown in Fig. 12.3 (Bhat and Malkan, 2007). This process is used to produce microfibres of diameters 2–4 μm, which is much smaller than those from fibre spinning (Dahiya et al., 2004a).
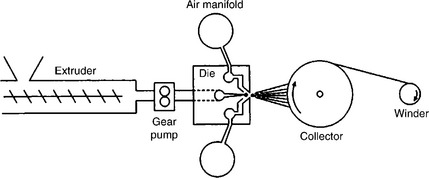
12.3 Melt blowing process. Source: Bhat and Malkan, 2007. With permission from Woodhead Publishing Limited, UK.
The melt blowing process variables are interrelated and complex. These variables influence the characteristics of the web structure and they can be classified broadly into three main groups, namely machine/online variables, offline variables and material variables (Bhat and Malkan, 2007; Dahiya et al., 2004a; Lewandowski et al., 2007). The adjustment of the parameters is done to control the size of the fibres because it is the fibre size that primarily accounts for the properties of the final nonwoven (Ellison et al., 2007).
12.4.1 Operational/online variables and their control
Variables such as air temperature, die-to-collector-distance, air flow, collector speed, die temperature and hot air velocity are changed when the production line is running or online. The fibre diameter and web uniformity depend upon the proper selection of these parameters.
Air temperature
During the melt blowing process, the temperature is set according to the properties of the polymer being processed, such as the melting point or glass transition temperatures. The heat softens and melts the polymer resin to the required viscosity so that it can be successfully extruded. If the temperature in the extruder is lower than required, the web formed will show some blobs of polymer within its structure, giving it an uneven or a non-uniform structure. If the temperature is too high, the web will be too soft and fluffy and the air flow in the attenuation zone will cause a lot of breakages (Butin et al., 1974).
Die-to-collector distance (DCD)
The distance of the collector from the die is one of the most important process parameters, which can be adjusted to obtain the desired melt blown webs. When the molten polymer is extruded, the fibre entanglement begins within a centimetre from the die before being fixed on the collector surface. The DCD influences the extent of fibre entanglement, fibre orientation and the pore structure. Fibre entanglement is dependent on the DCD at all primary airflow rates, although the effect is more pronounced on the fibre diameter. Increased DCD results in increased percentage of coarse fibre bundles, although generally melt blown webs exhibit a very broad fibre diameter distribution. The fibre diameter generally increases slightly with the increase in DCD. At higher DCD the pore size increases, which means that the cover of the large pores is relatively higher than that at low DCD. The closer the die is to the collector surface the better is the uniformity of web basis weight. The quality of the web largely depends on the DCD, where short distances produce a dense, hard and tightly connected web because of self-bonding of the fibres since they are still hot. If the distance is too great, it gives weak and unconnected fibre webs (Bresee and Qureshi, 2004; 2006; Butin et al., 1974; Yin et al., 2000). Basically the DCD influences largely the openness and basis weight of the web (Dahiya et al., 2004a).
Air flow
High velocity primary air flow produces fine fibres with small diameter, which gives a web structure with increased fibre cover and reduced pore cover. Large air flows increase fibre entanglement, leading to decreased pore size structure, since generally the airstream controls the entire web uniformity and it should be adjusted so that fibres are uniformly distributed. The airflow determines fibre diameter, fibre entanglement, basis weight and the attenuation zone. Low air flow rate results in coarse fibres because of the limited drawing of the polymer stream. Turbulence in the airstream, if not controlled, results in defects called roping – narrow, elongated, thick streaks of fibres in the web. Ropes develop when the air flow rate is out of adjustment or insufficient, such that the attenuated fibres come into contact and are then laid down as collected aggregates. The air flow is adjusted for a fixed polymer flow rate so that they can form continuous fibres. Violent blowing of air results in a defect called fly – fine nanofibres not trapped on the drum and therefore showing up on the surface of the web (Butin et al., 1974, 1976; Bresee and Qureshi, 2006; Bresee et al., 2005; Moore et al., 2004; Sloan et al., 1981).
Collector speed
The collector surface is continuously moving across relative to the fibre being laid on it. Despite the random fibre entanglement occurring towards the surface, there is a small bias in the direction of the machine direction, due to some directionality imparted by the movement, hence the speed selection should be such that little bias is introduced (Yin et al., 2000). For the web to attach to the surface of the collector there is a vacuum that draws the air through the fibre web and forming wire surface. The vacuum pressure level should always be adjusted to draw all the air and lock the fibres (Butin et al., 1974; Yin et al., 2000).
Die temperature
During processing the whole die assembly is constantly heated to maintain a selected operating temperature range. It is important to maintain the die temperature, which ranges between 215°C and 340°C, closely in order to produce a uniform web. The temperature setting is dependent on the polymer type being processed and it should be maintained to prevent any variations in the properties of the web. The viscosity of the melt polymer is adjusted by varying the nozzle tip temperature and, as the temperature is raised, the viscosity decreases. The flow rate of the hot polymer melt is dependent upon the nozzle design and speed of the extruder (Sloan et al., 1981).
Hot air
The high velocity hot air (also called primary air), with a temperature range of 230–360°C, is blown through the slots in the die. The temperature and velocity are maintained at a level suitable for the polymer being processed. The heat of the air and its drag are responsible for polymer attenuation close to the die exit hole. Further away from the die the secondary air drawn from the surrounding cools and solidifies the fibre. The effect of the temperature setting is observed in the web uniformity. If it is incorrectly set, the web exhibits defects in the form of slots, fly and roping (Dahiya et al., 2004a).
12.4.2 Off-line processing variables and its control
Offline processing variables, such as the selection of the die hole size, die setback, air gap, angle of air supply, web collection type and polymer/air distribution, are changed when the production line is idle and not running. The fibre size is mainly influenced by the die hole size, die hole design parameters and die setback. The air gap controls the air exit pressure, which affects fibre attenuation and breakage, depending on the polymer type being processed. Poor die design results in a non-uniform web.
Die hole size
The size of the die holes determines the size of the polymer stream ejected through the hole before it is further drawn and reduced in diameter by the high speed hot air. The initial size ultimately controls the possible fibre diameter obtained, and it is achieved by the die hole size. A small size produces relatively small diameter fibres, giving the web properties that derive from such fibres (Dahiya et al., 2004a).
Air gap
High velocity hot air is blown and exits through the slots in the die at a pressure that draws the polymer streams. Air pressure needs to be controlled at a certain level, as it affects the degree of fibre breakage. The pressure of exiting air is controlled by the air gap (Dahiya et al., 2004a).
Angle of air supply
Hot air can be supplied or set to exit towards the polymer stream at different angles ranging between 30° and 90°. At 30° the fibres are directed towards the collector lying parallel to each other with minimum entanglement. The web that is formed from these parallel fibres usually shows undesirable characteristics of loose coiled bundles, high breakage of fibres and such defects as roping. When the angle is moved towards the other extreme, 90°, there is a high degree of fibre separation and random lay-down. It is vital to control the air angle to produce the desired web structure (Moore et al., 2004).
12.4.3 Material variables
Online and offline processing parameters are set according to the type of polymer being processed. A wide variety of polymers can be processed by the melt blowing method. The basic properties of such polymers are that they are fibre forming with acceptable low-melt viscosity, of narrow molecular weight distribution, and can solidify before landing on the collector surface. The choice of polymer to be processed depends on the end-use of the product. Some common fibres forming polymers are polypropylene, polyethylene, polyamide, polycarbonate and polystyrene (Dahiya et al., 2004a).
Generally, the polymer melt flow rate, air flow rate and apparent viscosity of the molten polymer, have to be controlled and correlated to obtain a good product (Butin et al., 1976). The fibre is continuously deposited on the surface and the product withdrawn at a rate synchronised with collection, so that the web built up and weight are maintained (Sloan et al., 1981).
12.5 Spunbonding: process variables and process control
Spunbonds are nonwovens produced by depositing extruded, spun filaments onto a collecting belt in a uniform random manner, followed by bonding of the fibres (Dahiya et al., 2004b; Russell 2007; Smith, 2000). Spunbonding combines the spun laying and the bonding processes in a short continuous nonwoven fabric production process from polymer to fabric. In the spunbonding process, the filaments are extruded from the molten polymer by forcing them through the spinnerets and then drawing them, to obtain the desired molecular orientation, by using high velocity air streams. The air is then blown at high velocity past the filaments, thereby stretching them and achieving the desired toughness. The drawn filaments are directed onto the conveyor belt and their movement produces a very strong orientation of the fibres in the machine direction, and consequently a high tensile strength in that direction. The laid filaments on the conveyor belt are transported to the bonding machine, which imparts integrity and strength either by needle punching, hydroentanglement, chemical or thermal bonding to form a nonwoven fabric. The ultimate fabric use determines the selection of the bonding method (Russell 2007; Smith, 2000). Figure 12.4 shows a simplified schematic diagram of the spunlaid process followed by the bonding process (Smith, 2000).
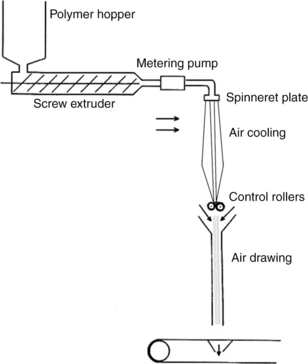
12.4 Diagram of spunlaid process. Source: Smith, 2000. With permission from Woodhead Publishing Limited, UK.
The primary process that needs to be controlled in the production of spunbond fabrics is the control of four simultaneous, integrated operations, namely filament extrusion, drawing, lay-down and bonding. These variables are related to either the material or operation and they influence fibre diameter, fibre structure, web lay-down, physical properties or the tactile properties of the web. These variables can be classified broadly into three main groups, namely machine/online variables, offline variables and material variables (Dahiya et al., 2004b; Malkan, 1995; Russell 2007).
12.5.1 Operational/online variables and their control
Some of the operational/online variables are: primary air temperature, quench air rate, air suction speed and venturi gap, collection speed, throughput, bonding temperature and pressure. Various ways to control these parameters are discussed below.
Primary air temperature
The temperature of the primary air has a significant effect on the diameter of the extruded filaments. Fibre diameter is known to decrease with increase in temperature of the primary air. The drawing force generated determined by the speed of the primary air and higher primary air speeds increases the degree of drawing, thus yielding fine fibres (Bo, 2010; Russell 2007).
Quench air rate
The extruded filaments pass through quench chambers, where air cools the molten polymer, stretching and solidifying it. The drawing effect resulting from the air-drag force leads to the polymer molecular orientation. The quench air velocity controls the attenuation, while its temperature controls the cooling effect, both influencing the development of the microstructure of the filaments (Bo, 2010; Lim, 2010).
Air suction speed and Venturi gap
The speed of the suction air draws the filaments causing fibres to be finely attenuated. The higher the air suction speed, the finer the fibres produced. Air suction plays a vital aerodynamic role of holding the web together on the conveyor belt (Bo, 2010). By increasing the suction speed of the air, the anisotropy of the filament distribution decreases within the structure from enhanced alignment in the machine direction (Salvado et al., 2006). The Venturi gap is a significant variable that plays an important role in the polymer drawing. A larger Venturi gap yields finer fibres because it causes fibres to be better attenuated (Bo, 2010).
Throughput
Throughput refers to the amount of the molten polymer forced through the metering pump per unit time. Throughput is maintained throughout the process because the flow rate of the molten polymer ultimately controls the final fibre diameter of the filament. When throughput is increased, the fibre diameter of the resultant fibres also increases. At lower throughput rates, finer fibres are produced (Bo, 2010; Russell 2007).
Collection speed
The speed at which the conveyor belt move controls the final lay-down of the multi filaments after the initial drawing and electrostatic filament separation. Increasing the speed of the belt relative to the deposition introduces a machine direction orientation bias (Malkan, 1995).
Bonding temperature and pressure
Bonding temperature and pressure have a great influence on the tensile properties of the final fabric. High temperatures increase the bonding of the structure, as more fibre filaments fuse together and form an increasingly stiffer structure. The pressure of the bonding rollers has the same effect, forming a much stiffer product at higher roller pressures. Operation pressures and temperature is dependent on the resin material (Lim, 2010; Russell 2007).
12.5.2 Off-line processing variables and its control
These variables include the selection of the die hole size, die setback, web collection type, etc. The fibre diameter is mainly influenced by the die hole size, die hole design parameters and die setback. The poor die design results in a non-uniform web. Controlling these variables is also important as they play a significant role in the final quality of the produced nonwovens (Lim, 2010; Malkan, 1995).
12.5.3 Material variables
The spunbonding process requires polymers with higher molecular weight and a broad molecular weight distribution to produce uniform webs. The temperature of the polymer melt determines the size of the fibres produced, because the extent to which the melt polymer is drawn is dependent on the flow characteristics. Thus, changes in the initial temperature of the polymer melt cause changes in the rate of fibre attenuation, and this means that higher temperatures yield finer fibres (Bo, 2010; Lim, 2010; Malkan, 1995; Russell 2007). Different polymers possess different characteristics, and the choice of is influenced by the application of the nonwoven. Some commonly used polymers are polypropylene, high density polyethylene, polyamide, and polyester (Dahiya et al., 2004b).
12.6 Future trends
Even with today’s sophisticated automation, process control still relies on human skill. Each nonwoven manufacturing process is different, which requires consideration of many variables in the materials and processing stages. So, for a particular product, the selection of parameters and its control always play a role and this will continue into the future. If a database were built for storage of existing knowledge, a better understanding of the process would be readily available for the required product and accordingly the process could be more efficiently controlled.
12.7 Sources of further information
For detailed information on nonwoven manufacturing processes, their control and applications, readers are referred to the published literature (Russell, 2007; Smith, 2000) that are listed in the reference section. The above references are good source of information for the needle punching process and its process control. Similarly for melt blowing, spun bonding published literatures (Lim, 2010; Malkan, 1995) and for hydroentanglement the thesis (Xiang, 2007) are useful resources for further information.
12.8 Acknowledgement
The authors acknowledged Woodhead Publishing Limited for granting permission to reproduce some figures used in this chapter from the following books:
Technical fabric structures – 3: nonwoven fabrics by Smith P A, in Handbook of technical textiles, Horrocks A R and Anand S C edited, 2000.
Polymer-laid web formation by Bhat G S and Malkan S R in Handbook of nonwovens, Russell S J edited, 2007.
12.9 References
Begenir, A., Tafresh, H.V., Pourdeyhimi, B. Effects of nozzle geometry on hydro-entangling water jets: experiments observations. Text Res J. 2004; 74:178–184.
Bhat, G.S., Malkan, S.R., Polymer-laid web formationRussell, S.J., eds. Handbook of nonwovens. Woodhead Publishing Limited, Cambridge, UK, 2007:143–195.
Bo, Z. Mathematical modelling of poly (ethylene terephthalate) air drawing in spunbonding nonwoven process. Ind J Fibre Text Res. 2010; 35:145–153.
Bresee, R.R., Ko, W.C. Fibre formation during melt blowing. Int Nonwovens J. 2003; 12:21–28.
Bresee, R.R., Qureshi, U.A. Influence of processing conditions on melt blown web structure: part 1 – DCD. Int Nonwovens J. 2004; 13:49–55.
Bresee, R.R., Qureshi, U.A. Influence of process conditions on melt blown web structure, part IV – fibre diameter. J Engg Fibres Fabrics. 2006; 1:32–46.
Bresee, R.R., Qureshi, U.A., Pelham, M.C. Influence of process conditions on melt blown web structure: part 2 – primary airflow rate. Intl Nonwovens J. 2005; 14:11–18.
Butin, R.R., Keller, J.P., Harding, J.W., Nonwoven mats by melt blowing, 1974. [US Patent No. 3849241, November 19.].
Butin, R.R., Keller, J.P., Harding, J.W., Melt blowing process, 1976. [US Patent No. 3978185, August 31.].
Cannity, E.G., Jr. Needle felting – past, present and future. Canadian Text J. 1962; 79:72–73.
CSIR Report, Energy transformation in hydroentanglement nonwovensPolymers and Composites. South Africa: Port Elizabeth, 2011.
Dahiya, A., Kamath, M.G., Hegde, R.R., Melt blown technology,Tennessee, 2004. Available from: http://www.engr.utk.edu/mse/pages/Textiles/Melt%20Blown%20Technology.htm [[Accessed 01 February 2011].].
Dahiya, A., Kamath, M.G., Hegde, R.R., Spun bond technology,Tennessee, 2004. Available from: http://www.engr.utk.edu/mse/pages/Textiles/Spunbond%20Technology.htm [[Accessed 05 February 2011]].
Debnath, S., Kane, C.D., Kadole, P.V., Patil, C.A. Needlepunched nonwoven blankets from polyester. Indian Text J. 1994; 105:72–80.
Ellison, C.J., Phatak, A., Giles, D.W., Macosko, C.W., Bates, F.S. Melt blown nanofibres: fibre diameter distributions and onset of fibre breakup. Polymer. 2007; 48:3306–3316.
Falk, F. Felting and structuring needles. Nonwoven Report Intl. 2000; 9:30–31.
Foster, J.H., Illustrating a point about an increasing technical segmentation. Manitowoc, USA, Foster Needle Co, 1985. Available from: http://www.fosterneedleusa.com/tch_pprs/techseg.html [[accessed 04 January 2011]].
Ghassemieh, E., Acar, M., Versteeg, H.K. Improvement of the efficiency of energy transfer in the hydro-entanglement process. Compos Sci Tech. 2001; 61:1681–1694.
Ghassemieh, E., Versteeg, H.K., Acar, M. Effects of nozzle geometry on the flow characteristics of hydro-entangling jets. Text Res J. 2003; 73:444–450.
Hearle, J.W.S., Sultan, M.A.I. A study of needled fabrics, part III: the influence of fibre type and dimensions. J Text Inst. 1968; 59:137–147.
Hearle, J.W.S., Sultan, M.A.I. A study of needled fabrics, part V: the approach to theoretical understanding. J Text Inst. 1968; 59:183–201.
Hearle, J.W.S., Sultan, M.A.I., Choudhari, T.N. A study of needled fabrics, part II: the effects of needling process. J Text Inst. 1968; 59:103–116.
Kiekens, P., Zamfir, M. Non-wovens from cotton fibres for absorbent products obtained by the needle-punching process. Autex Res J. 2002; 2:166–174.
Lewandowski, Z., Ziabicki, A., Jarecki, L. The nonwovens formation in the melt-blown process. Fibres Text Eastern Europe. 2007; 15:77–81.
Lim, H. A review of spunbond process. J Text Apparel Tech Mang. 2010; 6:1–13.
Maitre, K.G. Frontiers of needle punching. Nonwovens an Advanced Tutorial. 38, 1989.
Malkan, S.R. An overview of spunbonding and meltblowing technologies. Tappi J. 1995; 78:185–190.
Mao, N., Russell, S.J. Hydro-entanglement intensity: towards a quantification of the structural consolidation in hydro-entanglement and its influence on the permeability of fabrics. In: EDANA nonwovens research academy proceedings. Switzerland: Geneva; 2005:121–131.
Medeiros, J., Spunlace/hydro-entanglement methods and products. INDA-TEC’96: international nonwovens conference. Crystal City, VA, USA, 1996:1–15. [September 11–13].
Miao, M. An experimental study of the needled nonwoven process, part II: fibre transport by barbed needles. Text Res J. 2004; 74:394–398.
Moore, E.M., Papavassiliou, D.V., Shambaugh, R.L. Air velocity, air temperature, fibre vibration and fibre diameter measurements on a practical melt blowing die. Intl Nonwovens J. 2004; 13:43–53.
Patanaik, A., Anandjiwala, R.D. Hydroentanglement nonwoven filters for air filtration and its performance evaluation. J Appl Polym Sci. 2010; 117:1325–1331.
Patanaik, A., Anandjiwala, R.D. Some studies on water permeability of nonwoven fabrics. Text Res J. 2009; 79:147–153.
Patanaik, A., Anandjiwala, R.D. Water flow through the polypropylene-based geotextiles. J Appl Polym Sci. 2008; 108:3876–3880.
Patanaik, A., Anandjiwala, R.D., Boguslavsky, L. Development of high Efficiency particulate absorbing filter materials. J Appl Polym Sci. 2009; 114:275–280.
Patanaik, A., Anandjiwala, R.D., Gonsalves, J., Boguslavsky, L. ‘Modelling pore size distributions in needle punched nonwoven structures using finite element analysis’, paper presented in finite element modelling of textiles and textile composites conference, 26–28 September. Russia: St. Petersburg; 2007.
Pourmohammadi, A., Russel, S.J., Hottele, S. Effect of water jet pressure profile and initial web geometry on the physical properties of composite hydro-entangled fabrics. Text Res J. 2003; 73:503–508.
Ramkumar, S.S., Umrani, A.S., Shelly, D.C., Tock, R.W., Parameswaran, S., Smith, M.L. Study of the effect of sliding velocity on the frictional properties of nonwoven substrates. Wear. 2004; 256:221–225.
Ramkumar, S.S., Roedel, C. A study of the needle penetration speeds on the frictional properties of nonwoven webs: a new approach. J Appl Polym Sci. 2003; 89:3626–3631.
Rawal, A., Anandjiwala, R.D. Relationship between process parameters and properties of multifunctional needlepunched geotextiles. J Ind Text. 2006; 35:271–285.
Roedel, C., Ramkumar, S.S. Surface and mechanical property measurements of H1 technology needle-punched nonwovens. Text Res J. 2003; 73:381–385.
Russell, S.J. Handbook of nonwovens. Cambridge, UK: Woodhead Publishing Limited; 2007.
Salvado, R., Silvy, J., Drean, J.-Y. ‘Relationship between fibrous Structure and spunbond process. Text Res J. 2006; 76:805–812.
Sloan, C.H., Wright, J.A., Morie, G.P., Melt blowing process, 1981. [US Patent No. 4267002, 12 May].
Smith, P.A. Technical fabric structures – 3: nonwoven fabrics. In: Horrocks A.R., Anand S.C., eds. Handbook of technical textiles. Cambridge, UK: Woodhead Publishing Limited; 2000:130–151.
Tafresh, H.V., Pourdeyhimi, B. Simulating cavitation and hydraulic flip inside hydro-entangling nozzles. Text Res J. 2004; 74:359–364.
Thirlwell, B.E., Treloar, L.R.G. Non-woven fabrics, part VI: dimensional and mechanical anisotropy. Text Res J. 1965; 35:827–835.
Watanabe, A., Miwa, M., Yokoi, T., Merati, A.A. Predicting the penetrating force and number of fibres caught by a needle barb in needlepunching. Text Res J. 2004; 74:417–425.
White, C.F. Hydroentanglement technology applied to wet-formed and other precursor webs. Tappi. 1990; 73:187–192.
Wizeman, G. Felting and structuring needles for various application fields. Melliand Intl. 2000; 6:62–63.
Xiang, P., Numerical modelling and experimental investigation of the hydroentanglement process, 2007. PhD thesis, North Carolina State University, Available from: www.lib.ncsu.edu/thesis/available/etd-08082007-172253/unrestricted/etd.pdf [[Accessed 15 January 2011]].
Xiang, P., Kuznetsov, A.V., Seyam, A.M. Fibres caught in the knuckles of the forming wires: experimental measurements and physical origins of the force of peeling in the hydroentanglement process. J Engg Fibres Fabrics. 2007; 2:1–9.
Yin, H., Yan, Z., Ko, W.C., Bresee, R.R. Fundamental description of the melt-blowing process. Int Nonwovens J. 2000; 9:25–28.