
Process control in weaving
Abstract:
A weaving unit must have a satisfactory system of process control that focuses on loom production, quality monitoring and the cost of fabric production in order to achieve quality and production targets at the lowest possible cost. This chapter discusses factors that affect loom productivity and efficiency and what needs to be done to optimise these factors to produce fabric of required quality at the lowest cost. Online quality and process control in weaving are discussed and factors affecting the weaving cost are analysed.
11.1 Introduction
Woven fabric consists of two sets of yarns called 'warp' and 'weft' as shown in Fig. 11.1. The fundamental processes involved in weaving are:
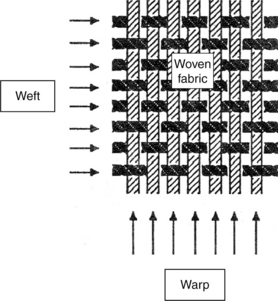
• Shedding, that is, dividing the longitudinal 'warp' yarns into two sheets to create a space called a 'shed'.
• Picking, that is, insertion of the transverse 'weft' or 'filling' yarn into the space created by the division of the warp yarns.
These basic processes have remained unchanged over centuries, whether the technology is a handloom, power loom, automatic loom or shuttleless loom. Shuttleless looms have been developed to overcome the inherent problems created by the dynamics of the picking mechanism on conventional shuttle looms and make use of entirely different method of weft insertion. Air jet, water jet, rapier and projectile looms are the various types of shuttleless weaving machines, named after the method employed for weft insertion. Shuttleless looms have a very high productivity; in the case of a single phase jet loom, weft insertion rates can exceed 2000 m/min. Since shuttleless machines have a much higher production rate and are more costly, process control in weaving using these machines is even more important, as any loss in production or quality would have a much higher influence on the economic viability of the production process.
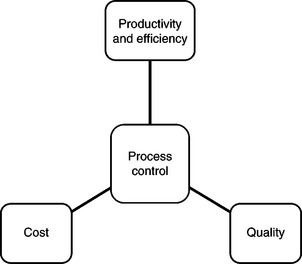
Fabric production is a very competitive industry, and the principal objective of any weaving unit is to produce fabric of suitable quality at an acceptable cost. For this to be achieved, a thorough understanding of processes, machines, materials and staff is required. The mill's success also depends on the choice of product mix and the marketing skills of the management. To achieve quality and production targets at the lowest possible cost, a weaving unit must have a satisfactory system of process control, namely one which focuses on loom production, quality monitoring and the cost of fabric production (Fig. 11.2).
The practical parameters for any given woven fabric are the warp and weft threads per unit length and the crimp of the yarn used. Each of these parameters, together with the type of fibre, will have an influence on the quality of the fabric. If the loom is running under normal conditions, the weft density of the grey fabric should be consistent. However, the process can be affected by various disturbances, leading to variations in weft density. Disturbances during weaving can usually be traced back to the take-up of fabric and the let-off of warp ends. During weaving, the warp and weft yarns enter the system and grey fabric comes out; for quality fabrics, this process should be continuous and dynamically balanced. This balance is primarily determined by the fabric specifications, and dictates the set-up of the loom. Any interference with the balance could lead to an alteration of the fabric's characteristics, which, in turn, could lead to a fault in the fabric. It is therefore crucial that the appropriate conditions are maintained during weaving; in particular, that beat-up distance and the level of warp tension remain constant. [1]
11.2 Controlling loom productivity, efficiency and fabric quality
Control of loom productivity, efficiency and fabric quality are essential for producing fabrics at acceptable cost with selected yarns and to succeed in the competitive environment.
11.2.1 Loom productivity and efficiency
The productivity of a loom is reliant on loom speed, loom width, and pick density. [2] The theoretical production levels that these factors would facilitate, however, are rarely achieved, due to such issues as yarn breakages, machine failures or necessary changes of the warp beam, all of which may cause loom stoppages. The weaving efficiency, therefore, influences the actual loom production. Efficiency, which can be quantified as the ratio of actual production to potential production, is affected by the following factors:
1. loom type, speed and width,
2. yarn type, quality and yarn preparation,
Warp breakage rate is an extremely important factor in loom efficiency. According to a number of studies, warp breakage rate is largely governed by yarn quality, yarn clearing and sizing. 3 Looking more closely at the main causes of weaving machine stoppages in cotton yarn weaving, a rate of 3–5 overall stops per 100 000 picks is achievable on modern shuttleless machines. Of these breaks, roughly 20% are related to problems in weft while the remaining 80% are due to deficiencies in the warp. Generally speaking, most warp stoppages are the result of either yarn defects (20–30%) or warp and weaving preparation (30–40%); the remaining 30–40% are related to weaving process itself. 4 A detailed understanding of reasons for warp stoppages can be obtained only by a proper stoppage cause analysis at the loom itself, but it is clear the overall process can be improved by optimising yarn quality, yarn preparation along with loom parameters, and weave room conditions.
A major task in minimising the stoppage rate is to optimise yarn stresses so that they are kept as low as is necessary. During the weaving process, warp is subjected to both static tension and frictional stresses, along with cyclic elongations that create tension peaks in the yarn. Reliable information about the forces acting on the warp ends can be obtained only through a warp tension trace, for which specialist warp-tension sensing devices that create online tension recordings are now available. Though such warp tension measurements are useful in controlling warp let-off, more precise control of the warp tension can be achieved through the use of positively controlled warp tension devices. These are particularly useful for the following processes:
3. minimising tension peaks for yarns thus improving the performance of weak yarns,
During pick insertion, the peaks in weft tension are extremely brief, but become more frequent with higher machine speed or weft insertion rate on any given machine. Optimisation of peak tension during weft insertion could result in fewer weft breaks. By utilising the appropriate process control systems to monitor weft tension online during the weaving process, a new generation of high-performance weaving machines is now being developed, providing better conditions for minimising yarn breaks.
Weaving efficiency also depends on the number of looms per weaver; this can vary from 4 to 150, depending on the number of loom stops per hour and the repair time of each stop. A lower loom allocation increases idle labour time and thus the overall labour cost, while higher loom allocation increases idle machine time and thus overall machine cost. Loom allocation is thus dictated by the appropriate balance between these two costs, which, in turn, is dependent on conditions such as temperature and humidity.
11.2.2 Control of fabric quality
The quality of any given fabric is usually measured by both its defects and its general properties. These include fabric specifications such as fabric width, ends and picks per unit length, weight per unit area, as well as the required functional properties of the fabric. The process of yarn preparation should minimise yarn faults, which could otherwise result in unacceptable fabric appearance or defects. Defects incurred during the weaving process itself must also be kept to a minimum, as the cost of fabric defects can be very high, with potentially substantial reductions in the value of the product. The tolerance limit of non-repairable faults per 100 m of fabric has been considerably reduced (from 15 to 5) in recent years, and is forecast to reach as low as 3 in the future.4
11.3 Online process control, quality control and monitoring in weaving
Manual process and quality control systems in fabric production are costly, inefficient and not suitable in a competitive environment. In the context of high speed machines and technological developments, online monitoring and controls are increasingly used during the fabric production.
11.3.1 Online process control
To maximise both the quality and weavability of the fabric, yarn stresses must be kept to a minimum. With careful assessment of the weaving process, the appropriate technological development of the loom can be identified and adopted. By electronically synchronising the let-off with the take-up system, for example, it becomes possible to ensure a dynamic cloth fell correction after each machine stop, and thus avoid leaving starting marks in the fabric. Electronically controlled warp let-off and cloth take-up units ensure a high degree of fabric regularity, while electronic monitoring systems have made it easier to identify any problems, allowing swift, corrective action to be taken. Settings for a fabric can be stored and loaded back on the control unit of the weaving system when required.
The possibilities offered by online process control mechanisms can only be exploited if the machines are able to convert electrical signals into the corresponding technological functions of the weaving itself. This is usually achieved with the use of elements such as servo-, stepper- and linear motors, or alternatively lifting and stepping magnets. Advanced solutions, such as the use of highly accurate linear motors, have been found for controlling thread clamps of weft yarns to be presented to the rapier.
Many weaving machine manufacturers offer a quick style change (QSC) system. The basic principle of this system is to prepare a module outside the weave room, so as to replace the empty module inside the weaving machine as quickly as possible. With the QSC system, German company Lindauer Dornier GmbH are known to have operated changes from a fine worsted fabric to a cashmere fabric in less than 30 min. Almost all major manufacturers offer their own version of the system. Dornier also offers a Fast Dobby Change (FDC) system, which allows a mill to exchange a positive cam motion for a dobby so as to increase versatility and increase shedding machine speeds. The exchange time in an FDC system is usually no more than 1.5 h.
In rapier machines, electronically controlled weft tension devices can reduce yarn tension during insertion, while the opening and closing time can be selected – usually at yarn pick up – according to the material used. In the event of a weft break between the package and the weft feeder, automatic package switching devices prevent the machine from stopping mid-process. Another important development is the emergence of new, pneumatic tuck in motions. This involves the use of air to first hold the weft end in place, before forcing it to be tucked in the next shed. The elimination of the tuck in needle with the use of a pneumatic tuck in motion enables the loom to run much faster in comparison with purely mechanical devices. These numerous technological developments have, in short, allowed mills to increase machine productivity, improve system controls, reduce breakages and ultimately facilitate a rise in quality. It is safe to conclude that, with the rise of new generation machines, process control is becoming considerably easier.
11.3.2 Quality control and monitoring
Visual inspection is a necessary but costly process for textile manufacturers. It is undertaken at a number of stages during the production of a textile, with different commercial justifications at each stage. The final inspection is carried out for quality control purposes, whereas inspection at other stages is generally used to identify defective material, so that it can be either mended or removed from the production process before unnecessary costs are incurred. Figure 11.3 shows an example of a visual inspection unit; such systems may vary from simple inspection tables to semi-automatic inspection tables with automated fabric movement and fault marking.

With regard to articles, colours, pattern and structure, manual cloth inspection remains the ideal method for judging fabric, as an inspector can utilise his or her own experience and expertise to subjectively judge the severity of a given fault. Manual visual inspection of textiles does have a number of widely acknowledged limitations, however. The subjective nature of the process gives rise to inconsistencies from one inspector to the next, while basic human error is, from time to time, inevitable, meaning that all faults may not be detected.
These limitations can be overcome by automatic fabric inspection systems, which provide consistently objective and reproducible assessment of the fabrics. The inspection data is provided directly in electronic form and can therefore be processed quickly and the analysis can be immediately transmitted to the people concerned.
Fabric inspection, though, has proven to be one of the most difficult of all textile processes to automate. It has taken decades for computer and scanning technology to develop to the extent that practical, consistent and reasonably user-friendly systems can be produced. Automatic inspection systems are designed to increase the accuracy, consistency and speed of the detection of defects in the manufacturing process of fabrics.
In the last 20 years progress in the design of the textile machinery has been remarkable, most notably in the improvement of productivity, automation and efficiency. On modern, high speed machines, constant monitoring of the machine, the weaving process and the fabric quality is highly desirable, so as to avoid faults and defects, achieve a high level of efficiency, and reduce the production of inferior quality fabric to a minimum.
To ensure quality, fabric inspection should ideally be both fast and exact. For this reason, high speed automatic inspection systems have increasingly become the focus in terms of development. Fabricscan (Zellweger Uster), I-TEX (Elbit Vision Systems Ltd.) and Cyclops (Barco) are all examples of systems based on machine vision, and in some cases, fabric inspection stations can be integrated with loom monitoring system allowing for the automatic recall of weaving data. I-TEX, Cyclops, Zellweger Uster, among other companies, now offer on-loom inspection systems for all types of weaving machines.5 This rise in the commercial availability of such automatic fabric inspection systems is largely due to the following reasons:
• Image acquisition systems have vastly improved and are now available at a reasonable cost.
• High-performance parallel processors are now available.
• Image processing systems have become more advanced and more versatile.
• Large data storage capacity is now easily available at very low cost.
The inspection system is operated from an operating terminal, where article-specific inspection criteria and the necessary individual data are entered or read in via a bar code reader. The reports can also be called up via the operating terminal. Detected faults can, at any time, be called up on the screen and analysed quickly and easily. This is particularly useful in assessing whether a problem is recurring, frequent or anomalous. Ultimately, the visual display makes the assessment and the implementation of corrective measures considerably easier.
Automatic cloth inspection, with the advantage of quick, objective and reproducible measurements of the fabric characteristics, provides us with an effective instrument of modern quality management in the following ways:
• The continuous process optimisation; a system which allows the user to quickly identify and adjust any weaving machines that produce an increasing number of disturbing faults.
• The process control function is provided with a complementary alarm system, ensuring that deviations from the specified limit values are directly indicated and recorded.
• The determination of fabric quality, through common quality parameters such as the number of faults per piece or unit of length, or the so-called demerit point system. The systems allocate point values according to the size of a fault (with the Uster Fabriclass system, the faults can be classified based on the length and intensity of deviations in the direction of the warp or weft).
The automatic fabric inspection system from Zellweger Uster shown in Fig. 11.4 uses a neural network to learn the characteristics of the flawless fabric.6 The system then detects marks, records and classifies the faults automatically. The fabric passes over a two-component, illumination module, which allows for an inspection in reflected or transmitted light. The selection of the illumination type depends on the fabric density, the special fault types or the textile process stage at which the inspection is carried out. Depending on the inspection width, there are between 2 and 8 special CCD high-resolution line cameras installed above the light source. With these, it is possible to inspect fabrics which fall between the standard widths of 110 and 440 cm. The cameras continuously scan the fabric for deviations. During the normal inspection process, the system, with speeds of up to 120 m/min, looks for local deviations from the normal fabric appearance; the characteristics of these local deviations are then analysed. Depending on the conclusions of the analysis, the system initiates a marking of the fabric, records the event or carries out a fault classification.

The entire learning phase of the neural network, and its subsequent transmission to the evaluation unit, takes approximately one minute, and has to be carried out once for each article. All following pieces of that particular article will then be inspected according to the same standard.
The company's current system, Fabricscan, can inspect fabric at speeds up to 120 m/min while offline (the inspection speed of an online system is approximately 30 m/min), and can detect defects down to a resolution of 0.3 mm. The Uster Fabriscan is available for both transmitted and reflective light, allowing it to recognise a wide range of faults (oil spots, e.g. can only be seen in reflective light whereas start marks can only be seen in transmitted light).
I-TEX from Elbit Vision Systems Ltd. (EVS) is a well-established automatic fabric inspection system. The system consists of an image acquisition unit, computers and a post-inspection evaluation work station for review and analysis of defect report, along with a video album of all defects. The system can detect defects as small as 0.5 mm on fabric widths of up to 330 cm, and at speeds of up to 100 m/min. On any unicolour fabric, I-TEX detects diverse spinning, weaving, dyeing, finishing and coating defects. Virtually any visible defect, from yarn and weaving faults (holes, missing threads, starting marks, broken yarns), to water and dyestuff stains, can be detected by the system. For grey and technical fabric inspection, I-TEX can be configured for extra-high resolution and extra-wide fabrics, while for unicolour, dyed finished fabric inspection it uses both transmitted and reflected light, as well as two sets of cameras.
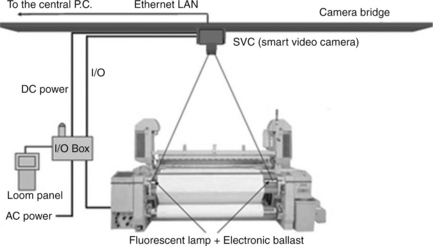
EVS also offer an in-line system called Shade Variation Analyser (SVA), which utilises a calibrated, travelling spectrophotometer to measure shade consistency in textiles during fabric flow. The spectrophotometer readings are compared to a reading at the beginning of the roll to detect side-to-side and beginning-to-end shade variation. The SVA can be integrated with an EVS I-TEX system or can operate as an independent, standalone unit. For printed designs, EVS has developed the in-line fabric monitoring and defect detection system PRIN-TEX, which can be mounted on a rotary screen printing machine. This enables online detection of recurring printing defects. Upon detection, an alarm is raised and the fabric fault and its location are displayed in real-time on a video monitor, enabling swift corrective action and an overall improvement in quality. Figure 11.5 shows the on loom Inspection system of Elbit Vision System.7
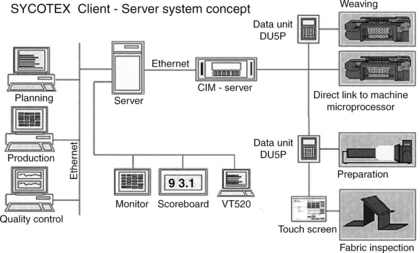
The Cyclops automatic loom inspection system from Barco detects warp and weft defects by means of one or two mobile scanning heads. These heads consist of a CMOS camera and infrared LED illumination unit, installed either on the off-loom take-up or above the cloth roll. At a number of positions, an image of the fabric is taken and transferred to the image processing unit. The software analyses the texture of the fabric and detects deviation from the normal texture. Any detected defect is signalled to the loom. All defect information is also sent to a fabric quality data base through the Barco Sycotex loom monitoring systems (Fig. 11.6), allowing the production of defect maps and various types of quality reports. Based on the defect analysis, the grey inspection may or may not be bypassed (a fabric judged to be first grade, for example, can be sent directly for further processing).
Setting up the Cyclops system is very simple. The scanning range adjusts itself to the fabric position and width through automatic detection of the fabric boundaries. Illumination and camera settings are optimised by the calibration software module in accordance with the optical characteristics of the fabric. Furthermore, the structure of the fabric is automatically identified, so as to calculate the algorithm parameters for optimal defect detection.8
The latest version of the Cyclops system (Fig. 11.7) has now also been optimised for the inspection of carbon, Kevlar and glass fabrics. Barco Vision has also launched a brand new sensor for air jet weaving looms, entitled the Kinky Filling Detector (KFD). This detector, a combination of laser and camera technology, continuously checks the fabric for the presence of kinky weft yarns (loops) and can stop the loom in case of excessive occurrence of these defects within a certain length of the fabric.8

Online detection not only reduces the amount of defective produce, it also reduces the amount of required handling. If a roll being removed from the machine is of high quality, the roll might be immediately prepared for shipment, and thus undergo minimal handling. If the roll has one section that is defective, moreover, the operator will, with the help of online detection, know precisely where to find it, thus minimising the time it takes for removal, resulting in a significant reduction in cost. As machine production increases every year, so does the importance of online quality monitoring.
Effective fabric inspection can reduce the fabric defects in the final fabric and is thus highly advantageous for process control in weaving.
11.4 Cost control in weaving
The ultimate aim of any mill is to make profit, a goal dependent both on sales income and production expenditure. While sale price depends on product positioning, supply and demand and other factors, a product is rarely able to dictate price in a competitive market. It is, therefore, necessary to optimise the production costs, the key factors of which are the respective costs of raw materials and weaving itself. More than two-thirds of all production cost derives from the cost of raw materials, which can vary considerably depending on market conditions, and are thus somewhat difficult to control. It is therefore essential that a mill optimises weaving cost in order to remain competitive in the market. Weaving cost per metre of the fabric produced may be divided into the following three main elements: (a) labour cost, (b) fixed cost, and (c) other costs.
Labour cost is the sum of cost of all personnel directly involved in operations from preparation to inspection of the final fabric. The labour cost depends on the type of work, skill and efficiency of the operator, the extent of the automation and condition of the machines, and finally the work allocation. In high wage countries, labour cost can be a significant component of conversion cost while in low wage countries, the proportion of the total conversion cost dedicated to labour cost will be smaller. A higher number of looms per worker reduces the labour cost, but will also decrease loom efficiency and thus reduce production and increase the fixed cost. There has to be a compromise, then, to achieve the lowest overall cost.
Fixed costs are those that do not depend on the production and include interest, depreciation, overhead, maintenance, space, air-conditioning and management costs. With more expensive machinery and other installations, it becomes necessary to spread the fixed cost over a higher production. Any increase in fixed costs should be accompanied by increased productivity and machine efficiency otherwise the weaving cost will rise. To operate looms at higher speed while also ensuring a low end breakage rate, production can be increased; to achieve this, though, it is necessary to spend money on good preparation and better quality yarn. Once again, a compromise is necessary to achieve the lowest possible cost.
There may be costs associated with the inventory which will add to the production cost. To minimise such costs, it is necessary to reduce the inventory to the lowest level practicable. Continuous monitoring of loom data, proper planning of yarn inventory and other preparatory processes can provide more accurate predictions of such factors as the time when a new beam will be required on a given loom, which will in turn reduce the down time otherwise caused by the beam change, and ultimately increase the efficiency.
Control of hard waste is another essential step in minimising the conversion cost. All areas of a weaving mill will create certain amount of waste during the processing of material. This waste can be divided into two types (i) process waste, and (ii) incidental waste. Process waste is unavoidable waste linked to the type of equipment and the nature of the process; it cannot be reduced below a certain level unless equipment changes and major process changes are adopted. All other waste is incidental and completely avoidable. Waste resulting from poor package quality, work practices and material handling must be eliminated or reduced to bare minimum. A good example would be the need for extra ends in a beam to take care of missing ends. Better control of lappers at sizing will reduce missing ends and thus the necessity for large numbers of replacements. Proper setting of the loom and even tension in warp ends can further help in reducing the end breaks. In the case of formation of cloth with fringe selvedge, optimisation of the weft insertion system can also help to reduce waste. A higher number of fabric defects not only affects the fabric quality and leads to a drop in value, but can also lead to a higher quantity of hard waste. Savings through waste reduction can be substantial and can reduce the overall cost of fabric production.
11.5 References
[1] Chen, X. Characteristics of Cloth Formation in Weaving and Their Influence on Fabric Parameters. Textile Research Journal. April 2005; 281–287.
[2] Lord, P.R., Mohamed, M.H. Weaving: Conversion of Yarns to Fabrics, Chapter 17: Weave Room Management. Woodhead Publishing Co, Cambridge, England, 2001.
[3] Paliwal, M.C., Kimothi, P.D. Process Control in Weaving. Ahmedabad: ATIRA; 1983.
[4] Legler, F. Is process control in weaving possible or just a dream? Textile World. February 2003; 26–29.
[5] Dockery, A. Automated Fabric Inspection: Assessing the Current State of the Art. 2001. http://www.techexchange.com/library/Automated%20Fabric%20Inspection%20-%20Assessing%20The%20Current% 20State%20of%20the%20Art.pdf Available from:
[6] Jose Fuster, S.A. 'Uster Fabriscan Product Catalogue. 2011. www.fuster.com Available from:
[7] Elbit Vision Systems Ltd. (EVS). http://www.evs.co.il/index.php?, 2012
[8] , Vision, 'Cyclops Automatic on-loom fabric inspection'. http://www.visionbms.com/textiles/en/products/product.asp?element=1315, 2012 Available from: