
Maintenance of yarn spinning machines
Abstract:
Machines play a major role in determining the productivity of an industry, the quality of its products, power consumption and working atmosphere. All these factors are dependent on the mechanical condition of the machines. In spinning units, it is also very important that the condition of the major machines is maintained by systematic and well-planned maintenance practice. This chapter deals with such important aspects of maintenance management as maintenance scheduling, maintenance costs, the efficiency of maintenance functions, assessment of quality of maintenance, etc. Modern practices such as total productive maintenance (TPM), 5S and computerised maintenance management have also been covered. Proper maintenance management helps companies to improve profitability, product quality and customer relationships.
9.1 Introduction
Maintenance of machines is one of the most important functions of any production unit. In the past the major purpose of machine maintenance was to prevent breakdowns. With time the role of maintenance in product quality has been understood. The advent of high-speed machines has made maintenance management an integral part of plant management. The production loss of a machine is proportional to stoppage time as well as to the speed of the machine. The stoppage of high production, high cost machinery costs more than for a low cost machine. In the spinning industry, most machines have become high production and high cost. Hence fewer machines are required in a mill than was the case for earlier machines, and this makes each machine much more important. Long stoppage of any one machine can influence the productivity of the whole unit. Maintenance is an investment that buys/gives increased production time. With the complexity, sophistication and automation of machines, a very serious burden now falls on maintenance engineers with respect to the quality of maintenance, maintenance aids, documentation, etc.
9.1.1 Classification of maintenance system
The maintenance system can be broadly divided into two groups:
Unplanned maintenance includes:
In a breakdown maintenance system, repair is undertaken only after the failure of the machine. The machine is allowed to run undisturbed till it fails. Of course, lubrication and minor adjustment are done during this period. Only when the machine fails to perform designed functions, or comes to a halt, is any maintenance/repair work done.
Corrective maintenance, as the name implies, refers to maintenance actions for correcting or restoring a failed unit (or a unit about to fail). Its scope is very vast and may include different activities, from minor adjustments and repairs to redesign of machinery. Corrective maintenance actions can be further classified according to priority. For corrective maintenance, each task, once taken up, is generally completed fully. Each corrective job may differ from the others.
In a multi-component system with several failing components, it is often advantageous also to undertake opportunistic maintenance. When a machine is taken down for maintenance or to replace one or a few defective parts, the opportunity can be taken to maintain/change other components even though they have not yet failed. This would probably be more economical in the long run than having to shut down again when those components fail. Normally the cost of replacing several parts jointly is much less than the sum of costs of several separate replacements. However, the cost of loss of the residual life of those parts has also to be taken into consideration in each calculation. For instance, where a machine is supposed to be overhauled once in a year and defects in many parts are observed after 10 months or so the overhauling is brought forward to avoid extra stoppages for replacing the damaged parts only. A planned maintenance system includes:
Routine maintenance is the simplest form of planned maintenance, and at the same time very important. In this method minor work is carried out at regular intervals. It involves jobs such as cleaning, lubrication, inspection and small adjustments of pressure, settings, tightening of loose parts, changing of traveller, etc. It also includes inspection of bearings, belts, couplings, etc. The small and critical defects observed during inspection are rectified immediately. Bigger rectification is scheduled for the next shut down. Such maintenance is essential for reduction in machine breakdown. Frequency of this maintenance function may be once in a shift or once in a day.
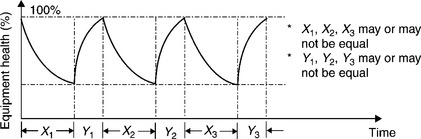
Preventive maintenance is one of the oldest maintenance systems being practised in industry. Nowadays, corrective maintenance and condition-based maintenance are also added to this concept. Preventive maintenance is the planned maintenance of plant and equipment in order to prevent or minimise breakdown. This can be of two types: (1) fixed time maintenance and (2) condition-based maintenance. Figure 9.1 shows a typical performance cycle of a machine. In this figure the periods X1, X2 and X3 indicate the actual operating periods during which the machine condition deteriorates, and the periods Y1, Y2 and Y3 are the periods of capital repairs or overhauls during which deteriorated equipment is restored to its original condition. In practice, due to difference in working conditions, the X1, X2 and X3 may not be equal, and similarly Y1, Y2 and Y3 may not be equal. The actual duration of the preventive maintenance schedule is derived from the manufacturer’s recommendation, the experience of the maintenance manager/engineer on similar machines, and by failure analysis and/or trend monitoring of the condition.
Predictive maintenance implies predicting the failure before it happens, by identifying the root causes for failure and eliminating those causes before they result in extensive damage to the machines. The objective of predictive maintenance is to run the machines in good condition for a long time, so that the machine life and time between overhauls can be extended.
The main differences between preventive and predictive maintenance are as follows. In preventive maintenance, overhauling of machines is done after a fixed period; the frequencies of all activities are decided beforehand. In predictive maintenance, work is undertaken on the basis of condition monitoring, and only before the machine is expected to fail or deteriorate. In preventive maintenance overhaul and repair schedules are made generally on the basis of manufacturer’s recommendation, plus the experience and judgement of maintenance manager, and hence sophisticated condition-monitoring instruments are less essential. In predictive maintenance sophisticated condition-monitoring instruments are necessary and continuous monitoring is required.
Predictive maintenance comprises three stages, that is, detection, analysis and correction. Generally the cost of predictive maintenance, including the cost of monitoring equipment, is justified by extending the time interval between shutdowns or overhauls, reducing the total stoppage time overall, and by fewer breakdowns.
The objectives of condition-based maintenance are to intervene before the failure occurs, to do maintenance only when needed, to reduce the number of failures as well as the number of shut downs, and to reduce maintenance costs and cost due to production loss. The condition of the parts of the machines is monitored or the quality of the products is monitored. Whenever there is an indication that any of these are deteriorating the machine is scheduled for maintenance. Recently this method has become more popular because of development of good and reasonably priced condition-monitoring equipment, such as online indicators and portable instruments that detect fault generation very early, development of superior monitoring techniques, and the increased cost of machine downtime. This method is ideal for the spinning plant because most of the vital components earmarked for planned replacement are those that fail gradually and progressively, for example, card wires, ring, traveller, etc.
Design out maintenance is a design-oriented creative measure aimed at rectifying design defect or defects originating from improper installation, poor material choice, etc. For its success it requires a strong maintenance-design interface so that the maintenance engineer works in close cooperation with design engineer. It is more suitable for items/machines of high maintenance cost. The choice to be made is between the cost of redesign and the cost of recurring maintenance.
9.1.2 Maintenance: material and cost control
In maintenance, the materials represent 40–60% of the total maintenance cost. Hence it is very important for any industry to control the material costs. There are certain steps, which can optimise the cost of material for the maintenance:
• analysis of causes of breakdowns,
• standardisation of spares and machineries,
• keeping on top of obsolescence,
• selection of proper suppliers,
• designing proper and simple systems for record keeping, ordering and follow-up.
It is very important to decide what should be the inventory level for a unit. Overstocking will block capital, and in some cases those spares may not be used during the concerned machine’s lifetime. On the other hand, too low a stock of spares can seriously increase the machine down time, thereby causing production loss. A balance has to be made between these two situations, arrived at on the basis of the experience of the manager, identification of a supplier within a reasonable distance, etc.
ABC analysis is a tool that can help a manager to concentrate on the ‘significant few’ rather than the ‘insignificant many’. The items are classified as A, B and C depending on their importance, and controlled according to these categories. The items, which are of high or moderate monetary value or high usage, are categorised as ‘A’ group. Generally this group comprises 15–20% of total items but represents 75–80% of total cost. The items of intermediate value and usage constitute the ‘B’ group. Generally 25–30% of the items fall in this category, with 15% of total cost. Items of low value and usage are categorised as ‘C’ group. Though 40–50% of the material comes under this category their value lies within 5–10% of the total cost of spares.
The items that fall under ‘A’ category need tighter control, regular reviews, close follow-up and very accurate records. Examples of ‘A’ category items are top comb holders, nipper supports, differential gears, etc. ‘B’ category items require normal control, good records and regular attention. ‘C’ category items need simple control, larger inventories and minimal records amongst these three categories. Examples of ‘C’ category items are anti-balloon control rings, lappet hooks, separators, spindle tapes, spindle locks, separator holders, suction tubes, roving guides, top synthetic clearers, gears, travellers, etc.
In many cases the total maintenance costs for a company include building and other amenities, as well as of machinery. For better control of the maintenance function the concerned manager should keep track of machinery maintenance cost and, within that, the costs of breakdown maintenance and preventive maintenance. The performance of a maintenance manager can be assessed by the ratio of breakdown cost to total maintenance cost and preventive maintenance cost to total maintenance cost. A high percentage of breakdown costs indicates that the maintenance manager is doing mostly firefighting. For a competent maintenance-in-charge, preventive and predictive maintenance cost should be around 80% of the total maintenance costs. However, one should be careful not to overdo maintenance. The cost of providing maintenance within a company is determined by the level of service provided, the usage and cost of maintenance parts and materials, the extent and cost of outside service (e.g. contractors), the nature of maintenance facilities (workshops) and the size of the maintenance labour force.
9.1.3 Maintenance productivity and the people factor
In maintenance of machinery, human factors play the most important role. The performance of the machine depends on how accurately the settings have been made, whether the screws have been tightened, filling of correct lubricating oil in the proper amount, etc. The accuracy of these operations depends on the skill level of the personnel engaged in maintenance activities. The performance of a maintenance team needs to be assessed to manage the maintenance function. One method is to measure the productivity of maintenance workers as well as assessing the quality of work. This can be determined by a combination of three contributing factors: performance, utilisation and work methods. Performance is a measure of the speed with which people work. It is influenced by the level of their innate and acquired skills, the conditions surrounding their work and the effort put in by them. Utilisation is a measure of how much of the available time is spent in working. Starting time, early finishing and extended breaks influence it. Work method is determined by the types of tools, equipment and work sequences and is influenced by the workplace setting and organisation.
Direct performance (%) can be determined when job time standards and time reporting are used. It is calculated as:
It provides a measure of the effectiveness of the group during the periods when it is actually working. However, to obtain the effectiveness of a total maintenance section, including its supervisors and planners overall efficiency can be calculated.
To keep track of labour cost trends, an output cost-per-unit index should be used. A maintenance department does not produce goods, so its output has to be measured in standard hours, that is, time standards. The cost-control indicator – cost per standard hour – should be produced on a weekly or monthly basis.
Increasing global competition has forced textile units towards cost reduction for each and every activity. One strategy is the implementation of a ‘common gang’ concept. The term common gang refers to the deployment of common members in cross-functional areas of the maintenance department. The conventional system of working consists of deployment of manpower section-wise such as carding, ring frame, comber, etc. In the common gang concept the preparatory divisions can be grouped as one section and ring frame and rotor spinning division as one. The next step may be to have only one team for the entire mill. Such groupings require considerable multi-skill from maintenance personnel. The advantages of this concept include efficient utilisation of manpower through rationalisation, avoidance of monotony through job rotation, reduced dependence on a few individuals, enhancement of team spirit amongst the maintenance personnel, and reduced production losses due to less downtime of machines.
9.2 Maintenance of spinning preparatory machines
The maintenance of all spinning machines needs proper planning and scheduling. The job planner should have knowledge about machine, job, available techniques and facilities, etc. He/she prepares a step-by-step procedure that would accomplish the work with the most economical use of time, manpower and material. It should include sketches, line diagrams, networks, etc. Most of the maintenance functions can be obtained from instruction manuals, drawings, maintenance manuals, etc. supplied by the manufacturers. In addition many manufacturers provide training facilities for maintenance of their machines. Based on defect lists and condition-monitoring results, a list of all spares and components needing to be changed should be made by the maintenance manager. Availability of all these materials must be ensured before actual start of the job. Planning of maintenance jobs normally falls into two categories: short-term plans and long term plans. Jobs coming under short-term plan include lubrication plans and schedules, small defect rectification, vibration monitoring of critical equipment and small preventive and predictive maintenance jobs. The long term maintenance plan includes major repairs, capital repairs, annual and statutory overhauls, renovation and revamping, modernisation, strategic maintenance planning, etc.
The maintenance department maintains the records and documents pertaining to installations and subsequent maintenance done. These records/data may be in different forms and are stored in the system in such a manner that they can be retrieved when necessary. These records are used effectively to maintain control of maintenance cost, reliability and availability. Some documents are permanent records, such as instruction manuals and drawings, etc., and some are to be regularly updated, such as history cards, etc. Any omission in that would create difficulty in deciding the course of future maintenance.
The spinning division is generally classified into two major sections – spinning preparatory, and spinning. The preparatory division consists of the blowroom, card, draw frame, comber and speed frame machines. These machines influence the properties of yarn significantly; hence it is important that they are properly maintained.
9.2.1 Maintenance of blowroom machines
The main functions of the blowroom are opening and cleaning of fibres. The fibres fed to this machine are in the form of big/medium size, tightly packed lumps. These are opened by the beaters or blades and then cleaned. The maintenance functions of blowroom machines are regularly undertaken as per cleaning and preventive maintenance schedules. The frequency of the functions depends on the importance of that function towards the quality of the products, quantity of waste, etc. The functions include cleaning and greasing of all machines of the blowroom line, grid bar polishing, bypass valve checking, saw tooth beater wire, disc beater, pin roller, beater replacement, etc. The frequency of wire changes or grinding is undertaken after a fixed production level instead of a fixed time. The frequency depends also on the material processed. If polyester or similar fibre is processed, the gap between replacements comes down as compared to cotton processing machines due to the nature of the fibre. Beside the fixed frequencies, condition monitoring also decides the frequencies. For example, the quality of fibres is regularly assessed before and after each beater. If any of the parameters, such as nep formation or short fibre generation, increases significantly as compared to the standard, or if the cleaning efficiency of the line falls, maintenance is undertaken for that particular beater on priority basis. The settings play an important role in the quality of the product, and hence need to be checked periodically. In the latest cleaning machines by Rieter, Trutzschler and others, the intensity of cleaning and the amount of waste can be programmed and adjusted over a wide range without interrupting the operation of the machine. The desired settings can be entered directly on the machine panel or remotely from a central touch screen control panel. With increased usage of electronic control in textile machines, the mechanical complications have been reduced, but the presence of one or two staff with knowledge of electronic controls in a maintenance team has become essential.
9.2.2 Maintenance of cards
The major function of cards is to clean and individualise the fibres. For the perfect working of cards, the settings between different parts, such as cylinder-flat, cylinder-doffer and licker-in-cylinder play very important roles. Hence, for the carding department, as well as lubrication, cleaning and usual maintenance, regular checking of the settings is essential. Commonly the settings are termed as half setting and full setting, based on the extent of checking and correcting. Half setting is mostly associated with general cleaning, primarily involving removal of fluff, fly and accumulated dirt from various parts of the cards such as gears, cylinder and flexible bends, licker-in hood, under-casings and side covers. Half setting involves the dismantling and cleaning of the licker-in, feed plate and pneumafil ducts, and fitting them back and setting of flats, and cylinder, cylinder and doffer, and cylinder and cylinder under-casings. In the case of full setting, in addition to the functions covered under half setting, dismantling and cleaning of cylinder under-casings, back and front plates, cleaning of take-up units and complete resetting of the cards are undertaken. If tinted man-made fibres are processed by the cards, licker-in and cylinder under-casings need to be cleaned during full setting. The frequency of half settings is more than of full settings.
Metallic wires are mostly used in cards, and are also known as card clothing. The sharpness of the card clothing is very important for the proper processing of staple fibres. After long exposure to fibres, these wire points become blunt or damaged. These blunt-edged wires cause damage to the fibres. To improve the sharpness of the card wires, they are ground. The grinding process varies for different parts of cards, such as cylinder wire, dofferwire, etc. Licker-in wire does not need grinding, as it is used as long it maintains its condition, after which these wires are removed and new wires are mounted. For cylinder, flats and doffer the condition of the wires is checked regularly. The frequency of grinding of cylinder and doffer wires is best decided on the condition of the wire (by visual checking) and the quality of the fibre after processing. During each grinding process the tip of the wire, the land area, is increased and the depth reduces. When the depth reduces beyond a certain limit, the space for processing the fibres reduces considerably. Then the clothing must be replaced with new wires. By the time the teeth are ground down by 100 μm, generally the service life of the wire is considered to be over. Besides visual checking of the wire condition if card sliver neps and yarn imperfections start increasing drastically, the wires are replaced immediately with new clothing. In some places the wires are replaced after a fixed amount of production, for example 400 000 to 500 000 kg of sliver. Flat stripping comb, flat chain, cylinder undercasing, etc. are replaced after a fixed working time (e.g. 2 years, 3 years). This frequency is decided based on the recommendation of the machinery manufacturers, experience of the maintenance personnel, and experience of that particular unit. Presently online monitoring of nep level in the card web is available. This has led to the development of the ‘Integrated grinding system’. This system automatically grinds the cylinder to maintain optimum sharpness of wire over its entire life span (e.g. Rieter C50 card). All this takes place when the card is running and without operator intervention. Associated software determines the need for grinding and then activates the grinding process.
9.2.3 Maintenance of draw frame, comber and speed frame
The major function of the draw frame is to parallelise the fibres in sliver. The drafting and doubling processes involve this machine. Its normal maintenance function includes greasing and cleaning of moving parts, setting of rollers, cots buffing, stop motion checking, oil changes, etc. The frequency of cots buffing depends on the material being processed, such as cotton, polyester or other fibres.
The slivers and yarns are tested regularly for their mass variation (CV%) by utilising offline and online measurement tools. The instruments used for this measurement generally provide spectrograph in addition to CV%. This spectrograph helps to identify the source of periodic variation if there is any. In addition, it provides some information on drafting waves. If the source of these faults is the draw frame, the identified parts are replaced or repaired.
The lap-forming machine for the comber is a prerequisite for combing. The regular preventive maintenance of this machine includes cleaning, cots buffing, proximity switch setting checking, full setting, etc. After an amount of buffing the cots are changed.
The function of the comber is to remove short fibres and neps. This, being a complicated machine, needs more thorough maintenance work. The checking of settings or gauge is a major part of the maintenance function. It includes brush gauge checking, unicomb gauge checking, proximity switch checking, etc. The settings of these parts play a very important role in the quality and cost of the products. Cleaning and greasing of various parts are also considered regular maintenance work. Various parts of the machine are replaced after a certain period, depending on the condition of the parts, such as nipper-pin change, draw-box cots change, brush change, top comb and unicomb change. The quality of the combed sliver is checked for qualities such as nep removal efficiency, short fibre content regularly. If the results are below expectation the settings are checked and corrected as necessary. The comber noil is also regularly checked for fibre length distribution. If the noil contains good long fibres the settings are checked and corrections are made. After a predetermined period, the machine is overhauled.
In the process sequence, as the process comes nearer to the final product, the influence on the quality and productivity of final product increases. For example if the speed frame does not perform properly, the quality of roving will deteriorate and as a result the quality of the yarn as well as the productivity of the ring frame will be affected. Different maintenance/cleaning functions need to be performed with different frequencies. Cleaning of important parts, such as flyer and bottom apron, and general cleaning should be conducted most frequently for example once in a month. However, certain other maintenance activities, such as spindle gauge checking, bottom roller gauge checking, arbor greasing, top and bottom apron washing, lifter shaft bearing greasing, pressure checking, top roll buffing, etc. can be done once in 6 months. Long term functions include cot change, false twister change, etc. which can be conducted once every 2 years depending on the fibres being processed.
9.3 Maintenance of ring and rotor spinning machines
The spinning machine is the final machine for yarn production. These yarns are woven or knitted to get fabric. The quality of yarn can influence the fabric quality and not too much can be done in fabric formation process to hide the imperfections of the yarns. Secondly, these spinning machines have the highest speed in the whole spinning line. The maintenance of these machines plays a major role in the industry’s profitability. Both preventive maintenance and condition monitoring are followed. The yarn quality and utilisation loss of the machinery due to ends down, idle spindle, etc. are checked regularly. The commonly checked yarn qualities are yarn unevenness, imperfections, hairiness and tensile properties. Sudden change in any of these properties or fault in spectrograph analysis helps in identifying the source that is machine parts. Based on the analysis, preferential maintenance is undertaken. Online monitoring appliances such as Ring-data, Rotor-data help the maintenance personnel in identifying ‘rogue spindles or rotors’.
9.3.1 Maintenance of ring spinning machines
The major maintenance function of ring frames includes spindle and lappet gauging, top arm pressure setting, jockey-pulley cleaning and greasing, traveller clearer setting, nose bar setting, draft zone cleaning, builder motion setting, pneumatic suction checking, etc. (Nijahawan 2006). The replacement of various parts is undertaken after a particular period of working. This period is determined based on the damages caused during the process, effect on the quality of the product, recommendation of the machinery manufacturers and experience of the maintenance manager. Generally parts such as cots, aprons, bobbin holders, spindle tapes and spindle oil are replaced at a predetermined frequency. The machine is overhauled around every 4 years. Condition monitoring, such as visual inspection of rings, study of yarn hairiness and end breakages, is generally used to determine the time of ring replacement. Similarly, study of yarn imperfections and evenness, and visual inspection, help in determining the time of top and bottom apron replacement.
9.3.2 Maintenance of rotor spinning machines
The rotor spinning is most popular amongst the open end spinning systems. The rotor speed generally ranges from 80 000 to 100 000 rpm and involves many automatic functions such as auto-piecing, auto-doffing, auto-cleaning, and start-stop mechanism. Hence, proper monitoring of this machine and proper maintenance is very important. Beside general cleaning, the maintenance of rotor spinning includes belt tension setting for the rotor drive, combing roller drive, main drive and pneumafil drive, spin box servicing, suction units checking, take-up roller cots buffing, etc. Parts such as the rotor, opening roller, etc. are taken for maintenance after a predetermined period, or if there is any damage. Overhauling is undertaken generally every 3 years.
9.4 Future trends
The importance of maintenance has been accepted by most spinning mills. With high investment in machinery and increased labour cost, various concepts are being developed to optimise the maintenance cost and loss of production due to machine stoppage. Total productive maintenance (TPM), 5-Zero concepts, application of 5S and reliability based maintenance (RBM)/reliability centred maintenance (RCM) are a few. More and more units are applying these concepts, and in future most will opt for one of these concepts.
9.4.1 Total productive maintenance (TPM)
TPM is productive maintenance carried out by all employees through small group activities. It involves keeping the current plant and equipment at its highest productive level through cooperation of all areas of the organisation. In fact, TPM is an extension of the total quality management (TQM) philosophy to the maintenance function. Despite increased automation and unmanned production, one cannot do without human labour (Ratnam and Chellamani 2004). Maintenance still depends heavily on human output. The first goal of TPM is preventive maintenance, performed to stop failures before they have a chance to happen. This is to machinery what preventive medicine is to human beings. The first important step is to ensure that the machine is not stricken with disease, through the performance of daily preventive activities, specifically cleaning, lubricating, tightening and inspection are carried out correctly. The overall goals of TPM are: maintaining and improving equipment capacity; maintaining equipment for life; using support from all areas of operation; encouraging input from all employees and; using teams for continuous improvement.
In addition to preventive maintenance, TPM also stresses the need of corrective maintenance, performed for the purpose of increasing overall reliability and maintainability. In addition, it calls for taking steps to ensure that new machinery will be maintenance free. A TPM activity board is generally posted in the work place so that everyone will be able to comprehend immediately the state of the TPM programme; tags are put on the machines at areas where problems occur; amounts and times of lubrication are posted at the lubrication area on machines; the direction of rotation is pasted on valves and rotating members of the machines; pipes are colour-coded for easy distinction; and other similar steps are taken to satisfy the need for knowledge based on ‘here-and-now-ism’ in TPM.
The major characteristics of TPM are known as ‘autonomous maintenance by operators’. Autonomous maintenance denotes that all operators will maintain their own equipment, performing the preventive maintenance practices described above to ensure their machines do not suffer serious breakdown. The idea behind this approach is that the person actually using a machine is the one best qualified to perform the daily preventive measures – cleaning, lubricating, tightening and inspecting – needed to keep it running properly. Generally the first task is to break the traditional barriers between maintenance and production personnel so they are working together. There is one more advantage of TPM, in addition to its major contributions, which is the elimination of failures, defects and accidents – the machines and work environment in shops where there is a thriving TPM programme tend to be almost unbelievably clean, making them more conducive to human endeavour. TPM requires vigorous training at every level, from top management personnel to the machine operator.
The main objectives of TPM are zero breakdown and zero defect. When breakdowns and defects are eliminated, equipment operation efficiency improves, costs are reduced, inventory can be minimised and, as a consequence, labour productivity increases. One firm reduced the number of breakdowns to a fiftieth of the original number. Some industries showed 17–26% increase in equipment operation rates, while some showed a 90% reduction in process defects. Labour productivity can increase by 40–50% as a result of successful implementation of TPM. One textile unit in India claims the following increments in machine availability per annum due to implementation of TPM: Carding – 340 h; Comber-150 h; Fly-frame – 148.5 h; Ring frames – 181.7 h; Ring-doubling – 111 h; Autoconer – 76 h.
9.4.2 Application of ‘5S’ concept
The ‘5S ‘concept has become popular in many industries as a quality management tool (Basterfield et al. 2008). Similarly, this concept can greatly improve the efficiency of maintenance function. ‘5S’ has come into existence in different parts of the world, though it was conceived and first applied in Japan. The name derives from five Japanese words; Seiri, Seiton, Seiso, Shitsuke and Seiketsu. Seiri means organisation, that is, putting things in order – organising them – in accordance with specific rules or principles. In 5S terms it means to distinguish between the necessary and unnecessary, and to implement stratification management to get rid of the unnecessary. Seiton means neatness. In general usage as well as 5S usage, this means having things in the right place or right layout, so that they can be used immediately. It is a way of eliminating searches. Once everything has a right place, so that it is functionally placed for quality and safety, one can have a neat workplace. Seiso means cleaning. In 5S terms, it means getting rid of waste, grime and foreign matter and making things clean. Cleaning can have a tremendous impact on downtime, quality, safety, morale and every facet of the operation. Seiketsu means standardisation. It means continually and repeatedly maintaining the organisation, neatness and cleaning. Innovation and total visual management are used to attain and maintain standardised conditions so that one can act quickly. Shitsuke means discipline. It means instilling the ability to do things the way they are supposed to be done. Whether it is emergency procedures, standard operating procedures, it is crucial that every effort be made to get staff to do each and every step each and every time.
It can be seen from the above that the 5S concept involves cleanliness, discipline and standardisation, and all these are very important parts of maintenance management. If the spare parts are kept in orderly manner, and different places are marked for different parts, that is, pulleys of different sizes, belts of different size and types, bearings, etc. are kept in marked places separately, it saves a lot of time and energy for the maintenance personnel. Similarly staff engaged in maintenance activities should be equipped with right tools and a trolley should contain all the necessary tools, placed in orderly manner. This will improve the efficiency of the maintenance team considerably. Hence, many units are using 5S tools for improvement in efficiency of maintenance team.
9.4.3 Computer managed maintenance system
This is not any new system of maintenance but is making use of computers for quickly and efficiently planning and organising various jobs for undertaking systematic plant maintenance. For large and complex organisations, manual collection and analysis of the following information and records for ideal maintenance systems become extremely difficult and time consuming:
• Correlating causes and effects for defect and jobs done earlier.
• Enough statistics for taking a proper decision.
• Proper and undistorted communications of machine health, defect list and other information.
• Accurate and timely generation of information such as jobs done, resources used, special problems faced, jobs not done, etc.
• Planning and scheduling of various jobs/actions well in advance.
Some of the main difficulties in achieving these requirements are: high volume of data, chances of human error during recording of same/similar data manually, difficulties in communication of information involving different departments, checking and analysis of statistical information, and the requirement of more manpower to handle huge volumes of data (Hartmann 1987).
A Computerised Managed Maintenance System generally covers the total maintenance management system, consisting of equipment classification/information, maintenance planning, material planning, captive engineering shop planning, inventory control, down time information, work order management, maintenance cost, maintenance audit and performance measurement, etc. The payback on the expense of computerisation of the maintenance management system comes in different ways. One of the most significant benefits is the time saving on historical data retrieval. Planning and scheduling become considerably easier. All identified work is immediately accessible, allowing maintenance supervisors to change their schedules easily if an outage occurs.
9.5 Sources for further information and advice
All standard machinery manufacturers provide information on preventive maintenance and lubrication requirements, along with the machine manuals. Those manuals should be consulted before overall planning of maintenance functions. In addition, many manufacturers conduct regular training programmes for maintenance personnel at their premises. Maintenance personnel should be sent to attend similar training programmes in rotation. This will update their knowledge and they will be motivated.
9.6 References
Hartmann, E. Maintenance Management. U.S.A.: Industrial Engineering and Management Press; 1987.
Basterfield, D.H., Basterfield-Michna, C., Basterfield, G.H., Basterfield-Sacre, M. Total Quality Management. Delhi: Dorling Kindersley (India) Pvt. Ltd; 2008.
Nijahawan, N. Comprehensive Handbook on Spinning Maintenance; Part I: Maintenance Management. The Textile Association: India; 2006.
Ratnam, T.V., Chellamani, K.P. Maintenance Management in Spinning. The South India Textile Research Association: India; 2004.