
Process control in drawing, combing and speed frame operations
Abstract:
The chapter commences with a discussion of the need for process control in the intermediate machines of a spinning line; the draw frame, comber and speed frame. The process control of each of these machines has been discussed under separate sections. Each section includes a discussion of the key issues related to each machine, including machine productivity, material handling, contribution to yarn quality, common defects and their causes, as well as a variety of other issues pertinent to process control.
7.1 Introduction
Process control is an integral part of yarn manufacturing. As the material flow in spinning process is sequential, the output of one machine becomes the input for the next. Each of the machines in a spinning line performs specific and unique tasks. This makes process control critical, as inferior performance by just one machine can spoil the good performance of all the other machines. The key processes leading up to spinning are as follows:
• The blow room performs opening and cleaning functions.
• Carding individualises and cleans the fibre tufts.
• The draw frame removes irregularities from the slivers.
• Combing primarily removes the short fibres.
• The speed frame converts the slivers into rovings so that they can be used as a suitable feed material for ring spinning.
If an analogy is drawn with soccer, then blow room operations and carding form the ‘Defence’ and the ring frame becomes the ‘Forward’ as it spins the yarn as the final outcome of the process. The draw frame, comber and speed frame play the role of ‘Midfield’ as they bridge the activities of the ‘Defence’ and ‘Forward’ operations.
The objective of this chapter is to discuss process control activities related to the use of the draw frame, comber and speed frame. Process control is primarily aimed at controlling machine or process parameters such as speed, temperature, humidity, pressure and pH. In contrast, quality control is focused on the measurement and control of product characteristics. Within the spinning process, there is a significant overlap between process control and quality control. The quality of the intermediate and final products is monitored both online and offline, ensuring that any deviation is identified quickly and allowing the swift implementation of process control steps designed to counteract the quality problem. The process control activities related to the use of the draw frame, comber and speed frame are discussed in detail in the following sections.
7.2 Process control in drawing: key elements
Drawing has a strong influence on subsequent processing, with the performance of the draw frame affecting blend and count variation of yarn as well as potentially exacerbating yarn faults. The minor alteration of key elements can be employed to produce a variety of yarns with a range of different attributes. In the production of carded yarn, for example, sliver is drawn twice to achieve the desired doubling, parallelisation and evenness. Similarly, in combed yarn production, the slivers are drawn twice pre-combing, with an additional draw post-combing. The key issues concerning draw frame process control will now be discussed.
7.2.1 Roller setting
The optimum roller settings are governed by a number of factors including fibre type, length, fineness and bulk, along with sliver weight and selected back zone draft. The roller settings for synthetic fibres such as acrylic and polyester are usually wider than those for cotton, as such fibres usually have greater bulk and, as such, require a wider roller setting due to the longer friction field they produce (Salhotra, 2004). However, higher roller settings produce more floating fibres in the drafting zone, leading to an increase in yarn irregularity. This problem is further exacerbated if the short fibre content is excessively high.
The front draft zone setting is a decisive factor for final yarn evenness. A front zone setting 2–3 mm higher than the 5% fibre length (by number) given by the USTER AFIS instrument produces the most efficient result (Chattopadhyay, 2002). Depending on the type of fibre, fibre bulk and manufacturer’s recommendation, the back zone setting should be 3–6 mm wider than that of the front. A lower back-zone draft and wider back zone setting are generally used in combination to counteract the effects of the drafting force.
7.2.2 The top rollers
The top rollers are a key element in the drawing process as, when pressed with relatively high force against the lower rollers, they guide the fibre. Increasing the top roller pressure narrows the gap between the pressure fields at the back and front of the fibres, and exerts controlled floating fibre movement in the drafting zone. This may result in improved sliver evenness. However, if the top roller pressure is too high, there may be significant overlap between the back and front pressure fields in the main drafting zone, hindering smooth fibre motion and thereby resulting in higher sliver irregularity.
The top rollers, in general, should be of an equal diameter, with cots buffing at regular intervals to ensure good performance. Softer top roller cots enclose the fibre strand to a greater extent than harder cots and thus provide better guidance to the fibres. However, this increased contact means they wear out more rapidly. Normally 83° shore hardness cots are used for top rollers (Chattopadhyay, 2002) for processing of carded slivers. However, lower shore hardness can give better performance for processing of combed slivers.
7.2.3 The bottom rollers
The bottom roller types most commonly used in draw frame processing are axial and spiral flutes. Spiral flutes produce more efficient running and clamping of the fibres than axial flutes (Klein, 1987), and rotation of the top rollers against the spiral flutes takes place more smoothly, facilitating even production. In order to achieve both smooth processing and enhanced grip, spiral flutes should be used in the front rollers, and parallel flutes in the middle and back.
7.2.4 Draft distribution
Most of the modern draw frames employ a two-zone drafting system. The main function of the back zone is to prepare the material for the main drafting process, which takes place in the front zone. In order to achieve effective drafting, the fibres should enter the front zone in a taut, straight condition. The back zone draft varies between values of 1.3 and 1.7. The back zone draft should be set above the critical value at which it exhibits the stick-slip phenomenon (Klein, 1987). This critical value also depends on the fibre orientation in the sliver, as poor fibre orientation necessitates a higher back zone draft. The back zone draft in the breaker draw frame should therefore be slightly higher than that of finisher, and the total draft in the breaker draw frame should be kept lower than that of finisher (Salhotra, 2004).
7.2.5 Number, hank and disposition of slivers
Ensuring good blend homogeneity is an important function of the drawing process. A simple yet effective method to achieve this is complete randomisation of the feed cans. However, careful control of the components is even more important. For two blend components, A and B, the hank of sliver of component A can be estimated from the following expression:
where HA and HB are the hanks, NA and NB are the number of slivers and PA and PB are the blend percentage of components A and B respectively, with PB = (100 – PA). The sliver thickness of each component should not differ significantly as this may lead to an insufficient grip on the finer sliver, adversely affecting the drafting process and producing an irregularly blended sliver (Salhotra, 2004). Controlling the feed arrangement can further reduce the risk of irregular blending. In the production of a polyester-cotton blend, the polyester slivers should be fed at the furthest feed positions. For example, in six or eight sliver feeds, the arrangement of cotton (C) and polyester (P) slivers should be PCPCCP and PCPCPCCP respectively (Salhotra, 2004).
7.2.6 Dust removal and waste
Dust is a key problem for both the personnel and machinery involved in processing, especially in the production of rotor yarns, where an accumulation of dust and debris in the rotor grooves can negatively affect the quality of the final product. More than 80% of dust is removed in draw frames equipped with appropriate suction devices (Klein, 1987). In addition, draw frame processing removes very little waste, and this waste in the form of clean draw frame sliver may be recycled by feeding it back to the blowroom mixing process.
7.2.7 The autoleveller
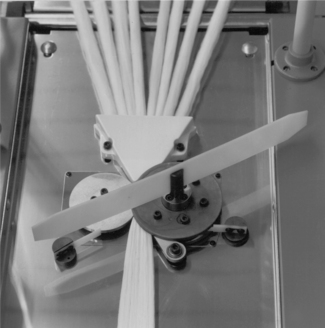
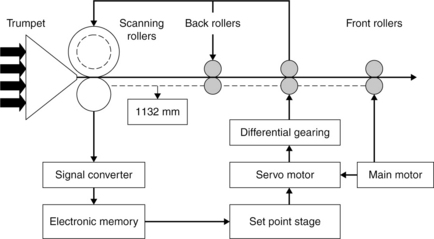
When a premium quality product is required, an autoleveller system is employed on the finisher draw frame in order to control short and medium term fibre variation. Generally open loop autoleveller is used in the draw-frame as the measuring or sensing is done on the feed side (six or eight slivers) and correction is done in the process. Figure 7.1 depicts the measuring system (scanning or sensing rollers) of autoleveller in Rieter RSB 851 drawframe. The group of slivers coming out from the trumpet is passed through the nip of tongue and groove roller combination. A high amount of pressure is created at the nip by using spring and lever system. Some movement occurs for the tongue roller when the mass per unit length of the feed slivers deviates from the nominal value. This movement is converted to electrical signal (voltage) by signal converter (distance transducer). The signal is stored in an electronic memory (Fig. 7.2). This memory ensures that the draft is changed exactly when the irregular portion of the silver reaches the main draft zone. The electronic memory transmits the measured voltage to the setpoint stage with a certain delay. The setpoint stage uses the measured voltage and machine speed to calculate the number of revolutions needed for the servomotor. The servomotor transmits the additional speed to the middle roller of the drafting system through a planetary gear mechanism. This ensures that the draft is adjusted accordingly only in the main draft zone. The speed of the back roller, sensing (scanning) rollers and creel rollers is also varied, ensuring a constant delivery speed without requiring any alteration to the back zone draft (break draft) and tension draft.
When an autoleveller encounters a sudden mass variation in the sliver which continues over a certain length, the machine gradually rectifies the problem, with the inertia of the system preventing an instantaneous adaptation of the fault back to the desired set value. The partially corrected section, thus produced, is known as the correction length, and the time that elapses to reach the set value is the correction time. The correction time depends on the following factors (Chattopadhyay, 2002):
• inertia of the regulating system,
• extent of mass variation of the sliver from the set value,
• change of mass level, for example, normal level to light or heavier level to normal.
The development and application of sensor and actuator systems has reduced the correction length in the modern draw frame to 3 cm, depending on the operating speed. The autoleveller helps to reduce both count variation in the yarn, and ring frame end breaks. With the use of an autoleveller system, the lea count CV% has also been brought down to less than 1.0. However, improper setting of the autoleveller may be counterproductive and prove detrimental to the quality, so adjustment of the settings must be done in accordance with the manufacturer’s instructions.
7.2.8 Machine productivity
To ensure the most efficient production, the ratio of draft to number of doublings can be adjusted. Increasing the draft to a higher or lower value than the number of doublings, for example, allows speed and quality to be balanced to best effect. The effect of such changes on yarn quality is negligible, and increasing the speed of the draw frame does not affect the quality of the yarn appreciably, meaning that, if breaks are within specified limits, drawing speeds can be increased whenever required (Garde and Subramanian, 1978).
7.2.9 Material handling
The storage and handling of slivers in subsequent operations are further variables in the drawing process. The following factors must be reviewed regularly:
• the condition and adequacy of the can spring,
• the gap between the sliver column and the inside of the can.
Sliver storage capacity is related to the can diameter and height and, as a general rule, the standard spring pressure of sliver storage capacity is 80%. Ideally, a gap of 8–10 mm is left between the sliver and the inside of the can. Where the gap is larger, the eccentricity between the can and the tube wheel must be corrected.
Piecing of the sliver should be avoided, as separated portions can never be properly drafted, and thus produce a potential fault when subsequently processed (Garde and Subramanian, 1978). Batch creeling and minimum draw frame stoppage both help to ensure that the possibility of such faults progressing to the next process is minimised. Additionally, removal of fixed lengths of sliver from the delivery can whilst batch creeling can further reduce the production of potential faults.
7.3 The impact of drawing on yarn quality
Yarn quality is greatly influenced by the performance of the draw frame. Count variations both within and between individual bobbins, inappropriate roller settings, and fibre conditions are all key elements affecting the quality of the yarn.
7.3.1 Count variation within bobbins
Roller lapping and fibre shedding are two phenomena responsible for the production of yarn count variation within a bobbin, and as such must be closely monitored. In the past, the use of a three-zone drafting system in the breaker draw frame increased incidences of roller slip, giving rise to very high within lea count variation. However, this problem has been alleviated in modern draw frame processing with the incorporation of a two-zone drafting system.
The selection of optimum roller settings and appropriate top roller pressure also constitute key factors. In addition, the use of 1.03 creel draft between the lifter and back rollers, and the placement of web draft between the front and coiler calendar rollers should be taken into consideration, as they have significant bearing upon sliver wrapping and irregularity.
An inherent drawback of the roller drafting system is the formation of a drafting wave, with wavelength varying from 2 to 3 times the fibre length. High sliver U% is symptomatic of the drafting wave, and it is therefore imperative that the U% of both breaker and finisher sliver are controlled to restrict bobbin count variation to the specified range.
7.3.2 Count variation between bobbins
The control of count variation between individual bobbins presents a greater difficulty. Count variation between bobbins is attributable to improper control of draw frame wrapping. Checking 5 m of wrapped draw frame sliver quickly alerts operators to any serious deviation, allowing reparative steps to be taken (Garde and Subramanian, 1978). In addition, the use of autolevelling systems on modern draw frames ensure proper control of the hank of drawn sliver, reducing irregularity and thus bringing down the between bobbin count variation.
7.3.3 Yarn irregularity
Imperfect roller drafting aggravates the uncontrolled motion of floating fibres, increasing yarn irregularity, whilst excessive short fibre content further exacerbates the problem. An essential aim of drawing is thus to parallelise the fibres, facilitating effective drafting at the subsequent stages of the process. Irregularity inherited from upstream processes is also minimised by means of doubling. Improved drafting systems and reduced irregularity of the drawn sliver are therefore key to the minimisation of yarn unevenness (Slater, 1986).
7.3.4 Yarn imperfections
Poor drafting conditions in the draw frame can lead to increased imperfections in the yarn. Investigation of the quantity of neps produced during drawing reveals that neps in carded yarn outnumber those in carded web, suggesting that certain aspects of the drafting process, a lack of fibre orientation and presence of fibre hooks in the sliver for example, contribute such additional neps (van der Sluijs and Hunter, 1999).
7.3.5 Yarn hairiness
Yarn hairiness is directly related to fibre preparation. An increase in the number of draw frame passages enhances fibre parallelisation, partially alleviating the problem. In addition, Bar et al. (1990) suggest that use of an autoleveller system at the draw frame further reduces yarn hairiness.
7.3.6 Yarn strength
Poor condition of the draw frame drafting system affects the strength of the yarn. Inappropriate roller settings and pressure selection, poor surface conditions and eccentricity of the rollers all lead to a reduction in yarn strength (Garde and Subramanian, 1978). However, yarn can be strengthened by increasing the number of draw frame passages, due to the enhanced fibre parallelisation.
7.4 Process control in drawing: common problems
Some of the common defects in the drawing process and their causes are discussed below.
7.4.1 Roller lapping
Roller lapping may restrict the flow of material through the production line, whilst additionally leading to the wastage of raw material. Static accumulation on the top rollers and fibre tackiness are the key causes of roller lapping (Chattopadhyay, 2002). Low humidity hinders the dissipation of static charge, which, in combination with inadequate fibre finish (in case of synthetic fibres), causes static accumulation on the top rollers. In contrast, fibre tackiness results from high temperature and humidity. Cotton wax, for example, can smear and lead to roller lapping if the room temperature and relative humidity are too high. Lapping of the top or bottom rollers is equally likely. However, a higher occurrence of lapping on the top roller is a likely indication of high relative humidity, whilst lapping of the bottom roller suggests low relative humidity.
Depending on the type of cotton and the processing speed selected, roller varnish may be used to prevent lapping. The quality of the varnish and uniformity of application are critical, otherwise this action may prove counterproductive. The roller lapping can be kept at a low level via the following methods:
• proper control of relative humidity and temperature in the department,
• avoiding sticky and honey dew infested cottons,
• using an appropriate amount of antistatic spray on manmade fibres,
• applying a berkolising treatment to cots at regular intervals,
• restricting the addition of soft waste in the mixing to within 2–3%.
7.4.2 Coiler tube choking
Choking of the coiler tube is caused by a deposition of dust, fibre, tint or fibre finish, particularly in the production of synthetic fibre. When fibre finish is reduced, low humidity encourages static generation and inter-fibre repulsion, leading to increased sliver bulk and eventual choking of the coiler tube. Such restriction of the coiler tube diameter can prove very problematic. However, the following corrective measures may be prescribed to eliminate the problem of choking (Salhotra, 2004):
• reducing the sliver weight per unit length,
• using cans having greater spring pressure,
• maintaining optimum relative humidity in the department,
• cleaning the sliver passing section at regular intervals,
• using trumpets, guides and plates made of either steel or a chromium-plated matted surface.
7.4.3 Over-correction and under-correction in the autoleveller
Regular monitoring of the electronic autoleveller system is required to ensure the optimum performance. Over and under-corrections are the two frequently encountered problems in the use of the autolevelling system. If an over-correction occurs, a thicker portion of fibrous strand is converted to a thinner portion, or a thinner portion is converted to a thicker portion, due to an inappropriate (over-) adjustment of the draft. This may be caused by either incorrect signal generation or incorrect signal processing by the electronic system. In the case of an under-correction, an inappropriately thick or thin portion of the fibrous strand remains as a faulty portion of lesser magnitude, even after autolevelling. This happens due to a change in the draft that is insufficient to rectify the problem. In an RSB 851 draw frame, a potentiometer (R38) is adjusted (between 0 and 10) to tackle the problem of over and under-corrections. The schematic representation of over and under-correction is shown in Fig. 7.3.
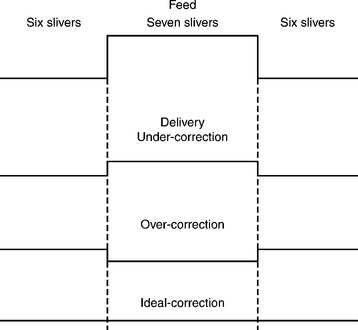
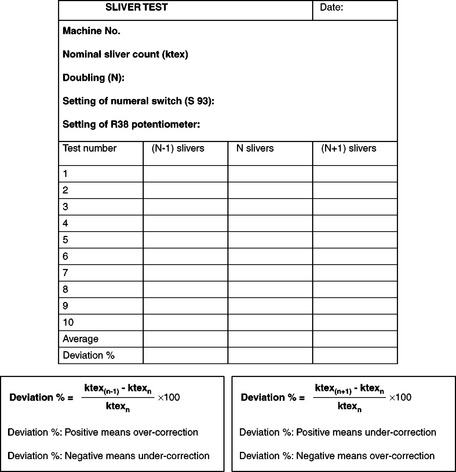
Sliver testing has been recommended by Rieter to determine whether the RSB 851 draw frame is over or under-correcting. The scheme of the sliver test is shown in Fig. 7.4. If nominal doubling (N) is 6, then the machine is operated with (N – 1) and (N + 1) doubling that is 5 and 7 slivers, processed with the autoleveller switched on. The count of the delivered sliver is checked, and the deviation percentage is calculated to establish the extent of over-correction or under-correction. If an over-correction is revealed, the R38 potentiometer is turned towards zero, while if an under-correction is revealed, it is contrastingly turned away from zero.
The autolevelling system facilitates correction by altering the draft in the main drafting zone. The position of the scanning device (measuring device) and the position of correction zone are thus different. Therefore, the measured signal (thickness or thinness of the input slivers) has to be stored in electronic memory and released, after some delay, to actuate the servomotor as soon as the faulty region of the sliver reaches the correction zone. An electronic pulse generator is used to measure this delay time.
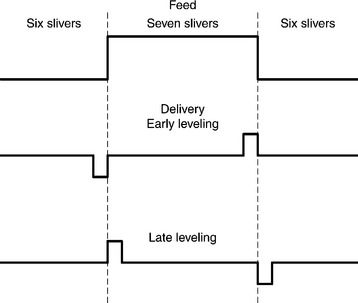
7.4.4 Early and late levelling in the autoleveller
Early and late levelling occur when the timing of the draft alteration and the arrival of the faulty portion in the correction zone do not match. In the case of early levelling, the timing of the draft alteration precedes the arrival of the faulty portion in the correction zone, as shown in Fig. 7.5. In contrast, late levelling occurs if the timing of the faulty portion’s arrival in the correction zone precedes the alteration of the draft (Fig. 7.5). Early and late levelling lead to the production of thick and thin places in the sliver.
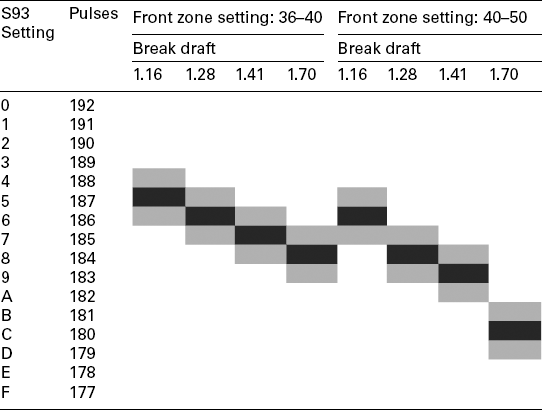
The timing of levelling is optimised by changing the setting of a numeral switch. In the RSB 851 draw frame, the setting of the numeral switch (S93) can be varied between 177 and 192 pulses, to cover the wide range of front zone and break draft settings. Table 7.1 depicts the optimised setting of the numeral switch for various front zone and break draft selections. The distance between the scanning and correction points in the RSB 851 draw frame is 1132 mm. The correction point is at a distance of (1132–0.9 × A) mm from the scanning point, where A is the front zone setting in millimetres. As the front zone setting increases, the distance between the scanning point and correction point reduces, decreasing the time required for the sliver to travel from the scanning to the correction point. Thus, the number of pulses is reduced (Table 7.1). Similarly, an increased break draft in a front zone with the same setting facilitates faster travel of the sliver between the middle and front roller nips, leading to a lower number of pulses for optimum timing.
7.4.5 Common defects in drawing and their causes
Some of the common quality problems in draw frame processing and their causes are discussed below (Ratnam et al. 1994).
Causes of roller lapping in drawing are:
• channelled or worn out roller coverings,
• inaccurate setting of top roller clearers or worn clearers,
• worn out flutes in the bottom rollers,
• extreme top roller pressure,
• inappropriate use of varnishes on the top roller cots,
• insufficient suction in the pneumafil,
• inappropriate roller settings for the type of material processed.
Causes of irregular selvedge in drawing are:
• inadequate top roller pressure,
• undue spread of sliver at the feed,
Causes of end breaks in drawing are:
• inappropriate sliver piecing,
• thin card sliver resulting from web falling at cards,
• use of cottons with excessive honeydew content,
• insufficient top roller pressure or break draft,
• damaged surfaces in drafting or calender rollers,
• overfilling of cans and poor material handling practice,
7.5 Process control in combing: key elements
Combing reduces short fibres, neps and trash, improving the mean fibre length. This ensures that the resultant yarn has better evenness, with fewer imperfections and greater strength. The performance of a comber is influenced by both the production rate and the extent of waste extraction. For a given production rate and the waste level, an optimum choice of batt weight, feed length per nip and nips per minute should be made. Backward feed produces a better quality than forward feed, but at a cost of higher waste extraction with the same parameter setting. In modern spinning, a forward feed is predominantly used for medium and coarse count yarns, whilst a backward feed is reserved for fine count yarns. The key factors relating to process control in combing are discussed in the following section.
7.5.1 Pre-combing process
There are two types of pre-combing process:
1. Lap doubling process (classical method): Card → sliver lap machine → ribbon lap machine → comber
2. Sliver doubling process (modern method): Card → draw frame → doubling machine → comber
For the processing of medium staple cotton producing a medium yarn count, no differences exist between the lap doubling and sliver doubling processes (Klein, 1987). However, for the processing of long to extra-long staple cotton producing a fine or very fine yarn count, use of the sliver doubling process is more advantageous than the lap doubling process. This is attributed to the higher cohesion and parallelisation of fibre produced by the sliver doubling process.
As the carding process generates over 50% of trailing hooks, an even number of drawing passages (preferably two) must be provided between the card and comber. This ensures that the fibres are presented to the comber with the majority of hooks arranged in a leading direction.
Morton and Nield (1953) have observed that by interposing a third drawing operation between the card and comber stages, the amount of comber waste produced increased from 13.1% to 16.8%. However, if the extra process was accompanied by an additional reversal of sliver at some point in the process, ensuring that the majority hooks were still presented in a leading direction at the comb, the waste produced was only 11.3%. Hence, whilst an additional drawing process prior to combing does give rise to more parallel fibres and fewer hooks, this must be accompanied by a sliver reversal arrangement to offset the presentation of hooks in wrong direction.
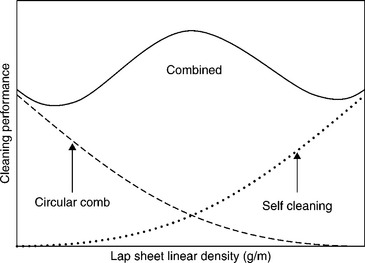
7.5.2 Thickness of the lap sheet
A thin lap sheet facilitates smooth penetration of the circular comb. However, it exerts a poor retention of neps and impurities at the sheet, decreasing the possibility of their removal in the subsequent combing cycle (Klein, 1987). Therefore the thin lap sheet gives rise to good cleaning of the circular comb, but a poor self-cleaning effect. In contrast, a thick lap sheet exerts a higher retaining power and more effectual bite, but applies a strong load to the circular comb. In addition, if the lap sheet is excessively thick, the circular comb may no longer be able to penetrate effectively, allowing the fibres in the top layer of the sheet to escape. Hence, selection of an optimum lap thickness is essential in effective combing (Fig. 7.6). In some of the modern combers, the linear density of feed lap is around 80 g/m.
7.5.3 Parallelisation of the fibres in the lap sheet
The degree of orientation of the fibres in the lap sheet has considerable influence on the performance of a comber. An increase in pre-comber draft increases the fibre parallelisation of the lap sheet. A poor degree of orientation not only increases the loss of good fibres, but also increases the load on the circular comb. In contrast, a high degree of fibre parallelisation significantly reduces the holding power of the sheet so that it is no longer able to hold back the neps and impurities as it usually does (Klein, 1987). As a consequence, some of the neps and impurities pass through the top comb. It is now accepted that a certain level of fibre disorientation associated with lower pre-comber draft is essential for removal of neps and impurities. Higher linear density of lap and higher amount of fibre disorientation actually increases the strength of the lap, which is considered to be an important factor influencing the overall cleaning performance of the comber.
7.5.4 Type of feed
In general, there are two types of feed:
1. Forward feed: The material is fed whilst the nipper is rocking towards the detaching rollers. The major operational sequence is:
combing → feed → detachment → combing
2. Backward feed: The material is fed during the return of the nippers. The operational sequence is:
combing → detachment → feed → combing
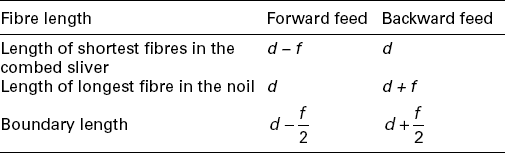
For fibre of a particular length, whether it would go into noil or retain itself in the combed sliver is dependent on the modes of feed (Chattopadhyay, 2002). This is depicted in Table 7.2 where d and f are the detachment setting and feed length per nip, respectively. The boundary length in Table 7.2 is defined as the average value of the shortest fibre length in the sliver, and the longest fibre length in the noil. It can generally be assumed that a fibre shorter than the boundary length is an addition to the noil, and longer than boundary length is an addition to the combed sliver. An increase in boundary length causes the noil to increase, and noil extraction increases for both type of feed with the increase of the detachment setting. Nevertheless, an increase in the feed length per nip can result in differing responses. In the processing of a forward feed the noil reduces, but in a backward feed it increases with the increased length of feed length per nip.
A higher value of feed length per nip reduces the number of combing cycles needed before fibres are seized by the detaching roller. Generally, a lower feed length per nip is chosen for longer, finer fibres, because they require a higher number of combing cycles.
Usually, a forward feed is selected for high production rates when quality demand is moderate, with the noil percentage kept between 5% and 14%. However, when a higher quality is necessary, a backward feed must be used, with a noil percentage in the range 14-25% (Klein, 1987).
The cleanliness of the combed sliver is also dependent on the feed mode. The backward feed always produces better sliver cleanliness than the forward feed (Klein, 1987). This can be ascribed to the increased combing of fibres before they are seized by the detaching roller.
7.5.5 Top comb
The needle density of the top comb varies from 26 to 30 per cm depending on cotton micronaire. A higher needle density results in better nep removal, but with the additional risk of strong loading and possible damage, which can impair the combed sliver quality. Periodic cleaning of the top comb is necessary to ensure an even and consistent quality of the fleece. The cleaning interval depends upon the cotton quality, production rate, density and top comb condition.
The depth of top comb penetration also affects the noil elimination. Lowering the top comb by about 0.5 mm leads to a 2% increase of noil, and a higher elimination of neps (Chattopadhyay, 2002). However, excessive penetration of the top comb disturbs fibre movement during piecing, resulting in a deterioration in quality.
7.5.6 The setting of the combing elements
Efficient selection of the nipper to half lap and top comb penetration settings are essential factors in producing the most effective combing operation. In a modern high speed comber, a setting of 0.5 mm between nipper and half lap with a top comb penetration of 0.5 give a good performance (Chattopadhyay, 2002). A uniform setting exerts better quality values from all heads.
7.5.7 The density of points on the circular comb
Older machines had comb segments made of needles. More recently, saw-tooth clothing is used as, in contrast to the needles, it is more robust, needs less maintenance and is universally applicable. However, the uniform density of needles or saw teeth can cause problems, as the difficulty of penetration for the front row of needles may cause the material to bounce back. A gradual increase of the density from the front to the back rows gives a more efficient combing performance.
7.5.8 Piecing wave
Combing generates a piecing wave which exhibits periodic variation, as visible in the spectrogram in the form of peaks at about 30–75 mm wave length (Klein, 1987). An eccentric withdrawal of the web from the web pan reduces the piecing wave to some extent. The piecing wave can be minimised by the use of an autoleveller in the drawbox. Removal of the piecing wave can be facilitated by the use of a post-comb drawing. However, more than one post-comb drawing can cause the problem of sliver licking, so multiple drawings are therefore avoided.
7.5.9 Control of comber waste
The principal function of the comber is the removal of short fibres of a predetermined length as waste. Significant numbers of neps, along with some foreign matter such as seed coats, are also removed. A higher percentage of comber waste may not always ensure better removal of short fibres and neps, and therefore will not enhance yarn quality or performance beyond a certain level. To ascertain the level of required waste is therefore a case of optimisation, balancing the improvement of quality against the higher cost involved in the removal of comber waste.
It therefore follows that the removal of short fibres and neps alongside retention of the longer fibres holds the key to efficient combing. The following points are worth noting (Garde and Subramanian, 1978):
• Card trailing hooks usually prevail over leading ones. They are removed when fed as leading hooks by keeping an even number of passages between the card and the comber.
• A higher level of pre-comber draft can ensure lower level of comber waste without affecting the resultant yarn quality. However, there are risks associated with high pre-comber draft which undermine the inter-fibre cohesion, including problems such as lap licking and frequent sliver breaks.
• The strategic place to counteract neps is during the carding rather than the combing process. It is more economical to operate cards at a low production rate than to extract high comber waste. Since neps escape easily through needle spacing, their elimination is only possible with fibre removal, which is expensive.
The nature of fibre length distribution in the cotton or mix dictates the optimum level of comber waste to give the desired yarn quality, yarn appearance and end breaks at ring frames. A study conducted at ATIRA regarding this optimisation is summarised in Table 7.3.
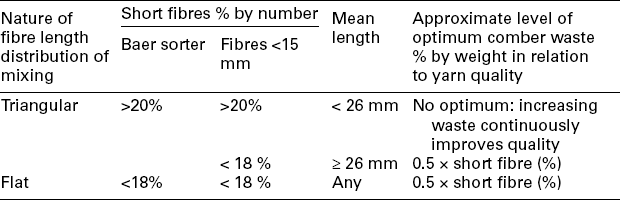
Steady improvement in yarn quality can be achieved with an increase in comber waste to a point where most fibres below 15 mm length are removed (Garde and Subramanian, 1978). As a rule of thumb, one can assess the comber waste level as 0.5 × short fibres (%). For large scale production, however, the minimum level of comber waste that gives the desired yarn quality with minimum ring spinning end breakage should be chosen. High quality yarns necessitate a higher level of comber waste removal, in order to ensure a low level of neps and short-length thick fault (A and B types).
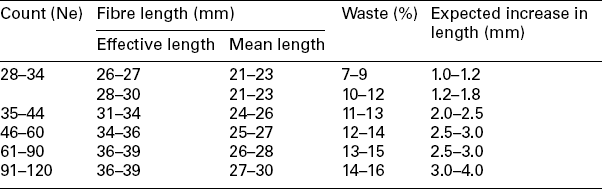
The level of waste removal should always be judged from the perspective of short fibre reduction or fibre length improvement. The comber is not a perfect fractionating device; some short fibres are mixed with the comber sliver, while some longer fibres escape into waste. This fractionating deficiency, however, cannot be allowed beyond certain level. The fractionating efficiency can be expressed by two methods. The first method estimates the relative short fibre content in the comber lap and comber sliver, whilst the second method evaluates the improvement in mean length. The first index lacks reliability on account of the disagreement between the different methodologies used to ascertain short fibre content. Therefore, the method of expressing fractionating efficiency in terms of improvement in mean length has been found to be most reliable. Table 7.4 gives norms for improvement in mean length for various mixings and levels of comber waste. The waste at combers needs to be checked and controlled due to the following reasons:
7.5.10 Machine productivity
Beyond a certain productivity level combing quality is affected, with the type of raw material and quality demand both influencing the resultant product. Usually the comber production rate is reduced by 30–40% when processing fibres producing fine counts, in order to realise desired quality levels. An endeavour to raise the production beyond the standard rate leads to a deterioration in the quality of the combing. Hence, there is not much scope to increase comber production.
7.6 Process control in combing: the impact of combing on yarn quality and common problems arising from the process
Combing plays a significant role in improving yarn quality. This is discussed in the following section.
7.6.1 Count variation within bobbins
For combed materials, the piecing wave irregularity is one source of count variation within bobbins. However, the offset arrangement of web collection leads to partial compensation of the piecing wave, whilst the piecing wave can be minimised by using an autoleveller in the comber drawbox. In addition, a further post-comber drawing considerably reduces the piecing wave irregularity.
7.6.2 Count variation between bobbins
The differences in draft and waste between combers can lead to count variation between the bobbins. Regulation of between bobbin count variation can be exercised through uniformity of waste levels and drafts between combers (Garde and Subramanian, 1978).
7.6.3 Yarn irregularity and imperfections
Combing exerts a strong influence over short fibre content, facilitating individualisation and parallelisation. This has a significant bearing on the drafting operation, and any compromise on combing quality can lead to poor yarn evenness (Slater, 1986).
Combing is the second strategic point used to combat the incidence of neps after carding. This is dependent on both the noil level and cotton type, with combed cotton yarns usually containing about one-tenth the number of neps found in carded yarns. The combing process appears to be more efficient at removing fibrous neps than seed-coat fragments (van der Sluijs and Hunter, 1999). Neps removal is governed by various parameters, such as the needling of the cylinder and top comb, the setting of the half lap and top comb, and the overall maintenance. The factors causing neps are as follows:
• low needle density in top comb,
• inappropriate top comb setting (with late entry restricting the depth of penetration),
Combing reduces the occurrence of thick and thin places in the yarn by improving the mean fibre length and parallelisation.
7.6.4 Yarn faults
Combing removes undesirable short fibres and approximately 50% of the fibre trash content, whilst simultaneously improving fibre parallelisation. It is thus essential to reduce yarn faults, and can overcome some of the drawbacks of blowroom and card. The following factors must be optimised to control the yarn faults (Garde and Subramanian, 1978):
7.6.5 Yarn hairiness
Understandably, combed yarns are less hairy than carded yarns as the short fibres are removed during combing. The greater the amount of waste, the less hairiness the yarn exhibits.
7.6.6 Yarn strength
The improvement in yarn strength brought about by combing strongly depends on the level of comber waste, mechanical condition and setting of the combing elements. The greater the amount of waste, the higher the yarn strength will be. However, poor mechanical condition of cylinder and top comb needles and non-uniformity of settings can all lead to loss in yarn strength.
7.6.7 Common defects and their causes during the combing process
Some of the common defects in the combing process and their causes are discussed below (Ratnam et al. 1994).
Causes of high comber sliver variation are:
• variation in the waste extraction between heads,
• difference in the setting between the back detaching roller and nipper,
• chocking of half lap with seed coats or immature cotton,
• excessively wide setting between the half lap and comb cleaning brush,
• eccentric top and bottom rollers in detaching and draw box rollers,
• misaligned and bent nippers,
• inappropriate needle spacing and broken or bent needles,
• difference in detaching roller diameter and improper timing of top comb,
• fluctuation in pneumatic pressure for draw box top roller weighting,
• variation in the piecing distance of the combed fleece,
• poor condition of saddles and top detaching roller brackets.
Causes of differences in noil between heads are:
• difference in top comb penetration between the heads of the same comber,
• difference in the setting between half lap and bottom nipper,
• uneven and insufficient nipper grip,
• variation in diameter and pressure of the top detaching rollers,
In some of the modern combers, the waste is collected centrally making it difficult to get the headwise noil value.
Causes of poor combing efficiency are:
• presence of fibre hooks or disorderly fibres as a result of non-standard preparatory processing,
• timing of the combing cycles not adjusted correctly at the proper indices,
• chocking of top comb with short or immature fibres,
• insufficient penetration of the top comb,
• half lap cleaning brush loose on shaft or set too far from the cylinder,
• extreme variation in short fibre content in the mixing,
Causes of lap running slack are:
Causes of poor nep removal efficiency in combers are:
• ineffectively wide setting between half lap and bottom nipper,
• i neffectively wide setting between comb cleaning brush and stripping rail,
• low penetration of the brush with the half lap,
• insufficient penetration of the top comb,
• damaged needles in top comb or half lap,
• damaged or absent top roller clearer cloth,
Causes of long fibres in the waste are:
• a lap containing numerous trailing hooks, which can give rise to excessive waste containing a high proportion of long fibres,
• disorderly arrangement of the fibres in the lap,
• improper timing of the comber such that the already detached fringe is fed back into the last few rows of cylinder needles during backing off,
• uncontrolled disturbance of the fibres in the lap during detaching.
7.7 Process control in speed frame operations: key elements
The speed frame is an intermediate machine, used between the draw frame and the ring frame. Enhanced roving quality is essential to meet the high quality standard demanded in many yarns, and the quality of the rove depends on both fibre quality and processing parameters. Process control in speed frame use is mainly centered on the factors discussed below.
7.7.1 Roving twist
Appropriate selection of the roving twist is imperative for the quality of yarn, as well as key to the smooth processing of material in the ring frame. Typical values of roving twist multipliers for different materials are given in Table 7.5. High roving twist may cause drafting problems in the ring frame, leading to the formation of thick spots in the yarn. To prevent this and improve the opening up of the twist, a higher break draft can be used at the ring frame, but this is at the cost of yarn evenness. Similarly, inadequate roving twist greatly increases the roving breakage rate at the speed frame. The optimum roving twist can be chosen by checking the roving strength at a gauge length of 5 cm. For a roving made out of medium staple combed cotton, for example, a strength between 0.55 and 0.60 cN/tex is optimum. The roving strength depends upon the following factors (Chattopadhyay, 2002):
Table 7.5
Typical values of roving twist multipliers
| Material | Twist multiplier |
| Carded cotton | 1.40 |
| Combed cotton | 1.0–1.2 |
| Synthetic fibres (polyester 32 mm) | 0.95 |
• fibre length and fineness: longer and finer fibres give greater roving strength,
• parallelisation of the fibre: increased fibre parallelisation reduces roving strength,
• roving linear density: a coarser density produces roving with greater strength,
• twist per inch: roving strength is directly proportional to the twist per inch,
• uniformity of twist: roving strength increases with the twist uniformity.
7.7.2 Roving tension
Roving tension should be maintained at an optimum level to encourage uniformity. Low roving tension leads to the production of soft package, which frequently collapses, whilst high roving tension produces a hard, compact package. However, excessive roving tension can cause false draft, roving stretch and roving breakage (Klein, 1987). Roving tension depends on the number of wraps on the pressure arm, with a greater number of wraps, producing a higher roving tension. Similarly, a bigger roving package operating at a higher speed also increases roving tension. In this case, the roving is sufficiently consolidated by use of a higher twist, to arrest roving stretch.
7.7.3 Condenser
A wide ribbon width in the drafting zone causes more fly liberation, irregularity and hairiness of the roving. Use of condenser in the drafting zone restricts the ribbon width at the front roller nip, making the roving more compact and reducing breakage. Furthermore, the presence of the condenser increases inter-fibre friction, improving the roving quality by reducing fly liberation (Chattopadhyay, 2002).
However, use of the condenser can also cause irregularities in the draft. The fibres at the edge of the ribbon, which touch the surface of the condenser, decelerate during drafting, leading to a deterioration of roving evenness.
7.7.4 Spacer
The hank of the material, total draft and fibre bulk determine the spacer size. For example, 5–6 mm spacer size is used for producing roving of 1.4–1.6 Ne from the sliver of 0.16 Ne. The optimum selection of spacer size not only improves the yarn strength and evenness, but also reduces long thin and thick faults in the yarn (Klein, 1987).
7.7.5 Top roller pressure and hardness
The key considerations regarding top roller pressure and hardness on the speed frame are similar to those for the draw frame. Excessive pressure on the back top roller increases the resistance to roller movement, enhancing the risk of torsional vibration (Chattopadhyay, 2002). Such disturbances cause greater short term variation and roving irregularity. This can be counteracted by the use of softer cots, which give better speed frame performance. Cots with 80–850 shore hardness are generally used, and it is advisable to use softer cots for the front top roller and medium hardness cots at the back top roller.
7.7.6 Roller setting
Selection of the optimum roller setting ensures greater roving evenness by minimising the drafting difficulty. The back zone roller setting should be slightly wider than the front zone setting, and care should be taken that the selected front zone setting is no wider than recommended, as this can increase the occurrence of long thin and thick faults in the yarn. Similarly, a lower back zone setting increases the back zone drafting force, which may lead to torsional vibration, thereby increases roving unevenness. For combed cotton yarns, saddle gauges of 50 and 52 mm, for the front and back zones respectively, are commonly used. The bottom roller setting of 44 and 53 mm, for the front and back zone respectively, are used to allow the overhang. Synthetic fibres require a wider setting than cotton due to the absence of short fibres (Salhotra, 2004).
7.7.7 False twister
The false twister is a grooved insert that increases the roving twist in the unsupported length between the flyer top and delivery roller of the drafting system (Klein, 1987). As a consequence of false twister use, both the roving breakage rate and fly generation are reduced. Additionally, roving becomes more compact, increasing the capacity of the bobbin. The number of the grooves in the false twister has a significant bearing on the generation of false twist in the unsupported length of roving. Traditionally made from rubber, modern false twisters are usually made from nylon because of the greater wear resistance this offers.
7.7.8 Between row variation
The front row bobbins are slightly finer than those of back row, resulting in higher yarn count variation. Remedial measures can be taken to minimise row-to-row differences. The extension of the flyer top on the back row so that the roving meets the flyer top at the same angle of approach for both the rows is one method, whilst the use of different flyer top designs in each row can also produce a more effective twist in the front row. The improved designs of flyer and flyer top have eliminated the old concept of feeding the rovings of front and back rows of the speed frame in different ring frames.
7.7.9 Machine productivity
The productivity of the speed frame suffers due to the end breaks. The control of end breaks is thus of the utmost importance. Most of the breaks occur within the flyer, and although a higher production rate of the speed frame does not affect yarn quality, it does have a significant influence on the rate of end breakage. Speed frame production can be increased by reducing creel and within flyer breaks, speeding up the machine and production of coarser rove. The reduction of breaks can be achieved as follows:
• check diameter of condensing trumpet at the draw frame;
• test for correct coiling and can spring plates, as they can cause breaks through entanglement.
• eliminate one draw frame passage in the post-comber drawing if more than one is scheduled;
• reduce the speed of the high speed draw frame if only one post-comb drawing is used;
• use six doublings and six draft rather than eight, to reduce excessive parallelisation;
• add one card sliver to five combed slivers at the draw frame as a last resort.
b) Reducing breaks within the flyer: End breaks within the flyer are mainly dependent on mechanical conditions, such as tendency to vibrate, lack of smoothness of the flyers and unevenness of the rove. Use of false twisters or twist-masters on flyer-tops increases the twist in the rove between the flyer top and front roller nip, and thus reduces breaks. The false twister with a small hole and greater depth is most efficient.
c) Speeding up the machine: The machine can be run at the highest speed until the end breaks are no longer excessive. This increase does not affect the yarn quality.
d) Production of coarser rove: Draft can be easily increased on the speed frame by 20% from the normal level, and increasing it at the ring frame does not affect the yarn quality to any appreciable extent.
7.7.10 Material handling
During doffing, doffers normally keep the doffed bobbins on the top arms and carry 8–10 bobbins by hand to the storage place. This practice is not only laborious but also sometimes results in bobbins falling on the floor and the rove being spoiled. Suitable trolleys should thus be used for handling the roving bobbins. Furthermore, the roving bobbins should not be held up or stored for an extended length of time, as the inner layer pressure increases the fibre coherence in roving, present problems during drafting at the ring frame. This precaution should be particularly taken when spinning 100% polyester or its blends (Salhotra, 2004).
7.8 Process control in speed frame operations: the impact of speed frame operations on yarn quality and common defects related to the process
The stretching of roving, count variation within and between bobbins, and the roving doff size etc. all have a significant impact on the final yarn quality. The contribution of speed frame process on yarn quality is discussed below.
7.8.1 Count variation within bobbins
A major source count variation within bobbins is the stretching of roving resulting from undue bobbin speed fluctuation (Garde and Subramanian, 1978). The count variation in the layers of a roving package draws it down to the yarn stage in the form of within count variation. Lower inter-fibre cohesion, due to a high degree of fibre parallelisation, may also lead to stretching at creels. Furthermore, faulty building mechanisms often results in roving tension fluctuations during a complete build, with the front row bobbins most significantly affected by the uncontrolled roving stretch, due to the extended unsupported roving length between the front nip and flyer top.
7.8.2 Count variation between bobbins
The count variation between bobbins is mainly ascribed to the difference in average roving hank. The difference in average roving hank arises due to the following facts (Garde and Subramanian, 1978):
• draft differences between draw frames and speed frames,
• excessive hank difference between front and back row of speed frame bobbins,
• significant trends in hank over a roving bobbin caused by irregular control of bobbin speed.
These factors should be properly controlled in order to minimise the count variation between bobbins. If the differences are consistent but under control, such as hanks of front and back row bobbins, the bobbins can be creeled on separate ring frames with suitable drafts.
7.8.3 Yarn irregularity and imperfections
The speed frame drafting system has substantial effect on yarn evenness and imperfections (Slater, 1986). The improved drafting system with optimum roller settings and top roller pressure reduces roving irregularity, helping to improve yarn unevenness and imperfections.
7.8.4 Yarn faults
Speed frame processing can generate yarn faults in different ways (Garde and Subramanian, 1978). Uneven stretching of the rove is one source of the generation of long thin faults of H and I type, whilst a major source of E, F and G faults is the breakage of roving. Every piecing after the break results in either an end breakage at the ring frame, or a long thick fault. It is therefore imperative to control breakage rate at the speed frame. In addition, a lot of fly is generated at the speed frame, and to control short, thick yarn faults it must be ensured that the generated fly does not enter the rove.
7.8.5 Yarn hairiness
Yarn hairiness is influenced by roving twist, package size, location of the roving bobbin and the roving hank (Chattopadhyay, 2002). Increasing the twist increases the compactness of the roving and thereby reduces the fibre spread under the top roller pressure. In addition, yarn hairiness decreases with the reduction of the roving doff size. However, yarn spun from the front row of roving bobbins is more hairy than that spun from back row. For a constant linear density of yarn, hairiness increases with coarser roving due to the fact that the higher front zone draft at the ring frame causes a higher spread of fibres at the front roller nip. Furthermore, the use of condensers on the speed frame drafting unit arrests the marginal fibres, accounting for the reduction in yarn hairiness.
7.8.6 Common defects and their causes
Various types of common defects in speed frame processing and their causes are discussed below (Ratnam et al. 1994).
Causes of ratching or stretching of roving are:
• inappropriate choice of winding-on or ratchet wheel,
• erroneous starting position of the cone drum belt,
• incorrect selection of the initial and build bobbin layers,
All the aforesaid points are taken care of in modern speed frame eliminating the possibility of stretching of roving.
• erroneous choice of creel draft,
• sliver entanglement at the feed,
• incorrect piecing during the back process,
• inappropriately wide back zone setting,
• loose or broken top and bottom aprons,
• inadequate top roller pressure,
• use of excessively narrow spacers,
• excessive spindle speed and inappropriately high drafts,
• damaged surfaces in the top roller cots,
• use of varnishes on the top roller cots,
• damaged aprons or condenser guides,
• inaccurate reduction of the bobbin surface speed,
• faulty lifter wheel resulting in fewer layers,
• faulty ratchet wheel or spur wheel at the builder mechanism,
• improperly functioning builder mechanism during bobbin rail reversal,
• faulty selection of the density lifter wheel setting,
• higher bobbin weight than the manufacturer’s recommendation.
7.9 Conclusions and future trends
With the advancement of computer and information technologies, the process control activities applied to spinning are becoming increasingly sophisticated. Some of the modern versions of autoleveller draw frames are equipped with fuzzy speed control, for example, whilst the cone drum-based building mechanism of the speed frame has been replaced with a microprocessor-based control. As well as process control, the very creation of the machinery is benefitting from technological advancement. The Rieter high speed combers for example are designed in accordance with computer aided process development.
In a customer dominated market, the quality requirement of textile products is becoming ever more stringent, making the role of process control increasingly crucial. It is envisaged that the role of computers in spinning will only increase, and that future process control activities will become heavily reliant on online and automated systems. However, the textile process engineer will still have a significant role to play, and therefore a thorough knowledge of process control is of paramount importance to cope with the impending challenges.
7.10 Acknowledgement
The authors are grateful to Indranil Ghosh, R & D Manager, Vardhman Group, for his valuable comments and suggestions during the preparation of this chapter. The authors are also thankful to Rieter AG, Switzerland, for extending the permission to reprint some of the figures (7.1, 7.2 and 7.4) and table (7.1).
7.11 References
Bar, H.P., Furter, R., Harzenmoser, I. Influence of autoleveling and on-line quality control on the quality of ring yarns. Textil Praxis. 1990; 45:362.
Chattopadhyay, R. Advances in Technology of Yarn Production. New Delhi: NCUTE Publications; 2002.
Garde, A.R., Subramanian, T.A. Process Control in Cotton Spinning, 2nd Ed. ATIRA: Ahmedabad; 1978.
Klein, W. Short Staple Spinning Series. A practical Guide to Combing and Drawing. Vol 3, 1987. [Manchester, The Textile Institute].
Morton, W.E., Nield, R. The effect of lap preparation on waste extraction at the cotton comber. J. Text. Inst.. 1953; 44:T317–T334.
Operating instruction of RSB 851 drawframe, Lakshmi machine works, Coimbatore, India.
Ratnam, T.V., Seshan, K.N., Chellamani, K.P., Karthikeyan, S. Quality Control in Spinning. SITRA: Coimbatore; 1994.
Salhotra, K.R. Spinning of Manmade and Blends on Cotton System. The Textile Association (India): Mumbai; 2004.
Slater, K. Textile Progress: Yarn Evenness. The Textile Institute: Manchester; 1986.
Van der Sluijs, M.H.J., Hunter, L. Textile Progress: Neps in Cotton Lint. The Textile Institute: Manchester; 1999.