
Process control in the manufacturing of synthetic textile fibres
Abstract:
Process control and quality assurance during fibre manufacture comprise a set of policies, procedures and processes used to ensure the quality of the fibre produced at affordable cost. Process control over the input raw material properties and process parameters is exercised during fibre formation, mainly in the polymerisation, spinning, drawing, and heat-setting stages. Process control during fibre formation involves exercising control over various parameters of the material and processes; in this chapter these parameters and their significance in the quality of the fibre manufactured are explained.
5.1 Introduction
Process control in synthetic fibre manufacture involves the active changing of process parameters in response to process monitoring to achieve the desired fibre quality (see Fig. 5.1). Process control is one element of a quality management system, which is a set of policies, procedures, and processes used to ensure the quality of the fibre produced. A quality management system not only improves the quality of the fibre produced, but also improves the sales growth, market share and profit margins of a company and gives it a competitive advantage.
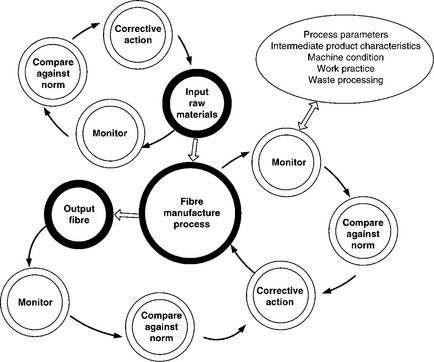
A typical fibre manufacturing system comprises three stages of process control, as illustrated in Fig. 5.1:
The quality of the input raw materials used for synthetic fibre manufacture is continuously monitored, compared with set standards, and corrective actions initiated to ensure consistency in quality. During the manufacturing stage various parameters, such as polymer processing conditions, intermediate dope characteristics, fibre-spinning conditions, byproduct and waste processing parameters, are monitored and adjusted to ensure the desired fibre quality. The resulting fibre is also subjected to testing to evaluate various properties and to adjust the manufacturing process if required.
Fibre formation basically involves conversion of polymer into a long, continuous, fine thread-like structure, having properties essential for use as fibre. This conversion process involves three basic steps:
These steps have their own significance. The process of spinning involves conversion of a polymer into a filament form. The drawing process involves stretching or large deformation to impart molecular orientation and crystallinity to the fibre structure. Heat setting is used to remove the internal stress and stabilise the filament. Like any other process, process control in fibre spinning means control of quality and cost in order to make the process sustainable or viable. In this section, emphasis is given to control of quality rather than cost, although there exists some correlation between the two.
By the term ‘quality’ an attempt is made to define certain attributes that a material must possess. In the particular case of fibre, ‘quality’ means certain attributes or properties that the fibre is expected to maintain within certain limits. Some of these properties are fineness, cross-sectional shape, mechanical properties, dyeability, etc. It is recognised that the properties of a fibre depend upon its morphological structure, and hence process control may be considered to control the structure and thereby the properties of the fibre to make it suitable for a particular end use.
In this chapter, process controls, which influence the quality of fibre produced, have been discussed with respect to the polymerisation, fibre-spinning, and post-spinning (drawing and heat-setting) stages. To control a process and hence the properties of fibre, it is also necessary to have a clear idea regarding the structure or morphology development at the above-mentioned stages. The factors which influence the structure development during fibre formation in these stages are further classified into two categories, namely material variables and process variables.
5.2 Process control in polymerisation and fibre spinning
Process control refers to In-Process Quality Control and is aimed at maintaining consistent uniform quality of the material in process at various stages of its manufacture or processing. The process control in the synthetic fibre plant starts with the testing of raw material and should continue with the intermediate products viz. polymers, spun fibre and finished product.
5.2.1 Process control in polymerisation
The polymerisation process variables constitute a vast field, which is discussed in this section. The quality and contents of the raw materials used for polymerisation to manufacture a particular polymer are critically important, along with the polymerisation technique.
Polyester is one of the widely used polymers, not only for textiles but also for many other industrial applications. Polyesters are now the major type of synthetic fibre produced (60%) and consumed worldwide. Polyester is manufactured industrially in two ways: the dimethyl terephthalate (DMT) method and the pure terephthalic acid (PTA) method. The critical parameters involved in the selection of the raw materials DMT, PTA, and ethylene glycol (MEG) for polyester production are detailed in Tables 5.1, 5.2, and 5.3 respectively.
Table 5.1
Properties of dimethyl terephthalate
| Melting point | 141 °C |
| Boiling point | 280 °C |
| Colour | Pure white |
| Acid number, mg KOH/g | 0.03 (max) |
| Saponification number | 573-583 |
| Residue on ignition | 0.08% |
| Ester interchange value | > 90 |
| Aldehyde ester, ppm | 30 (max) |
Table 5.2
Properties of purified terephthalic acid
| Acid number, mg KOH/g | 673–678 |
| Ash content, ppm | 8 (max) |
| Total metal content, ppm | 6 (max) |
| Moisture, % | 0.2 (max) |
| p-Touic acid, ppm | 130 (max) |
| Benzoic acid, ppm | 30 (max) |
| 4-Carboxy benzaldehyde, ppm | 20 (max) |
| Purity, % | 99 (min) |
Table 5.3
Properties of MEG (ethylene glycol) (Vaidya, 1988)
| Boiling point | 195–198 °C |
| Colour | Clear water white liquid |
| Density | 1.1–1.11 |
| Refractive index | 1.4330–1.4340 |
| Water content | < 0.1% |
| Hydroxyl number | > 175 |
| Ester interchange value | > 90 |
The given polymer type (polyester, nylon, etc.) manufactured from the polymerisation process is the starting material used for formation of a fibre. The polymers used as raw materials for fibre formation must satisfy certain criteria, such as linearity of molecules, stereoregularity, molecular weight, thermal and chemical stability, etc. Molecular weight or the size of the molecules plays an important role in deciding the final properties of the fibre (Mcintyre, 1998). As fibres are thin, hair-like structures, to impart sufficient strength or structural integrity to the fibre the length of the polymer molecules plays an important role. The linearity and stereoregularity of the molecules influences the packing of the molecules and hence structural integrity. The quality of the polymers (such as molecular weight and its distribution) used for fibre formation is extremely important and is taken care of during the polymerisation stage.
Different types of polymers, for instance thermoplastic, thermoset, thermotropic, lyotropic, etc., are used for fibre formation. The nature of the polymers influences the type of polymer-to-fibre conversion process. Although different types of polymers are used for fibre formation, the common synthetic fibre-forming polymers are thermoplastics. These common thermoplastic polymers can further be classified into two categories: polymers obtained through the condensation polymerisation route and polymers obtained through the addition polymerisation route.
Polyester (polyethylene terepthalate) and nylon are the two common fibre-forming polymers obtained through the condensation polymerisation route, whereas vinyl polymers such as poly(acrylonitrile) (PAN) and polypropylene are polymers obtained through the addition polymerisation route (see Tables 5.4, 5.5, and 5.6 for typical properties). These two classes of polymers differ considerably in the molecular weight needed for fibre formation. The polymers obtained through condensation polymerisation have relatively lower molecular weights when compared to the polymers obtained through addition polymerisation. There are large differences in the molecular weights used for fibre formation and these differences are responsible for the differences in rheological properties of the two classes of polymers. The fibre grade polyester polymers with a molecular weight of 15 000–20 000 from polymerisation are formed into chips and fed into the fibre melt spinning process.
Table 5.4
PET polyester polymer property (Fourne, 1999)
| Properties | Range/values |
| Intrinsic viscosity, dl/gm | 0.4–0.7 (0.63 optimum) |
| TiO2 (%) | 0.03 |
| Density (g/cc) | 1.37–1.4 |
| Melting temperature-Tm (°C) | 250–265 |
| Melt spinning temperature (°C) | 290 |
| Melt density (g/cc) | 0.98 |
| Melt viscosity at 290 °C (Pa.s) | 50–60 |
| Refractive index, nD | 1.57–1.58 |
Table 5.5
| Properties | Range/values |
| ηrel (in n-H2SO4) | 2.5 |
| TiO2 (%) | 0.03 |
| Density (g/cc) | 1.14 |
| Tm (°C) | 255–260 |
| Extractables (%) | ≈ 0.1 |
| Melt spinning range (°C) | 280–295 |
| Melt density (g/cc) | 0.98 |
| Melt viscosity at 290 °C (Pa.s) | 50–60 |
Table 5.6
| Colour | White |
| Bulk density (g/l) | 200–250 |
| Particle size (μm) | 20–30 |
| Mol. wt. (g/mol) | 80000–83000 |
| Intrinsic viscosity | 1.61 |
| Ash content (%) | < 0.12 |
| Nitrogen content (%) | 23–24 |
| Sulphur content (%) | 0.27–0.54 |
| Carbon content (%) | 65.7–67.4 |
| Hydrogen content (%) | 5.45–5.90 |
| Comonomer content (%) | 5–14 |
| Acid number | < 0.25 mg alkali /g PAN |
| Water content (%) | ≤ 0.7 |
5.2.2 Process control in fibre spinning
Based on the type of polymer, different polymer-to-fibre manufacturing processes are available. These manufacturing processes can be broadly classified into two types:
Melt spinning is used for polymers that can be melted, resulting in a stable melt. Polymers that cannot be melted, or whose melt is not stable, are dissolved in a suitable solvent and processed via the solution spinning route. Depending on the type of solvent or solvent–polymer system, solution spinning can be further classified into:
A fluid is spinnable under given deformation conditions, provided that steady-state continuous deformation or elongation of the fluid jet is possible without any break. In spinning, it is essential that elongational viscosity increases with strain rate, because stress on the filament increases as the filament moves away from the spinneret. In the absence of such an increase in viscosity, a localised defect could get drawn endlessly, leading to catastrophic failure. In a visco-elastic fluid, part of the deformation energy is stored, and when it reaches a critical value cohesive or brittle fracture occurs. Deformation rate and relaxation time of the visco-elastic fluid are the two important parameters influencing the cohesive fracture. Relaxation of stored elastic energy reduces the chances of failure. Relaxation times of spinning fluids range from milliseconds for a solution used in wet spinning to several seconds for high molecular polyolefin melt. Thus cohesive fracture is more frequent with fibre grade polyolefins. Such effects are much less frequently seen in polyester and polyamides, hence a relatively high speed of spinning is possible for these polymer types.
The melt spinning process has been extensively studied and various material and process variables that influence the structure and property development of the filament have been identified (Kothari, 2000; Ludwig, 1964; Mark et al. 1967). In melt spinning, the key parameters for process control are polymer type, molecular weight, molecular weight distribution, throughput rate, quenching condition and spinning speed. The polymer type influences several important variables, for example die-swell, glass transition (Tg), and crystallisation rate. The die-swell in fibre formation has several aspects: die-swell is governed by the same visco-elastic factors that are responsible for instability in the exit zone, known as melt fracture. In extreme conditions, die-swell itself may be the source of unstable or irregular spinning.
Die-swell dictates the design of spinneret, that is the size, length and spacing of holes in the spinneret (see Fig. 5.2). Die-swell also depends on process variables such as throughput rate, extrusion temperature and spinning speed.
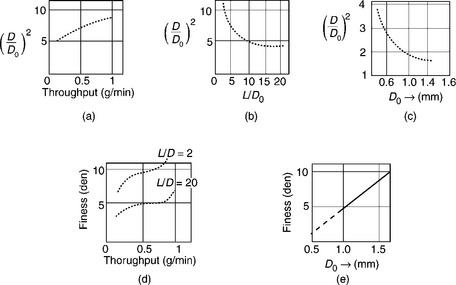
5.2 I nfluence of spinneret geometry on die-swell during polypropylene spinning (Fourne, 1999). (a) Influence of the throughput Q at T = 190 °C, D = 1 mm, L = 8 mm, [η] = 1.9, (b) Influence of the L/D ratio at T = 190 °C, throughput Q = 0.3 g/min × hole, other data as before, (c) Influence of the capillary diameter for T = 280 °C, throughput Q = 0.3 g/min × hole, L/D = 20, [η] = 1.9, (d) Influence of the throughput Q and L/D on the smallest filament titre, (e) Influence of the capillary diameter D0 on the smallest filament titre.
Thus, for a particular polymer having a molecular weight range, the process parameters should be optimised to control the resultant die-swell ratio. In case of polypropylene, which is prone to large die-swell, a die-swell ratio of 2–3 has been reported. The die-swell depends on the production process of polypropylene, that is the melt viscosity and temperature, throughput rate, and spinneret hole dimensions. The die-swell ratio decreases with increasing temperature as a result of lowering of the viscosity combined with a narrower distribution of molecular weight. Die-swell increases with the throughput rate and decreases as the length-to-diameter (L/D) ratio or the spinneret hole diameter increase. This limits the diameter of the spinneret hole and thus the finest possible individual filament titre there by limiting the choice of spinneret hole diameter. The die-swell ratios in melt spinning of polyester and polyamides are not large, except when the temperature is close to solidification point, when the relaxation time increases rapidly. At normal extrusion temperatures, the die-swell ratio does not exceed 1.2–1.5.
Polypropylene has a relatively fast crystallisation rate. It is assumed that crystallisation starts almost immediately after extrusion; it increases rapidly with take-up speed or take-up tension. The orientation of molecules is also influenced by the crystallisation and increases significantly as the crystallisation is almost complete (Fourne, 1999). In case of polyester, however, the spinning-induced crystallisation sets in at a take-up speed of above 3500 m/ min and increases further with take-up speed. At higher speed, the induced crystallinity results in a sudden change in filament structure from viscous to semicrystalline solid. With increased speed, the necking point of the filament also moves upward, closer to the spinneret, as the spin-line stress-induced crystallisation shifts the crystallisation to higher temperatures.
Similar behaviour has been observed for nylon as well. In nylon, the crystallisation during spinning does not reach completion at speeds below 3000 m/min. The nylon, owing to its low glass transition temperature and high moisture regain, permits crystallisation in winding room conditions. At higher winding speeds, the crystallisation reaches completion. However, an important difference between polyester and nylon can be observed, which is that the Tg and moisture regain values of these two polymers are significantly different. It follows that the structure present in conditioned as-spun yarn at lower speed is mainly due to crystallisation after moisture pick-up, whereas for the yarns spun at higher speeds, crystals have already been generated in the spinning process (Gupta and Kothari, 1997).
Among the various synthetic fibres, polyester fibres and filaments represent a very important product group in commercial terms, hence a number of studies related to process simulation based on polyester have been reported. These studies help us to understand the sensitivity of the as-spun filament quality to any change in operating or process conditions. This knowledge has considerable commercial significance in terms of control of critical variables. Failure to control these variables may result in a number of downstream operational problems such as poor drawability, a high level of broken filaments, increased product non-uniformity, unacceptable processability, and so on.
It has been suggested (Nadkarni, 1997) that the incremental mechanical energy input required for a specific increase in the orientation level is unique for all glassy polymers, although the absolute stress needed to achieve a specific orientation is governed by the molecular weight. This implies that for a given molecular weight, there exists a unique relationship between applied stress and the resulting molecular orientation in the absence of crystallisation. Thus spin-line stress (σL) controls the orientation of the as-spun filament. The sensitivity of the as-spun filament properties is therefore directly related to the sensitivity of σL to changes in the process variables. The critical process variables are those that will influence σL. Figure 5.3 illustrates the sensitivity of σL towards different process parameters.
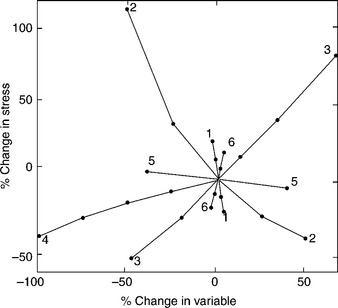
5.3 Sensitivity in respect of stress at the freeze line. The various curves are for changes in 1 Extrusion temperature, 2 Melt flow rate, 3 Take-up velocity, 4 Quench air velocity, 5 Quench air temperature, 6 Melt intrinsic velocity.
From Fig. 5.3, it is clear that to control as-spun filament orientation, the extrusion temperature, intrinsic viscosity of the polymer melt, the take-up speed and the melt flow rate can be identified as the critical process variables. It is also clear from the figure that σL is highly sensitive to change in temperature and melt viscosity, and relatively less sensitive to melt flow rate and take-up velocity. The angle and direction of the slope decide the nature of the influence of a parameter on σL. The high sensitivity of spin-line stress to extrusion temperature and intrinsic viscosity has important implications for maintaining product quality in a multiposition commercial plant.
As temperature and viscosity are related, a variation in temperature of the spinnerets will result in variation in spin-line stress, thereby increasing the CV of elongation. Accurate control and monitoring of the temperature of the spin pack are absolutely essential to deliver a thermally homogeneous melt to the spinnerets. The viscosity of melt is also influenced by any possible thermal degradation of the melt during extrusion. In the case of polyester, a variation in moisture level in the chips in a batch process could lead to a variation in intrinsic viscosity of the melt, and hence in spin-line stress. In plants with continuous polymerisation, variation in polymer intrinsic viscosity may also result from reactor perturbation. A sudden drop in polymer intrinsic viscosity may cause the melt to stick to the spinneret, thereby disturbing process continuity. Therefore, online monitoring of viscosity is extremely important.
The spin-line stress is also influenced by melt flow rate and take-up speed, although the sensitivity of the response is not as great as that related to temperature and viscosity. For a particular denier of filament the throughput rate and the take-up speed are coupled. Thus for increasing production, the throughput rate and take-up speed must be increased proportionately. This in turn will increase the spin-line stress due to increased deformation gradient. Increased spin-line stress will lead to higher orientation and a different fine structure, and hence a different property of the product. Thus, the fibre line conditions must be modified to ensure and maintain product quality. If possible, options such as increasing the spinning position or increasing the number of holes in the spinneret within certain limits should be considered.
Figure 5.4 provides a sensitivity plot of the freeze line location in melt spinning. As can be seen, the freeze line location is highly sensitive to melt flow rate and quench air temperature. Although the freeze line location does not influence the fine structure of the filament greatly, it has critical practical significance in terms of spin-line stability. Any air turbulence near the freeze line will lead to fused filaments or filament breakage, resulting in process interruption or poor quality of product. Shifting of the freeze line closer to the spinneret can minimise the possibility of air turbulence. This should preferably be achieved by reducing the quench air temperature, rather than by increasing flow rate.
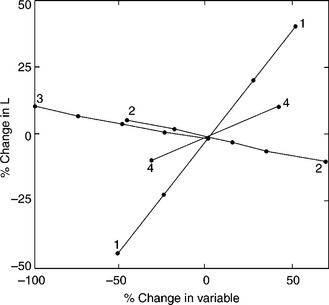
5.4 Sensitivity plot of freeze line location in melt spinning. The various curves are for changes in 1 Melt flow rate, 2 Take-up velocity, 3 Quench air velocity, 4 Quench air temperature.
The volume and temperature of quench air is also polymer-specific owing to the differences in glass transition temperatures of different polymers. The glass transition temperature of polyester is about 50 °C higher than room temperature, while that of nylon is about 20 °C higher. During the air quench process, each individual filament drags a cylindrical layer of air around itself, which is responsible for cooling. Air flowing through the open spaces between the filaments does not participate in cooling. Therefore, the quantity and temperature of quench air depends on the density of filament and the type of polymer. In general, polyester requires a minimum quantity of quench air and the temperature needed is also high, at around 20 °C, whereas for nylon and polypropylene, the quantity of quench air required must be increased and the temperature can be lowered down to around 14 °C. The heat transfer coefficient of the polymer also influences the quenching process; polypropylene requires the maximum quenching length and polyester requires the minimum quenching length. The quench length also depends on the flow rate of quench air and is limited by the turbulence factor. Turbulence will lead to variation in yarn titre. It is possible to use slightly turbulent air flow while spinning filaments for a staple fibre because of their relatively large titre; moreover the staple length of the fibres is much shorter than the wave length of the filaments.
Spin finish does not influence the structure of the fibre, but it does influence many of its properties, as well as processes, from fibre formation to further processing and finishing. Although spin finish is only a minor transient part of the fibre production system, it plays an important role in processing, performance, and quality of the final product. It acts as an interface between the fibre and any other surface with which the fibre is in contact. Without the application of the correct type and level of spin finish, the filament or staple fibre formation process is incomplete. Improper type or level of spin finish increases the possibility of yarn break rate or overthrown ends at winding during fibre formation. A good spin finish must offer following features:
• good lubricity to reduce friction,
• good filament-to-filament cohesion,
• good, stable solubility or dispersability,
• no migration from the yarn surface,
The three primary functions of spin finish are to provide lubrication (frictional behaviour), anti-static property, and cohesion between fibres.
The frictional behaviour of a fibre after application of the spin finish depends on a number of factors such as speed of processing, viscosity of the spin finish, pressure between the spin finish film and the body with which it is in contact, and surface roughness of the frictional surface and temperature. Effect of processing speed and viscosity on the frictional behaviour of fibres coated with spin finish is shown in Fig. 5.5, divided into three zones, namely the boundary region, semi-boundary region, and hydrodynamic region (Behary et al., 2003).
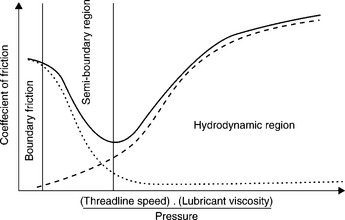
5.5 Frictional behaviour of liquid-lubricated fibres (Behary et al., 2003).
The boundary region occurs at a relatively low speed, between 10–4 and 0.1 m/min, or at low pressure, where there is intermittent contact between the spin finish film and the surface. The semi-boundary region occurs at intermediate speed, between 0.1 and 5 m/min, or intermediate pressure, where there is a mixture of contact and fluid friction. In this region, the friction decreases with increase in speed and fluid friction. The hydrodynamic region occurs at high speed (> 5 m/min) or high pressure, and friction increases both with increase of speed and viscosity. The hydrodynamic region is mainly governed by the shearing of the fluid film. A limited increase in the surface roughness leads to a reduction in friction owing to a point contact type situation; for example, a bright, hard chrome has a higher friction than a matte, chrome friction surface. The friction coefficient of spin finish coated fibre mainly depends on the viscosity of the spin finish and it can exceed the friction coefficient of the uncoated yarn. The temperature dependency of the friction coefficient of spin finish coated fibres is inconsistent; in general, however, a reduction in friction with increase in temperature is the expected trend.
Anti-static behaviour relates to the prevention of build-up of static charge. Spin finish can only reduce the static charge that has developed on the fibre; as freshly spun fibres acquire a static charge, the spin finish plays an important role in dissipating that charge. Ionic substances are better anti-static agents than non-ionic substances; however, because non-ionic substances are less moisture sensitive, they can work at relatively low relative humidity of only 40%. The anti-static effect can be increased by increasing the concentration of anti-static agent or spin finish pick-up, but that in turn will increase the hydrodynamic friction.
Cohesion between the filaments attributable to the application of a spin finish is basically the force necessary to shear the fluid in a plane parallel to the tow. Hence, a factor that influences cohesion between the filaments will also influence the hydrodynamic friction. Thus, any attempt to increase fibre cohesion by application of a spin finish will also increase the hydrodynamic friction.
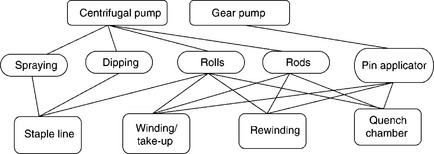
Spin finish can be applied by either a centrifugal pump or a gear pump. A schematic diagram of different types of spin finish applicators is given in Fig. 5.6. For continuous filaments, the spin finish level on yarn lies between 0.8 and 1.5 w/w%, while staple fibre tow requires about 4%. The spin finish level for a particular product depends on the final requirement of the spin finish for that product, which varies from about 0.6% to 0.8%. A higher level spin finish application during the fibre formation stage is necessary to compensate for losses elsewhere. Such losses occur during application of finish, during drawing of yarn, or simply as a result of drying. As more spin finish is applied at various later processing stages, the level of spin finish during fibre formation may be decided based on the immediate next process requirement.
5.3 Post-spinning process control: drawing and heat setting
Post-spinning operation is a key process in deciding the structural parameters such as molecular orientation, level of crystallinity and sometimes the types of crystal structure. As a consequence, the post-spinning operation also influences the important end-use properties of the product such as, mechanical, thermal and sorptional properties, as well as the dimensional stability.
5.3.1 Process control during drawing stage
Drawing or stretching is an important post-spinning operation for fibres. The as-spun filaments have a certain fine structure (orientation and crystallinity). The level of fine structure development depends on the polymer characteristics, spinning conditions, and the age of the spun filament. In most cases, the level of fine structure developed is adequate in terms of the required properties of a fibre to be used in most textile applications.
The undrawn filament can be stretched to several times its length on application of a load near or above Tg, and this extension is irreversible. A typical load-elongation curve for the undrawn filament depicts three distinctly different zones during deformation under stress, as shown in Fig. 5.7.
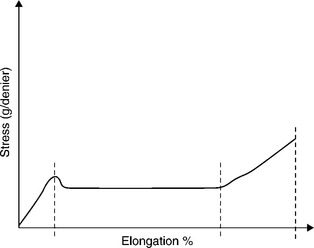
1. The first zone shows a linear relationship between stress and strain.
2. The second zone is associated with development of neck and plastic deformation.
The second and third zones are responsible for development of the fine structure (orientation and crystallinity) in the drawn filament.
Semicrystalline filaments with a lamellar morphology after spinning are transformed into a fibrillar structure after drawing. The factors controlling the drawability are limited to the density of entanglements and to the number of tie molecules in the undrawn material. The drawing performance and the results depend on the chain morphology, as well as the crystalline morphology, of the undrawn material. The amount of molecular orientation and the amount of crystallinity in the predrawn material are equally important. Low-crystalline material is easier to draw; more extensive draw ratios are possible and higher strength may be obtained. Also, the degree of crystallinity in such cases increases. By contrast, if the initial degree of crystallinity is high, then it often decreases upon drawing.
In addition to the degree of crystallinity, the size of the crystalline blocks is also important. The size of the paracrystalline blocks determines, to a large extent, how many link molecules will be formed. The link molecules are formed mostly from polymer chains on the peripheries of the crystalline blocks; for smaller blocks, the ratio of the circumference to the volume of the block increases. Moreover, smaller units are easier to relocate and lead to a better distribution of tensile force. With increasing number of link molecules, the strength, and possibly the modulus as well, increases. Drawing performance in relation to fibre properties is given in Table 5.7.
Table 5.7
Drawing performance in relation to fibre properties (Walzack, 1997)

H – Higher or High; L – Lower or Low; ↓, -Tendency to be higher;
↓, -Tendency to be lower; ↑↓, – III defined result or complex relationship
The usual draw ratios for polyester, polyamides and polypropylene vary within the range 3.5–4.5, but for high-tenacity yarns they can reach up to 1:7. The drawing behaviour of different polymers varies. In the case of polyester, which is predominantly amorphous in nature after spinning, two deformation regions have been identified during drawing: the flow deformation region and the stress-induced crystallisation region. Little crystallinity and orientation is produced in the flow deformation region, but a rapid increase in these features is seen in the stress-induced crystallisation region. Stress-induced crystallisation occurs only when the strain rate is sufficiently high to generate a critical stress. With increase in drawing temperature, to achieve the critical stress level, the strain rate has to be increased to counteract the enhanced mobility of the molecules.
Owing to its relatively low glass transition and moderate sensitivity towards moisture, humidity plays an important role in the drawing and storage behaviour of Nylon 6. Like polyester, nylon also draws through a neck.
Drawability of as-spun polypropylene filament depends on:
With increase in molecular weight, drawability increases initially and then decreases. Drawability increases with decrease in polydispersity. Initial morphology strongly influences the drawability of polypropylene filament. Rapidly quenched polypropylene filaments show pseudocrystalline smectic structure, whereas gradual cooling leads to α-monoclinic structure.
The pseudocrystalline smectic structure can be deformed to a higher degree than the α-monoclinic structure, leading to higher orientation and crystallinity, and thus better mechanical properties. Drawability of the smectic structure is at a maximum at 60 °C, but the a-monoclinic structure needs a higher draw temperature to attain the peak draw ratio. Evidence of the existence of smectic structure in samples drawn at temperatures lower than 60 °C has also been reported. It is observed that both crystalline orientation function (fc) and amorphous orientation function (fa) increase with draw ratio, but the rate of increase of fc is greater than that of fa. Tenacity, modulus, and yield stress also increase with increasing molecular orientation. The chances of the development of longitudinal defects or voids several micrometers in length increase with an increase in draw ratio. These voids are essentially reduced density zones. Further drawing leads to the filaments turning white owing to the presence of very large voids. Length-to-breadth ratio of voids decreases with increase of draw ratio.
5.3.2 Process control during heat setting stage
The fundamental objective of heat setting is to render dimensional stability to the fibre and hence to the textile structures made using those fibres. Without heat setting, the fibres are prone to thermal shrinkage, yarns exhibit a snarling tendency, and fabrics tend to crease. To prevent or minimise these unwanted behaviours, heat setting is necessary. The root cause of dimensional instability in the fibre is the internal stress that develops during the process of drawing. The completely random or high-entropy state and the completely ordered or low-energy state are the two most stable states of polymer molecules. For the process of fibre formation, initially the polymer is in the form of a fluid, either melt or solution. In the fluid state the molecules are in a high-entropy state and highly energetically stable. During the conversion of the fluid to fibre, the molecules are transformed into an oriented, semicrystalline state which is thermodynamically unstable, leading to development of internal stress in the fibre system. To make the fibre stable, the internal stress has to be reduced or removed.
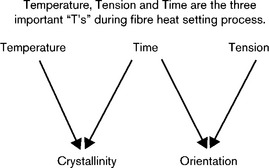
Heat setting is a process of exposing the fibre to a temperature higher than the use temperature of the fibre, thereby allowing the molecules to rearrange themselves to acquire energy minima depending upon the condition (i.e. temperature, tension, and time), as illustrated in Fig. 5.8. As previously mentioned, the two most stable arrangements of molecules are either completely random or completely ordered, so to minimise internal stress, the molecules either tend to randomise or to crystallise. Given the large size of the molecules and the conditions of heat setting (i.e. temperature and time), randomisation is relatively easier than crystallisation. Thus, after heat setting, there will be a definite change in the fine structure of the fibre leading to a decrease in orientation and there may be some enhancement of crystallinity or removal of some crystal defects.
Oriented structures may be annealed in two different ways: with or without a dimensional restrain. If the annealing process is conducted without the dimensional restrain, the fibre will shrink; this shrinkage will increase with increasing draw ratio and annealing temperature, but will decrease with increasing drawing temperature. If the shrinkage is prevented by mechanical restrain, there are still changes in the fibre structure that take place, although the changes will be somewhat different and their influence on the material properties will also be different. A fibre annealed with restrain, obviously, will not shrink, but crystalline orientation will decrease, and amorphous orientation usually decreases even more. Without restrain, all other conditions being equal, the disorientations are much larger, particularly the crystalline disorientation. The fibre’s response to annealing depends strongly on the relationship between the temperature of original crystallisation and temperature of cold drawing on the one hand, and on the temperature and time of annealing on the other.
Annealing may be treated as a kind of ‘preshrinking’ – a way to prevent fibre shrinkage during its actual use. Such treatment, however, is accompanied by change of other fibre properties, such as tenacity, modulus (especially the initial modulus), orientation, density, dying characteristic, and so on. A slight extension during annealing, which is sometimes treated as an additional drawing step, often prevents an excessive decrease of properties with a simultaneous gain in thermal stability of the fibre. Every annealing process, irrespective of restrain or lack of it, leads to an increase in crystalline melting point of the polymer.
5.4 Key control points in synthetic fibre manufacture
Important issues during synthetic fibre manufacture are the raw material quality used for polymer synthesis, polymer molecular weight and purity during polymerization process, fibre quality, and machinery conditions during the whole process. The control points in synthetic fibre manufacture are categorized into material testing and maintenance which are discussed in this section.
5.4.1 Material testing
The quality of all the incoming material (raw material), intermediate product (polymer chips/granules/powder), and final product (fibre/filament) should be tested and only materials satisfying the norms/standards should be accepted. Some examples are described below.
Fibre/filament
Testing of fibres is a necessary and integral part of the production process for the following reasons:
Methods of investigation of the fibre micro structure are summarised in Table 5.8.
Table 5.8
Methods of investigation of fibre micro structure (Fourne, 1999)
| Element | Method | Dimensions |
| Fibre | Optical microscopy | > 0.2 μm |
| Fbrils/lamellae | Electron microscopy | > 100 A |
| Voids | SAXS | 10–1000A |
| Crystalline regions | WASX | 1–10A |
| Non-crystalline regions | SAXS | 10–100A |
| IR, NMR, DMA etc. | Molecular group and arrangement | |
| Orientation | X-ray, IR, birefringence, sonic velocity | Lamellae, crystallites, molecular segments or groups |
| Density | Density gradient column |
The fibre macro structure (cross-section, length, fineness, etc.) can be investigated in various ways:
• Cross-sections can be assessed by cutting the sections using a microtome and subsequent analysis by optical microscope or scanning electron microscopy.
• Fibre length or staple length is a very important characteristic for further processing. Important information/characteristic values may be observed such as:
◦ coefficient of variation of fibre length (%);
Measurement can be based on either weight or fibre frequency. The measurement technique is based on the formation of a ‘fibre beard’ and analysis of the data by computer.
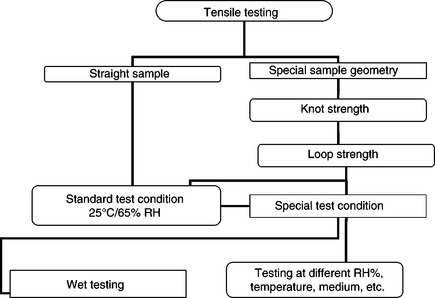
Mechanical properties
Mechanical properties are evaluated by tensile testing; the various aspects involved in tensile testing are demonstrated in Fig. 5.9. The stress–strain curve gives important information about the fibre for process control, further processing, and end product properties.
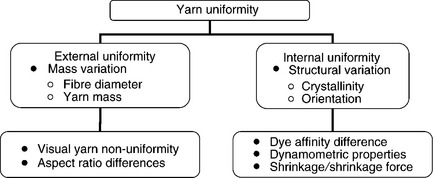
Uniformity
Non-uniformity may be internal or external in nature. Figure 5.10 shows the influence of yarn uniformity on various properties. External uniformity can be judged visually or with the help of test equipment, as in the Uster test. Internal uniformity cannot be judged visually and is principally characterised by the properties of fibre structure through certain tests, such as dye uptake, shrinkage force, and so on.
5.4.2 Maintenance
Maintenance is necessary to delay the wear and tear of various machine parts and to maintain the working potential of the plant. Cost of breakdown in a fibre plant is significantly high due to wastage of material and loss of production, including cleaning and restarting time. Thus continuous cleaning, checking, and maintenance, as well as routine preventive maintenance, are extremely important. Machines and equipment are also constructed to be maintenance-free, repair friendly, and capable of running continuously without breakdown. Adequately trained maintenance personnel and an adequate stock of spare parts are also important. These features are shown in a typical maintenance schedule, as provided in Table 5.9.
Table 5.9
Maintenance schedule (Fourne, 1999)
| Parts | Clean after | Renew/exchange after |
| Extruder screw, cylinder | Year | 2–3 years |
| Static mixer | 2–6 weeks | – |
| Spin pack and filter | 1–8 weeks | Replace filter |
| Spinnerets | 1–8 weeks | 6–24 months |
| Quench air rectifier, front mesh | 2–4 weeks | According to test result |
| Yarn guides, oil applicators | Daily | 2–6 weeks |
| Traverse guide | Daily | 1–4 weeks |
| High speed bearings in winders, | 2–6 months at ≥ 5500 m/min | |
| godets | 3 months at ≈ 5500 m/min | |
| 1–4 weeks at 8000 m/min | ||
| Stuffer box component | Daily | < 1 week |
| Yarn cutting knives | Daily | 3–8 h using steel knife steel |
| 8–30 h using hardened steel | ||
| Hot plates for drawing | 2–3 days | 1–2 months (hard chromed) |
| 4–6 months (hard coated) | ||
| Aspirator mouth piece | 6–8 weeks |
5.5 Future trends
Integration of back processes in manufacturing stages, the gradual advancement of technology from batch process to continuous production process, and automated process control are the major changes to have taken place in the fibre manufacturing sector during the past decade. The integration of the raw material synthesis and polymerisation process has ensured high input material quality at reduced cost for the fibre formation process. Continuous manufacture ranges from polymerisation to fibre formation, drawing, and heat setting and this has resulted in reduced batch variations, increased fibre production rate, better control over fibre quality, and reduced cost of manufacture. Rapid innovation in the synthetic fibre domain has ensured the delivery of niche and profitable fibres. Imparting special functionality to the synthetic fibre has captured the attention of the textile industry. Continued attempts to automate the fibre manufacturing process and to engineer material properties have paved the way for the production of fibres with desired qualities at affordable cost.
5.6 References
Behary, N., Campagne, C., Caze, C., Perwuelz, A. Journal of Applied Polymer Science. 2003; 89:645–654.
Fourne, F. ‘Synthetic fibres machines and equipment, manufacture, properties’, in Handbook for Plant Engineering. Machine Design and Operation: Hanser Publisher, Munich; 1999.
Gupta, V.B., Kothari, V.K., Manufactured Fibre Technology, Chapman and Hall. 1997.
Kothari, V.K., Progress in Textiles: Science and Technology Vol. 2,. IAFL Publication, India, 2000.
Ludewig, H. Polyester Fibres: Chemistry and Technology. New York: Wiley Interscience; 1964.
Mark, H.F., Atlas, S.M., Cernia, E. Man-made Fibres: Science and Technology; Vol. I. Interscience Publishers, New York, 1967.
Mcintyre, J.E., Lewin, M., Pearce, E.M., ‘Polyester Fibre’, in Handbook of Fibre Chemistry, Marcel Dekker Inc. 1998.
Vaidya, A.A. Production of Synthetic Fibres. New Delhi: Prentice Hall of India Pvt. Ltd.; 1988.
Walzack, Z.K. Formation of Synthetic Fibres. New York: Gordon and Breach; 1997.