
Process control in knitting
Abstract:
Acceptability of a knitted product to the consumer largely depends on its quality. The manufacturer has a moral and ethical duty to ensure that the customer receives material of quality proportionate with the price he or she is paying for it. For this reason, inbuilt process control by the manufacturer is essential. This can only be achieved by regular inspection and testing of the raw material, the knitting process, the knitting machine and the finished product. Control at different stages of manufacture is also important. To be effective, the process control scheme for knitted fabric must begin with checking incoming yarn and extend through and beyond the knitting process. From the consumer's point of view, the important parameters of a knitted fabric that need to be maintained for a specific quality and yarn count are the weight per square metre (GSM), width and expected shrinkage during future wet treatment. The difference in loop length within a fabric can produce visible defects, the most common being the occurrence of widthwise bars or streaks. In fact, the most important criteria for producing quality knitted fabrics are aimed at controlling loop length. All the checks and process controls applied throughout the knitting process are highlighted in this chapter.
10.1 Introduction
The acceptability of a knitted product largely depends on its quality. Consumers have become more quality conscious. The manufacturer has a duty to ensure that the customer gets material of a quality commensurate with the price they are paying. The manufacturer also needs to maintain a uniform standard of quality, as well as to meet the required specification. Effective process and quality control are essential. This can be achieved by regular checking and testing of the raw material, knitting processes and the finished product. Control at all these different stages of manufacture is important.
To be effective, the quality control system for knitted fabric must begin with checking the incoming yarn and continue throughout the knitting process. The dimensions of knitted fabrics are determined by the number and size of stitches per unit area; this in turn is determined by loop length. A difference in loop length within a fabric can produce appearance defects, the most common being the occurrence of widthwise bars or streaks. In fact, the most important criteria of quality control in knitting are aimed at controlling the loop length.
The structure and culture of the knitting industry, particularly in India, is quite different from other textile industries involved with spinning, weaving, etc. With a few exceptions, most knitting houses are decentralised and small scale. Although the knitting houses have been achieving their own quality targets through necessary checking and testing for the past few years, common standards and norms are not well established and are not available for specific knitting processes and knitted products. However, in order to satisfy the quality demands of consumers the manufacturers have to control parameters such as GSM and the width of the fabrics. The knitting industry is split into three sub-sectors – flat bed (both hand and power driven) weft knitting, circular weft knitting and warp knitting. These three methods vary widely in their features and requirements. Based on the information available,1–9 the scope of process control in all the sub-sectors of knitting is discussed in detail in this chapter.
10.2 Key control points in knitting
The quality of the fabrics/garments produced in knitting largely depends on the quality of the yarn, knitting machine condition, process parameters of knitting and ultimately the process control scheme adopted in the industry. So attempt should be made to identify the key points in knitting and control those as per norms.
10.2.1 Checking and testing of yarn
Checking and testing of yarn involves parameters such as:
With the exception of the coefficient of friction and bending rigidity, all properties listed need to be tested and verified. These parameters are common and easy to measure. Standards and normal measurements to draw comparisons with are available for spinning. The values of these parameters are usually specified by the yarn supplier. To assess a yarn's suitability for the purpose of knitting, these parameters need to be measured. Some change in yarn count and/or count mixing will certainly cause variation in GSM and impact on the quality of the end fabric. Higher values of unevenness can result in various defects in the fabric including yarn breakage and ultimately loss in machine efficiency. Twist can affect the softness and absorption properties of the yarn, air permeability of the knitted fabric, and the comfort of the wearer. Generally twist multiplier of the knitting yarn is maintained at a lower level than the weaving yarn of a similar count. Therefore the count, tensile properties and twist of the yarn need to be rigorously checked before use in knitting processes, to confirm that the requirements are met. The desired parameters can be seen in Table 10.1.
Table 10.1
Parameters for 40s Ne cotton yarn suitable for circular weft knitting
| Strength | 16 g/tex |
| Elongation | 7% |
| Unevenness | 10.5% |
| Twist factor | 30.23 (3.16 in an English cotton system) |
| Hairiness of a typical cotton yarn of 40s Ne (14.8 Tex) | 6.5 |
The coefficient of friction and bending rigidity are very important for understanding the mechanics of the knitting process, as well as the performance of a particular yarn during knitting. The techniques used to determine these two parameters are likely to be mandatory in the near future in the engineering of all knitted technical fabrics.
Relationship between yarn properties and knitted fabric qualities
There are a number of links between yarn properties and the resulting quality of the knitted fabric. The appearance of a knitted fabric is therefore strongly affected by any defects in the yarn used. Some of these relationships have been summarised in Table 10.2.
Table 10.2
Effect of yarn defects on fabric appearance
| Cause (yarn defect) | Effect (fabric appearance) | |
| a. | Very uneven yarn | Cloudy fabric |
| b. | Yarn with very low strength and/or too many thin places | Holes or cracks |
| c. | Yarn with long term unevenness | Fabric with stripes |
| d. | Bad dyeing or blending | Horizontal stripes |
| e. | Insufficiently paraffinated or rough yarn | Drop stitches and holes |
| f. | Too large or weak knots or bad splicing | Yarn end separation or breakageduring knitting |
| g. | Uncleared thick places | Irreparable faults in the fabric |
| h. | Too much yarn hairiness | Diffused stitch appearance and fluff build-up |
| i. | Very high twisted yarn | Spirality or distorted stitches |
10.2.2 Checking of machinery
Checking of machinery involves inspecting the following:
There are three or more types of stop motion used in knitting machines. In the case of yarn break stop motion, as soon as a yarn breaks the machine stops automatically. The operator is not constantly required to monitor whether any yarn is breaking or not; after the machine stops he simply repairs the yarn breakage and restarts the machine. On the other hand, if the yarn breakage is not sensed and the machine is not stopped automatically by the stop motion the machine will continue to run with broken yarn and fabric will drop down. Restarting the machine after repairing the defect may take a few hours, resulting in a very high loss of machine efficiency. Furthermore, the process of repairing the problem will give rise to a major defect in the fabric.
For various reasons, such as slackening of the belt, jamming of machine parts, etc., the machines are sometimes run at comparatively lower speeds than the target, which slows down production. Machine speeds must be checked at regular intervals and rectified if required.
Proper setting, alignment and cleaning of the yarn feeding arrangement ensures smooth supply of yarn for even running of the machine. Deposits of fluff and dirt in the feeder or misalignment of the feed plate can cause obstruction of yarn flow and can even cause the yarn to break. The takedown mechanism not only brings down the fabric but also controls the courses per inch in the fabric. Improper setting of the take-down mechanism may cause defects such as skew, horizontal lines and dropped stitches in the fabric. So the take-down mechanism must be checked and regulated to achieve the desired courses per inch in the fabric with minimum other defects related to take-down. Lubrication of the machine, as per the schedule provided by the machine manufacturer, is important for smooth running of the machine with minimum wear and tear, vibration and heat generation. As the oil used for lubrication could stain the fabric, it needs to be tested beforehand to check that the oil washes out.
Setting up processes and machine parameters
The most important parameters and settings for knitting machines with regard to quality control are:
Yarn input tension plays a vital role in influencing the mechanics of knitting and the robbing back phenomenon which determines the ultimate loop length.2, 3 Very low and very high input tensions are detrimental for knitting. In general, loop length decreases with an increase in input tension. Input tension can easily be adjusted with the help of the yarn tensioner and can be measured using a yarn tension-meter. A new concept in this field is the incorporation of a built-in tension-meter on every yarn feeder for continuous measurement and control.
The stitch cam setting is the most important parameter for varying loop length in the knitted fabric. Loop length always increases with increase in the stitch cam setting in both single jersey and double jersey machines, with the exception of a few cases under delayed timing (3-Needle or more delay) in double jersey machines. Circular weft knitting machines are provided with a large number of stitch cams; the cam setting must be uniform across the circumference otherwise an uneven loop length will occur and fabric will be defective. Positive yarn feeding is important to help achieve a uniform setting for all stitch cams. Arrangement of a centralised cam setting from a particular point can solve this problem.
The checking and control of the yarn feeding rate and take-down load are also important, as both these parameters influence the yarn tension during the knitting process and the resultant loop length in the knitted fabric.
In order to increase production more feeders can be added to a circular weft knitting machine. However, due to mechanical defects or shortage of material, one or more feeders are sometimes kept idle. In this situation knitting continues, but the fabrics in the non-feeding or idle stitch cam zones become prone to defect.
The order of needle gating depends on the design of the knitted fabrics. If the order changes anywhere in the needle bed the design will vary and the fabric will be defective. For this reason it is essential to inspect the order of needle arrangement in the needle bed and rectify any changes that take place.
Sometimes tuck or float loops are created in a regular pattern to make various derivatives of regular designs to enhance the aesthetic value of the knitted fabric. Therefore it is also essential to inspect the mechanism of tuck and float loop formation at regular intervals, otherwise defects may occur.
10.3 Quality control of knitted fabrics
Some important factors to check with regards to quality control of knitted fabrics are:
Loop length is the most important specification for fabric quality in knitting. Most scientific studies regarding quality control of knitting and knitted fabrics are based on loop length. The manufacturers of knitted products are also gradually becoming more aware of the value of consistent loop length. The consumers of knitted fabrics are very much concerned about loop length, as are traders of knitted fabrics, making it financially one of the most important quality control factors. For this reason loop length is discussed in more detail later in the chapter.
The physical properties of the yarn, and ultimately the properties of the knitted fabric, are influenced by the yarn count, fibre composition and the settings of the spinning machinery used to make it.
The GSM of knitted fabric can be adjusted very easily by varying yarn count, without altering the stitch density or loop length. Today, most trading of circular weft knitted fabric is based on GSM and width. If count is not specified, manufacturers of knitted fabric can achieve the target GSM using coarser yarns with lower stitch density. The consumer is subsequently deprived of the desired quality of fabric. Furthermore, count variation between the feeders will not only produce uneven fabric but could also result in defective fabric.
Courses per inch (cpi), wales per inch (wpi) and stitch density are basic parameters of knitted fabric; variation of these specifications within the fabric will result in uneven thickness. The courses per inch and wales per inch are interrelated4 and mainly depend on loop length governed by machine gauge, stitch cam setting, yarn properties and yarn input tension. These three parameters should be strictly controlled to produce high quality, even fabric.
The fabric tightness factor is the measure of compactness of the knitted fabric. It is calculated using yarn count and loop length and is directly proportional to the coarseness of the yarn, but inversely proportional to the loop length. Therefore, the tightness factor can be increased by using coarser yarn or smaller loop length, and vice versa.
Generally, the variety of structures available using circular weft knitting is limited, but there is scope to produce complex designs using Jacquard and multiple cam tracks on a knitting machine. One of the unique features of flat bed weft knitting and warp knitting is the variety of ornamented structures that can be created. It is important to check that the desired design has been produced correctly by analysing the design after processing.
10.3.1 Controlling GSM in knitted fabrics
As mentioned above, GSM is broadly dependent on stitch density (cpi × wpi), loop length and yarn count. In general, if the stitch density is high, if the yarn diameter is large, or if the yarn is heavy, the GSM will increase proportionally. However, if the loop length is high then the GSM will decrease, as stitch density decreases at a higher rate to the increase in loop length. For double jersey fabric, the additional factors of knitting timing and the gap between the two beds can also cause variation.3, 5
GSM is affected by variation in a large number knitting parameters. Therefore, in order to control GSM, these parameters need to be controlled. Depending upon the requirements of the consumer, GSM is mainly controlled by changing the stitch cam setting, the yarn input tension and the yarn count.
10.3.2 Testing the quality of knitted fabric
Some of the specifications which need to be considered with regards to testing the quality of knitted fabrics include:
Knitted fabrics are used to create various end products, all of which require a high quality fabric to work from. The fabric will have to undergo further processing before it reaches the consumer, therefore it is necessary to assess the fabric throughout to maintain quality and consistency.
Fabric yield is expressed as a percentage of the ratio of weight of fabric produced (output of the knitting machine) compared with the weight of yarn used (input of the knitting machine). As some wastage of yarn is unavoidable in continuous processing, the yield will almost always be less than 100%. However, due to moisture gain (higher moisture content in the ultimate fabric than the moisture content in the yarn used for knitting), the loss in yield due to wastage of yarn is mostly compensated for. Steps must be taken during the knitting process to ensure that yarn wastage is kept to a minimum.
Knitted fabric properties such as fabric extension under a predetermined load, pilling, abrasion resistance and bursting strength are tested and compared with standard values. These values are set by the manufacturer, based on assessment of performance in the end use of the fabric. For example, pilling is a very common defect in the end application. It is therefore recommended to produce fabric on a laboratory scale to test pilling tendency for different yarns, before moving on to large scale production.
In order to identify the presence of defects such as unevenness (thick and thin places), bow and skew, and spirality, the fabric is passed over an inspection table. Arrangements are then made with regards to the removal/rectification of the defects and any further action which needs to be taken.
10.3.3 Important quality aspects of fabrics from consumers’ point of view
The dimensions of some relaxed, knitted fabrics can change when they are subjected to wet treatments, such as scouring, bleaching, dyeing and compacting. This change in dimensions, has the ability to affect many of the knitted fabric parameters, including courses per inch, wales per inch, stitch density, GSM and fabric width/circumference. With the exception of loop length, the parameters of knitted fabrics will continue to change throughout post knitting operations. With this in mind, the parameters of knitted fabrics are only measured in their finished state (usually after compacting).
Shrinkage during subsequent wet treatments, that is, performed by the consumer, also needs to be taken into account. The tolerances for a change in GSM (plus or minus) are only 4–5% of the ordered GSM value. For example, against the ordered value of 150 GSM, the manufacturer is required to produce a fabric with a GSM in the range of 144–156, otherwise orders may be cancelled.
Consumers of knitted fabrics are also concerned with the final width of the fabric (in a two-fold state for circular fabrics and in an unfolded state for flat fabrics). The tolerances here (plus or minus) are again only 4–5% for wide width fabrics, which are cut and opened, before being transformed into the end products. However, for body size fabrics for innerwear (e.g. vests), the reasonable tolerances (plus or minus) are only 0.5 in, irrespective of the diameter. So if the consumer requires fabric for making a vest 36 inches in circumference, the manufacturer must supply knitted fabric with a circumference in the range of 35.5–36.5 in. In addition, the finished fabric must not shrink more than 3% during subsequent wet treatments and throughout the life of the end product. In recent years the leading consumers, particularly from Europe and the USA, have also specified requisite yarn parameters, such as CV% of yarn count, number and magnitude of yarn faults, etc. in addition to the yarn count, unevenness percentage, tensile properties, and the acceptable limit of spirality in the finished fabric.
It has become apparent that more norms and standards for knitted fabrics are to be established in the near future, keeping in mind the satisfaction of consumers on the one hand and the performance of the end product on the other.
10.4 Control of knitted loop length
The basic unit of a knitted structure is the loop and the length of yarn contained in a knitted loop is called loop length. The length of yarn going in to a loop during knitting depends on many factors but it is controllable. The properties of knitted fabric mostly depend on the loop length.
10.4.1 The importance of maintaining loop length
It has been observed by many researchers in the field of knitting that the dimensional properties of knitted fabrics are mainly governed by two parameters, namely the length of yarn in a loop and the shape of the loop. Although the shape of the loop is finalised upon relaxation treatment of the fabric, the length of loop is usually defined by the knitting machine during loop formation. This relationship between loop length and dimensional properties is applicable to any knitted fabric, irrespective of type and count of yarn, or type and gauge of machine. The three basic laws which govern the behaviour of knitted structures as laid out by Munden4 are
1. Loop length is the fundamental unit of weft knitted structure.
2. Loop shape determines the dimensions of the fabric and this shape depends upon the yarn used and the treatment which the fabric has received.
3. The relationship between loop shape and loop length may be expressed in the form of simple equations.
10.4.2 Measurement of loop length
The simplest way of checking loop length in a knitted fabric is by measuring the uncrimped length of yarn unravelled from a knitted fabric with a known number of stitches (wales). Unravelled yarn from a knitted fabric is usually crimped, therefore the yarn has to be straightened, but not stretched, by applying a load (say 0.2 g/tex) in order to measure the exact length. The decrimping load can be calculated using a standard tensile tester. The measurement of the straightened length of yarn can be carried out using any simple apparatus; the HATRA Course Length Tester may be used for the purpose. Of course, this method of measurement is destructive and has to be carried out after the knitting process. This is popularly known as ‘Off-Machine’ measurement.
For measurement of loop length during knitting rather than at inspection, a variety of yarn speed meters and yarn length counters are available. These are used to measure yarn consumption rates in relation to the speed or number of machine revolutions in circular knitting; the loop length is then worked out using a simple calculation. Measurement of loop length during the knitting process is known as ‘On-Machine’ measurement.
More recently, techniques have been developed using image analysis to determine the loop length in any fabric with the help of computer. The fabric sample is scanned or viewed using a magnifying lens; the photographs of the components of yarn which make up the loop are then processed by the computer, either in 2-D or in 3-D form, in order to calculate loop length and further analyse the loop structure. This image analysis technique is nondestructive, but still produces accurate results.
In warp knitting it is more difficult to gain a direct measurement of loop length. The yarn consumption of each guide bar is measured for 480 knitting cycles; this is known as the run-in per rack. This measurement is then used to calculate the loop length. The yarn quantity can be measured using special measuring equipment or simply by marking one of the yarns close to the warp beam and then measuring its position after 480 cycles (1 rack). The run-in per rack may vary from guide bar to guide bar, and the relative amount of yarn fed from each beam can also have an influence. This relationship is known as the run-in ratio and it affects different fabric constructions and qualities in different ways. Therefore, the length of warp wound onto the beams is always dependent on both the run-in per rack and the run-in ratio.
10.4.3 Control of loop length
The size of the loops and the dimensions of the knitted fabric are influenced by the amplitude of the kinking movements used in loop formation. For this reason, the knitting machines are provided with adjustable cams that enable this amount to be varied. The control exerted by such fine adjustments is not in itself sufficient to dictate the amount of yarn drawn from the supply package.
Yarn tensioner and the fabric take-down setting, which can be adjusted by the knitter, exert a significant effect on loop length. There are also many other factors, including temperature, humidity, yarn extension, package hardness and build, which are largely outside the control of the knitter, that can produce variations in yarn friction and tension, thus affecting loop length.
Attempts have been made to produce constant tension devices that could eliminate the effect of the variations mentioned above, as well as allow the needles to draw an amount of yarn determined solely by the cam setting on the knitting machine.
These trials were only partially successful. The positive (measured) feed devices subsequently developed to perform this task have resulted in a significant reduction in course length variation and dimensional variation. Fabric made using a positive feed device has a more even appearance and less barre. Adjustment of the positive feed device is quick and simple. The required course length is obtained by changing the roller diameter and/or gearing. The contact drive between the friction surface and the yarn is maintained on a nip or capstan roller principle.
For flat bed knitting machines or circular knitting machines with Jacquard, where positive feed devices cannot be attached for loop length control, the storage feed assembly can make a significant contribution to knitting efficiency by improving yarn control and allowing the economic use of effect yarns that were formerly regarded as difficult to knit because of draw-off problems.
10.5 Common faults in knitted fabrics
Although the basic aim is to produce fault free fabric, occurrence of some faults is unavoidable in the fabrics during knitting. Such faults or defects are caused mainly due to defective raw materials, improper settings of the knitting machine and lack of supervision.
10.5.1 Sources of faults
Some sources of faults in fabrics are:
As fabric is constructed of yarn, any fault or defect in the yarn could produce faults in the knitted fabric (holes, horizontal lines, bars and streaks, press-off, etc.). For this reason, storage, procurement of appropriate yarn, and quality checks of the yarn are essential in order to eliminate faults in the knitted fabric.
Improper feeding of yarn can cause tension variation, leading to defects in the final fabric, yarn breakage and loss of efficiency. Monitoring and regulation of the feeding system are also important from quality point of view.
Machine settings, such as the stitch cam setting, tensioner settings, the take-down mechanism and pattern/design settings, play a critical role with regards to the quality of the fabric and efficiency of the machine. Therefore control of these settings is of prime importance for producing quality fabric without faults.
Climatic conditions, such as extreme hot, cold or humidity in the room where the knitting processes are taking place can cause the knitting machinery to deteriorate, which could cause faults in the fabric produced. An air conditioned room with regulated humidity is always advisable for the smooth running of the knitting machines.
Proper maintenance of knitting machines is also extremely important for the smooth running of processing without causing faults. Maintenance includes proper lubrication, adequate repair of major and minor defects in the machine, replacement of broken and defective parts, etc. For example, a bent needle or trick can cause obstruction in the movement of the needle inside the trick during loop formation, raising the yarn tension during loop formation to a very high level. This can result in variation of loop length and even yarn or needle breakage. Maintenance work needs to be carried out on regular basis by qualified and skilled personnel using proper tools, proper machine parts or elements, and lubricants.
10.5.2 Types of faults in knitted fabrics
Common faults that can occur in knitted fabrics, along with probable causes, are shown in Table 10.3. Once the cause of the defect is ascertained the necessary remedy can be provided. The defects in Table 10.3 mainly occur during the knitting process and are observed in grey knitted fabrics.
Table 10.3
Types of faults in knitted fabrics
| S. No. | Name of the fault | Probable causes of the fault |
| 1 | Vertical lines | • Defective needles and tricks • Needles loose or tight in the trick • Mixing of needles/sinkers of different types |
| 2 | Horizontal lines | • Uneven yarn • Uneven yarn input tension • Uneven take-down load • Mixed yarn • Loose stitch cam • Uneven twist in yarn • Poor unwinding of yarn |
| 3 | Holes and cuttings | • Weak yarn • Yarn with knots, slubs, etc. • Lint in yarn path • Very high speed of the machine • Rough or defective sinker • Needles too tight in the tricks • Higher yarn/fabric tension • Unsuitable or very small loop length |
| 4 | Dropped stitches | • Low yarn tension • Low take-down load • Stiff needle • Wrong stitch cam setting |
| 5 | Distorted stitches (spirality) | • High twist (torque) in yarn • Incorrect positive feed setting • Uneven yarn input tension • Bent trick wall • Wrong stitch cam setting • Bad or bent needles |
| 6 | Press-off | • Faulty stop motion • Poor yarn quality • Plugged yarn guide • Machine running fast • Weak knots and slubs |
| 7 | Bursting | • Too tight fabric (very small loop length) • Stiff needle latch • Uneven yarn input tension |
| 8 | Barré (bars or streaks in course direction) | • Uneven yarn input tension • Defective yarn • Improper needle action |
| 9 | Off pattern | • Defects in design elements • Incorrect feeding arrangement |
| 10 | Bias/Skew | • Uneven take-down load • Mixed yarn |
| 11 | Soiling | • Bad handling • Dirty working environment |
| 12 | Oil stains | • Oil drippage from machine parts • Bad lubrication technique |
| 13 | Big knots, slubs, etc. on the fabric surface | • Bad yarn quality |
| 14 | Motes and foreign matter | • Poor yarn quality, motes and foreign matter present in the yarn • Dirty working environment |
| 15 | Snagging | • Mechanical strain during knitting in case of continuous filament yarns |
| 16 | Colour fly | • Single fibres, bunches of fibres or yarn pieces in varying colours stuck on the yarn or knitted into the fabric |
| 17 | Winder line (lines at the two edges of a tubular knit fabric) | • Too high take-down load • Long storage of fabric in roll form after knitting • Dense fabric structure |
After wet processing (scouring, bleaching, dyeing, printing, finishing), such defects generally become more prominent, and new defects may also appear on the knitted fabric. Defects which are commonly found in wet processed fabric are:
10.5.3 Spirality in knitted structures
Spirality or skew is a common defect that is generally found in single jersey structures. Ideally courses and wales should be at right angles to each other. Skew occurs when wales are displaced from their vertical position; this is known as wale skew. Skew can also occur when courses are displaced from their horizontal position (course skew). Usually, wale skew is caused by yarn and course skew is caused by feeders. It is important to note that skew caused by yarn and skew caused by the number of feeders in the machine can combine to create more skew, or alternatively it can offset the skew. This distortion of either the wale line or the course line is popularly known as spirality. Spirality is a dimensional distortion in the circular knitted fabric. It is undesirable as it can lead to displacement of seams, mismatched patterns and other sewing difficulties.
The main source of spirality is the twist liveliness of the yarn used. Loop formation involves both twisting and bending, resulting in twist redistribution in the arms of the loop. If the yarn is twist lively, so that it tends to snarl upon itself, then the loop shape is affected as the yarn in the fabric is prevented from snarling by its contact with adjacent loops. The net result is that all the loops in the fabric take up an inclined position, giving the fabric a skewed or spiral appearance, and the wale lines are no longer at right angles to the courses.
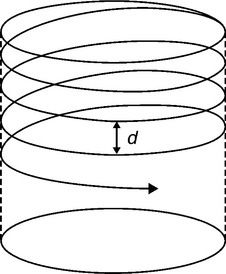
On a single jersey knitting machine, for each feed of yarn one revolution of the machine will make one course of fabric. The more yarn feeders that are used, the more courses will be created in one revolution of the machine, which means that the courses are stacked one on top of each other after each revolution. This creates a spiral line (Fig. 10.1). The distance between the spiral lines represents the production of courses for one revolution of the cylinder. For example, if one revolution of the cylinder produces 1.5 inches of linear metres of cloth, then there will be 1.5 linear inches of skew in the course that is generated. Machines with a large number of feeders can create substantial skew or spirality in the fabric.
Spirality of more than 5° is clearly visible in knitted fabrics, and this is considered to be a fault. The spirality value generally increases after washing due to relaxation of the residual torque of the yarn. Yarn with higher twist multiplier always produces higher spirality than a yarn with low twist multiplier.
The probable factors which affect spirality in knitted fabrics are:
• twist liveliness (spirality increases with increase in twist multiplier),
• feeder density in the machine (spirality increases with increase in number of feeders),
• tightness factor of the fabric (spirality decreases with increase in tightness factor),
• variation in knitting tension and yarn frictional properties,
• spinning technology (Friction > Ring > Rotor > Air jet),
• residual torque of the yarn,
• combination of Z-twisted and S-twisted yarns in alternative order reduces spirality,
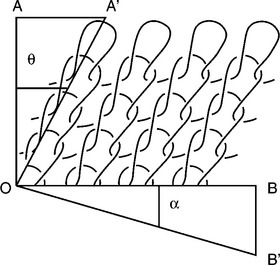
Spirality in the wale direction can be measured in terms of degree of spirality [θ = tan− 1 (Dw/Lw)] where θ = spirality angle, Dw (AA’) = displacement of the wale from a normal line to the course of a fabric measured at a distance Lw (OA) (Fig. 10.2). Similarly, the degree of spirality in the course direction will be [α = tan− 1 (Dc/Lc)] where α = spirality angle, Dc (BB’) = displacement of the course from a normal line to the wale, of a fabric measured at a distance Lc (OB) from the identified wale line.
Spirality becomes more prominent when widthwise striping is produced using two or more coloured yarns in a machine with a very high number of feeders. In that case the value of ‘d’ will be F/cpi where F is the number of feeders.
Practical problems arising from spirality encountered in garment production are displacement or shifting of seams, mismatching of patterns, sewing difficulties, etc. Spirality has an obvious effect on both the aesthetic and functional performance of knitted structures and garments produced from them.
Spirality can be eliminated by setting the twist in the yarn or by using balanced two-fold yarns where possible. However, with single yarns of natural fibres, the set is usually not permanent and can be reversed by washing. The effect of the direction of machine rotation in relation to the direction of twist in the yarn has some effect on spirality, but it becomes negligible after the washing of the fabrics. The easiest and most popular technique for minimising spirality in knitted structures is to use ‘S’ twisted and ‘Z’ twisted yarns in alternative feeders during knitting. The neighbouring yarns, which are twisted in opposite directions, act in an opposing manner and neutralise the spiral formation. Plating is another effective way to produce spirality free fabric.
10.6 Other process control factors in knitting
In addition to the detection and minimization of the common faults through process control, attempts are being made to identify the factors which may result either some undesirable properties in the end product or loss in efficiency of the knitting process.
10.6.1 Main factors affecting the dimensional properties of knitted fabrics and garments
The main factors affecting the dimensional properties of knitted fabrics are:
• Fabric structure – different structures relax in different ways.
• Type of fibre(s) – fabric or garments made from different fibres relax differently.
• Stitch length – the length of yarn in a knitted loop is the determining factor for all structures.
• Relaxation/finishing route – the fabric dimensions vary according to relaxation/finishing sequence.
• Yarn linear density – yarn diameter affects the dimensions slightly but affects the fabric tightness, area density and other physical properties.
Table 10.4 describes the process control points to be considered in order to produce a faultless knitted product.
Table 10.4
Prerequisites for faultless production in knitting
| (a) | The machine must be installed on a true horizontal floor or surface, as far as possible, without any vibration. |
| (b) | Yarn package holders must be mounted in such a way that the yarn should not rub against the sides of the packaging when it is expelled. |
| (c) | Yarn should be guided from the package up to the knitting zone without unnecessary deviations in order to avoid additional increase in tension and entanglement with the neighbouring yarn. |
| (d) | Yarn packages must be well built with the proper package (cone) angle. The quality of the yarn must fulfil the requirements for knitting. |
| (e) | If basic knitted structures are to be produced on a large scale, the machinery should be equipped with yarn feeding units that generate a constant yarn tension and deliver uniform yarn length. |
| (f) | Yarn guides must be flawless, eyelets made of porcelain or sintered ceramic must have a smooth surface without any furrows. |
| (g) | The needles must also be flawless. Their shape must be adapted according to the machine gauge and yarn count – this is especially important for hooks. |
| (h) | The condition of needle bed(s) should be well maintained without wear and tear, particularly in the case of tricks. |
| (i) | The drive to the needle bed(s) should be smooth and free of play in between dial and cylinder. |
| (j) | The needle beds must be exactly centred towards one another. |
| (k) | The fabric take-down and wind-on mechanism must be capable of being set individually in order to maintain the desired tension. |
| (l) | The operator must be thorough in regards to checking and maintaining the machinery and should be quality conscious. |
| (m) | The machine must be equipped with and well maintained highly sensitive stop motions. |
| (n) | The machine must be oiled and lubricated regularly. Automatically operating lubrication systems are absolutely necessary to get a high machine performance and a good operating reliability. |
| (o) | The machine must be cleaned, i.e. the deposition of fluffs and dirt over the machine as well as deposition of residual paraffin on the tension discs and yarn guides should be removed regularly. |
| (p) | The knitting plant must have clean working environment with proper temperature and humidity, and preferably it should be air conditioned so that yarn does not dry up during knitting. |
Note: With regards to the state of the machines, the above mentioned points must be kept in mind to achieve faultless production of knitted fabric.
10.6.2 The role of the supervisor in quality control
The supervisor has a major role in ensuring that the required product quality is being achieved. The supervisor will be unable to play that role if, firstly, they are not aware of precisely what is required and the means of monitoring it, and secondly, they are not convinced of the necessity for it. Even if
the above conditions are satisfied, their efforts will be inhibited if they are required to devote the greater part of their time to other tasks which should be undertaken by service personnel. In short, a supervisor must be encouraged and permitted to supervise. As a result of systematic development the supervisor should, amongst other facets of supervision, be:
• thoroughly familiar with the specification of the product,
• thoroughly familiar with, and skilled in, techniques of monitoring the consistency of the product,
• understanding of the importance of achieving a certain level of quality.
They can then communicate the importance of these factors and pass on their subject knowledge to their operatives, building the foundation for an overall improvement in workroom standards.
10.6.3 ‘Snap study’ of the knitting process
Many reputable knitting houses have been gradually implementing the concept of ‘snap study’ to determine the overall efficiency in knitting and process control.
To undertake a ‘snap study’ or snap reading one must walk down machine alleys making a tally of which machines are currently stopped against a list of the causes of machine stoppage. As the word ‘snap’ indicates, the recording of the incidence should be spontaneous; the person who takes snap rounds should not anticipate an incipient stoppage, nor should they wait for it to occur as they go round. ‘Snap study’ is a technique that aids analysis of the various causes of loss in efficiency, and helps workers to estimate the percentage loss due to each cause by accurately calculating production.
In addition to aiding efficiency, a ‘snap study’ can help to identify breakages, including their cause and location, as well as idle times of the machinery and the causes of this. It can also track the involvement of operators with the machinery, along with many other factors. In this way a ‘snap study’ can help to improve the quality and quantity of production, with minimum defects and wastage of material.
It is also possible to evaluate the performance of one particular machine using this technique. The total number of breaks is generally converted into breaks per 1000 revolutions; this is then compared with the individual machines set norms. The norms are likely to vary depending on the type of machine, yarn quality and count, number of feeders in the machine, etc. As, for example, for a particular knitting house the breaks per 1000 revolutions ≤ 1.0 is very good, > 1.0 but < 1.5 is good, > 1.5 but < 2.0 is average, > 3.0 but < 4.0 is poor and > 4.0 is very poor.
The material handling systems adopted and the prevailing work culture also influence the production of knitted fabric. ‘Snap study’ can be extended to evaluate these two factors in order to help monitor and improve the quality of production.
10.7 Future trends: online quality control
The modern trend in quality control during knitting processes is the use of online systems and computers. Online systems employ many sensors and/or transducers to detect faults and deviation from set values. This detection, or signal, goes to the central computer, which processes and interprets the results. The computer then sends the information to the controllers, which are usually electronically controlled devices. These controllers either control the process directly or stop the process temporarily. This online control system can be attached to a group of machines and can produce cumulative quality results covering any particular period; these can then be stored for future applications. Some of the sensors and controllers found in modern knitting machine are:
• yarn breakage and speed monitoring sensor,
• yarn tension monitoring sensor,
• monitoring of group needle selection during shaping,
• fabric quality monitoring sensor,
• machine speed control servomotors,
• production monitoring and display unit,
This modern type of online control system used in knitting is equivalent to the Ring-data or Loom data system, widely popular in other areas of the textile industry.
For a few of the online control systems, both experimental studies and commercial models are discussed below.
Process control for total quality in circular knitting has been proposed by Araujo et al.6 The proposed approach is based on yarn input tension analysis, which is a reflection of the whole knitting process for a given yarn feeder. By using this method it is possible to observe the whole process of loop formation, thus enabling the detection of abnormalities, along with their position in the appropriate knitting element and possible cause diagnosis. The presence of a defect can be detected, identified and located with high accuracy using this technique, which constitutes a major step in reducing repair time. The results obtained through the application of statistical tools in one case, and direct comparison in another, suggest that it is possible to detect and distinguish the defects by means other than by observation. The use of control charts can be a valuable tool for evaluating the general working condition of a knitting machine.
The Knit+Integrated system,7 developed in Universidade do Minho, is a low cost online knitting process control system that can be easily installed on circular or flat knitting machines. It can be used for fault detection and for classification during the knitting process. At the same time, the system can provide relevant production information, such as an instant value of the yarn input tension. It can work independently or connected to a central unit that collects the information from all systems.
Online control of knitted fabric quality (loop length control) was also carried out by Semnani and Sheikhzadeh8 using a circular knitting machine. Variation of yarn tension between different knitting tools can cause differing loop length of stitches during the knitting process. The authors applied a new intelligent method to control loop length of stitches in various tools, based on the ideal shape of stitches and the real angle of stitch direction. To measure deviation of stitch direction against variation in yarn tension, image processing techniques were applied to pictures of different fabrics with constant front light. Afterwards, the rate of deformation was translated to determine which required compensation of stitch cam angle to rectify stitch deformation. A fuzzy control algorithm was applied to the loop length modification in the knitting tools. The presented method was tested on different knitted fabrics of various structures and yarns. The results obtained showed that the developed technique could be utilised for loop length variation control when using different knitting tools based on stitch deformation, as well as for various knitted fabrics with different fabric structures, densities and yarn types.
Real time monitoring, planning and quality control for knitting mill: KnitMaster,9 the BarcoVision’s leading Manufacturing Execution System (MES) for the knitting industry, monitors and synchronises all logistical activities within the knitting mill, from yarn purchasing and inventory up to the shipment of the finished fabric. Powerful analysis tools enable quick identification of weak points and bottlenecks, resulting in an optimal usage of production capacities. With today’s requirements for low quantity orders and rapid delivery times, scheduling has become a critical function for the textile mill. KnitMaster offers the planning department an interactive tool allowing them to optimise machine loading based on real time information. Optional modules are available for online monitoring of the yarn feed rate, automation of oiling and doffing functions, connection of weighing scales, integration of the fabric inspection department and interface with the company’s ERP system.
Most weft knitting (circular and flat) and warp knitting machines can be connected to the KnitMaster by means of DU8P Data Units. These Data Units are available for wired and wireless networking. The large display allows the users to view all production and planning information. Nine predefined ‘quick entry’ keys facilitate fast entry of the most frequent reasons for stoppages. All other data entry is conducted through software driven function keys. Besides count inputs and digital inputs for automatic stop detection (needle breakage, scanner stop, yarn breakage, etc.), the DU8P is also equipped with two serial interfaces which can be used to connect weighing scales, printers, barcode scanners, etc. Through bi-directional communication, the DU8P can stop the machine and activate a light or any other machine function, such as oiling and doffing, by using one of the five digital relay outputs.
10.8 References
1. Ray, Sadhan Chandra. Fundamentals and Advances in Knitting Technology. New Delhi: Woodhead Publishing India; 2011.
2. Knapton, J.J., Munden, D.L. A study of the mechanism of the loop formation on weft knitting machinery. Part I: The effect of input tension and cam setting on loop formation, Textile Research Journal. 1966; 36:1072–1080.
3. Ray, S.C., Banerjee, P.K. Some preliminary investigations into the mechanics of 1x1 rib loop formation on a dial and cylinder machine. Indian Journal of Fibre and Textile Research. 2000; 25:97–107.
4. Munden, D.L. The geometry and dimensional properties of plain knit fabrics. Journal of Textile Institute. 1959; 50:T448–71.
5. Little, T.J. Factors influencing the exact replication of double knit fabrics. Textile Research Journal. 1978; 48:361–365.
6. de ARAÚJO, Mário, André, C.A.T.A.R.I.N.O., Hu, H.O.N.G. Process Control for Total Quality in Circular Knitting. AUTEX Research Journal. 1999; 1:21–29.
7. André Catarino, 2C2T-Centre for Textile Science and Technology, Universidade do Minho.
8. Semnani, Dariush, Sheikhzadeh, Mohammed, Online control of knitted fabric quality, 2011.. http://www.fibre2fashion.com
9. KnitMaster, Barco, Vision in Pursuit of productivity, 2011.. http://www.Visionbms.com