
Process control in printing of textiles
Abstract:
This chapter introduces the general printing technology for printing cotton, polyester, nylon, and blend fabrics with respect to dyes (reactive, disperse, acid, etc.) and pigments applications, printing methods (direct, discharge and resist, and heat transfer) and printing machines (roller, heat transfer, flat-screen, rotary-screen and inkjet). The corresponding printing processes and the process controls are discussed in detail.
14.1 Introduction
Textile printing is considered as a controlled process to dye fabric in definite patterns or designs. It involves the transfer of colour paste on to the specified location of the fabric. Traditional textile printing techniques can be classified into several types, such as direct printing, discharge printing, resist printing and heat transfer printing.
14.2 Direct printing
Direct printing is the process by which colourants, containing dyes, thickeners, and the mordants or substances necessary for fixing the colour on the fabric, are printed in the desired pattern directly. This technique is widely applied in modern industry. Theoretically, the dyes used for dyeing a fibre are possible to adopt in printing on the same fibre as a fabric. However, there are more considerations arising from dyestuff selection than that in dyeing. The predominant consideration, apart from disperse dye and pigment, is the solubility of the dyes selected. They should have excellent solubility, in that they can not only be dissolved in the limited water in paste, but also can be redissolved in the condensed steam at the fixation stage. Moreover, dyes with rapid transfer ability from paste to fibre are preferred; otherwise the fixation time to achieve adequate diffusion will be prolonged.
14.2.1 Direct printing for cellulose
The full range of colours ensures reactive dye plays the most important role in direct printing for cellulosic fabric. Besides the common considerations for selecting dyes in dyeing, additional factors are the stability of the paste and the staining property in wash-off stage (Kanik and Hauser, 2004). To minimise staining in wash-off stage, low substantivity reactive dye is always the primary option. Nowadays, a lot of special reactive dyes for printing are available in the market, such as Novacron® P from Huntsman, Procion® PX and Remazol® P from Dystar.
A good preparation of cellulosic fabric before reactive printing is essential. Woven fabric must be thoroughly desized, and mercerisation is recommended, which gives fuller colour strength. Reactive printing can be classified as (1) the all-in method (widely used), in which the paste contains all the chemicals required, and (2) the two-stage method, in which the paste is without alkali, and fixation is brought about by padding alkaline solution after printing.
The profile of the all-in method is shown in Table 14.1. The addition of dye can be either by sprinkling dye powder into stock paste followed by high-speed stirring, or pre-dissolved in hot water and then poured into stock paste, with the latter being the most common method. The addition of urea may be necessary in pre-dissolving. It must be pointed out that the NaHCO3 for fixation cannot be added into hot paste until it has cooled down to room temperature. This is to avoid premature decomposition of NaHCO3, which liberates Na2 CO3 and decreasing the stability of colour paste, as well as aggravating hydrolysis of the reactive dye.
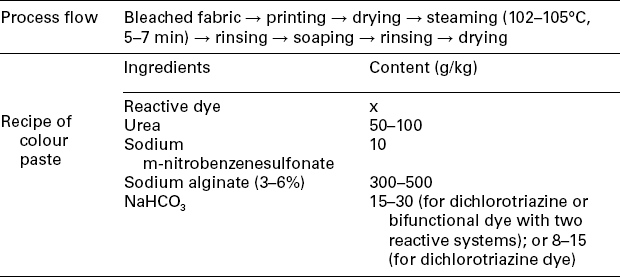
If the reactive dye selected is not alkali-sensitive, Na2CO3 or even NaOH is preferred because higher colour yields will be obtained if the stable dyes are fixed at a higher alkali level.
Dye fixation can be completed by steaming, drying, or baking depending on the equipment available and the dye selected. Steam-fixation is the most common method employed. Insufficient steaming will decrease the colour fastness and aggravate the burden of wash-off, whereas too much steaming will reduce the colour yield.
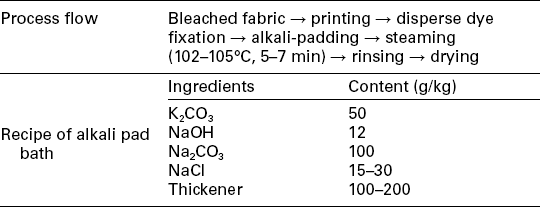
In the two-stage method, the fabric is printed by the paste without alkali. This printing profile was shown in Table 14.2. The fixation can be initiated by applying alkali solution.
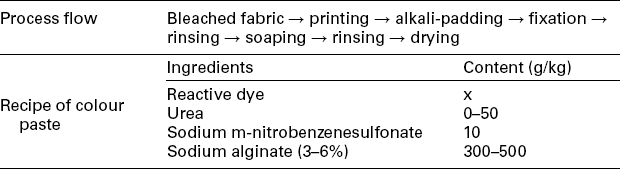
Typical recipes for the alkali pad solution are shown in Table 14.3, where Recipe 1 is suitable for dyes with relative lower reactivity, such as MCT dyes or bifunctional dyes with two reactive systems (MCT + VS), and Recipe 2 is more appropriate for dyes with higher reactivity, such as DCT and VS dyes. In some cases, it is necessary to add a large amount of salt in alkaline solution to avoid colour-bleeding from the printed pattern, similar to the wet-on-wet fixation process in continuous reactive dyeing.
Table 14.3
Typical recipe of alkali pad solution
| Ingredients | Recipe 1 (g/L) | Recipe 2 (g/L) |
| NaOH | 30 | 10 |
| Na2 SiO3 | 50 | 50–100 |
| Na2 CO3 | – | 50 |
The subsequent fixation process follows the same principle as that in the all-in method.
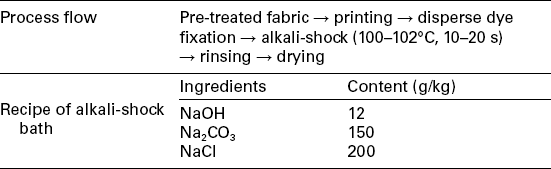
There is an alkali-shock method to fix the reactive dyes in which printed fabric goes through into hot alkali solution (100–103 °C) to initiate fixation. Therefore, the process flow listed in Table 14.2 becomes: bleached fabric → printing → alkali-shock → rinsing → soaping → rinsing → drying. The alkali-shock method is more suitable for fabric printed with the reactive dyes having high reactivity. The retaining time of fabric in the alkali-shock process is about 10–20 s; the presence of a large amount of electrolyte may raise the temperature of the pad solution over 100 °C without pressure.
14.2.2 Direct printing for polyester
For polyester fabric printing, disperse dyes are the only dyes available. A thorough pretreatment of polyester is always the most basic requirement before printing. The residuals on the fibre, especially non-ionic types, have negative effects on fixation. The thickener selected must meet the requirements of having low-solid content, giving elastic film on fabric, and being easily removed in wash-off. Alginates and locust bean ethers are the most common thickeners used.
The printing profile is illustrated in Table 14.4. Depending on the fixation processes employed, suitable disperse dyes should be carefully selected. It is necessary to avoid using dyes with poor sublimation in superheated steaming and thermofix because of the decrease in colour yields and the staining on the unprinted area. To obtain medium to deep printings, adding ethylene oxide condensate as the fixation accelerator is usually necessary.
Table 14.4
Profile of direct printing with disperse dye on polyester
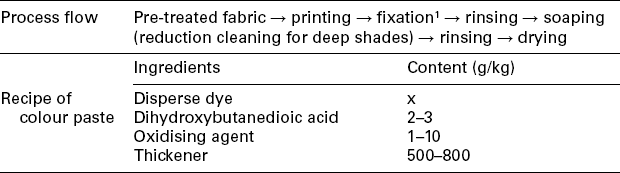
1(a) saturated steaming, 128–130 °C, 20–30 min; or (b) superheated steaming, 175–180 °C, 5–10 min; or (c) thermofix, 200–210 °C, 1–2 min.
After fixation, prints are first rinsed in cold water to remove paste and unfixed dyes, and then rinsed in warm water (40–50 °C) containing alkali and reduction agent (Table 14.5). Afterwards soaping should be carried out at less than 80 °C, otherwise staining on the ground would take place. After final rinsing, the preferred drying temperature is below 120 °C to prevent dye migration.
14.2.3 Direct printing for nylon
As the second important synthetic fabric, nylon can be printed with acid dyes, metal-complex acid dyes and direct dyes. The typical recipe for polyamide printing paste is shown in Table 14.6. Fixation is usually carried out in saturated steaming at 102–105 °C for 20–30 min. Sometimes steaming with pressure is adopted to achieve enhanced colour depth. The final washing-off is very critical in polyamide printing with acid dye because this dye has high staining tendency on the ground. Unlike hydrolysed reactive dye to cotton and reduced disperse dye to polyester, the unfixed acid dye still has high affinity to polyamide. To prevent such a defect, maintaining an alkaline washing condition is necessary because the affinity of acid dyes in alkaline bath is very lower. Therefore, even the initial cold rinsing also needs sodium carbonate. Moreover, a cationic auxiliary is required in the subsequent warm rinsing to entrap unfixed acid dye in the bath to prevent staining.
14.2.4 Direct printing for blends
The printing for blends should consider all the fibre properties made up of the blended fabric.
Pigment printing
Pigment printing, different from the pigment dyeing for blends, is a thriving technology for blends printing at present, because of easy application and less pollution. They can be fixed on the fabric surface by a binder film which adheres to the fibres. Such film on fabric surface may stiffen fabric handle in the printed areas. However, such defect in the limited area can be ignored because the large unprinted area retains the original properties. Moreover, recently developed binders make pigment printed goods with enhanced handle. Because of no substantivity for all types of fibres, colourations with pigments for different fibres have almost no differences. Thus blends with two or more fibres can be printed by pigments in one-stage without variations for colouration property. Actually, pigment printing is increasingly applied for pure fabric printing, except for the cases in which very soft handle and much higher fastness are required in printed area. The process profile of pigment printing is shown in Table 14.7.
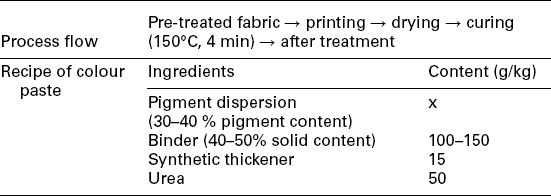
The colour fastness of pigment printing is closely related to the binder content, as well as the curing temperature and time applied for the binder. Excessive binder content in the colour paste would cause poor fabric handle, such as stiff and sticky, while inadequate binder could lead to poor colour fastness of the printed pattern. The optimum control of binder content is required. Typically, 4 min at 150 °C is sufficient for the film formation to fix pigment particles. Unlike printing with dyes, wash-off for pigment printed goods is not necessary.
Disperse/reactive printing
Polyester/cellulose fabric is the most significant blend, as mentioned before, in blend dyeing. This blend can also be printed with single class dye or two-class dyes such as the disperse/vat, the disperse/direct or the disperse/reactive system. The disperse/reactive system is thought to be the most appropriate combination, because it offers a wider colour range as well as fewer problems that might appear in printing than other combinations. There are two processes for the application of the disperse/reactive dyes combination, that is one-stage and two-stage, which are similar to those in pure cotton printing with reactive dye. An example recipe for one-stage printing is shown in Table 14.8. The application of single stage printing is much easier than the two-stage one, but more factors have to be considered in the dye selection: (1) reactive dyes must have high fixation on fabric and not react with the disperse dyes containing amino groups, and (2) disperse dyes need better stability in alkali paste. The dye fixation can be either at 200 °C for 1–2 min or superheated steaming at 180 °C for 5–10 min.
Table 14.8
Recipe of direct printing with disperse/reactive dyes on blends (one-stage)
| Ingredient | Content (g/kg) |
| Disperse dye | X |
| Reactive dye | Y |
| Sodium m-nitrobenzenesulfonate | 10 |
| Sodium hexametaphosphate | 0–3 |
| NaHCO3 | 5–10 |
| Urea | 30–50 |
| Sodium alginate (6%) | 500 |
The two-stage method has more freedom for dye selection but more complicated processes and less reproductively presented. The disperse dye fixation condition is similar to that for pure polyester printing (thermofix). The reactive dye fixation has two ways to be carried out, that is the pad-steam (Table 14.9) method and the alkali-shock (Table 14.10) method, similar to that for pure cotton printing.
Removing paste and unfixed colour on blends printed with disperse/reactive dyes is more complicated than that for other rinsing processes. Generally it contains the following steps:
14.3 Discharge, resist and heat transfer printing
Different from the direct printing, the discharge, resist and heat transfer printing are called of indirect printing to some extent.
14.3.1 Discharge printing
In discharge printing, unlike direct printing, the fabric being printing is dyed by dischargeable dyes first. Next, the dyed fabric is printed with paste containing chemicals which have the ability to destroy the dyed colour. Colour on the printed patterns will be discharged after steaming. After rinsing, white patterns presenting on coloured fabric are obtained. If the printed paste contains discharge-resist dyes, the pattern will display the hue of such dyes. The former method is called white discharge printing, and the latter is known as coloured discharge printing. The colour around a printed pattern is called ground colour, because it is the background of the printed pattern. Relevantly, the pattern colour is described as the illuminating colour, in which it appears that coloured light illuminates the ground colour on the fabric. This effect is more impressive if the ground colour is deep.
The selection of dyes both for discharge ground (dischargeable) and for illuminating colour (discharge-resist) is critical. Generally, the dischargeable dyes for ground are azo dyes with an –N=N– group, which can be reduced by splitting the double-bond. However, different dischargeable characteristics still exist among the dyes with varied structure, although they have the common azo group. The selection of discharge-resist dyes for illuminating colour is closely related to the exact conditions in printing, such as printed material, colour shades, as well as discharging agent (reductant) selected. Vat dye resists discharging and is the dye class most applied in coloured discharge printing as the illuminating colour. Nowadays, there are the scales for the dischargeablity of dyes ranging from 1 to 5 provided by the commercial dye manufacturers for reference.
The most widely used discharging agents are sodium formaldehyde sulphoxylate (NaHSO2·CH2O·2H2O), thiourea dioxide [(NH2)(NH)CSO2H] and tin(II) chloride (SnCl2). The choice of reductant depends on the dyes involved, both the ground and the illuminating colour, as well as the fabric being printed. The diverse dischargeabilities of reductants and dyes can provide more freedom to combine reductants with dyes for different discharging scales. Unless specifically to develop special styles, SnCl2 is not recommended for hydrophobic materials, because the capillary migration of the liquor gives haloing defects around the pattern reducing its definition. A suitable thickener for discharge printing must meet not only the requirement of direct printing, but also satisfy the extra requirement characterised in discharge printing. The thickener used should be stable to the reductant. Thus a non-ionic type is preferred. Moreover, thickener with a high-solid, low-viscosity property is necessary to ensure obtaining defined patterns successfully.
One of the problems arising in discharge printing is the invisible printed pattern on the ground colour. It is difficult to detect when the mistake occurs. Thus, it is common to introduce marked-colour in the discharge paste, usually white pigment for white discharge. The addition of white pigment not only gives rise to the visibility of discharge printing pattern but also enhance the whiteness of the printed area.
Generally, the process flow of discharge printing is as follows:
Dyed fabric → printing → drying → steaming → cold rinsing → oxidation (if necessary) → hot soaping → rinsing → drying.
Steaming with saturated steam for 5–8 min is usually sufficient. In some cases, a mild oxidation agent is padded on dyed fabric to prevent unnecessary colour fading when it is in steam unit, which may be full of reductive air. Moreover, it may also minimise the haloes around the pattern.
When discharge printing is applied to polyester, the discharging agent can be either reductant as usual or alkali, because some of the disperse dyes containing an ester group can be destroyed under certain alkaline conditions. Strictly, the term of ‘discharge-resist printing’ is more appropriate than ‘discharge printing’ for polyester. because the fabric before printing is not virtually ‘dyed’, the disperse dye is only padded on to the fabric without fixation. The process flow of discharge-resist printing for polyester is as follows:
Pre-treated fabric → padding dyes → drying → printing → thermofix → rinsing → reduction cleaning → rinsing → drying.
When alkali is used in discharge-resist effect, it is better to replace the thermofix with the superheated steaming.
Discharge printing on blends is less common because a number of problems may arise in the operation. Moreover, few blends with discharge effect are observed anywhere in the textile fashion field. Pure cotton is thought to be more suitable than blends for discharge style.
14.3.2 Resist printing
Resist printing refers to the particular style in which the pre-treated fabric is printed with the resist agent first and then the printed fabric is dyed. The printed patterns do not accept the dyeing, leaving uncoloured patterns against a coloured ground. The resistants can be either physical substances such as wax, fat and resin, which prevent the pattern contacting the dye liquor, or chemicals such as oxidants, reductants, acids and alkalis, which resist fixation of ground colour. Sometimes a combination of pairs of resistants is adopted to meet special requirements. The styles of resist printing goods are similar to those of the discharge method, but the resist printing method has an advantage in the range of dyes that can be selected for ground colour, whereas dyes applied in discharge method only concentrate on those with instabilities, which can be destroyed easily.
14.3.3 Heat transfer printing
Heat transfer printing, also called sublimation transfer printing, is generally applied for pure polyester or for a blend with PET over 50%. It involves the pattern being first printed on the sublimation transfer paper with sublimation dyestuffs, and then the dye will sublimate and migrate to textile material by heat press with a hot press or hot calender. The printed patterns can achieve the features of vivid image, high definition and a rich gradation of shades. This method can be used for printing the natural landscape and artistic patterns. Its process is very simple, just pressing the transfer paper on the pre-treated fabric with a hot transfer printer. The temperature of the hot press or hot calender should be carefully controlled, and generally around 180–200 °C in about 20–30 s for pure polyester. This printing method has more advantages, such as low production costs, no need of making and storing screens for a printing factory, low reject rates, being capable for garments printing, etc. The biggest weakness of transfer printing is its lack of flexibility in printing on different fabrics, which is an advantage of direct printing.
14.4 Process control in roller and screen printing machines
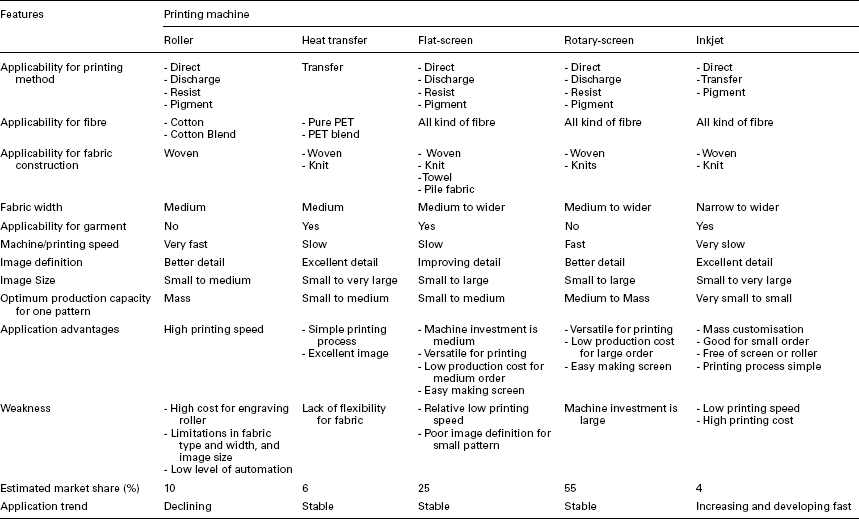
The printing process is mainly carried out by the printing machine. Based on the printing methods introduced above, there are five types of printing machines widely used in the textile industry. A comparison of these machines is shown in Table 14.11.
Besides the printing process, the process of fabric pretreatment before printing and the process of after-treatment for the printed fabric are also the important steps in printing. Therefore, in addition to the printing machine, the corresponding equipments for pretreatment and post-processing are also required for printing production and need to be well matched. But here the discussion is focused only on the major printing machines applied.
14.4.1 Roller printing machine
The roller printing machine, also called the engraved roller printing machine or cylinder printing machine, was once the most widely used machine for fabric printing. This machine can carry out the major printing methods, including direct printing, discharge printing and resist printing for cotton woven fabric and its blends. The main advantages of roller printing are high productivity, broad applications for different delicate pattern designs, and multicolour up to 12 colours. Due to the weaknesses of relatively smaller pattern size, complicated roller engraving process, especially unsuitability for pure synthetic fabric, the roller printing machine is gradually being replaced by screen printing machines, both the flat-screen printing machine and the rotary-screen printing machine.
14.4.2 Screen printing and screen printing machines
Screen printing is a printing technique that uses a patterned, partial paste-blocked mesh screen. The open areas (unblocked) of the mesh screen can transfer colour paste onto fabric by squeezing the paste with a roller or squeegee. Because of the simplicity of the application process, a wider range of dyes is available in screen printing than that in any other printing process. Therefore, the major printing methods, including direct printing, discharge printing and resist printing can be carried out by the screen printing method for most kinds of fibres, fabrics and their blends. The process control in screen printing is the same as the printing method (e.g. direct printing) being adopted. However, optimum control of the viscosity of the colour paste plays an important role in printing quality. Depending on the screen shape applied, screen printing can be classified as flat-screen printing and rotary-screen printing.
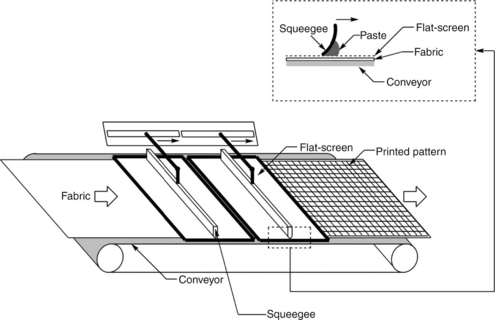
The corresponding printing machines are called flat-screen printing machines (Figure 14.1) and the rotary-screen printing machines (Figure 14.2). The widest printing width of these two machines can be 3.2 m or even more. Generally, the machine speed of flat-screen is lower than that of rotary-screen. For production cost, the flat-screen printing method is best suitable for a small batch; in contrast, the rotary-screen printing method is higher in production efficiency and is good for large volumes. Only one colour can be printed by each screen. A flat-screen printing machine usually has 8–12 screens and, as a result, 8–12 colours are available in a pattern. However, a rotary-screen printing machine may have up to 24 screens and, therefore, 24 colours may appear in a pattern. The rubber conveyer in the screen printer machine, to which the fabric is glued during printing, must be cleaned in continuous mode with water to remove excess adhesive and printing paste. At the end of each batch, or when changing colours, full cleaning of the printing machine is required.
Flat-screen printing
Flat-screen printing is the most versatile of all printing processes. It can be used to print on a wide variety of fibres (such as pure cotton, silk, pure synthetic or their blend), light or heavy fabrics (such woven, knitted, pile fabric, towel, etc.), and garments.
Flat-screen printing consists of four elements of the screen, the image carrier, the squeegee and the colour paste. The screen printing process uses a tightly stretched porous mesh over a frame made of wood or metal. The raw flat-screen is a combination of a frame and a piece of polyester fabric that is tightly stretched across the frame. When a detailed pattern is required, the fabric fixed on frame is entirely coated with a certain mixture of polymers that are water soluble but will become insoluble if exposed to a special light source due to self-crosslinkage. Not all the area of screen fabric will be exposed to the special light source, and the pattern area will be protected, where the coated substance can be washed off. As a result, the meshes on the pattern area are reserved but the rest are blocked by cross-linked polymer. Using a rubber squeegee, colour pastes are spread across the width of the screen frame and forced to pass through the pattern location only, producing a localised dyeing effect.
Flat-screen printing is a semi-continuous and reciprocating process. The screen is first moved into position over the fabric or garment, the squeegee is pressed against the mesh and drawn over the image area, and then the screen is lifted away from the fabric or garment to complete the process. The printing quality is influenced by many factors, such as composition, size and form of fabric, and angle, pressure, and speed of the squeegee.
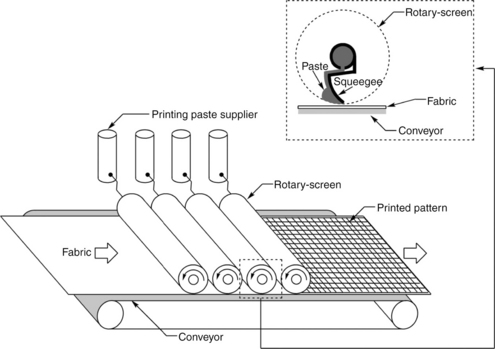
Rotary-screen printing
Rotary-screen printing can increase production rates by its continuous production process, compared with the semi-continuous process of the flat-screen printing method, and is more suitable for mass printing production. Its typical speeds are between 50–100 m/min depending upon design complexity and fabric construction. The screen is made in rotary form and made from stainless steel, nickel usually. Nowadays, rotary-screen printing has become the most widely applied technology in the entire printing industry.
The basic operations of rotary-screen and flat-screen printing machines are very similar. An in-feed device, paste trough, rotating blanket (print table), dryer, and fixation equipment are used. The process involves initially feeding fabric onto the rubber blanket. As the fabric travels under the rotary screens, the screens turn with the fabric. Colour paste is continuously fed to the interior of the screen through a pipe. As the screen rotates, the squeegee device pushes paste through the design areas of the screen onto the fabric. The major disadvantage of rotary-screen printing is the high investment cost of the machine. As mentioned before, rotary-screen printing is most suitable for mass production, but generally not profitable for small batch production, because of the cumbersome clean-up process for this machine when changing colours or patterns.
14.5 Inkjet printing and its process control
Inkjet printing of textiles is the method of direct printing of colourants onto fabric by a computer-controlled printer, which creates a digital image by propelling droplets of ink onto fabric. Therefore, this method is also called digital textile printing, that is solutions or dispersions of dyes (or pigments) are sprayed on the detailed region of fabric as droplets from printing heads. The printed fabrics then will be immediately steamed or cured for colourant fixation, followed by rinsing and drying if dyestuff inks have been applied, which is similar to conventional printing.
Even though inkjet printing has the serious shortcoming, i.e., its production speed is much lower than that of rotary-screen printing, it has still attracted worldwide attention in the past 30 years because of the advantages that inkjet printing can bring to the demands of printed goods in the future. Mass customisation replacing mass production and make-to-order with short supply chain will be the trend in the coming years. Inkjet printing can meet these trends since it has following benefits: (1) no limit in colour number and size of patterns printed; (2) precise registering and rich gradation of shades; (3) no need of screen production; (4) less pre-production sampling; (5) instant customer response; (6) no printing paste employed; (7) enhanced utilising efficiency of colourants; (8) fewer wastage of inferior printed fabric; and (9) less downtime for pattern change.
Most notably, inkjet printing is able both to print smaller designs onto garments (t-shirts, dresses, promotional wear) or to print larger patterns onto large-format rolls of textile. The latter is a growing trend in visual communication, where advertising and corporate branding are printed onto polyester media, such as banners, retail graphics, etc. Using inkjet technology in digital textile printing allows for single pieces, mid-run production and even long-run alternatives to screen printed fabric.
The following discussions are focused on inkjet processes, including the ink preparations, pretreatment of fabrics substrates, inkjet printing, defect prevention and after-treatment, and the relevant inkjet printing process control.
14.5.1 Ink preparations
The jetting ink is made up of colourant (dyestuff or pigment), solvent (water) and other additives (such as surfactant, salt, and binder for pigment ink, etc.). Inks are the main consumables for inkjet printing. All the ink formulated should meet the basic requirements, such as good jetting ability, good stability in storage and good performance when applied to substrates. Table 14.12 shows the typical ingredients of a jetting ink.
Table 14.12
Typical composition of printing inks (water-based type)
| Component | Concentration (%) |
| Water | 60–80 |
| Dye or pigment | 5–10 |
| Surfactant | 1–10 |
| Other additives | 1–10 |
Compared to the ink used for paper printing, in addition to the requirements of colour purity, insoluble particle size, viscosity, surface tension, conductivity, stability, pH and foaming properties, the inks applied to textile fabric must have good colour fastness and good handle. There are four basic colours of cyan, magenta, yellow, and black (abbreviated as CMYK) for any kind of ink. In printing production, some more colours such as dark blue, dark red and orange are also needed. Currently, many ink producers can produce a set of 12-colour inks, which makes colour matching easier.
Reactive ink
Reactive ink is widely used for cellulose-based fibres, such as cotton and linen, and can also be used for silk, wool, and nylon to some extent. Reactive dyes react with nucleophiles such as hydroxyl and amino groups. Therefore, reactive inkjet printing has by-reactions as in reactive dyeing or in conventional reactive printing, which may reduce the colour yields unexpectedly. When preparing reactive dye ink, eliminating reactable ingredients is the most critical issue. However, by-reaction induced between reactive dye and water in ink is inevitable, because aqueous ink always provides hydroxyl groups to reactive dyes which might cause dye hydrolysis. To minimise hydrolysis of reactive dye, pH control is crucial and effective. In order to improve the long-term stability of reactive ink in storage, modification of commercially available dyes is an alternative approach. Three commercially available dyes (Drimarene Brilliant Red K-4BL, Drimarene Brilliant Blue K-BL and Drimarene Golden Yellow K-2R) were modified by the reaction of the parent dyes with 4-hydroxybenzensulphonic acid sodium salt (Clark et al., 2009). The results show the inks based on modified dyes exhibit much better storage stability compared with the normal dye-containing inks. Generally, high quality reactive inks should possess the features of good fluency, perfect stability with shelf-life more than one year, high fixation (over 80%), and no harm to the printhead.
Disperse ink
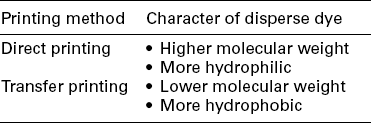
Disperse inks can be made into direct printing ink and transfer printing ink, based on the different properties of disperse dyes. Direct printing ink, as its name implies, can be used in direct inkjet printing similar to reactive inkjet printing. The transfer printing ink is used for printing the sublimation transfer paper for transfer printing as introduced before in Section 14.3.3. Table 14.13 shows the characteristics of two kinds of disperse inks for inkjet printing.
Unlike the jetting ink of reactive dye, disperse dye in ink is in the form of micro-particles, of mean size in the range of 100–250 nm. Hence disperse dye ink uses water-borne dispersion rather than solution, and the selection of proper dispersant for disperse ink should be considered more.
Pigment ink
Compared to dyestuff inks, pigment ink has shortcomings, such as difficulties in preparation of pigment dispersion, lower colour density and narrower colour gamut, etc. However, balanced with the advantages of being suitable for any fabric and of a much simpler printing process than that of dyestuff ink printing, pigment inkjet printing has been attracting much more attention over recent years.
Pigment inks are pigment dispersions prepared by a process similar to disperse dye inks. However preparations of pigment ink are much more complicated than those of disperse ink, different from the colouration mechanism of substrates with dyestuffs, pigment colouration bases on the fixation of pigment particles on fabric surface in the presence of binders. As a result, the selection of binder needs consideration for making pigment inks.
Low glass-transition temperature (Tg) and low viscosity are the basic requirements for the binder applied in pigment ink. Low Tg has the benefit of good handle for printed fabric, and more importantly it could reduce the risk of clogging the nozzles of the printing head. Low viscosity is essential because binder load needs to be large enough to maintain the colour fastness. A larger load of binder can cause the ink viscosity to increase, which can further result in the decrease of the ink jettability, and consequently to poor jetting reliability.
Although the preparations for pigment dispersion and disperse dye dispersion are similar, their colouration mechanisms are quite different. In direct printing or transfer printing of disperse dye, the colouration of printed area follows a dyeing principle in which dyestuff penetrates the internal molecules of the fibre. Therefore the particle size of dyestuff in ink has little effect on colour density and brightness. Most consideration focuses on the influence of dispersion size on jettability. Nevertheless, pigment inkjet printing is characteristically distinct, with no transformation of pigment particles. Hence design of size distribution of dispersion should take both ink jettability and colour quality into account. Generally, the mean size of pigments dispersed in ink ranges between 50 and 200 nm. Smaller particles have good light absorption ability, and bigger particles exhibit high colour density. Optimum particle size has to balance these two aspects for a given fabric.
Other ingredients in pigment ink include surfactant, wetting agent, defoamer, etc. These components are added to improve the applicability of ink, such as stability in storage/printing and ink reliability in the printing process.
14.5.2 Pretreatment of fabric substrates
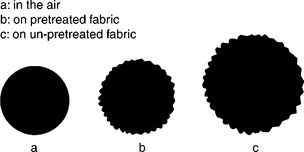
Pretreatment for fabric substrates in inkjet printing is much more complicated than for conventional dyeing and printing. After the common pre-treatment processes, including singing, desizing, scouring, bleaching and/or mercerisation, padding with thickener is essential for the fabric to be directly printed via the inkjet method. The thickener, acting as the printing paste in conventional printing to prevent dye migration, is not present in the printing ink but is padded onto the fabric prior to inkjet printing. Even though thickener in inkjet printing will bring some problems in practical production, such as instability of printing ink, clogging of jet nozzle, low printing speed, and some other less predictable problems (Leube et al., 2000), pretreating fabric with thickener is a priority before it is printed with dye-based inks. Figure 14.3 shows the schematic difference of the shape of an ink drop landing on fabric substrate. It is obvious that the ink drop on non-pre-treated fabric shows much wicking and the drop size extends beyond the treated substrate. For fabrics printed with ink consisting of pigment, pretreatment with thickener might be an option depending on the particular situation.
To obtain good pretreatment results, the thickener should exhibit the properties of: excellent ability to hold water/moisture, easy removal ability, good fluidity, and good stability to pH, temperature, electrolyte and dyestuff.
Sodium alginate (medium viscosity), because of its inexpensiveness, is the most common thickener adopted in pretreatment to preserve the edge and outline sharpness of printed pattern. It also modifies the flow property of printing ink and holds moisture content to help dyes dissolving and entering into fibre during the steaming of printed fabric. The dose range of sodium alginate depends on the dye applied and the specification of fabric to print. Excessive sodium alginate on fabric would cause difficulties in after-treatment, such as in the wash-off process, while inadequate thickener could lead to poor definition of the printed pattern. In cases in which yellowing of the background of printed fabric is not acceptable, poly-acrylic polymer is recommended to replace sodium alginate for a whiter and brighter background.
When preparing the pad bath, the formulation should ensure the other ingredients are totally dissolved before adding thickener, should eliminate impurities in pad bath, should prepare the pad bath in use, and is used shortly after preparation. With the development of inkjet printing, specialised products, recipes and processes are being developed by the printing ink manufacturers, which facilitates the printing mills obtaining optimum pretreatment.
Once the fabric is pre-treated, it becomes much more hydrophilic. Consequently, humidity of the storage condition for the pre-treated fabric has a profound effect on the moisture regain of the fabric. Controlling the moisture content to a proper level facilitates subsequent inkjet printing in terms of image definition and colour density. Printing on a fabric with high moisture content results in poor absorption of jetting inks, and substrate retaining low humidity leads to colour density reducing. The optimum moisture retention of the padded thickener on fabric depends on the substrates being pre-treated and the jetting inks being applied.
Cotton
The recipe for the solution for pretreating cotton consists of thickener, alkali and other auxiliaries. The typical recipe for the pad bath for pretreating cotton woven fabric is presented in Table 14.14.
Table 14.14
Typical profile of the pretreatment of cotton woven fabric
| Ingredients | Content (g/L) | |
| Typical recipe of pad bath | Sodium alginate (medium viscosity) | 80–100 |
| Urea | 100 | |
| Sodium carbonate | 20–30 | |
| Sodium m-nitrobenzenesulfonate | 10 | |
| Padding and drying | Pick-up: 70–90%; Drying: 110–120 °C, 2–5 min |
The functions of urea and alkali have been illustrated before in reactive dyeing and printing for cellulosic fibre. In inkjet printing, the difference is that these two ingredients are required to pad on fabric before printing. Selection of alkali depends on the reactivity of reactive dye in the printing ink. In continuous dyeing or conventional printing, in which alkali and reactive dyes are formulated in one bath, sodium bicarbonate as a relative weaker alkali is the first choice to reduce hydrolysis of dyes. But in inkjet printing, the stronger alkali, sodium carbonate, becomes the priority candidate. Other auxiliaries added in the pad bath should not react with the reactive dye in jetting ink, otherwise the colour yield of the final printed fabric would be decreased and severe staining might happen during washing process.
Polyester
The inkjet printing of polyester involves two methods, direct printing and transfer printing. Fixation of disperse printing requires high temperature, ranging from 180 °C to to 210 °C depending on the process adopted and equipment applied. Therefore the most critical requirement for thickener used in printing is excellent thermal stability at fixation stage, otherwise the quality of printed pattern will be reduced. Sodium alginate is a typical thickener, and alternatively, some new synthetic thickeners have also been developed for pretreatment of polyester. Urea as a multifunctional agent is not recommended for polyester pretreatment, due to its poor resistance to heat in fixation process. The fumes generated from decomposition of urea may cause pollution in the fixation stage.
New technologies in pretreatment
In addition to the regular pretreatment of cotton fabric, some researches and trials have been carried out to improve printing quality in terms of colour fastness and colour yield. These researches and trials focus on the modifications of fabric substrates. Plasma treatment (Zhang and Fang, 2009; Wang and Wang, 2010; Kan et al., 2011) and cationisation (Chen et al., 2004) are the most frequently used technologies. Plasma treatment aims to change the outermost layer of the fibre, in terms of modifying the physical morphology and chemical properties. As known to all, original polyester exhibits poor ability to hold inks and dyestuffs, due to its smooth morphology and stable chemistry. Therefore, patterns directly printed with pigment inks have poor colour yields and bleeding happens frequently. When original polyester is modified by plasma, the etching effect and polar groups induced onto the fibre surface bring about a colour quality improvement of the printed fabric. Cationisation of cotton is a regular technology in salt-free reactive dyeing, and is also an effective method in printing. The cationised cotton has a positive charge on its surface, which attracts the ionised negative dyestuffs in the ink. Consequently, dye uptake will be greatly improved. This principle is also available for pigment inkjet printing (Fang et al., 2005), because the surface of pigment particles in dispersion is negative due to embedded dispersants, of which the anionic groups are exposed to the surrounding water.
14.5.3 Inkjet printing
An industrial textile inkjet printing machine is usually designed in roll-to-roll or roll-to-folder form. The printing machine is fitted with a rubber blanket and an online dryer and features different entry/exit configurations. A good inkjet machine should have such characteristics as high productivity (250 m2/h or even higher), low ink consumption, suitability for a wide range of fabric (knitted, woven, non-woven, etc.) and a wide range of inks (acid, reactive, direct disperse, sublimated disperse and pigment), wide range of printing width (1800, 2400, 3400 mm, etc.), high resolution (600 × 600 dpi), and high reliability (embedded printheads maintenance system, unlimited printhead lifetime), and printheads adjustable to media distance. The appropriate software is also a necessary for an inkjet printer for image scanning, colour separation and colour management.
14.5.4 Defects prevention
When fabric is fed into an inkjet printer, one of the most frequent defects is banding, arising from wrong feed speed of fabric and/or non-uniform fabric structure. In practical printing, the causes for banding probably include slippage between the fabric and the feeder and/or conveyor belt, inappropriate or non-uniform tension applied on the fabric, and poor pretreatment of the fabric. To prevent slippage, the feeder should have strong friction on fabric and the conveyor belt should be able to maintain a constant adhesion level. Because of adhesion to the belt, fabric stretched distortedly can cause wrinkles. The tension applied on the fabric depends on the nature of the fabric. Generally, for elastic and stretchable material, such as knits or fabric blended with poly-urethane, the tension should be as small as possible, otherwise deformed fabric will lead to a substandard printing image. Uniform tension on fabric requires the driving device from printer to apply a constant force across the roller axis. This can be achieved by automatic tension-adjusting instruments with a tension-monitoring device, which controls the tension to a minimum variation. Another non-uniform tension occurs in partial area of the fabric generated from wet expansion or shrinkage of the printed area by ink-wetting. In that case, increasing the adhesiveness of the conveyor belt is an effective technique to eliminate wet expansion or shrinkage. Furthermore, adjustment of the recipe of pad bath for pretreatment of fabric is necessary to improve its dimensional stability for ink-wetting.
14.5.5 After-treatment
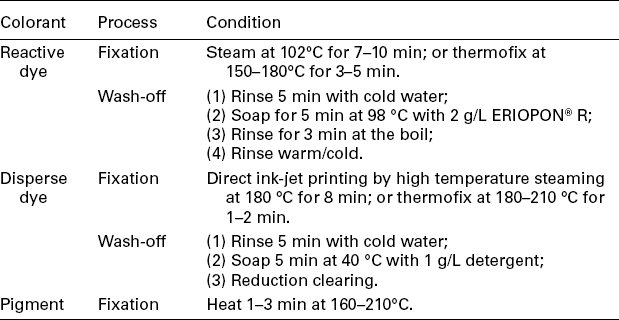
After-treatment refers to the process required after inkjet printing. Curing is the only process required for pigment inkjet printing, and washing is not necessary. However, for dye inkjet printing, it includes dyes fixation and subsequent wash-off. Dye fixation, in terms of steaming or heating for dyes, helps to complete the dyeing process on inkjet printed fabric (Tyler, 2005), similarly to conventional printed products. The example profiles of fixation and after-treatment are listed in Table 14.15.
14.5.6 Future trends
At present, the main drawbacks of inkjet printing are slow production speed and relatively high production cost. Production speed primarily depends on the industrial printers used. The printing speed has been improved, and now reach 250 m2/h or more. Lowering the ink price is considered to be the first objective to reduce printing expense. It is predicted that with the promotion of digital printed products, massive production of ink will be required, which could bring significant reduction in its manufacturing cost. A virtuous cycle is thereby created and a brilliant future for digital printing is coming.
14.6 Product safety and low-carbon production
In a dyeing or printing process, many chemicals and dyes must be applied. The safety of the dyed or printed products, especially with respect to the chemicals or dyes used, become an important issue. There are many product safety regulations in the EU, China, Japan, Australia, USA, Canada, etc. REACH is a new European Community Regulation on chemicals and their safe use (EC 1907/2006). It deals with the Registration, Evaluation, Authorisation and Restriction of Chemical substances. There is a legal obligation for dyeing and printing companies to conform to these regulations for selecting chemicals and dyes. Close attention should be paid to the substances of very high concern (SVHC) listed in REACH, the substances listed in the Restricted Substance List (RSL) of the American Apparel and Footwear Association (AAFA), and the limited or restricted chemicals and the limit values listed in Oeko-Tex Standard 100 etc. In the global textile markets, testing for harmful substances plays a significant role in the decisions to be taken when buying textiles.
Eco-friendly and low-carbon emission productions for dyeing and printing productions are the other important issues concerned in textile industry. All kinds of new dyeing and printing equipments, dyes and chemicals, and technologies related to the shortening process, lowering water and energy consumptions for increasing production efficiency and reducing carbon emission, have been launched on the market (Shang et al., 2011). We should keep a close eye on the developments of new chemicals, equipment and technologies, which may bring about changes in dyeing and printing process control.
14.7 Sources of further information
In Chapters 13 and 14, the author has tried to cover as many technology principles and the related process factors as possible that need to be considered and controlled in dyeing and printing. Because of the limitations of text, it is difficult to describe all of these considerations in detail. The relevant references listed at the ends of these two chapters can provide more information. In addition, the two internationally respected professional organisations, Society of Dyers and Colorists (SDC) (www.sdc.org.uk) in UK and American Association of Textile Chemists and Colorists (AATCC) (www.aatcc.org) in US, have published many articles in their journals (such as Coloration Technology and AATCC Review) and books on dyeing and printing technology, in which the technology principles and the process controls might be involved. More information can also be found in other related textile journals or books, and on the web.
14.8 References
Chen, W.G., Zhao, S.C., Wang, X.G. Improving the color yield of ink-jet printing on cationized cotton. Textile Research Journal. 2004; 74:68–71.
Clark, M., Yang, K., Lewis, D.M. Modified 2,4-difluoro-5-chloro-pyrimidine dyes and their application in ink-jet printing on wool fabrics. Coloration Technology. 2009; 125:184–190.
Fang, K.J., Wang, C.X., Zhang, X. Dyeing of cationised cotton using nano-scale pigment dispersions. Coloration Technology. 2005; 121:325–328.
Kan, C.W., Yuen, C.W.M., Tsoi, W.Y. Using atmospheric pressure plasma for enhancing the deposition of printing paste on cotton fabric for digital ink-jet printing. Cellulose. 2011; 18:827–839.
Kanik, M., Hauser, P.J. Printing cationized cotton with direct dyes. Textile Research Journal. 2004; 74:43–50.
Leube, H., Ruttiger, W., Kuhnel, G., Wolff, J., Ruppert, G., Schmitt, M., Heid, C., Hückel, C., Flath, H., Beckmann, B., Brossmann, R., Söll, M., Sewekow, U. Textile Dyeing. KGaA: Wiley-VCH Verlag GmbH & Co; 2000.
Shang, S.M., Hu, E.L., Poon, P., Jiang, S.X., Kan, C.W. Application of foam dyeing for developing the wash-out effect on cotton knitted fabric with pigment. Research Journal of Textile and Apparel. 2011; 5:44–51.
Tyler, D.J. Textile Digital Printing Technologies. Textile Progress. 2005; 37:1–65.
Wang, C.Y., Wang, C.X. Surface Pretreatment of Polyester Fabric for Ink Jet Printing with Radio Frequency O-2 Plasma. Fibers and Polymers. 2010; 11:223–228.
Zhang, C.M., Fang, K.J. Surface modification of polyester fabrics for inkjet printing with atmospheric-pressure air/Ar plasma. Surface & Coasting Technology. 2009; 203:2058–2063.