
Process and quality control in cultivating natural textile fibres
Abstract:
This chapter discusses process control in vegetable fibre production from the cultivation of fibrous plants to fibres ready for application in further technologies. The chapter is focused on the processing of different types of natural fibres occurring in fruits, leaves and stems. The key parameters of agronomic as well as technological factors of early processes determining the quality of vegetable fibres are also discussed in this chapter.
4.1 Introduction
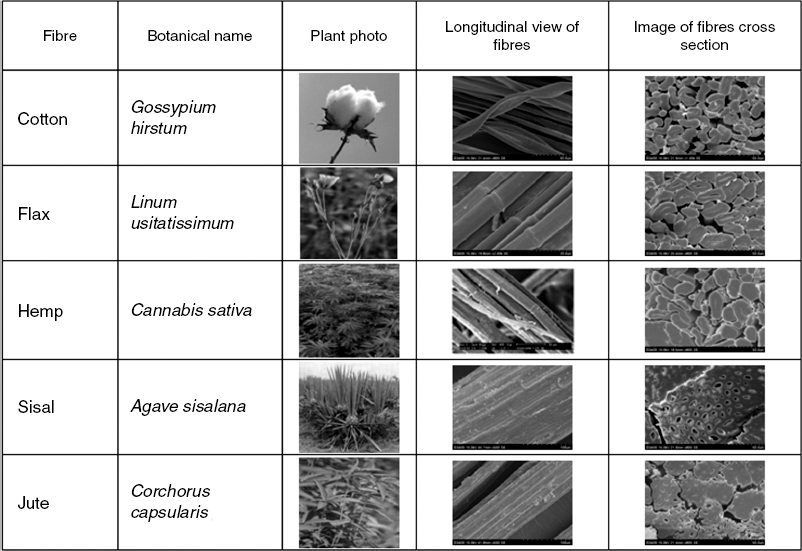
There are a wide variety of different natural fibres, which, in a general classification system, are divided into vegetable and animal fibres. Vegetable fibres are produced as a result of photosynthesis in fibrous plants and the general term used is lignocellulosic fibres, although some of the fibres, including cotton, have little or no lignin. The growing conditions of fibrous plants, fibre extraction and the preliminary fibre processes all have a significant influence on fibre quality. The use of natural fibres has a very long history (Czerniak, 1998), dating back to about 8000 BC when people developed methods of obtaining, processing and utilising fibre according to end-users’ needs. Achievements of civilisation and dynamic development of agricultural techniques, engineering and chemicals have led to huge improvements in natural fibre quality and performance. Introducing elements of process control supports maintaining the correctness of technological operations in natural fibre production. This chapter focuses on describing process control in the production of natural fibres such as cotton, and strict lignocellulosic fibres: flax, hemp, sisal and jute, presented in Table 4.1.
4.2 Control of cotton fibre quality
Cotton is the main raw material used in the textile industry and accounts for about 50% of the processed fibres produced worldwide. It belongs to the category of natural, vegetable, mono-cellular fibre. Cotton is characterised by a high variability of properties within a single origin and, additionally, a high differentiation between the fibre properties cotton of different origin is observable. Basic fibre parameters such as length, maturity, strength and elongation, depend on many factors including the botanical type of cotton used, the cultivation region, the soil and weather conditions in which the plant is growing and maturing, the irrigation system used, and methods of picking and ginning.
It has been established as a result of analytical research, confirmed by experiment (Balls, 1928; Zurek, 1948; Zurek and Nawrocka, 1976; Zurek and Zakrzewski, 1984), that quality is dependent on such fibre parameters as fibre length, uniformity, short fibre content (SFC), fineness and maturity, as well as immature and dead fibre content, tenacity and strain at break, colour, trash content, neps and seed-coat neps (SCN), visible fibre matters (VFM), stickiness, etc. Fibre quality evaluation can be carried out for the purposes of classification and trading, and for technological and scientific applications. It can be organoleptical or instrumental. Organoleptical evaluation has been used for classification and trading purposes for many years and is still, to a lesser extent, used today. Instrumental evaluation is mainly used for technological and scientific purposes.
4.2.1 Factors influencing cotton fibre growth and quality
Basic fibre qualities such as length, maturity, strength and elongation, depend on the botanic type of cotton (Gossypium barbadense, G. hirsutum, G. herbaceum and G. arboretum), the cultivation region (Australia, Argentina, USA, Central Asia, China, etc.), soil type (cotton requires clay-sand soil), the manner of growing (as a herb, shrub or tree), the weather conditions in which the plant is maturing, the method of irrigation, the method of harvesting (by hand or mechanical) and the method of ginning (saw or roller gins).
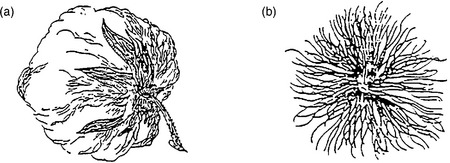
For example, for G. hirsutum, only half the flowers form the bolls and, of those, only half the bolls produce a standard value fibre. G. barbadense, on the other hand, produces twice the number of ripening bolls as G. hirsutum although its smaller fibre content contribute to a smaller total crop. Cotton cultivation is possible only in areas where certain conditions of both temperature and humidity are fulfilled. In good temperature and moisture conditions the seeds germinate 5–7 days after sowing. In less favourable conditions seeds germinate after 10–15 days. Between 8 and 12 days after germination the first leaf appears. The first flowers will appear 2–3 months after germination. The period of florescence of one flower is 1–2 days. After blossoming the seed capsule, or boll, forms and ripens. Figure 4.1a shows an example of a boll. The ripening period of bolls from early flowers is about 40–70 days, and for later flowers about 80 days. Very late flowers never ripen – when harvested their fibres and seeds are dead.
The full cycle of cotton development is:
The weight of hairy seeds (Fig. 4.1b) in one boll also varies from variety to variety:
On the day of florescence the cells of the outer layer of fibre, called the epidermis, starts to lengthen. The time of longitudinal growth is about 18–20 days. With these hairs appear other hairs that are shorter and thicker, the undercoat. The undercoat does not appear on every seed, and in some cases it appears only in the narrow end of the seed.
The properties of the fibres in the boll depend on the placement of the boll on the shrub (the most valuable fruit is generally found at the lower part of the plant) as well as on the fibre placement on the seed. Cotton seed has a shape like a drop. The basic characteristics of cotton fibres differ depending on where they are positioned on the seed: the longest fibres are at the broad end of the seed, the chalaza, and the shortest are found at the narrow end of the seed, the micropyle. The thickest fibres are on the micropyle and the finest on the chalaza. The sizes of seeds and the properties of fibres also depend on the seed location in the boll. The biggest seeds with the best built hairs are in the middle of the boll. Cotton fibre maturity and strength can be affected if immature bolls are opened.
After appropriate time for growing and reaching the full length, the process of building the fibre secondary wall starts. This takes 25–30 days. The cellulose for the secondary wall is deposited in 24 h cycles. If cotton is cultivated in a steady temperature, the secondary wall has a continuous structure. The thickness of the secondary fibre wall depends very much on the surrounding conditions. In good weather conditions the secondary wall will be thicker than the fibre wall produced if the growing conditions are too dry. During the development of the secondary wall the quantity of protoplasm and sugar in the fibre diminishes.
Even with cottons of an identical genetic quality, the fibre quality may vary due differences in the method of harvesting and ginning. Some aspects of the cotton fibre quality will be superior for cotton that has been processed through a manual harvesting and ginning system versus a completely mechanical system. Mechanised cotton harvesting and processing systems tend to do more damage to fibres than manual systems. The resulting differences will be in the length and nep content of the fibres.
4.3 Indexes for cotton fibre quality
The term quality expresses the degree of excellence. Sometimes this degree of excellence is expressed by the amount of money someone wants to pay for it. For example, the price received by cotton producers is determined largely by the cotton breeders’ secondary market, the textile processors. The price paid by processors is usually determined by the quality of the cotton lint as estimated by various parameters such as fibre length, strength, fineness, colour and lack of foreign matter.
Sometimes the term quality means an ability to fulfil certain needs. In the case of cotton fibres this last definition seems to be the most appropriate. The quality of cotton fibres is determined by measuring the properties of the fibres in relation to several parameters expressing the ability of the yarn to fulfil the functions it was designed for. For cotton producers, the quality of the cotton will be determined by values such as micronaire, upper half mean, uniformity index, strength, elongation, SFC and trash content. For spinners, quality is determined by ability of the cotton fibre to fulfil the requirements for successful processing and production and a good quality end product of yarn that is of high strength and of a good evenness. The emphasis on strength has largely been prompted by changes in textile technology that allow for more rapid processing but place greater physical stress on the cotton fibre.
Foulk et al. (2007) found that different cotton fibre properties are important for different spinning systems. For example, for ring spinning the key properties are length, strength, fineness and friction. For open-end spinning the key properties are strength, fineness, length, cleanliness and friction. Finally, for the vortex system the key properties are length, fineness, strength, friction and cleanliness. Textechno (2007) noted that the important properties for air-jet spinning are fineness, neps, trash and dust content, strength, length and uniformity and friction. The selection of the optimum cotton fibres for a textile mill end product is challenging, and more an art than a science.
Some of the quality parameters of cotton, such length, micronaire, strength and grade, directly affect the market price (Moore, 1996). Others, such as length uniformity, elongation, SFC, nep content and seed-coat fragment content, can have long term effects on cotton’s attractiveness relative to synthetic fibres. Breeders need also to be aware of these parameters.
At the beginning of the twentieth century, when cotton was assessed for quality organoleptically, the United States Department of Agriculture (USDA) established cotton grade standards. By the end of the twentieth century, and continuing into the beginning of the twenty first, increased laboratory assessment of quality led to the establishment of the indices detailed below to express the intrinsic value of the tested cotton.
Korickij (1983) introduced the so-called complex quality index (CQI) expressing the cotton spinnability, its geometric property index, cotton yield during the spinning process and its price.
Ai – coefficient equal to 0.0108 for long staple cottons or 0.0141 for medium staple cottons (derived for the Russian cottons),
B – cotton yield during the spinning,
I – geometric property index calculated according to the formula:
lm – weighted mean length of cotton fibres,
The most simplified form of cotton fibre quality is the so-called fibre quality index (FQI) expressed by the following equation:
If HVI mode of fibre testing is used then the above expression is changed as follows:
where FQIHVI is HVI fibre quality index, UHML is upper half mean length, UI is length uniformity index, FS is fibre bundle tenacity and FF is micronaire.
Majumdar (2005) proposed the modified version of FQI, using multi-criteria decision making techniques, in the following form:
where FE is fibre elongation and SFC is short fibre content.
Some other approaches are based on the regression models connecting fibre properties with the parameters characterising the spinning ability or spun yarn quality. The spinning consistency index (SCI) proposed by Uster is expressed as a function of the HVI properties by the following regression equation:
where Rd is reflectance degree and b is cotton yellowness.
Generally, the higher the SCI, the higher the yarn strength and the better cotton spinnability. El Mogahzy (El Mogahzy, 1990) suggested that the actual value of cotton should be determined based on those inherent characteristics that contribute to the quality of the yarn and the textile products made from it. This approach suggests that the desirable properties of cotton are those that allow the production of the best quality yarn in a particular manufacturing system.
Based on the values of percentage relative contribution of the fibre property Ci% and the difference factor Di a premium/discount index PDI can be determined as follows:
k – the number of the HVI fibre properties,
Ci% – percent relative contribution expressed by the following formula:
where: B*i is the standardised coefficient of ith variable (i = 1,…,k) and R2 is the coefficient of determination,
Xi – the value of fibre property of the bale,
μi – the overall mean value of the ith fibre property,
σi – the reference standard deviation of the ith fibre property,
ri – the overall range of the ith fibre property.
Substituting the values of Ci in Equation [2.7] the following formulas are obtained:
where DFL, DLU, DFF, DFS are the difference weighting factors of HVI fibre properties.
Trash content and SFC of the input raw material are also of major importance, when the technological value of cotton is considered. These two factors (el Mogahzy, 1990) could be combined into a processing performance index I by the following formula:
Process and quality control in cultivating natural textile fibres 89
TC – trash content (by weight),
It is worth mentioning here how the fibre quality parameters can be measured. At the beginning there existed only simple separate instruments for fibre quality testing, so-called Low Volume Instruments such as: micronaire, fibrograph, colorimeter, stelometer, etc. Efforts have been made to improve the traditional measurement methods or to develop new ones for a better, more comprehensive and objective fibre assessment (Zurek and Frydrych, 1997). The era of automatic systems for fibre quality evaluation, so-called High Volume Instruments, began in the 1970s.
There are some differences between the measurement principles of systems, as well as between the measured parameters, because the measurement methods and instruments were invented by the different institutions from different countries. Many high volume measurement systems enable not only the determination of particular parameters, but also a complex statistical assessment (e.g. AFIS) and assured knowledge about the raw cotton necessary for an economical success of cultivation, trading and processing.
4.4 Process control in harvesting
In the twenty first century production of cotton should be more efficient than it used to be, it should characterised by the higher yields and better fiber quality to keep cotton importance on the market of textile products. To achieve this goal the harvest preparation as well as mechanical way of harvesting should be evolved. Harvest preparation process becomes more important with starting the mechanisation era in harvesting; and therefore factors of harvest control should be checked very carefully and in the responsible way.
4.4.1 Mechanical versus manual harvesting
Cotton is harvested after mature bolls have appeared on the plants. This harvesting can be carried out both by hand and mechanically. About 70% of the cotton produced globally is harvested by hand. For example, about 90% of the cotton crop in China is harvested by hand picking. Hand picking can result in cleaner cotton (i.e. less non-lint material is present) if only the seed cotton is removed from the boll. Hand harvesting also avoids other contaminants including synthetic fibres and plastics, natural organic matter from defoliation, and inorganic matter from soil. There can, however, be seed-coat fragments and stickiness (insect and plant sugars) present in the harvested cotton. Further contamination of the harvested cotton can occur during transportation of the cotton bales.
Manual picking is divided into stages. The first stage is carried out when two or three fully ripened bolls have appeared on the majority of plants. According to the scheme of plant development they will generally appear towards the bottom part of the plant. At this stage 20–35% of the raw cotton is collected. The second stage begins when the next 35–40% of bolls have matured, and the third stage is 12–15 days later. The fourth and final stage is often carried out after the ground-frosts; this final stage of picking is often completed mechanically.
Manual picking is often expensive and time consuming; this has led to the development and use of mechanical pickers. Manual picking is considered to be better because the fibres picked are usually cleaner. Mechanisation of picking is a faster process, but the fibres picked can be dirty and require additional cleaning. In order to calculate the full cost of faster, mechanical picking one must take into account the expense of the more intensive fibre cleaning which is required as part of the process. For this reason, the growers must consider which method of picking is best for them. Australia, Israel and the uSA are the only countries where all cotton is harvested by machine. The driving factors behind the mechanisation of cotton harvesting in the uSA include the availability and cost of labour, a desire to harvest cotton as quickly as possible in order to prevent deterioration of fibre and seed quality, and the preservation of fibre and seed quality during storage prior to ginning and throughout the ginning process. In Greece, mechanical picking accounts for more than 95% of total cotton production. The efficiency of mechanical cotton harvesting can be increased in two ways: defoliation and the growing of compact shrubs. These two methods will be discussed in the next section.
4.4.2 Defoliation
To protect the quality of cotton fibre that has been harvested mechanically it is advantageous to prepare the cotton for harvesting using chemicals. The goal of harvest-aid use is to protect the quality of the fibre and enable early harvest in order to reduce field-weathering losses, minimise trash content and staining of the lint, and allow for the safe storage of seed cotton. Defoliation should be performed prior to mechanical harvesting, because green leaves reduce the grade of the cotton, slow the harvest and increase gin costs. It is always advisable to harvest the cotton as soon as possible after a sufficient number of bolls have opened. Proper water management can also help to enhance leaf shedding. Ceasing irrigation can assist leaf drop and boll maturation in some growing areas.
A basic knowledge of crop development and maturity, as well as of harvest aids, is necessary to make a decision on the effective application of harvest-aid materials. Crop condition and air temperature will determine which defoliation materials and rates are appropriate.
For a successful harvest, defoliation must be carefully timed and carried out, as poor defoliation can lower the fibre quality. Defoliation that is done too early lowers a yield and micronaire, while defoliation that is carried out too late increases the likelihood of boll rot and lint damage or the loss of some of the crop due to weathering. It is safe to defoliate cotton when about 60% of bolls are open. Defoliation at the wrong time would stop the development of the remaining immature bolls and can lower yield and micronaire.
Boll-opening materials are often used in combination with defoliant materials to increase the percentage of the crop harvested during the first picking or to eliminate the need for a second picking. Boll maturity is very important when using a boll-opening material.
4.4.3 Compact shrubs
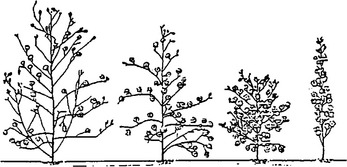
Defoliation is one way to increase the efficiency of mechanical harvesting. The second is plant selection, with a view to growing of more compact shrubs. Compact shrubs form bolls almost directly on the trunk (Fig. 4.2). Additionally, these selected varieties are characterised by a less dispersed blossoming time, which is advantageous in regards to unification of fibre-development range and fibre properties.
Timely harvest of the most valuable fruit – generally from the lower part of the plant – allows for a more efficient capture of yield and a higher quality crop. Cotton producers make the decision to apply harvest aids based on factors including the maturity of the plant, the condition of the crop, the prevailing water conditions and weather forecasts, and the desired harvest schedule. In countries where the cotton is trade is based on harvested seed cotton, it is important to measure the accurate trash level of machine-picked seed cotton.
4.4.4 Factors in harvest control
Fertility, water management and weed control play an important role in harvest control. The aim is to supply the crop with adequate fertility and moisture levels to obtain the optimum yield. Failure to meet the nutritional or moisture needs of the plant will negatively impact the yield potential and plant activity. Inadequate weed control will possibly impact the fibre quality. This is in addition to the loss of yield potential. Guidelines for harvest- aid products, rates and timing can often be obtained locally. However, the basic concepts apply to improving the efficacy of pre-harvest preparations. Harvest-aid products generally work better on mature cotton under warm, humid and sunny conditions.
Field evaluations involving boll opening can sometimes underestimate the boll maturity. The most reliable method is to slice open bolls with a knife. Mature bolls will be too hard and cannot be easily cut with a sharp knife. Lint will also string out when the boll is sliced, and seed coats will be dark or black. Cotton bolls are much more tolerant to wind, rain and other factors when the leaves are on the plant.
It is also recommended that the producer contact the gin prior to harvest to ensure that timely processing of the seed cotton can be achieved to help preserve the fibre quality. Producers must be able to critically evaluate every input. An understanding of the development of the plant is crucial for making strategic management decisions and maintaining profitable production.
4.4.5 Ginning
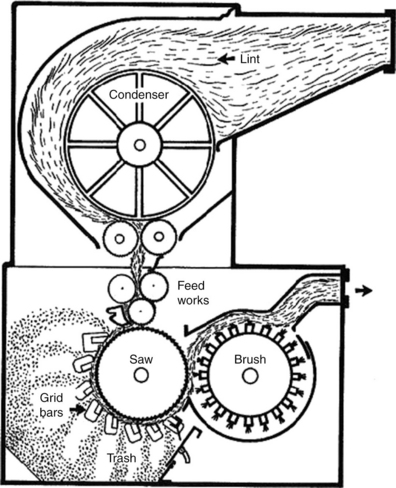
Regardless of whether it is hand or machine harvested, all seed cotton must undergo ginning. This operation minimally involves the separation of the cotton fibre from the cottonseed and baling of the fibre into transportable bundles. All commercial cotton ginning is done by machines. Depending on the machine used we can distinguish between saw and roller ginning. Saw ginning is more destructive to cotton fibres than roller ginning. Historically, saw gins were invented earlier than roller gins. Figure 4.3 shows a typical saw gin and Fig. 4.4 shows a common roller gin.
The ginning process is complex and may be divided into certain phases: opening, cleaning, proper ginning, cleaning of fibre received and pressing into bales. The opening of the cotton is carried out by means of barrel type machines. Cotton is opened by means of pneumatic conduits and passed to cleaning and ginning machines. Pneumatic conduits are equipped with devices that extract heavy particles, such as nails, pebbles, metals, which can become accidentally mixed with the cotton and can cause damage to the machines. Various types of machines are used for preliminary cleaning of the cotton prior to ginning. Cleaning is done step by step. First, trash particles are removed, then the bolls, in situations where the whole boll has been harvested, are torn apart and removed.
After the main impurities have been removed from the cotton, the proper ginning takes place. The principle of all ginning is that certain parts of the machine grab the fibre while others hold the seed. Under the appropriate tension the fibre is torn off the seed. This is possible because the fibre strength in the base of the seed is only 15–50% of the strength above the base. Therefore, when drawn, the fibre has been broken at its weakest point.
One of the basic requirements of successful ginning is that it damages as few seeds as possible, so that seed-coat fragments are not introduced into the lint. Seed-coat fragments interfere with the subsequent spinning process and with the strength of the yarn made from the ginned lint. Until the development of the mechanical harvester, most cotton cleaning technology had concentrated on cleaning seed cotton. Saw lint cleaners were able to efficiently remove the extra trash that was brought to the gin by mechanical harvesting.
Saw gins are used for ginning short and medium staple cotton. There are many types of saw gins but they have in common a saw-disc causing that tears the fibre off the seed. They have many shortcomings, the most important of which is a frequent mechanical fibre breaking as well as forming neps and curls. If the fibre is longer, there is a higher probability that it can be broken in more than one place during the ginning process. Roller gins (single, double or rotary knife) cause less shortening of the fibre during the ginning process and greatly reduce the number of breakages. Only the rotary-knife roller gin is currently used in the USA and it is effective at maintaining fibre quality (Wakelyn and Chaudry, 2010). The shortcoming of the roller gin is a lower yield than that obtained from the saw gin. Gin costs rise with increased trash levels, because a greater amount of total harvested material, including the seed cotton, is required to make a bale of cotton lint.
Uster IntelliGin for process control in ginning
Uster IntelliGin (Fig. 4.5) is a computerised, on-line cotton fibre quality measuring system that monitors, controls and optimises the cotton-ginning process (Ghorashi, 1998, 2000). It provides a cotton ginner with critical data, enabling the gin to process for weight and grade optimisation. In 2002 in the USA there were approximately 70 gins equipped with this system (Ghorashi, 2002).

Uster IntelliGin’s on-line sampling produces immediate measurements of fibre colour, trash content and moisture. Information about the moisture is used to control the drying temperature to obtain the optimum fibre moisture content (7.5% for the bale). The appropriate moisture content of cotton bale means: an increase of bale mass, reduction of electrostatic charge, what facilitates a fibre transportation, reduction of pressure used at the bale pressing, what reflects in savings of energy costs, and machinery maintenance. Maintaining the moisture content on the appropriate level is very important because of the technological process (optimum dryer temperature and cleaning practices) and assures the appropriate fibre quality. Cotton is not over- or underdried or over- or under-cleaned – preserving grade and bale weight.
Data about fibre colour and trash content are used for determining the number of ginning passages. The system is easy to use and allows the ginner complete control of the process. The immediate feedback of these properties allows the ginner to make conscious decisions and get the best results from the cotton-ginning process. The system includes an automatic control mechanism that can guarantee that the ginning gives the same results throughout the week.
All the tasks are designed to optimise the moisture level of the cotton and the ginning process in order to obtain as high as possible a price for the cotton. Cotton growers want to have a high profit from their plantations, whereas the spinners are interested in the highest fibre quality. The ginners have to satisfy both of them. Using IntelliGin, cotton ginners can now customise their ginning process, so that growers can earn more income per bale and spinners are satisfied by the better fibre quality.
Uster IntelliGin assures an appropriate fibre quality by the:
• ![]() Increase of fibre length, because the controlled ginning reduces a fibre breakage,
Increase of fibre length, because the controlled ginning reduces a fibre breakage,
• ![]() Reduction of the nep number,
Reduction of the nep number,
• ![]() Controlled drying system assuring the optimum moisture content in fibres,
Controlled drying system assuring the optimum moisture content in fibres,
Uster IntelliGin assures the continuous monitoring basing on the input data as a crop quality, fibre characteristics, methods of picking up, and climatic condition of plantation. Schematic presentation of arrangement of checking points of IntelliGin is shown in Fig. 4.6.
4.5 Control of natural lignocellulosic/bast fibre quality: climatic conditions
Natural lignocellulosic fibres are delivered from elements of dicotyledonous plants such as stems and leaves (Zychlinski, 1958). The raw material source for the textile industry is only tissues composed of fibrous cells. Their technological usability is determined by the slenderness – the ratio of the cell length to its thickness – and by strength parameters. The quality of bast fibres is determined by many different conditions classified as agronomic factors, as well as technological parameters in processing, summarised in Table 4.2.
Table 4.2
Processes control parameters – factors determining the quality of vegetable fibres
| Agronomic factors determining the quality of vegetable fibres | Technological factors determining the quality of bast fibres |
| Climatic conditions | Conditions of retting raw material: |
| Soil conditions | parameters of controlling the |
| Cultivars of fibrous plants | process: retting duration, water |
| Quality of seed sown | temperature, quality and pH, hydro- |
| Tillage and fertilisation conditions, | module |
| Time of sowing | Raw material moisture content |
| Sowing density | Mechanical processing |
| Weeds, diseases, pests | Chemical processing of bast fibre |
| Time of harvest |
The fibrous plants presented earlier, which are sources of bast fibre, are grown in various climatic zones. Individual requirements differ but, in general, they can be summarised as moderate temperature and high water availability. Bast fibrous plants are highly dependent on atmospheric conditions, crucial for the quantity and quality of fibre yield.
The optimal increment of fibre in stems takes place in moderate temperatures and in areas with high moisture availability. In extreme hot and dry conditions the fibre is highly lignified, thick with low divisibility. In such conditions the yields of stem fibre are reduced. For fibrous flax, for instance, the 24-hour sum of temperatures in the vegetation period is 1300–1800 °C, and necessary amount of rainfall – 700 mm (Живетин, 2002). For industrial hemp these parameters are 2000 °C and 500–600 mm (Живетин, 2002) respectively. Jute in growing season requires optimal temperature of 17–41 °C, and 1500–2000 mm of rainfall (Franch, 2005). Agave sisalana can be cultivated in dry conditions, but the plant produces more new leaves during the wet season.
4.5.1 Soil conditions
Soil conditions are of significant importance, especially for helping to ensure the quality of bast fibres. The best soil conditions are secured by structural, well aerated and fertile soils with good water-storing capacity. Light (sandy) soils produce very low quality raw material (short fibre). Plants grown on soils rich in calcium produce very brittle fibre characterised by low spinnability. Generally, bast fibrous plants give better yields when nutrient content in the soil is high. It should be stressed that organic soils will yield high amounts of biomass but fibre efficiency will be low. As regards leaf fibres, A. sisalana can grow in poor soil, but fibre crops can be doubled if soil is richer and climate wetter (Yu, 2000).
4.5.2 Cultivars of bast crops
Main activities in bast fibrous plant breeding aim at obtaining new cultivars securing the highest yield of best quality fibre. Breeding must consider new cultivars with better resistance to diseases and pests, drought, and factors such as fertilisation level and harvest mechanisation. New cultivars must secure maximising the yield of very delicate fibre on one side and progress in agronomy and processing on the other. The cultivar has to be adapted to local agro-climatic conditions.
4.5.3 Quality of sowing seeds
The value of bast fibre crops is determined to a high degree by the quality of the sowing material, characterised by such parameters as purity, germination energy and capacity, 1000 seed weight, health condition and moisture content (Живетин, 2002). Sowing of non-qualified seeds gives no guarantee for obtaining the optimum amount of bast fibre with the required high quality, crucial for a competitive position on textile market.
4.5.4 Tillage and fertilisation conditions
Tillage is the agricultural preparation of the soil by mechanical agitation of various types, such as digging, stirring and overturning. Correct tillage in the case of bast fibrous plants should provide:
Only accurate tillage can secure strong and even growth, high biological and morphological uniformity and good quality and high amounts of fibre (Живетин, 2002).
When setting up a fertilisation programme for bast fibrous plants, the following factors should be taken into account:
The following groups of elements are used in the fertilisation of bast fibrous plants:
Nitrogen – has a yield-forming effect on above ground biomass and can prolong the growing season. An excess of nitrogen delays the flowering, can increase plant lodging and vulnerability to diseases. Excess of N has a direct negative impact on fibre content in the stem and results in quality reduction (Живетин, 2002).
Phosphorus – positive effect on plant maturity and good formation of fibrous tissue; increases yields of seed. Excessive application of P2O5 is limited.
Potassium – very positively influences the yield of fibrous plants but mainly the yield of fibre. K is a fibre-forming factor and, as such, is responsible for the good formation of fibre. It also improves the resistance of bast fibrous plants to diseases, pests and drought. The most significant effect of K, however, can be seen as mentioned before, in the proper formation of fibre cells and bundles, which become stronger and more divisible (Живетин, 2002).
Calcium – important nutrient and a factor regulating the soil reaction and structure. Excess of calcium in the soil reduces the quality of bast fibres, which become brittle and non-divisible.
4.5.5 Sowing time
The effect of the sowing time on the yield quantity and quality, especially on that of fibre, is very significant. Early sowing guarantees, in agronomic, technological and economical context, the optimum biomass yield and also the highest efficiency and quality of produced fibre, especially in terms of fibre strength (Живетин, 2002). Raw materials obtained from late sowings can also secure a high yield but the obtained fibre is short, weak and of low quality. Additionally, when plants are grown in warm conditions, early sowing allows for obtaining a secondary yield for example of kenaf, which can be used as a fodder (Franch, 2005).
4.5.6 Sowing density
Sowing densities of bast fibrous plants, if too high or too low, are unfavourable in terms of agronomic and technological performance. A very low sowing density causes an increase in the growth of very thick stems and a reduction in fibre content and quality (thick and coarse fibre). A sowing density that is too high will result in thin stems, susceptible to lodging and disease. When densely sown, plants become more susceptible to drought; numerous plants would stop growing too early and cause low homogeneity of raw material (Bankin et al. 2007). This means that it is necessity to modify the sowing density to obtain the optimum plant density for the best fibre yield and quality. Optimum planting should guarantee sufficiently thin stems that ensure obtaining high amounts of thin and divisible fibre for different industrial applications.
4.5.7 Impact of weed, diseases and pest control
Despite a wide choice of weed control for growing bast fibrous crops, either mechanical or chemical, weed control is an important problem. During the mechanical process of fibre extraction, weed biomass contaminates the fibre and thus reduces its quality. Weeds contaminate different types of fibre, especially short fibre, and make it non-spinnable (Живетин, 2002). When controlling weeds chemically, special attention should be paid to the chemicals used, as more and more consumers look for bast fibres from ecologically grown plantations.
Diseases and pests also have a significant effect on the quality of the raw material obtained and consequently on the amount and quality of fibre. Plants infected with diseases or pests produce fibre that is not formed properly, which can be coarse and of low spinnability.
4.5.8 Time of harvest
Harvesting plants at the correct stage of maturity, and the harvesting technology used, are crucial for fibre quality. Harvesting fibrous plants is performed, depending on the technological requirements, at the optimum time when fibre is properly formed, sufficiently strong, and able to form a strand of technical fibre.
Harvesting fibrous plants too early results in poorly formed fibre bundles. Fibre in such bundles is very thin and divisible but is also very weak. The fibre content is low (Venturi et al., 2007). Harvesting too late increases the amount of fibre but the quality of the fibre diminishes considerably as, by this stage, the fibre is thick, of low divisibility, highly lignified and rough (Venturi et al., 2007). Therefore, the optimum harvest time for bast fibrous plants is very important, and is closely connected with the direction of application.
In the case of flax, the proper degree of maturity is assessed by colour of the stalks and seed pods, which should be yellow-brown. In the case of A. sisalana, the time of harvesting is not critical regarding the fibre production. Leaf cutting can be conducted at a time convenient for farmers, but the interval period between cutting should be approximately one year. Sisal is usually harvested once a year, but if soil and climatic conditions are favourable it can be harvested twice a year, or three times in two years.
4.6 Process control in production
The preliminary processes of fibre production can vary because they are strongly related to the type of fibrous plants to be processed. However, in all cases the processes consist of fibre extraction and the determination of the quality of the raw materials. Bast fibres, like flax, hemp and jute, are usually retted to eliminate substances that cement the fibre to the bundles and to the rest of the tissues in the stem. Retting is not applied to sisal leaves; fibre extraction is instead conducted through the decortication process.
4.6.1 Retting of raw material
Preliminary preparation has a considerable effect on the extraction of the optimum amount and quality of bast fibre. Retting can be conducted by two methods. The first method, common in countries of moderate temperature where rainfall and dew occur regularly, is dew retting, which is conducted in the field. After harvest, straw is left in the field where, under natural atmospheric conditions, microorganisms, mainly fungi, develop, which enzymatically decompose the pectin bonds between the woody part and the fibre. In countries with a hot climate, water retting is the most common type of retting. In these conditions mainly bacteria develop, which decompose pectin and thus enable the extraction of the fibre from the stems. Retting must be stopped at the right moment when the raw material is optimally retted. Retting duration, water temperature, water quality as well as hydro-module – the ratio of raw stem mass (kg) to water (Zychlinski, 1958) – are key parameters that have to be controlled during the retting process.
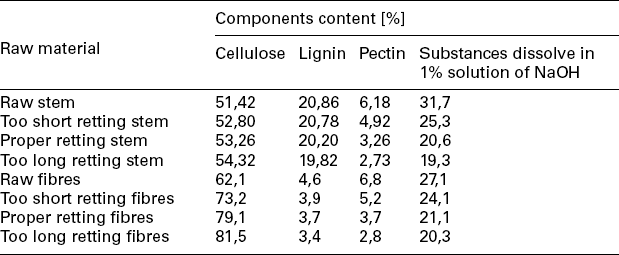
The pH of water used for retting must be controlled. In most cases the pH drops to 4.6–4.9 during retting and a rise in pH indicates over-retting and damage to the fibres. The temperature of the water used for retting has an influence on the speed of the biochemical reaction and can be within the range 20–38 °C. During water retting, the moisture content of straw fibrous plants increases up to 400% and the mass of the plants decreases by 20–30%. During this time the chemical composition of the straw and fibres changes. These changes are presented in Table 4.3.
Together with changes linked to chemical composition, hydrolysis of pectin and low-polymerised hemicelluloses, changes in the structure and properties of the fibre are observed. The influence that retting time has on the properties of fibres is presented in Fig. 4.7.
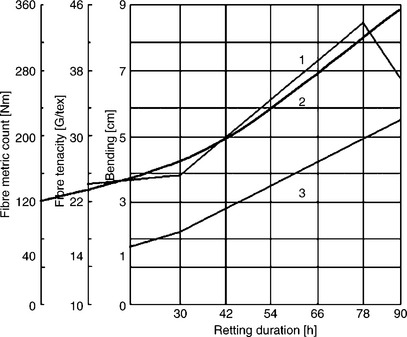
4.7 Changes of physical-mechanical properties of flax fibre in relation to straw retting time; 1 – tenacity, 2 – fibre metric count, 3 – bending.
For jute retting the optimum temperature is about 34 °C and the optimum pH value is in the range of 6.0–8.0. Under retting (retting for too short a time) can lead to difficulties with the extraction and cleaning of fibre which is characterised by low divisibility, stiffness, coarseness, and the fibre strands are very strong (Bankin et al., 2007; Szalkowski, 1965). Over-retting also leads to a worsening of fibre quality, as it can result in the very advanced decomposition of pectin and hemicellulose in the fibre strands and bundles. This can increase the delicacy of the fibre but can also reduce the fibre efficiency and strength (Bankin et al., 2007; Szalkowski, 1965). Controlling the degree of stem retting is achieved by evaluation of stem samples taken during the retting process. In the case of properly retted straw, the fibres can be degummed very easily from the stem, well divided with good resistance to hand-break. To ensure the high quality and high efficiency of the fibre it is important to remove (squeeze out) excess water from the retted stems. This also weakens the bond between the fibre and the woody tissue and makes mechanical fibre extraction easier (Szalkowski, 1965).
4.6.2 Moisture content in raw material
The processing straw and the extraction of fibre are also highly influenced by the moisture content in the straw. The final moisture content of dried straw after retting should not be lower than 8%. Straw with a moisture content below 7% can have significantly shorter bast fibres, although this does allow for the more effective removal of impurities. On the other hand, straw with a moisture content that is too high, exceeding 15%, which is then rolled into bales for storage, can develop mildew (Salmon-Minotte, 2000).
Dried retted straw has to be moisturised before undergoing further mechanical processes. The optimum moisture content in this case should be between 10% and 14%. Artificial moisturising of dry straw allows raw material to be obtained with the optimal moisture content in a short time. This enables continuous fibre extraction and increases both fibre quality and productive capacity (Szalkowski, 1978). Moisture content of over 20% allows for longer fibres but the impurity content (remnants of other plant tissues) is high.
4.6.3 Mechanical processing
The main objective of the mechanical processing of bast fibrous plants is fibre extraction with the maximum amount of fibre extracted of the highest possible quality to allow for further processing. Fibre extraction technology produces fibres bonded to one another in the form of strands. Obtaining technical fibre is associated with the destruction of the stem or other part of the plant containing fibre bearing tissues (e.g. sisal is obtained from leaves).
While discussing fibre extraction methods, it is essential to mention the decortication process – the extraction of green fibre without retting. The quality of the bast fibre obtained by this method is lower in comparison to the fibre obtained after retting. Decorticated fibres are thick, strong, non-divisible, and heavily contaminated by remnants of other plant tissues (wood, epidermis). This makes decorticated fibre a raw material suitable mainly for non-textile applications. The time of decortication of the jute plant is precisely determined. The best stage in the growth of the plant for decortication is 115 ± 10 days after germination (Krishnan, Doraiswamy and Chellamani, 2000). Decortication should be done immediately after harvesting. The optimum diameter for jute decortication is around 12 mm. A design of a decortication machine is shown in Fig. 4.8.

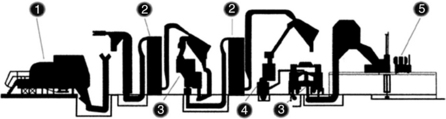
4.8 Scheme of a unit for producing bast fibres for pulp industry. 1 Breaking machine, 2 Decorticator, 3 Preliminary cleaning machine, 4 Scutcher, 5 Press.
Decortication of sisal fibres is conducted for fibre extraction from fresh leaves. After decortication, the next processing stages of sisal preparation include water washing, binding, cleaning, drying and final cleaning. The product of early sisal processing is long fibres with good lustre and waste. These are called kinked fibres. The fibrous stem after retting has to be mechanically processed to extract of fibre of good quality.
In the existing methods of mechanical processing, separation of the fibre from the woody tissues is done by squeezing and breaking. The stress to which raw material is exposed (stretching) during processing, present to a higher or lower extent, may cause damage or breaking of fibre, which can have a direct negative impact on its quality. The intensity of mechanical processing may lead, on one hand, to the intensive purification of the fibre and, on the other hand, to an excessive shortening of the fibre. A reversed situation may allow obtaining a higher ratio of long bast fibres but with a high content of impurities.
The technological chain of the mechanical processes of fibre extraction comprises several stages, which are suitable for long fibres or tow, among others:
Smoothness of the technology is related to keeping the key process parameters on the proper level. The factors within the mechanical process that have to be controlled are:
• ![]() Distance between working elements suitable for types of fibres
Distance between working elements suitable for types of fibres
• ![]() Construction and diameter of feeler rolls
Construction and diameter of feeler rolls
The stem parameter that must be controlled during fibre extraction is its moisture content, because of its high influence of productive capacity. The effect of moisture content of raw material and scutching intensity on the fibre capacity and quality is presented in Table 4.4.
Table 4.4
The effect of moisture content of raw material and scutching intensity on fibre capacity and quality exemplified on flax fibres
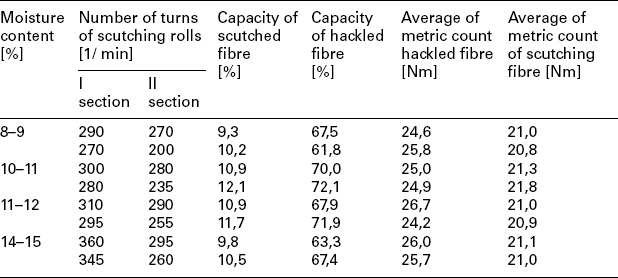
During mechanical processes, the moisture content of stem should be maintained within the range of 10–11% for the highest capacity of both scutched and hackled fibres and for good divisibility of scutched fibres. The lower level of roll rotary speed within allowed range gives higher capacity of the fibres.
Therefore, it is necessary to control the intensity of work of extraction devices so as to obtain optimum quality of raw material, depending on its final use.
4.6.4 Chemical processing
For some species of fibrous plants chemical processing is used to improve fibre properties, especially those important for spinning. It should be stressed, however, that each chemical process on bast fibres is linked with improvement of thinness, delicacy and divisibility but also with the risk of diminished fibre strength (Szalkowski, 1967; Franch, 2005).
4.7 Evaluating fibre quality
The first stage in the evaluation of fibre quality is conducted by sampling from the raw materials in a loose state. The key issue of fibre evaluation is ensuring proper determination of truly representative samples, the size of the sample and the manner in which it is taken. The properties of natural fibres are generally characterised by great variability, so that samples must be relatively large if useful reliability is to be assured (Morton and Hearle, 2008). Sampling from raw materials in a loose state requires special rules. Ideally, the required number of fibres should be taken one at a time from a corresponding number of places distributed at random all over the bale, bag, or whatever form the population assumes. This would be impracticable because of the amount of labour involved and it would be impossible to obtain samples free of the extent bias. A good example of a sampling procedure suitable for manufactured staple fibres is zoning shown in Fig. 4.9.
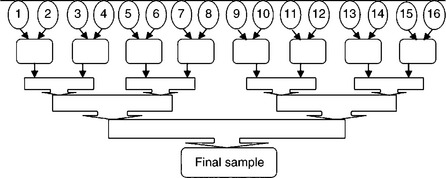
The initial sample obtained by zoning is formed into 16 tufts, and by a process of doubling, drawing, halving and discarding, these are reduced to the representative sample for measurement. The tufts are taken in pairs and repeatedly drafted by hand and recombined before being divided into two parts. Since the fibres are thereby not only mixed together but also effectively parallelised, lengthwise splitting is essential.
The evaluation of bast or leaf fibre is usually conducted by gravimetric methods using the knowledge and experience of fibre experts, according to classification systems proper for each type of fibre and valid for the country of origin. Long and short flax and hemp fibres are sorted into lots according to properties such as weight, fineness, softness, strength, colour, uniformity, silkiness or oiliness (greasiness), length, cleanliness, smell and handle. Fibre is classified to the best class when it is very fine, properly divided, delicate, homogenous, with oil-hand (fibre with slippery touch), with content of impurities below 3%, neutral smell, natural colour, difficult to hand-break as well as showing uniformity of all parameters (Polish Standards PN-P-80104:1997; Polish Standards PN-P-80098:1999; Batra, 1995). Sorting jute fibre is conducted after retting and decortication. Both types of jute fibres, Tossa and white, are sorted in categories according to a classification system applicable to the country of origin. The following properties of fibre are evaluated for its quality assessment: colour, fineness, strength, density, root proportion and tendering (Krishnan, Doraiswamy and Chellamani, 2000).
The main parameters determining the quality of sisal fibres according to quality standards are:
Excellent sisal fibres are white with lustre, length greater than 95 cm, bundle strength higher than 880 N/g, trash content lower than 2.5%, and no spots.
4.8 Future trends
Despite the dynamic development of chemical fibres, vegetable fibres are still valuable raw materials for different segments of the economy, not only in the textile industry but also in the composite application. Their high importance is the consequence of such factors as wide availability, renewability, relatively low price, good mechanical properties and physiological performance. A very important aspect affecting wide use of natural fibres is their biodegradability, a feature that allows for the complete utilisation of natural fibres with no pollution of the natural environment.
Processes control of natural fibres production ensures high quality of raw materials and of the final product. The control method of bast and leaves fibre production must be developed by introduction of instrumental tests, which are more objective and repeatable, independent of the opinions of the evaluator. Wider implementation of automatic technologies into the production of fibre will improve the overall process and the efficiency of process control methods. This will in turn lead to the manufacture of better quality fibre.
4.8 References
Balls, W.L. Studies of quality in cotton. London: Mc Millan and Co, Ltd.; 1928.
Banik, S., Basak, M.K., Sil, S.C. Effect of Inoculation of Pectinolytic Mixed Bacterial Culture on Improvement of Ribbon Retting of Jute and Kenaf. Journal of Natural Fibres Vol.. 2007; 4(2):33–50.
Batra, S.K., Fibre Chemistry in Handbook of Fibre Science and Technology’ Vol. iv (edited by. M. Lewin, E.M. Pearce. Marcel Dekker Inc, New York and Basel, 1995:727–807.
Bogacz E. and Kicinska-Jakubowska A. (2010), Research work INF&MP Poznan.
Czerniak, L., Kirkowski, R., Kozlowski, R., Zimniewska, M., The Earliest Traces of Flax Textiles in Central Europe, Kujawy, Poland, Natural Fibres. 1998:18–19. [Special Edition, 1998/1,].
El Mogahzy, Y.E. A Statistical Approach for Determining the Technological value of Cotton Using HVI Fiber Properties. Text. Res. J. No. 1990; 9:495–500.
Foulk, J., Gamble, G., Senter, H., Meredith, W. Cotton quality indices of spun yarn’, Lubbock, 4th World Cotton Research Conference. ITC; 2007.
Franch, R. Bast and other plant fiber. Woodhead Publishing Limited – Cambridge; 2005.
Frydrych, I. Bawelna – systemy i metody oceny (Cotton – assessment systems and methods). Scientific Editor of the Technical University of Lodz; 2005.
Ghorashi, H.M., Uster IntelliGin – a new on-line gin process monitor and control system. Bremen, International Cotton Conference Bremen, Faserinstitut Bremen e.V. and Bremer Baumwollberse. 1998:245–256.
Ghorashi, H.M., Developments in cotton fiber quality measurements. Bremen, International Cotton Conference Brement Faserinstitut Bremen e.V. and Bremer Baumwollberse. 2000:237–244.
Korickij, K.J. Technological economic estimation and design of textile materials quality. Gizlegprom, Legkaja Industria: Moskow; 1983.
Krishnan, K.B., Doraiswamy, I., Chellamani, K.P., Jute, book:Bast fibres and other plant fibres Edited by. R.R. Franck. 2000. [Woodhead Publishing in Textiles.].
Majumdar, A. Determination of the Technological Value of Cotton Fibre: A comparative Study of the Traditional and Multiple-Criteria Decision Making Approaches. Autex Research Journal. 2005; 5(6):71–80.
Moore J. F. (1996), ‘Cotton classification and quality’. USDA-ERS. The cotton industry in the United States. USDA-ERS Agriculture Economy Report No 739 Washington DC, pp. 51–57.
Morton, W.E., Hearle, J.W.S. Physical properties of textile fibres. Four edition, Woodhead Publishing in Textiles, pp.. 82–93, 2008.
Polish Standards PN-P-80098 (1999), Textile raw materials – Short hemp fibre – Requirements.
Polish Standards PN-P-80104 (1997), Textile raw materials – long dew retted flax fibre scutched and hackled – Requirements.
Salmon-Minotte, J., chapter Flax, book: Bast fibres and other plant fibres Edited by. R.R. Franck. 2000:95–158. [Woodhead Publishing in Textiles].
Schleth, A., Peters, G., Application handbook of Uster HVI, Uster Technologies AG, 2005.
Szalkowski, Z. Podstawy chemicznej technologii surowcow wlokien lykowych. Wydawnictwo Przemyslu Lekkiego i Spozywczego – Warszawa; 1967.
Szalkowski Z. i in. (1965), Poradnik roszarnika. Wydawnictwo Przemyslu Lekkiego i Spozywczego – Warszawa.
Szalkowski, Z. Poradnik Inzyniera. Wlokiennictwo, pp.. 190–212, 1978.
Textechno, Cotton Classifying System catalog, 2007.
General information on cotton and laboratory methods of cotton testing, the handbook of GCA.
Venturi, P., Amaducci, S., Amaducci, M.T., Venturi, G. Interaction between Agronomic and Mechanical Factors for Fiber Crops, Journal of Natural Fibres. Vol.. 2007; 4(1):83–97.
Wakelyn, J., Chaudry, M.R. Cotton: Technology for the 21s t Century. ICAC; 2010.
Yu, C., Sisal, Bast and other plant fibres edited by. R.R. Franck. 2000. [Woodhead publishing in Textiles.].
Zurek, W. Metody mierzenia i oznaczania dlugosci wlokien bawelnianych (Methods of measurement and designation of cotton fibers). Glowny Instytut Wlokiennictwa: Lodz; 1948.
Zurek, W., Frydrych, I. Evolution of cotton assessment – from organoleptics to electronics. International Cotton Conference, GCA: Gdansk; 1997.
Zurek, W., Nawrocka, M. Dojrzalosc wlokien – dodatkowe kryterium jakosci przedzy bawelnianej (Fiber Maturity – an additional criterion of the cotton yarn quality). Przeglad Wlokienniczy. 1976; 30:334–337.
Zurek, W., Zakrzewski, S. The strength of cotton fibers and the degree of development of the secondary wall, J Text. Inst. 1984; 5:323.
Zylinski, T. Nauka o wloknie. Wydawnictwo Przemyslu Lekkiego i Spozywczego – Warszawa; 1958.
Живeтин B. B. и другиe (2002), ‘ëн и eгo комплесное использование’ – ![]() .
. ![]() . У.П ЦНЛК-MocκΒa.
. У.П ЦНЛК-MocκΒa.