
Process control in blowroom and carding operations
Abstract:
The chapter provides insight into the process control aspects related to the blowroom and carding operations in the staple fibre yarn manufacturing process. The main functions involved in these two operations are opening, cleaning and mixing of the fibres. Process control aspects related to these functions are discussed providing quality and productivity related issues and the control activities needed at different zones of these two operations. The control of process parameters in these operations, which will ultimately affect the yarn properties, are also discussed in detail in addition to the control excises needed on raw material selection.
6.1 Introduction to blowroom operations
Modern blowroom processes have been shortened considerably by employing the following equipment sequence:
Laying down a mix properly using a flock feeder is the first process control step. The mix must be laid as randomly as possible, and the mix ratio should be maintained not only across the length of the lay down, but also across the width so that, in a given take-off across the width, the mixing ratio is maintained. It is important for the flock feeder to be set up to ensure a small tuft size; this makes the cleaning process for subsequent machines more efficient. The tuft size achieved with the flock feeder will depend upon:
It should be noted that for a given production rate, the idle time (when no take-off occurs) must not exceed 15% of the total time.
The next step is opening. In the first opener, a higher speed is always advisable to reduce tuft size. Because of its gentle opening action, this machine does not cause a substantial increase in the number of neps (knots) and short fibres for a wide variety of cotton mixes. The smaller tuft size delivered by this machine helps to remove contaminants and promotes better blending in the mixer.
The most critical function carried out in the blowroom is mixing. Here, components are mixed as randomly as possible in six or eight chambers, depending on the production rate and the desired number of doublings. It is critical to ensure that the desired column height is achieved in every chamber before the cards are started and that this height is then maintained throughout. Poor mixing can result in significant variation in the process and in the final quality of the yarn quality. In some cases it can also result in a streaky appearance after dyeing.
The next step is fine cleaning. In this part of the process, the beating and opening action of the grip can cause damage to the material, if the feeding distance or speed of the beater/cleaner is not correctly controlled. The greatest increase in the number of neps and short fibres occurs during fine cleaning. For particularly sensitive types of cotton, a reduction in the number of beaters, or a switch from a saw tooth beater to a pin type beater could limit this increase. Depending on the type of cotton involved, there is much scope for process optimisation in terms of establishing the correct feeding distance and speed of the beater/cleaner. Waste removal and dedusting also occur continuously throughout the opening and cleaning processes. In this respect, air (suction) pressure has been found to play a critical role: the manufacturer's instructions for operating the machine should also always be followed.
Depending on the type of cotton being processed and the extent of the cleaning/opening processes that have been carried out, the number of neps can increase during these stages of processing by between 100% and 250%, while the number of short fibres can increase from 2% to 10%. These neps and short fibres, along with other trash and fibre fragments, must all be removed during the carding process. It should be noted at this point that the performance of the card has undergone significant improvements in recent years; hence, while the fibre should be subjected to as little stress as possible during blowroom operations to minimise neps and short fibres, these can be effectively removed by the card.
6.1.1 Control of raw material coming into the blowroom
The cotton industry constantly relies on the correct selection and mixing of cotton. Decisions are subjective, and are made based on experience, taking into account both the cost and the characteristics of the fibre, which are linearly related. Some textile mills substitute a certain percentage of low cost cotton during the cotton mixing process, so that the quality only deteriorates to a small degree, and effective use is made of the available cottons throughout the crop year. Factors that can affect the mixing decisions made are: variation in cotton quality over the course of a crop year or within one bale, fluctuations in the cost of cotton, uncertainty regarding the quality of the cotton in stock, and variation in consumer demand.
It is difficult to use empirical methods to arrive at the correct selection and mixing of cotton based on all of these variables, making it necessary to use subjective judgements mentioned. However, subjective decisions are not always reliable and can lead to costly errors: a scientific approach is therefore required for effective decision making in cotton mixing. For example, cotton bales have traditionally been purchased based on nominal specifications: scientific analysis of the characteristics of the fibres in the bale will produce an accurate evaluation of the variation in the bale, and the generated data can then be used for bale management.
In recent years linear programming (LP) has been used in the textile industry in order to optimise the cotton mixing process. LP models take various fibre mixing quality constraints into account in determining the best selection and mixing of cottons. However, they are not always particularly effective, because their restrictive structures lead to over-simplistic representations of the real system. The optimal solution provided by a LP model is therefore not necessarily accurate in practice.
The decisions involved in cotton mixing are based on multiple requirements or goals (such as optimal strength, optimal cost, and so on), and the management may choose to relax one requirement to examine the impact that is has on a different requirement; for example, the strength requirement may be relaxed by 10% to examine the cost implications. Goal Programming (GP), which allows the inclusion of goals and sub-goals in its calculations in order to achieve a satisfactory level for the individual user, has therefore proven beneficial in the textile industry. The GP approach offers the following advantages over LP:
• Deviations from the target value are minimised.
• Goals are ranked based on their contributions.
• The desired level of satisfaction is achieved based on the ranking assigned to the different goals and the minimisation of deviations from these goals.
The success of the GP model is dependent on the accuracy of the input data, particularly the goal priorities and their weightings. The goal priorities often fluctuate: it may be desirable to relax the target values of some (less important) goals to achieve substantial improvements in another goal.
A procedure for determining goal priorities is required for profitable use of the GP model. The analytical hierarchy process (AHP) is used to aid in prioritising the goals based on the user inputs on a pair-wise comparison of the relative importance of various goals.
The other important input is the number of bales in stock and their fibre characteristics, which vary from bale to bale. In most computer based models designed for cotton mixing, average fibre characteristics, based on a few bales, are used, rather than those of all the bales actually used in mixing. This means that the desired fibre characteristics cannot be guaranteed; however, the alternative, which would be to keep a large inventory of bales that are known to have the required characteristics, is extremely expensive. The solution adopted is the use of a cotton inventory (CI) model, which provides information on the availability of bales and their fibre characteristics during the decision-making process. The qualities available are then used as constraints in the GP model. The average fibre characteristics of the bales actually required in the mix are used in the GP model calculations, which ensures that the actual quality of fibre mixing is close to the desired level. In conclusion, then, an integrated use of GP, AHP and CI provides a rational and effective solution to the problems involved in cotton mixing decisions, and helps to ensure the quality of the raw material coming into the blowroom.
6.2 General process control in the blowroom
The operations in the blowroom that need to be controlled depend upon the desired yarn quality characteristics, and on the extent to which these characteristics are affected by blowroom processes. Some important yarn quality characteristics that are directly or indirectly influenced by blowroom operations are given in Table 6.1.
Table 6.1
Yarn quality characteristics affected by blowroom operations
| Characteristic | Affected by |
| Evenness | Number of short fibres generated |
| Imperfections | Number of short fibres generated and degree of cleaning and opening |
| Neps | Additional neps generated and degree of cleaning |
| Hairiness | Number of short fibres generated |
| Consistency in count | Delivery of a uniform product |
| Consistency in properties | Consistency in blowroom process |
| Cleanliness | Degree of cleaning achieved and possible rupture of large trash particles |
It is therefore clear that the extent of cleaning and opening carried out, along with the rupture of fibres and large trash particles, is extremely important in determining the quality of the final product. It should also be noted
that the cleaning equipment currently available cannot adequately clean the stock without sacrificing some spinnable fibres as waste, stressing some fibres to the point of rupture and generating some neps. It is therefore crucial to (i) ensure that the waste generated contains mainly unwanted foreign matter and a minimum of spinnable fibres; (ii) minimise the generation of short fibres by avoiding rupture as far as possible; and (iii) minimise the generation of neps.
Having identified what needs to be controlled, it is then important to set a targeted performance level and to establish procedures to ensure that this level is attained. The targeted performance level depends upon the requirements of the carding process, which takes place after the blowroom operations have been completed. It is important for the card technologist to establish these requirements in terms of a specification of the quality characteristics of the lap or chute-fed mat of fibres received from the blowroom. The specification will depend upon the level of technology and the human resources available, and must be established based on a detailed understanding of the influence of the carding process on the quality of the yarn. The absence of such a specification from the card technologist makes the job of the blowroom operatives extremely difficult. On the other hand, if the required quality specification does exist, then the challenge is in achieving these specifications. Knowledge of the aspects discussed below is required in order to achieve the targeted quality level:
System capability: Every type of opening, cleaning and mixing equipment has a limit to its capability. Any attempt to surpass these limits without updating the design may have disastrous consequences. For example, the maximum cleaning efficiency of a blowroom cannot be more than 70% and even this level may not be achievable for all Therefore, attempting to achieve a 90% cleaning efficiency will result in unnecessary loss of fibres, fibre breakage and nep generation. Similarly, expecting a fibre tuft to become individualised to a single fibre will also have undesirable results. Coarse cleaning equipment is designed to extract heavy, large, loose trash particles (such as husks, stems, stone chips, sand, leaf particles, etc.) and cannot effectively remove finer trash particles and seed coats.
Optimal running conditions: Any system performs best in the correct conditions: this is not only true for machines but also for people. The performance of the opening, cleaning and mixing equipment can be substantially improved by ensuring that it is run at the correct atmospheric conditions, that the throughput rate is correct, and that it is regularly maintained.
Technological parameters: An understanding of the working of the machines and the parameters that influence their performance is essential. This will help in the selection of the correct options and parameters for any given situation. The workings of the individual machines are complex, and a brief description of the major operations is provided in the following sections.
6.3 Process control in blowroom processes
Blowroom operations involve the functions: opening, cleaning and mixing. Each of these functions has very clear impact on the blow room process as well as the quality of the output. Hence, it is important to understand the factors affecting these three functions in blowroom and improve the process efficiency by controlling these parameters and come up with the correct strategy to operate the blowroom.
6.3.1 Process control in opening
The salient feature of the modern blowroom line is the intensive opening of hard pressed cottons into tufts of uniform size using the minimum number of beating points. The tuft weight and density, and especially the variation in the properties of the tufts, affect the irregularity of material in the blow-room in the short term: small tufts can occur in open and even arrangements. Greater variation in tuft density and weight results in a higher number of neps and a larger amount of foreign matter in the card web, while greater variation in tuft properties results in undesirable yarn characteristics such as variation in count and strength, and other imperfections. Opening is therefore a very important first stage in the blowroom process. Opening involves the following four main processes:
1. Plucking, often with automatic bale pluckers
2. Interaction between tufts and opposing spikes – this involves hopper feeders, and axi-flow, CVT and CNT cleaners
3. Impact of strikers on tufts, using axi-flow and mono cylinder cleaners
4. Teasing of tufts in nipped state by needles, pins or sawtooth elements
Of these four, the first is a relatively gentle process, while second and third are of moderate intensity and the fourth is most intensive. Machines arranged in such a way that the higher intensity processes occur at a later stage, since opening becomes progressively difficult with decreasing tuft size. Tuft weight and density can be effectively standardised by the use of sawtooth elements at the final beating point, while other adjustments may be necessary to ensure even tuft size when cottons with different openness values are used together in the same mix.
It is important to note at this point that blowroom material should not be reprocessed on the opening equipment, especially if single process lines are used, since this is likely to lead to fibre rupture and nep generation as a result of double beating. The number of neps has been shown to increase by more than 50% when materials are reprocessed in the blowroom.
The intensity of the opening action of the various opening devices is affected by a number of factors, as shown in Table 6.2. If the opening action of one process has to be intensified, the appropriate parameters must be adjusted. However, manipulation of these parameters can have adverse consequences, including:
Table 6.2
Factors affecting opening intensity
| Action | Factors affecting intensity |
| Plucking | Depth of penetration. (NB reducing penetration has a negative effect on productivity unless the speed of plucking is increased at the same time.) |
| Interaction between opposing spikes | Speed; distance between interacting surfaces (setting); spike density; throughput rate. Striker rotation speed; density of strikers; distance |
| Impact | Striker rotation speed; density of strikers; distance between feed roller and striking element (setting); speed of suction fan; through put rate |
| Teasing | Speed of needle or sawtooth roller; density of needles or saw teeth; angle of inclination of needle/saw tooth; distance between feed roller nip and sawtooth roller; through put rate. |
Some general guidelines for optimising opening intensity are given below:
(i) The parameters of the devices that treat fibres gently (i.e. those at the beginning of the line) should be manipulated in the first instance. This will reduce the possibility of fibre damage and nep generation. Only once the intensity potential of these machines is reached should changes in the parameters of the more intensive machines be attempted.
(ii) A reduction in the throughput rate and/or thickness of feed improves the opening capability of any machine.
(iii) Speed is the most convenient parameter to change, and should thus be adjusted first, before any changes are made to setting or other machine parameters such as needle density.
(iv) Atmospheric conditions also play an important part in opening. A damp atmosphere does not facilitate fibre separation.
6.3.2 Process control in cleaning
Cotton cleanliness is a key factor that determines the quality of the yarn. Efficient cleaning in the blowroom, along with effective processing of cotton containing a low level of trash during blowroom and carding processes, are essential in producing yarn free from foreign matter. In conventional blowroom lines, a cleaning efficiency of 80% in cotton with high trash and 70% in cotton with low trash is achieved, while in modern blowroom lines the cleaning efficiency is much lower, at 50-60%. However, the modern lines achieve a high degree of opening, which allows better cleaning during the carding process. Less lint is lost as waste in modern lines: only 20-30%, depending on the trash level in the cotton, compared to 25-50% in conventional lines. The overall cleaning efficiency for the blowroom and carding processes combined should be about 95%.
The opening process discussed in Section 6.3.1 leads to trash and other foreign material being released from the cotton as a result of the various forces acting on the fibres. In order to effectively clean the cotton, therefore, the trash and other contaminants must then be separated from the fibres. Since the trash particles present in cotton are of different sizes and are not homogeneous in nature, different separation principles are used in the various cleaning machines. The factors that affect the liberation of trash and other contaminants and its separation during cleaning are given in Table 6.3.
Table 6.3
Factors affecting intensity of trash liberation and separation
| Action | Factors affecting intensity |
| Liberation by: Centrifugal force |
Rotational speed of opening element; diameter of drum or roller; velocityof air flow; radius of curvature of bend in duct. |
| Impact | Speed; setting between feed nip and line of action of opening equipment. |
| Pneumatic force | Speed of suction fan. |
| Frictional force | Sharpness of grid bars; angle of. inclination; distance between interacting surfaces. |
| Separation by: | |
| Gravity | Size of slot; setting between grid bars. |
| Suction | Size of screen perforations; air discharge rate. |
| Buoyancy | Velocity of air flow; location of separation edge. |
| Magnetic force | Magnetic power; location of magnets. |
As cleaning requires both liberation and separation of trash and other contaminants, effective cleaning can only be achieved if both of these properties are carried out correctly and efficiently, and in a manner appropriate to the nature of trash/foreign matter to be extracted. For example, the procedures that should be adopted (and intensified if necessary) for liberating and extracting large and heavy trash particles would be quite different from that used for removing seed coat fragments. The cleaning equipment in the blowroom has been designed keeping with this in mind, as follows:
• Effective for large and heavy loose trash particles
• Cleaning equipment of moderate intensity
• Effective for medium sized trash particles
• Effective for small and lightweight trash particles that are strongly adhered to the fibre.
Fine cleaning equipment is much more aggressive than coarse equipment in its action on cotton tufts; there is therefore a risk of damaging fibres, crushing trash particles and generating neps the opening ability or trash liberating ability is intensified without due care. A further important point is that the design of the machines means that any cleaning process also involves associated fibre loss, which causes costs to rise.
6.3.3 Process control in mixing
It is impossible to overstate the importance of the correct mixing of fibres that have come from different bales. It is well established that fibre characteristics are subject to significant variation within one bale. In some cases even after bale management techniques are employed, some bales have too high a degree of variation with respect to maturity, fineness, and length percentage of short fibres that they are best discarded. Even then, the characteristics of the fibres in the bales are not completely identical, simply because of naturally occurring variations. Moreover, it is sometimes necessary to blend two or three bale groups for cost optimisation. In either case, a homogeneous mix is absolutely crucial for ensuring consistency in yarn characteristics. The selection of bales and their segregation, blending practices and mixing equipment all affect the homogeneity of the mix. The following points should be kept in mind:
• As fibres from different bales get mixed in tuft form, smaller tuft sizes lead to greater homogeneity.
• The use of a larger number of reserve chutes in the mixing equipment allows greater homogeneity.
• The use of two blenders working in series or in tandem produces a more homogeneous result that one blender of the same capacity working alone.
6.3.4 Correct strategy for blowroom processes
The points below provide guidelines on the adoption of the correct strategy for the three main blowroom processes (opening, cleaning and mixing) described above.
1) Trash should be checked both on a quantitative and qualitative basis, as it is necessary to establish not only the percentage of trash present but also the type of trash, that is, whether it is large or small trash, seed coat fragments, fibre fragments or dust. The right equipment should be selected for the predominant trash type in order to improve performance. For example, if most of the trash present is in the form of large particles, the coarse cleaning equipment should be adjusted. If, on the other hand, the main type of trash is dust, then the suction system should be adjusted instead.
2) I f the opening and cleaning capability of the machines needs to be increased, the coarse cleaning equipment should be adjusted first, followed by the fine cleaning machines. This will cause the heavier particles to be extracted, thereby reducing the risk of crush, which would otherwise make subsequent extraction more difficult. The possibility of fibre damage is also decreased.
3) It should be remembered that the card (discussed in detail in Section 6.4) is a more effective cleaning tool than any of the equipment in the blowroom, especially with respect to the extraction of smaller trash, seed coat fragments and dust. Thus the extraction of finer particles should for the most part be accomplished by the card rather than in the blowroom. The blowroom and card should be seen as a integrated unit, each with a distinct role in the cleaning process.
4) Fine cleaning equipment (such as a cleaner with a clamp feed arrangement) can remove seed coat fragments to some extent. Increasing the speed of the opening equipment to an excessive extent will not improve cleaning but will cause more fibre loss, fibre damage and nep generation.
5) A reduction in the production rate will improve the cleaning capability of all machines.
6) For a given production rate, the flow of material should be made as uniform as possible without too many stoppages of individual machines in the line. This can be achieved through the correctly adjusting the throughput rate.
7) The cleaning efficiency of the blowroom should be fixed at around 50%. The total nep increase should not be allowed to exceed 80-100%. A typical permissible increase in neps for various machines is as follows:
The 2.5% span length or upper quartile length of the fibre should not fall below 1 mm.
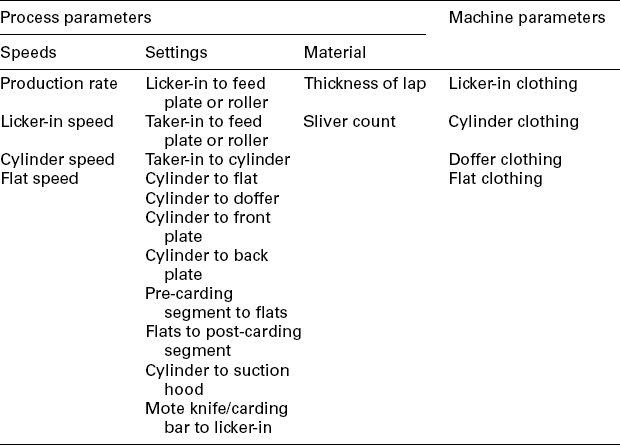
6.4 Process control in carding: control of process parameters
Both process-related and machine-related parameters must be taken into account for the purposes of process control in carding, with wire maintenance and control of card waste also significant. The process parameters can be further divided into three categories: those relating to speed, those relating to the gauge or settings between the various interacting elements, and those relating to the properties of the material. The machine parameters relate to the clothing of various parts, as the dimensions of the components remain the same. A list of important parameters is given in Table 6.4.
The optimisation of process parameters is essential in making the best use of the equipment currently available. The following sections describe the major parameters that can be controlled in the various different parts of the carding equipment. It should be noted, however, that a change in a single parameter may not bring about the desired result, unless other parameters are also adjusted appropriately. Moreover, the processes employed during carding to separate out liberated trash particles and dust from fibres inevitably lead to some fibre losses, but it is important that any parameter adjustments allow such losses to remain at minimum levels.
6.4.1 Licker-in zone
The role of the licker-in is to open the fibres as they are fed onto the card and then to transfer them to the main cylinder. Major parameters that can be adjusted in this zone include the speed of the licker-in, the setting of the licker-in to the feed plate or feed roller, and the setting of the mote knife and carding bar to the licker-in. Some representative measurements from the licker-in zone are as follows:
• When the thick lap or mat of fibres is fed at around 0.13 m/s, the licker-in teeth impinge the fibres at 13 m/s (i.e. around 50 km/h).
• Approximately 600 000 licker-in wire points pass per second through the lap fringe.
• The typical draft between the feed plate or roller and the licker-in is in the order of 1000, which causes the lap to become 1000 times thinner upon reaching the surface of the licker-in.
Licker-in speed
Speed is the easiest parameter to regulate, and is therefore probably the most frequently adjusted parameter. Table 6.5 provides an overview of the consequences of increasing the speed of the licker-in.
Table 6.5
| Action | Consequences |
| Intensive opening of fibre tufts More trash may be exposed Reduction in tuft size on licker-in Smaller tufts are passed for carding Greater force exerted on fibres as they are teased out from the feed nip | Increased liberation of trash particleswith possible risk of fibre damage(especially for long and fine fibres) |
| Higher centrifugal force experienced by tufts on the licker-in surface | More trash may escape, and immature fibre clusters may become trapped within tufts,leading to risk of fibre loss |
| Lessening of draft between licker-in and cylinder at excessively high speed | Difficulties in transferring fibres to cylinder |
| Aggressive opening action between combing bar segment and licker-in | More trash may be liberated, with possible risk of fibre rupture |
Increasing the speed of the licker-in leads to better cleaning and carding, but also causes more waste generation and fibre damage. Difficulties in transferring the fibres to the cylinder also can be experienced at excessively high speeds. For adequate transfer of fibres, the draft between the cylinder and the licker-in should be around 1.5–1.7 for cotton and 2.5–2.9 for synthetic fibres. Poor transfer of fibres may cause unopened fibre tufts to be passed on to the cylinder in an erratic manner, as well as leading to the loss of good fibres as licker-in waste.
Setting of feed plate or feed roller to licker-in
This setting mainly affects the distance between the point of release of fibres from the grip of the feed plate or roller and the line of action of the teeth of licker-in. The fibres must be gently teased away from the nip as they are released: fibre tufts should not be plucked as a whole. The fibres arrive at the licker-in teeth in the form of a tapered fringe, the length of which depends upon the length of the fibres.
If the feed plate or roller is brought closer to the licker-in, a large part of this fringe then comes into contact with the licker-in teeth. As a consequence, more fibres with trailing ends still lying at the nip or beyond will be pulled out, leading to a more aggressive action. If, on the other hand, the distance between the two is increased, when the tip of the fringe reaches the teeth, many fibres with trailing ends will be released from the feed nip. Since nothing will obstruct their removal from the fringe, they will be simply be plucked away without being teased, causing a decrease in opening intensity.
Setting of mote knife and carding bar to licker-in
The setting of the mote knife plays a role in determining the quantity and quality of waste generated: the closer the mote knife is to the licker-in, the more waste is generated. This waste is also richer in lint. The setting is usually kept at 0.018 inches.
The carding bar further opens out tufts before they are transferred to the cylinder. The aggressiveness of this opening action is determined by the distance between the carding bar and the licker-in and the relative speed between them: a closer setting leads to greater opening intensity. However, if the distance is too small, fibre rupture can occur; on the other hand, if the distance is too great, the tufts will not be adequately opened. This means that the opening must be carried out by the cylinder, which may lead to nep generation. The setting between carding bar and licker-in is usually 0.019 inches.
6.4.2 Cylinder region
In the cylinder region of the card, there are a number of process parameters to be controlled and optimised. These include the speed of the cylinder, the speed of the flat, the setting of the cylinder to the flat, and the setting of the pre- and post-carding segments.
Cylinder speed
In any card, the highest cylinder speed that can be achieved is limited by mechanical design considerations. Today, though a speed of 600 rpm is attainable on a modern card, it is more usual to run the cylinder at 300–500 rpm. The speed of the cylinder plays a particularly significant role in the transfer of fibres onto the doffer. The consequences of increasing the cylinder speed are given in Table 6.6.
Table 6.6
| Action | Consequences |
| Intensive opening action betweency linder and flat, and between cylinder and carding segments. | More individualisation; higher stress exerted on fibres; more liberation of trash particles, seed coats and short fibres. |
| Increased centrifugal force on fibres and trash particles. | More liberation of trash particles, seed coats and short fibre; increase in transfer efficiency with concomitantdecrease in cylinder load and improved opening. |
In terms of quality control, increasing the speed of the cylinder has many advantages, including improving cleaning efficiency (especially fine dust removal), and reducing neps and fibre clusters. However, it can lead to the generation of short fibres, particularly when the fibres used are long and fine.
Flat speed
Flats work in close partnership with the cylinder in carrying out carding actions. Because of the carding action between the cylinder and the flat, fibres are distributed on both surfaces. The substantial speed difference between the two elements leads to very fast loading of fibres onto flats, causing the flats to lose their opening capacity. Flats must therefore be removed from the carding zone for cleaning, with loaded flats replaced by fresh ones. Although fibre loading occurs very quickly as the flat enters the carding zone, the flat then continues to absorb dust, neps and trash particles thrown by the cylinder throughout the rest of the process. With the increase in production rate brought about through the use of modern cards, it is imperative to use a higher flat speed in order to effectively clean the stock by removing more waste in absolute terms. Moreover, the less intense waste extraction carried out in the blowroom is primarily aimed at avoiding nep generation and shattering of the seed coat and other trash particles; hence, more flat waste must be extracted at the card.
Cylinder– flat setting
The aggressiveness of the opening action depends upon the setting of the cylinder to the flat. There is an optimum setting for each type of fibre, depending on its fineness, dust level and tenacity. Over the entire flat zone, the setting is gradually reduced in the direction of the material flow in order to gradually increase the opening intensity.
If the setting is too close, intensive opening of fibre clusters results, with liberation of dust and trash, but the nep and short fibre content may increase due to the high level of stress acting on the fibres. A wide setting will cause insufficient opening and nep disentanglement. This in turn can cause an increase in the nep level and in the short thick areas of the yarn. The nep level should therefore determine the optimum cylinder-flat setting.
Setting of pre- and post-carding segments
Modern cards with high production rates are equipped with several (1–5) stationary flats or carding bars both in the region between the licker-in and the flats and in the region between the flats and the doffer. These additional opening devices were introduced in order to compensate for the loss in opening ability caused by a high throughput rate. The pre-carding segments handle tufts, while the post-carding segments handle opened fibres.
The setting should be close enough to allow the fibre tufts to be thoroughly pre-carded thoroughly before reaching the flats. This leads to the liberation of dust and short fibres, which are immediately sucked away. The post-carding segments similarly release some dust and husk particles which are also immediately extracted.
6.4.3 Sliver forming zone
The main parameter to be controlled in this region is the linear density of the sliver, which is connected to the speed of delivery. It is often impossible to achieve a very high delivery rate and a fine sliver, due to the mechanical limitations of the machine and technological difficulties associated with the subsequent processing of very fine sliver. On the other hand, production of very coarse sliver at a slow delivery rate though is not mechanically restricted but can lead to different processing difficulties. For example, a fine sliver will lead to creel breaks whereas a coarse sliver causes problems in drafting. A wide range of sliver densities is possible between these two extremes, allowing the correct density to be selected for a particular production rate. The choice is narrowed down by the attenuation capability of the machines used downstream, principally the speed frame and ring frame.
The range is further narrowed down by the quality of carding. At a given production rate, the production of coarse sliver increases the load on the cylinder, which in turn increases the nep level and allows unopened fibre clusters to pass through, as well as leading to an increase in the majority hook. Hence it is advisable to produce the finest sliver possible when other considerations are taken into account such as quality, processability and productivity of the yarn. This optimum value of sliver fineness varies between different mixes and between different fibres.
6.5 Process control in carding: control of card clothing, wire maintenance and card waste
The clothing of various parts of the card is the principal machine parameter that can be controlled, with the most important aspects being cylinder clothing and to a lesser extent doffer clothing.
6.5.1 Cylinder clothing
The three most important parameters of cylinder clothing to be controlled are:
Clothing manufacturers offer a variety of options to suit a particular type of fibre on a particular generation of machine.
Point density
The wire point density of the cylinder clothing principally influences carding intensity. However, the most significant aspect is the number of wire points available per unit of time. A combination of low speed with high point density or high speed with low point density can be expected to provide the same result. The development of cards with a high production rate and hence increased throughput rate necessitated an increase in point density in order to compensate for the resultant loss in combing (or number of available wire points per fibre). For a given fibre and production rate, an increased point density is expected to give a better result, but only up to a certain level: beyond this the opposite effect may occur due to the clogging of inter-wire point spaces by fibres. The selection of the appropriate wire point density is dependent on:
• Coarseness of fibre: coarse fibres are easy to separate out and hence do not require high density.
• Type of fibre: synthetic fibres require lower point density than cotton, principally due to their long length and increased bulk.
• Trash level: a high percentage of trash may cause the wire points to become loaded with particles very quickly rather than releasing them to the flats.
Inclination angle of wire points
The inclination angle of the cylinder wire points is extremely important in determining both carding intensity and transfer efficiency. When the inclination angle increases, fibre transfer to the doffer and trash ejection from the cylinder surface both show improvement, but the carding intensity is reduced.
Height of wire teeth
The height of the wire teeth also has a significant impact on carding intensity and transfer efficiency. Shorter teeth make it more difficult for the fibres to escape the carding action by moving towards the base of the teeth. Fibre transfer onto the doffer is also facilitated when the fibres are positioned on cylinder surface near the tip of the wire points. Moreover, if the height of the teeth is reduced, more teeth can be accommodated per unit length of wire, as there is a geometric relationship between height, angle of front and back edges, and pitch. Due to their increased throughput rate, modern high production cards require a shorter tooth height of around 2 mm.
The selection of the correct clothing for the doffer is also extremely important. The point density here should be low for coarse cotton and high for fine cotton. No advantage is gained by using a high point density with coarse cotton; in fact, it presents a risk of fibres being damaged by becoming too tightly pressed onto the surface of the cylinder.
Wire maintenance is another important aspect of process control in the carding region. For a modern 2 mm high cylinder wire, the use of a normal grinding stone is not recommended; instead, a TSG grinder from GRAF should be employed. In fact, if a TSG grinder is unavailable, wire grinding should not be attempted.
The wire should be ground every second or third month, in order to maintain the necessary sharpness. The number of traverse points should increase according to the age of the wire: for successive grindings, the number of traverse points should follow in the sequence 3, 5, 10, 17, etc. However, a microscope should be used to confirm the quality of the grinding: if it is found to be insufficient, the number of traverse points should be increased.
For doffer grinding, a normal grinding machine will suffice. It is important to ensure that all the wire points are touched by the grinding stone, and that a slow and gradual grinding is carried out, in order to achieve the best formation. If the grinding is too harsh, burr formation will result, which will in turn increase the number of hooks in the fibre. The effective length of the fibre from this card will thus be reduced.
The grinding of flat tops is also important: yarn quality improves with each grinding, and frequent grinding using a machine with an emery fillet will result in fewer neps and more consistent yarn. The flat tops should be changed at the same time as the cylinder to ensure good quality and consistency.
Before changing the wire, the individual card quality should first be checked. The licker-in wire must be changed after every 150 000 kg of fibre processed; if changed earlier, yarn quality will be further improved.
Stationary flats must similarly be changed after every 150 000 kg. As with the licker-in wire, however, an earlier change is recommended for the first three or six stationary flats at the licker-in side (every 100 000 kg). This helps to maximise the carding effect between the cylinder and doffer, which is critical for improved yarn quality.
6.5.4 Control of card waste
As raw material constitutes the bulk of the cost involved in yarn manufacture, the adequate control of waste at different stages of manufacture is of considerable importance in process control. Waste that is not reusable should be monitored closely in order to achieve the maximum yarn yield with minimum waste. Card droppings cannot generally be reused, so waste control measures should be concentrated in this region. However, waste reduction should not affect cleaning efficiency and yarn quality: the aim must be to minimise the loss of good fibres while ensuring that the required level of trash removal takes place.
The optimisation of process parameters such as card settings/speeds, modifications/attachments to the cards, along with other developments in modern cards, have resulted in a reduction in lint losses. The cleaning carried out by a card has a significant influence on the yarn and fabric quality and also on the performance of the material in spinning and subsequent processes. Seed coats, motes, fuzz, immature fibre clusters and trash are usually removed during carding. A number of factors affect the level of waste generated during carding; the most important of these are discussed below.
Influence ofair currents
Air currents play a critical role in the separation of trash from lint in the licker-in region. These air currents are generated by the rotation of the licker-in; however, due to the licker-in design, the air pressure around the device is variable. The region above the licker-in is at relatively high pressure, as the air currents generated by the licker-in are forced through the limited space between the wire surface of the licker-in and the bonnet. The mote box region is again at lower pressure compared to the undercasing region. The air currents generated can be used to effectively remove unwanted trash particles.
Card modification or attachments
Modifying cards through the use of attachments is often a means of improving quality. One example of such a modification is the use of double combing segments at the licker-in, with stationary flats at the back and front of the card. The double combing segment with mote knives is fitted in place of the normal licker-in undercasing and double mote knives; a set of two stationary flats are fitted at the rear of the card before the back plate. Another set of three stationary flats are fixed at the front of the card where the stripping plate is normally located. The amount of waste generated by the licker-in is found to be slightly higher when the combing segment was used, but the total waste generated over the whole carding process shows hardly any change. The overall cleaning efficiency is also generally comparable, but the nep level at the end of the process is found to be lower when above attachments are employed.
Another type of attachment that may be used is the fibre retriever. This consists of a pair of baffle plates (replacing the mote knives), which partially enclose a section of the licker-in between the feed plate and the licker-in undercasing. One of the two plates is kept under the licker-in undercasing so that it separates the mote box region from the undercasing region, while the other plate is placed below the feed plate. The latter leaves a small gap from the ground level as an inlet for air. A close setting between the two plates causes an upward air draft between them as the licker-in rotates. This helps in the retrieval of the light lint that falls into the mote box, without detrimentally affecting trash removal. The air and some short fibres are then discharged through the undercasing perforations. The fibre retriever is extremely useful in waste control as it improves trash extraction in the licker-in region and also reduces losses in spinnable fibres.
Speeds and settings of the licker-in
A higher licker-in speed results in an increased amount of droppings in the licker-in zone, with marginal improvement in cleaning efficiency. The setting of the undercasing to the licker-in at the entry point is an important factor in licker-in waste control and trash removal. A closer setting between the licker-in and the undercasing leads to an increase not only in licker-in waste but also in the trash content of the waste; the air currents generated by the licker-in are also stronger, leading to improved trash removal.
Flat speed and direction of movement
In addition to individualising the fibres, as discussed above, the flats also contribute significantly to the cleaning achieved in the card. While larger trash is found in the licker-in region, lighter trash is removed by the flat strips. This trash is composed of lead-bits, motes, broken seed coats and immature fibre clusters. The cleaning action of the flat is dependent upon the type of flat used, the flat speed, the flat to cylinder setting, the front plate settings and the condition of the flats. Yarn quality increases with the amount of flat waste generated, but only up to a point: beyond this, increasing the amount of waste generated has no observable effect on quality. Hence, flat waste should be kept at the optimum level through the selection of the correct flat speed. A flat speed of 4 in/min is generally adequate for semi-high production cards while for high production cards, the flat speed can be increased up to 5 in/min. Flat waste should also be checked for uniformity of thickness across the width of a card. The settings of any cards with thicker flat strips should be carefully monitored.
If the flats move in the same direction as the cylinder, the removal of strippings is an easy procedure. If the flats move in the opposite direction, the cylinder carries the material to be cleaned by the flats just above the lickerin. The flats take up the trash but do not transport it through the machine as they do in normal forward-movement systems; instead the trash is removed from the machine immediately.
Setting of cylinder undercasing to cylinder
The setting between the cylinder undercasing and the cylinder affects the cylinder fly waste, which is composed mainly of good fibres. A waste level of 0.2–0.3% in this region is usually considered satisfactory. A setting of 0.034"–0.056"–0.068"–0.102" should be maintained from entry to exit, and the undercasing should be kept smooth by regular cleaning and polishing. The two halves of the undercasing should fit closely together with no gap between them.
Atmospheric conditions
It is essential to maintain the correct atmospheric conditions in the card room. A lower relative humidity (RH) can cause frequent web breakages, excessive fly liberation and lapping on the doffer. On the other hand, if the RH is too high, the web can sag and the licker-in and cylinder can become overloaded. The ideal temperature for polyester and acrylic fibres should be around 85–90 °F, with an RH of 55–60%.
6.5.5 Other process control considerations in carding
Some other issues must also be taken into account when considering process control in carding. These are briefly outlined below:
• Feed variations should be minimised wherever possible, since lower feed variation leads to lower draft deviation, and thus improved carding quality and consistency in yarn quality. Even if the card is used with an autoleveller, feed variations should still be kept as low as possible (plus or minus 10%). With the latest chute-feed systems, the feed variation can easily be controlled to within 5%.
• The selvedge of the feeding bat should be good, and should not be folded or doubled, as this leads to an increase in neps, and sometimes to cylinder loading.
• The lap fed to the carding machine should be narrower than the nominal width of the machine.
• For processing cotton, a minimum suction pressure of 800 Pa should be maintained at the trash master (at knife) for effective removal of trash and dust particles.
• Scraper blades should be correctly maintained: worn or damaged blades will cause the card web to stick to the crush rollers. The correct pressure should be maintained between scraper blade and crush roller; insufficient pressure will also result in the card web sticking. Similarly, if the calendar roller pressure is too high, card web sticking will increase along with it.
6.6 Yarn count issues and other common process control problems for blowroom and carding operations
The yarn count and its variations are influenced to a large extend by the blowroom and the carding operations. Any short-term variations introduced in these processes, if not controlled in the subsequent processes also, can become elongated and manifest as long-term yarn count variations as they reach the yarn stage. Hence, it is important to analyse and understand the issues related to this aspect and take remedial actions in blowroom and card.
6.6.1 Yarn count issues in the blowroom
Yarn count and count variation are two important aspects of yarn production that need to be controlled throughout the blowroom and carding processes. Yarn count control must begin in the blowroom: it is important to maintain a steady average weight of the feed material in order to achieve good consistency in yarn count at the ring frame stage. Some of the main factors that cause variation in the blowroom material, and hence inconsistent final yarn count, are as follows:
• insufficient opening of cotton and variation in tuft size
• ineffective functioning of the evener motion
• irregular air-flow on screen
• variation in cotton level in the blended reserve
• uneven mixing of waste and cottons
• uneven or worn fluted rolls and calendar rolls
• dirty screens or screens with rough surfaces
• incorrectly set or chocked dampers
• too large a draft between calendar section and lap winder
• types and speeds of beaters unsuitable for the quality of cotton
6.6.2 Yarn count issues at the card
During carding, in the stripping cycle, any difference in the amount of waste extracted by different cards, along with short-term variation in sliver, plays a major role in causing variation in yarn count. Exceptionally large variations in card sliver, with a wave length greater than the total length of the sliver in the draw frame creel, cannot be evened out by doubling (i.e. by combining two or more lengths of yarn into a single thread). To some extent, this type of variation can be controlled by feeding cans from the first passage draw frame deliveries over a number of second passage draw frame deliveries.
The evening out of long-term variations can be achieved, since these irregularities are at somewhat different stages of development as they emerge from the first passage draw frame. During doubling, slivers which are not related to the possible extent should be brought together.
6.6.3 Control of sliver uniformity percentage (U%)
Short-term variation in card sliver contributes to 10% of the total, provided the silver is regular. The card sliver U% thus plays an important role at this point. As the corresponding length of card sliver to a lea of yarn is about 3.5–12 mm, the card sliver U% mainly affects variation within the bobbin. In the case of combed counts, however, the contribution of card sliver U% to yarn count variation would be insignificant. High card sliver U% can be caused by a number of factors, as follows:
• narrow setting of the undercasing
• large waste particles reaching the doffer
• uneven or worn doffer or worn feed roller bearings
• draft at excessively high tension
• jerky motion of calendar roller
• incorrect setting of the coiler base
• incorrectly sized coiler trumpet not suitable to the hank feed
• poor functioning of roller weighting
• uneven feed to the nose of the feed plate
• worn clothing and improper clothing settings
• uneven heights in the wire clothing
• poor feed roller grip, caused by failure of feed roll weighing
6.6.4 Common process control problems
In order to take quick control measures, it always helps to list out and analyse the common process control problems that occur on day to day basis. High variation in output material, nep formation, poor cleaning efficiency are some of the common problems associated with blowroom operation and nep formation and holes or patches in the card web are common problems associated with carding operation. These aspects are discussed one by one.
High variation in blowroom material
Variation in blowroom material causes significant problems at later stages in the process (such as in the yarn count, as discussed in Section 6.6.1 above), and can be caused by a wide variety of factors. Firstly, the condition of the cotton itself can be an issue: insufficient opening of cotton and wide variation in tuft size leads to inconsistent material. It is also important to select the correct equipment for the type of fibre being processed; for example, if the wrong type of beaters are selected, the material produced will be variable. Other human errors include the use of excessive soft waste in the mixing or uneven mixing of soft waste with cotton; unequal feeding of the mixing in hopper bale breaker; improper synchronisation in the amount of material fed and delivered from the beaters in the processing sequence; incorrect settings of dampers, leading to irregular air flow; and unnecessary and frequent adjustment of lap feed-regulating motion.
Mechanical problems can also cause inconsistency in blowroom material. These can include intermittent failures of the feed/delivery mechanism; inadequate sensitivity of the piano-feed regulating motion; worn links in the feed-regulating motion; worn pedal link, knife and cone drum bearings; malfunctioning of the length measuring motion; dust and dirt clogging the cage; insufficient pressure in the condensers after the beaters; defective functioning of solenoids and air filters in the modern scutchers; and extreme variation in atmospheric conditions.
Nep formation in the blowroom
Blowroom processes invariably introduce neps into the fibres, but the number of neps can and should be regulated by adequate process control. If the moisture level of the cotton is either too high or too low, an unacceptable degree of nep formation will occur; similarly, extremely fine cottons with high trash content will usually result in increased neps.
As with the control of variation in blowroom material, the remaining factors causing excessive nep formation can be broadly divided into two types: those caused by human error (e.g. poor setting), and those caused by machine failures. The first category covers issues such as excessively narrow settings between the feed roller or pedal and the beater; inappropriate ratio of fan to beater speed; excessively wide setting between stripping rail and beater; beater speeds set too high or too low; fan belts set too slack or too tight; and the use of more beaters than required. Potential machine failures include rough or blunt blades and bent pins on beaters; damaged and rusty grid bars; bent conveyor pipe lines; worn out stripping rails; and air leakage and obstruction of cotton flow through the pipe line.
Poor cleaning efficiency in the blowroom
The last of the principal problems occurring in the blowroom is poor cleaning efficiency. This can be caused by incorrect settings and speeds of the various types of equipment in the blowroom, such as improper adjustment of the angle of grids; too close a setting between the grids/grid bars and the beater; excessively wide settings between the evener roller and the inclined lattice; too high a fan speed causing back draft from the gutter flue; and excessive feed to the beaters. Other factors that can contribute to poor cleaning efficiency include beaters with blunt striking edges; air leakage in the beater chamber and dust receptacle; high variation in trash content in the different cottons used in the mix; and excessive waste accumulation at the air passage.
Nep formation in cards
As well as in the blowroom, neps can also be formed as a result of incorrect settings and other issues at the card. The main factors that lead to unacceptable formation of neps at this point include: setting of lap selvedge guides too close; too wide a setting between back plate and cylinder; high licker-in speeds; too wide a setting between licker-in and feed plate; blunt licker-in wire or dull flats; too wide a setting between cylinder and flats or doffer; too much space between licker-in cover and feed plate; ends of front and back plates damaged; undercasing dirty or choked with fly waste; cylinder/doffer not stripped properly after lapping; rough surface on the front and back plate; use of blunt grinding stone; insufficient stripping; and higher doffer speeds.
Holes or patches in the card web
Holes and patches can form in the card web for a number of reasons: clusters of cotton embedded on cylinder wires and an excessive number of unopened cotton tufts can both cause problems with the card web. Similarly, an incorrect (too wide) setting between the licker-in and cylinder can lead to holes or patches developing. Finally, equipment faults and damage can also affect the card web: these include damaged cylinder/doffer flat wires; cylinder/doffer wires embedded with excessive seed coats and grease; and faulty air current under the licker-in, cylinder and doffer.
6.7 Bibliography
1. Chattopadhyay, R. Process Control in Spinning. Indian Institute of Technology, Delhi: Department of Textile Technology; 2001.
2. Garde, A.R., Subramanian, T.A. Process Control in Spinning. Ahmedabad: ATIRA; 1987.
3. Ratnam, T.V., Chellamani, K.P. Quality Control in Spinning. Coimbatore: SITRA; 1999.
4. Artzt, P. Melliand Textilberichte, Influence of Various Card Clothing Parameters on the Results Obtained in High-speed Carding on Cotton, E789-E796 / 701–712. English Edition; 1985.