
In a production line environment, there are multiple workstations each of which takes the work of preceding stations and combines it or enhances it before passing it on to the next workstation. In this way, each station adds value and passes it further down the production line until the product being built is complete.
In a traditional product line environment, the work was pushed from one station to the next. Sometimes the work was sent in batches. For example, the machine that built widget A, with some amount of retooling, also built widget B. Rather than lose time due to retooling, if you built batches of say 100 at a time, the machine operation was more efficient.
This can create unevenness in the production line, which can lead to fluctuations in the flow; sometimes a station further down the line could be waiting for the previous station to complete a batch of Widget As and retool because it needs two Widget Bs.
To solve these problems, Toyota perfected a system called Kanban. A Japanese word meaning signboard, Kanban is used in lean manufacturing to signal when a piece of work needs to be done. The profound change that Toyota's employee Taiichi Ohno implemented in this signaling system was to reverse the flow of information on the production line. This means that stations further down the production line would send Kanban signals to the stations behind them that they needed certain parts made.
The following figure shows how a Lean Production Line works:
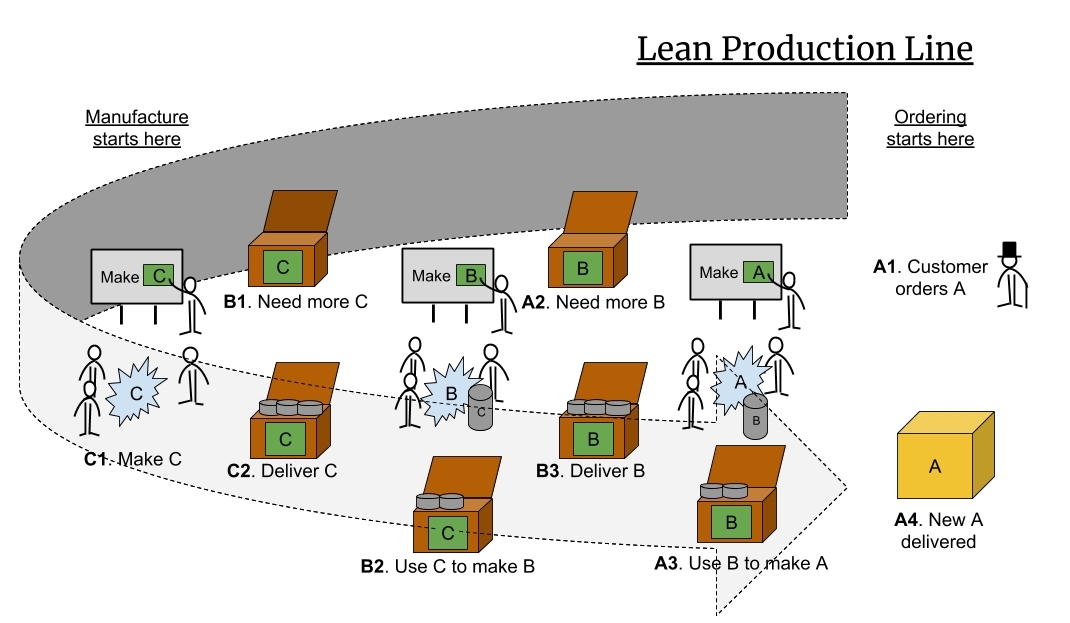
A Lean Production Line waits until there are orders for its product because the communication channel is reversed. The order being placed is a signal to the end of the production line that it needs to deliver more finished products. It does this by sending requests to the stations preceding it in the production line so that they can make and assemble the necessary parts for it to deliver a finished product.
The reversed flow creates a pull rather than push approach to manufacture and changes the dynamic of the system to focus on the whole system's end-to-end flow. In layman's terms, this means that each station on the production line is concerned with carrying out the request it receives as promptly as possible to ensure the next station ahead of it is also able to do so.
Each station only carries out the work when it is requested; this is the Just in Time (JIT) of lean manufacturing. In any time between servicing requests, the workers at the station can clean their station and prepare themselves for any potentially busy periods ahead. They can also use this time to see if there is anything they can do to improve their process.
It is the responsibility of the entire production line to smooth out any unevenness in the flow. Workers should not try to compensate by deliberately operating their station even though they have no work requests, as this leads to unnecessary overproduction and stockpiling of inventory.