
23
Production Control
23.1 Introduction
Having considered the techniques used for planning a production system, we now need to examine how this production can be controlled. Strictly speaking, the problems and techniques discussed here include planning as well as control; however, we use the term ‘production control’ to emphasise that it is the ongoing operation we are considering rather than ‘one off’ planning activities. This chapter concerns itself not only with the control of the flow of work and material through a factory but also with aspects of planning that are necessary for overall control on an ongoing basis. Other chapters will deal with the control of quality, costs and labour.
It should be noted that the content of this chapter, and indeed much of this section of the book, is part of the domain of ‘Production and Operations Management’ (POM). The principles and techniques of POM can be applied to almost any organised human activity, for example, the planning and control of a hospital, fast food chain, air terminal or manufacturing plant.
Efficient management of any operation demands a constant supply of up‐to‐date information; the means by which this is obtained is often termed a ‘Management Information System’ or MIS. Within any company today computers permeate the fabric of the organisation. It is through the use of these computers that MISs have gained the ability to become proficient at providing topical information when needed. This allows management to monitor and control the current manufacturing operation and also to make informed decisions concerning the future. The core of the MIS is the ‘data base’. This acts as a common store for all the data required for the efficient operation of the company. Ideally, all the data, textual and graphic, should be computer accessible and stored in a logical form to facilitate access. The importance of the common data base is that changes made by one department are instantly recognisable by others, for example, a component design change by engineering can be immediately acted upon by purchasing and production.
This chapter begins by looking at the basic elements of production and material control. However, the concepts and techniques used broaden in scope until by the end of the chapter the implications of their use can be seen to include the whole structure and organisation of the company.
23.2 Elements of Production Control
Here, we are primarily concerned with the ongoing monitoring and control of production within the manufacturing facility.
Systems need to be in place that allow answers to questions such as those that follow. When should the material for product A be issued and how much should be used? Where is job B at this moment and is it where it should be? Why is job C in the machining cell when it should be at assembly? How many units of product D can be made by next Friday? What jobs are not running to schedule and why? The tasks of production control are, therefore, to schedule production based on sales orders or forecasts, to determine work priorities, to control stock levels, successfully to achieve production programmes, that is, on time delivery and to obtain optimum production equipment utilisation.
The achievement of these tasks involves finding some way to determine what job should be done, how many items should be made, when the work should be done and where it should be done. In a large company this production control problem is an extremely complex one. Consider a product comprising hundreds or even thousands of parts being made in the one factory. The task of making sure each piece of material or part arrives at the correct process or assembly point at the correct time is notoriously difficult. Attempts to schedule the work must be made but it must also be realised that in all probability the schedule will be disrupted to some extent. Disruptions occur due to random events such as failure of a supplier to deliver material on time, machine breakdowns, labour problems or a host of other problems almost impossible to anticipate. It is for this reason that no one materials management or production control system is absolutely foolproof. Also the type of production, that is, process, mass, batch or jobbing, will determine the most suitable type of system to adopt.
Whatever system is used, before the scheduling of the work within the factory can commence it is necessary to know the sales demands which must be satisfied. This information may be contained in a document called the ‘Master Production Schedule’ (MPS). This MPS provides the input to our system; it shows the quantities of the end product that are required and when they are to be made. It is derived from placed customer orders or forecast sales.
Also essential is a full ‘Bill of Materials’ (BOM). The BOM is a document, or computer file, which contains information on all the materials, components and sub‐assemblies required to produce a product. This information may also be amplified to show how the product is manufactured, the quantity of each component and subassembly required for each product unit and the actual manufacturing facilities to be used to produce the components and assemblies. The BOM is produced from information supplied by the design and manufacturing engineering departments. As a simple example the basic BOM for a toy car is shown in Figure 23.1; as can be seen, this also communicates the product structure.

Figure 23.1 Bill of Material structure for a toy car.
Other prerequisites for a successful system are operation layouts for each part, a thorough knowledge of the work in progress (WIP) within the factory and a record of all material, components and finished products held in stock.
All items paid for by the company that are destined to become part of the finished product are classed as ‘inventory’. Thus we may have inventory, (i) held in stores waiting to enter the production system, (ii) somewhere in the system at various stages of completion – this is the WIP inventory and (iii) finished products or spares awaiting delivery to customers. The aim of all company personnel, and specifically the materials or production control manager, is to reduce inventory levels to the minimum necessary for smooth production. Inventory costs the company money, which will not be recovered until the stock is transformed into a sold product. This is why the ‘inventory turnover ratio’ is so important. The ratio is obtained by dividing the cost of goods sold during a year by the average cost of the inventory held during that period. The actual ratio depends on the type of manufacturing business. For example, a ratio of 10 would be excellent for a company engaged in the manufacture of high value added products like machine tools and a ratio of 100 would make a producer of consumer durables, such as televisions or cars, top of the league of world‐class manufacturers.
The sequence of events is therefore as follows. The sales department informs the manufacturing facility of specific customer orders plus forecasted orders that may be statistically derived. From this, an MPS is compiled. This MPS is used as authorisation to allow production of BOMs and subsequently the creation of production schedules. Information derived from the BOMs will also be used by the purchasing department to order the necessary raw material and bought out components. These detailed production schedules should take into account the capacity and availability of machines within the facility and the probable labour requirements. Areas should be identified where machines will be in high demand and where it might be necessary to find extra labour capacity by running overtime, extra shifts, hiring additional workers or contracting out work to other factories. The production control department will also determine priorities, that is, the sequence in which jobs should be done, and in the case of conflicting demands will make a decision on which job should be done first.
Depending on the type of system being used a ‘works order’ or its equivalent will be issued. This contains detailed information on what has to be done and how it is to be done; the information to produce this will be found in the full BOM. The individual documents contained in the works order provide instructions, allow progress records to be logged and inspection reports to be recorded and will allow cost reports to be compiled. In some cases, for example, car manufacture, inspection records and other information can be held electronically in a microchip ‘tag’ that accompanies the car through the manufacturing process. The tag can be ‘written’ to and ‘read’ using a radio transmitter and receiver.
Progressing work through a factory is often necessary. Ideally, especially with computerised production control systems, ‘progress chasing’ should be a thing of the past. Factories producing large numbers of complex products composed of many machined components, each of which has to go through a series of many different operations in many different departments, have always employed people as ‘progress chasers’. This job is not completely obsolete since no system ever operates perfectly; this individual will make sure that the appropriate jobs are being worked on and not simply those that will allow the production department to produce good productivity statistics. This ‘chaser’, sometimes called an expediter, will also be sensitive to the implications of machine breakdowns, scrapped work and the late arrival of raw materials; he or she will be sufficiently knowledgeable on sales requirements and production schedules to make appropriate decisions as to what alternative actions should be taken. The progress chaser can therefore carry out on‐the‐spot investigations and should have the ability to anticipate rather than ‘fire fight’ production control problems. Continuously up‐dated progress reports can be provided by the use of coloured Gantt‐type wall charts, textual printouts from the computer system or graphic displays on a computer terminal screen.
Assuming a large factory with a wide variety of products and associated components, there will be a number of conflicting criteria that could be used to make priority decisions. One common criterion needs to be chosen to enable a consistent workable scheduling system to be established. For example, it has been mentioned that WIP inventory costs money; a valid criterion on which to make priority decisions might therefore appear to be the minimisation of WIP. Alternatively, since machines cost money and indeed continue to cost money whether working productively or standing idle, then maximum machine utilisation could be a possible criterion to use. This ensures that the equipment is seen to be ‘earning its keep’. Taking this idea further, maximum labour utilisation would also seem to be a criterion. However, it is making what the customer wants that keeps a company alive and competitive: that is to say the basis on which the work schedules are created should be simply on‐time delivery of the finished product to the customer. This implies that if a machine cannot be used to produce a component for which there is a known sale then there is no point in utilising it on unnecessary work, no matter how much the machine initially cost.
As well as the scheduling activity and progress monitoring, the production control system, as part of the factory MIS, also allows collection of other useful data. For example, quality records are obtained, logged and analysed; labour reporting data such as time spent on particular jobs or time spent on reworking bad parts can be gathered and the maintenance of stock records on raw materials, WIP and finished components, sub‐assemblies and products can be achieved. Having considered the elements that comprise the production control function and the problems associated with it, there now follows a brief discussion on some current concepts and techniques associated with the subject.
23.3 Material Requirements Planning
This technique, in common with other contemporary methods, fully utilises the power of computers to manipulate large amounts of data that would be impractical to handle manually. It was originally developed in the USA during the 1960s to overcome the problems associated with the traditional methods of inventory and production control then in use. It has been much refined and developed since then and is used in a variety of forms all over the world. We will first consider the basic material requirements planning (MRP) technique, then see how the capacity of the facility can be taken into account by incorporating Capacity Requirements Planning or CRP. The concept is then further developed by examining Manufacturing Resource Planning or MRP II followed by some comments on Enterprise Resource Planning (ERP).
MRP is a technique for handling the planning and control of the inventories required to satisfy the dependent demand. In this case the demand for materials and components is dependent on the number of products to be produced; this number is derived from the MPS. Thus the input to an MRP system will be the MPS based on customer demands, BOMs for the product and a record of existing inventory (see Figure 23.2). The output from the system will be a report that provides: purchasing with a schedule for buying raw material and components, materials control with a schedule for controlling the inventories and manufacturing with a schedule for actually making the parts.

Figure 23.2 Basic MRP system.
As a simple illustration of the benefits of fine control of inventory, look at Figure 23.3. In Figure 23.3 a we see a chart showing the finished product inventory level for a product that is sold at a constant rate. The product is made in batches, production of a batch begins at point X and continues to point Y. Due to sales the inventory level decreases at a constant rate represented by the gradient between point Y and point Z. At Z the production of a new batch is started. Figure 23.3 b shows the inventory levels for the purchased materials and parts used to manufacture the product, obtained when using a simple reordering system. In Figure 23.3 b it can be seen that the stock of raw material and bought in parts steadily decreases from point X when production begins, to point Y when production ends. It then remains low until a new order of stock arrives at the factory for the next manufacturing cycle. The order for the raw material and parts is placed at point A in Figure 23.3 b and they are actually delivered to the factory at point B. The time between A and B is called the ‘lead time’ and although this is undesirable there will always be some elapsed time between ordering and receiving goods.

Figure 23.3 Benefits of good material scheduling.
Figure 23.3 b shows that between times B and Z the inventory of raw materials and purchased components within the factory remains constantly high until manufacturing begins again. This inventory and the storage space it occupies costs the company money; it therefore follows that costs could be reduced if the time between inventory delivery and inventory use could be reduced. This approaches a minimum when the lead time for the inventory elapses just as production begins; this is shown in Figure 23.3 c. Of course the absolute minimum inventory cost will occur if each piece of raw material or purchased part arrives in the factory just as it is actually needed. Theoretically, this would produce a zero storage cost and this is what is attempted with ‘just in time’ (JIT) production, discussed later. Returning to Figure 23.3 c, the achievement of the pattern shown may be relatively easy if only one or two different pieces of material or parts are involved. But in a large factory with a large variety of products starting and finishing their production runs at different points in time, and each comprised of hundreds or thousands of discrete components, the achievement of anything approaching Figure 23.3 c would be impossible without precise information and the computerised handling of this information, as is found in MRP systems.
The basic MRP‐type system considers only the control of inventory and scheduling of work. However, to ensure that the decisions made are valid there must be some account taken of the capacity of the manufacturing facility to ensure that the schedules can actually be achieved. This check can be carried out at two levels. Initially a preliminary MPS is made, followed by a rough estimate of whether the capacity available is adequate to achieve the schedule. This is called rough cut capacity planning and it basically uses as its input the resources available and equates this with the resources required; existing inventory is not included at this stage. If the capacity is not adequate and alternatives such as contracting out work are not possible, then the preliminary MPS is adjusted accordingly. Using the attainable MPS the MRP programme can be used to obtain a schedule. This schedule is then used as an input to the detailed capacity analysis stage; this is CRP. This provides much more detail than the rough cut capacity planning stage. Inputs here are individual machine and work centre capabilities, labour hours available, existing production commitments, existing inventories and standard times. This information may be accessed from the previously mentioned data base or, if a comprehensive one does not exist, from records and reports from all the relevant departments. The steps in the overall process are shown in simplified form in Figure 23.4; this is sometimes called Closed Loop MRP since the outputs from the capacity planning stages are looped back and used as feedback to the MPSs.
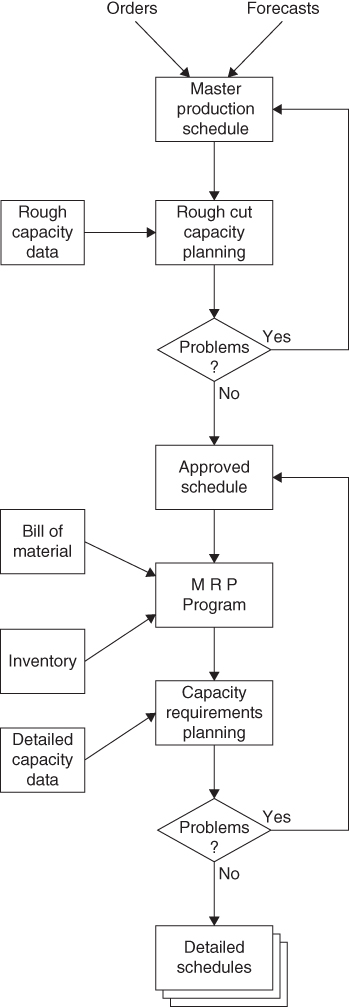
Figure 23.4 Closed loop MRP.
The three functions of MRP, the control of inventory levels, the specification of priorities and the determination of detailed capacity requirements, are all immensely useful and assist the company in maximising its efficiency. However, as mentioned earlier, many large companies have a variety of computer systems in use, for example, for financial, labour reporting, quality reporting and design. It has also been shown that an MRP system has the ability to make use of the data produced by these systems. Thus, if we take the closed loop MRP system and expand it to incorporate the information from all other information generators and users within the factory, we obtain a very powerful tool for actually running the whole factory operation; this tool is MRP II.
23.4 Manufacturing Resource Planning
Oliver Wight, one of the designers of MRP, coined the term ‘Manufacturing Resource Planning’ or MRP II. The term imitated MRP since MRP II is really based on MRP with CRP plus input from other computer systems within the organisation. MRP II broadens the scope of MRP to allow financial and production planning to be carried out at a strategic level by being able to use simulation to answer ‘what if’ type questions. Various possible scenarios can be created to analyse alternative business strategies, the effect of changes to the MPS and consideration of the implications of machine breakdowns and material shortages.
MRP II when fully implemented constitutes an MIS, as described earlier. It allows efficient management of such diverse aspects as finance and personnel, consumables and tooling used on the shop floor and the effects of design changes. It requires a reliable data base from which to draw its data. The old computer adage of ‘garbage in – garbage out’ is obviously applicable here. The integrity of all the data used by the system must be extremely high since even a small error might have large repercussions – just like the ‘butterfly wing’ effect in chaos theory where the aerodynamic effects of the flap of a butterfly wing in, say, Australia, can lead to the creation of a hurricane over Florida. This implies a regular and ongoing sampling audit for verification of inventory accuracy to ensure that up‐to‐date information is being used.
The system should be flexible and easily modified and expanded to cope with changing business conditions at strategic and tactical levels. Modularity of the system is common to allow various modules to be introduced; this allows the system to be built up progressively. Examples of modules might be MRP, CRP, payroll, sales analysis, accounts payable and receivable, financial analysis and forecasting. The system should be able to operate satisfactorily as each module is added; this allows the company to introduce full MRP II in a gradual step‐by‐step manner. This enables the users of the system to be trained and it also spreads the system cost. Full systems are very expensive since as well as the hardware and software costs there is the cost of tailoring the software to suit the individual company; however, the expense is usually justified on the basis of estimates of reduced inventory costs and increased profit. The time to install a full MRP II system, may be as long as 1–2 years depending on the size of the company and the complexity of the operation.
Finally, adequate training of all personnel is important since once the formal system is installed no informal systems or ‘shortage lists’ should be necessary; use of these would only corrupt the integrity of the formal system. To facilitate this the system must be ‘user friendly’ and interactive, that is, it should be able to be interrogated easily and provide up‐to‐date information in a clearly presented manner.
23.5 Enterprise Resource Planning
Just as MRP II grew out of MRP so ERP has grown out of MRP II. It includes all the functions of MRP and MRP II and broadens the scope of the MIS to include real‐time updating of all databases, ensuring they are integrated and compatible. It goes beyond the manufacturing aspects of an organisation to include all aspects of the business. As companies of all types have their business functions able to make more use of the internet and cloud facilities for integrating e‐business elements so the whole concept expands to include such areas as customer relations, project management, supply chain management and strategic decision making.
As organisations make use of real‐time data harvested from a wide variety of sources such as the internet, customer feedback, information of political and economic significance, material cost trends, style trends and anticipated market changes, so the planning and control will become more responsive and efficient. It can be expected that terminology such as MRP. MRP II, ERP and ERP II will continue to evolve and change to suit.
23.6 Recognising Constraints
Within a manufacturing facility it becomes rapidly obvious that not all elements of the system can operate at the same rate. For example, if this is not properly considered on a production line then machine and labour utilisation can be poor and WIP or inventory can increase to the detriment of cash flow (CF). As a means of addressing this problem in its widest sense in the 1980s Eliyahu Goldratt developed a Theory of Constraints (TOCs) based on earlier management science research. Although used for production scheduling the broad philosophy of TOC is valid for other aspects of manufacturing such as costing, investing and measuring performance. A major difference between TOC and MRP is that it states that since it is the constraints within the manufacturing system that determine what can be produced and when, then the MPS should not be based on the schedule for the end products, but rather the schedule for the constraining resources. It assumes that valid production schedules are essential for any manufacturing system to be successful. It further defines ‘success’ as how well a company achieves its primary goal, that is, to make money. All other goals are really sub‐goals that help the company towards success. The financial criteria‐chosen to quantify the goal are, Net Profit (NP), which is an absolute measure how much money is made, Return on Investment (ROI), which is a relative measure of how much money has been made in relation to the money invested and CF that is really the life blood of the company. These three measures need to be maximised simultaneously.
As noted in Chapter 5, when discussing Management by Objectives, goals and objectives have to be translated into concepts that can be easily recognised by those responsible for achieving them. Thus in manufacturing management the efficiency with which the production scheduling system contributes towards achieving NP, return on investment (ROI) and CF can be measured by looking at the following. Throughput, the rate at which money is generated by the system through sales; it should be noted that a finished product cannot increase throughput until the day it is sold and paid for. Inventory, this is all the money the system has invested in purchasing things that it intends to sell; thus inventory value is the purchase price of materials only. Operating expenses, all the money that the system spends in order to turn ‘inventory’ into ‘throughput’; this means that the cost of carrying inventory is part of the operating expense. Thus the goal of the manufacturing manager is now to simultaneously increase throughput and decrease inventory and operating expense. By doing this NP, ROI and CF will all be simultaneously increased and money is made.
Crucial to the TOC concept therefore is the identification of the critical constraints of marketing, capacity, batch size and time. Again, these should all be considered simultaneously. The marketing constraint relates to what should be produced and when, capacity relates to the capacity of the production process or machine, batch size relates to the number of components to be processed at each operation and time relates to the time consumed in carrying out the work and when it can be done. TOC's principal concern is with the identification of production resources whose capacity is less than or equal to market demands; these are bottlenecks. For example, assume a batch of material to be processed has to pass sequentially through three machines A, B and C. Further assume that these machines have the capacity to produce 200, 100 and 125 parts per hour, respectively. If the production schedule demands 100 parts per hour then operation B is the bottleneck. Machine B is also the only machine that can be 100% utilised unless work for other jobs that do not require machine B can be scheduled through A and C. It is these bottleneck operations that TOC says must be identified and used as the basis for creating the production schedule.
This is similar to the well known ‘line balancing’ problem often found on assembly lines. Assume there are four operations on an assembly line a, b, c and d. Each of the operations takes 2, 2, 4 and 2 minutes, respectively. The total time for assembling the product is 10 minutes. As this is being done by four consecutive operations it would be ideal if one finished assembly was being produced every 2.5 minutes. However, this is not the case as operation ‘c’ takes 4 minutes, therefore the maximum output will be one assembly every 4 minutes. Also operation ‘d’ will be idle for 2 minutes while waiting for the output of operation ‘c’. Additionally, an even bigger problem would occur if operations ‘a’ and ‘b’ continued to work at full capacity as work would simply build up in front of operation ‘c’ costing the company money in terms of unprocessed inventory and storage space. The solution to this line balancing problem is to split operation ‘c’ into two operations of 2 minutes each by adding another machine or assembly operator. The cost benefits resulting from an increase in efficiency and reduction of WIP will far outweigh the cost of the extra operation.
23.7 Just in Time Manufacture
‘Just in Time’ manufacture is a phrase used to describe the concept of having zero inventory, that is, having material arrive in the factory JIT to make the product. Basically the JIT philosophy is to achieve zero inventory, lead times, set up times, and breakdowns, and to be able to handle batch sizes of one economically. It is therefore used as a material and production control system and as a productivity improvement system. Best operation is obtained where the product variety is relatively limited and most of the parts are repetitively manufactured, for example, a car assembly plant. It is also beneficial to have suppliers of parts in close physical proximity to the customer plant. The system has as its goal the production of parts or purchase of material in just enough quantities to produce one finished product at any one time. To obtain this JIT style of manufacture a number of enabling concepts and techniques need to be used. The ones noted here concern the factory type, the factory layout type, operation set up time, schedule smoothing and the Kanban production control system.
23.7.1 The Focused Factory Concept
Throughout the first half of the twentieth century the big manufacturing companies had large factories employing many thousands of people in the one plant. These massive manufacturing complexes would usually have many different types of production existing in close proximity, for example, mass, batch and ‘jobbing’. Since the work produced by these areas was interrelated and the skills and management techniques required by each were very different from each other, control of the factory was very difficult.
Today the advantages of smaller factories employing fewer people and specialising in one type of activity are recognised. The range of labour skills required is reduced and management can utilise standard methods of control throughout the plant. Also this idea conforms with the modular design philosophy mentioned in Chapter 4, with factories producing common modules that can be used by a range of different customers. These factories are termed ‘focused factories’ since they focus on one type of product and production system, thus gaining the advantages that accompany specialisation and standardisation. Hard disc drives for computers are a good example of this; one factory may produce hard disc drive modules that are bought by a number of different customers for use in the assembly of their own company's computers. Other advantages are that the span of control and the number of hierarchical levels in the management structure are decreased, production and material control becomes simpler and the productivity of the factory is maximised. A focused factory also generally provides the right conditions for the low variety and repetitive manufacture necessary for JIT.
23.7.2 Line and Cell Layout
Within the factory a smooth flow of material is absolutely necessary. Thus, of the layouts described in Chapter 22, either a line layout for mass production or a cellular layout formed from using group technology for batch production should be used where practical. The functional type of layout is not efficient as it produces too much WIP, material handling routes that are too long and difficulties with control and so on.
23.7.3 Set Up Times
It has already been mentioned that JIT manufacture should be able to be used economically for batches of one. This would imply that as this batch quantity is even approached there will be frequent changes in the set up of machine tools. These changeover times from one type of product to another must be minimised by approaches such as the use of reprogrammable equipment, quick change tooling, analysis of the operation by method study techniques, storing all required tooling close to the machine or work area and use of conveyors to move tooling as well as workpiece material.
23.7.4 Smoothing of the Master Production Schedule
Although the MPS may be constructed for a forward period of up to three months, an attempt should be made to smooth this out so that an equal quantity of parts is required each day. This minimises expediting and reduces delays to produce a smooth flow of parts through the factory.
23.7.5 Kanban
The proper coordination of production operations is the foundation upon which the whole JIT concept rests. In conventional systems it is very difficult to schedule the production of work for a factory manufacturing a product that consists of thousands of discrete components. If the production consists of a sequential series of activities then it is very easy for parts to be made at one operation yet not be able to move on to the next in series because of other part shortages, machine breakdowns or temporary lack of capacity, thus creating a rapid build up of costly WIP inventory. This scheduling and production uses ‘inventory pushing’. In JIT the opposite concept is adopted, that is, parts are not made at one operation until they are requested by the following operation. This ‘inventory pulling’ method reduces WIP and when applied to bought in components and material removes the need for large in plant stores. The technique is also suited to the repetitive manufacture of a limited variety of products and to a smooth unchanging production schedule.
The method developed in Japan to achieve this inventory pulling is called Kanban, the word itself simply meaning ‘card’ since the system utilises cards to control the flow of work. It operates as follows. First, a daily production rate is established and frozen for a period of, say, one month. Although the contributing departments and vendors are informed of this production rate they are not given a detailed production schedule; this is given only to the final assembly department. Components are held in containers in the raw material and finished goods stores of each manufacturing unit. Within each container is a card (Kanban).
The method of operation is shown in simplified form in Figure 23.5. The assembly department initiates the work flow of the system by requesting parts from a supplier work cell or outside vendor; in Figure 23.5 we consider Work Cell No. 2 as the supplier. These parts are held in a container in the supplier's finished goods store and are transferred to the assembly's raw material store. The number of components in the container should be as small as practically possible, say constituting an hour or less of production time. At this point in time the assembly raw material store will be full and the finished goods store for Cell No. 2 will be empty.

Figure 23.5 JIT manufacturing using the Kanban system.
At the point when the container holding the parts is transferred the Kanban card from it is returned to Cell No. 2; this ‘production’ Kanban constitutes the order for the cell to start producing a new batch of parts for its finished goods store. This means that it must withdraw material from its own raw material store. When it does this it removes a card called a ‘conveyance’ Kanban from the container. It sends this back to the finished goods store of Work Cell No. 1 and this acts as authorisation for it to replenish Work Cell No. 2's raw material store.
When the material is removed from Work Cell No. l's finished goods store the production Kanban is removed from the container and sent to Work Cell No. 1 to allow it to start production on a further set of parts. The process continues in this way, with the production and conveyance Kanbans reciprocating back and forth between their respective stores and work centres. No work may be carried out by any work centre unless it receives a production Kanban. If it does not have one the workers in that centre can be employed cleaning machines, sweeping floors or engaging in Quality Circles – anything but producing unnecessary WIP inventory.
In concluding this chapter, it may be noticed that considerable space has been devoted to material and production control. This is because of the importance of the activity within the manufacturing system. In fact, in modern factories, the percentage of total manufacturing costs attributable to materials and inventories is increasing and the relative labour cost decreasing. This is due to the greater use of automation and better, more efficient, organisation of labour. The problem of maximising the efficiency of labour is included in Chapter 24 on Work Study and the use of automation has already been considered in Chapters 18–21.
Review Questions
- 1 Why is the integrity of the data base so important within a computerised management information system (MIS)?
- 2 What type of questions regarding the ongoing manufacture of products should a production control department be able to answer?
- 3 ‘Manufacturing schedules may become disrupted for various reasons’: list some of the most common disruptive events.
- 4 What do you understand by the terms, Master Production Schedule (MPS) and Bill of Materials (BOM)?
- 5 The Inventory Turnover Ratio is one indicator as to the health of a company; how is this ratio obtained and why is it useful?
- 6 What is the purpose of a ‘works order’?
- 7 Progress chasers are still necessary in many factories; what is their function?
- 8 What is the prime criterion a company should use when creating a work schedule? What other criteria might additionally be used?
- 9 What are the basic inputs to and outputs from an MRP system?
- 10 What financial benefits might accrue from careful consideration of raw material reorder points?
- 11 Closed loop MRP systems are necessary to produce practical schedules; why is this so, and how do the closed loop systems operate?
- 12 How does MRP II differ from closed loop MRP?
- 13 What is the essential difference in the basis used for constructing the work schedule between MRP and TOC?
- 14 When using TOC, what are the sub‐goals used by manufacturing to ensure they are achieving simultaneous maximisation of net profit, return on investment (ROI) and cash flow?
- 15 What is the essential philosophy of JIT?
- 16 How does JIT differ from MRP in the way the flow of inventory is controlled?
- 17 Under what type of production does JIT manufacture work best?
- 18 Explain the ‘focused factory’ concept.
- 19 Why are set up times of particular importance in a JIT type environment?
- 20 Explain the operation of the Kanban system.
- 21 Why is the importance of tight material and production control increasing?