
26
Quality Defined – Quality Management and Assurance
26.1 Defining Quality
What is ‘quality’? We often use the word quality to imply that something is the ‘best’ of its kind, for example, we may say a six‐star hotel provides quality accommodation, but this is a rather vague use of the term. Consider that as consumers we expect that whatever we spend our money on should be of ‘good quality’. This means that the producer of the goods, or supplier of the services, has to find a more specific definition of ‘quality’ against which the standard of the product can be measured. Now, since we cannot all afford a six‐star hotel, yet we say we expect our purchases to be of good quality, we really mean that we perceive a product or service to be of good quality if it provides what we believe to be good value for money. Thus, we see that quality defines how well the product conforms to our expectations. In turn, our expectations are based on how much we paid for the item and the specification supplied by the provider. We, the customer, have the responsibility of deciding how much money we are willing to pay and the supplier has the responsibility of ensuring that whatever is supplied conforms to specification. We can therefore define quality as how well a supplied product or service conforms to the customers' expectations and the suppliers' specifications. Implied in this definition is the principle that the customers' expectations are related to price and the suppliers' specifications related to cost to produce.
This concept suggests that there is a certain minimum level of quality acceptable; this is usually embodied in consumer protection regulations approved by government. Typically, any goods that are sold must be ‘fit for the purpose intended’. Many countries have product liability laws that hold the designer and manufacturer of goods responsible for their safe design and construction.
The purpose of this chapter is to examine how a manufacturing company can ensure that it produces good quality products, that is, products that conform to specification, are fit to use for the purpose intended by the consumer and are cost effective.
26.2 Quality Management
The quality environment in a manufacturing company is shown in Figure 26.1. An awareness of quality should permeate the whole structure of the manufacturing organisation. Senior management have the responsibility of taking the lead in establishing a climate that fosters a dedication to quality.
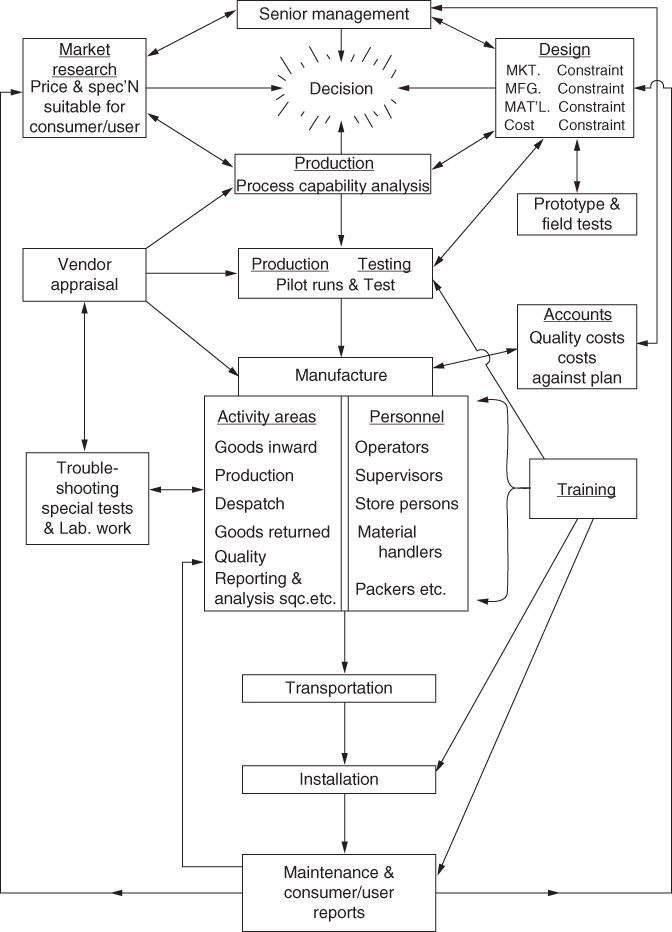
Figure 26.1 The Quality Environment for a manufacturing company.
An important aspect is that, to ensure quality standards are being met, some sort of quantitative or qualitative targets have to be set. These need to be measurable so that actual performance can be compared against that planned. Market research people must ensure they make quality judgements regarding the price and specification criteria acceptable to the consumer; feedback on this will be available only when consumer reports on the product begin to return from the market. Product designers must create a quality design based on conformance to marketing, manufacturing, material and cost constraints. Suppliers – we will call these vendors – and sub‐contractors selected by the company must be fully aware of the company's expectations regarding conformance to stated specifications. This applies whether the vendor is supplying components that must conform to dimensional specifications, material that must conform to metallurgical specifications or a service such as cleaning, catering or transport, which will have their own specifications determined after consultation between the vendor and the company.
Figure 26.1 also makes it apparent that within the manufacturing operation itself physical work areas can be considered for allocation of quality targets to be achieved, these being monitored, reported and analysed by techniques such as statistical quality control (SQC), which is explained later. However, to ensure that the personnel within these areas are capable of achieving the targets, appropriate training must be given to operators and supervisors and so on. The company also needs to consider the quality of transport used to deliver the product to the customer. This means that specifications regarding the handling and storage of the goods have to be created and adherence to these ensured. With some products, the installation may also be part of the supplier's liability; again specifications and customers' expectations need consideration. The customer closes the loop by feeding back information directly through complaints or returned questionnaires or indirectly by increasing or decreasing purchases.
26.3 Organisation for Quality
Throughout the company the responsibility for quality belongs to everyone. However, some sort of organised structure is usually necessary to ensure that ‘quality awareness’ is maintained and appropriate systems, techniques, methods and technologies are in place for the monitoring and maintaining of quality. A possible organisational structure such as that shown in Figure 26.2 indicates the functions necessary in a large manufacturing company. Three major functions are identified, that is, the Quality Assurance Function, the Quality Control Function and the Test Equipment Function. Therefore, although a modern company may devolve these responsibilities in a different manner than is shown here, for example, inspection may be devolved to the operators producing the goods or may be fully automated, this figure is useful for showing the necessary tasks to be done to ensure that quality products are made.
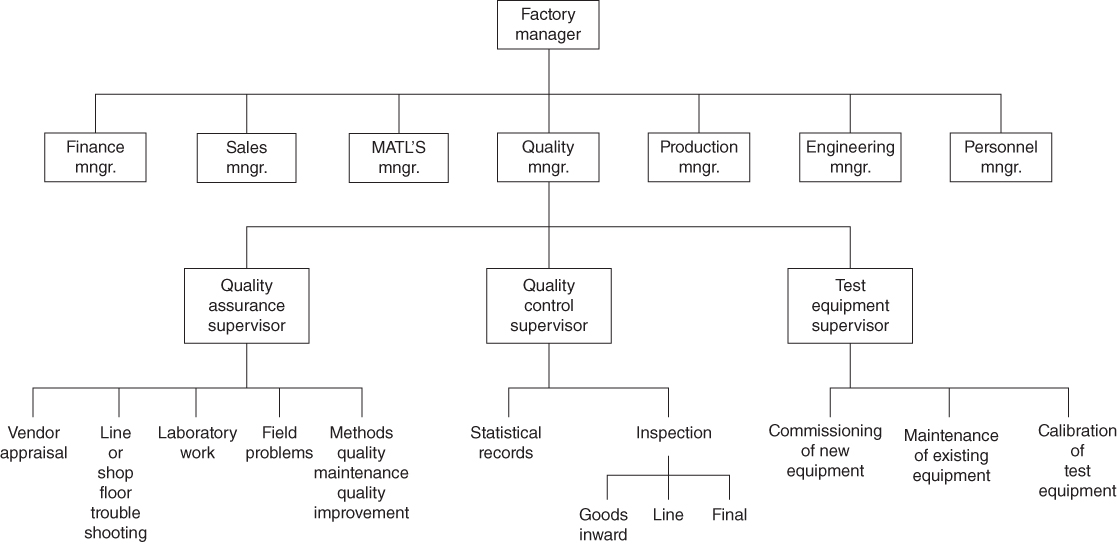
Figure 26.2 A quality organisation structure indicating some necessary functions.
26.3.1 Quality Assurance
There is a difference in areas of concern between Quality Assurance and quality control. Quality Assurance is a broad function that includes the design and implementation of systems, standards, procedures and documentation throughout the organisation's activities to ensure the awareness and achievement of quality standards. Quality control is a more specific function, concerned with the operation of methods and procedures for measuring, recording and maintaining the quality levels established by Quality Assurance.
To implement a quality assurance programme there must be a full commitment to quality throughout the company and it must be seen to be led by senior management. The importance of teamwork is essential here. A quality improvement team may be gathered under the Quality Assurance Manager's direction. This team will be composed of representatives from various functions within the organisation, for example, design, purchasing, sales and production.
One major responsibility of the Quality Assurance Function may be the compilation of a ‘quality manual’. This will contain all relevant information required by personnel to ensure that they are conforming to the quality procedures and standards acceptable to the company. As implied by our original definition, these procedures and standards will also be closely related to the needs of the customer. In fact, where the customer is a major client, such as the military, a large aerospace company or the nuclear power industry, then it is the client who often specifies the procedures and standards to be followed. The client will also wish to carry out on‐site inspections of the manufacturer's premises to verify this conformance.
International standards have been developed to indicate which companies have in place quality practices that are of a specific grade. For example, the International Standards Office ISO 9000 provides a family of standards that lays down for manufacturers and suppliers exactly what is required of a quality system. By adopting these standards, and subsequently gaining the approval of the awarding body for conformance, the company is meant to be providing proof of its commitment to total quality and its ability to achieve it. Within this family the ISO 9001 standard provides the company with the skeleton on which to build its own quality management system encompassing all aspects of the company's activities from design through manufacture to the final customer care, this is the part of the standard for which companies can be certified. It should be noted, however, that although gaining certification shows that the company has the necessary systems in place, there remains the ongoing requirement of the company to adhere to these systems. There are also other quality standards in use worldwide; some are broad, such as ISO 9000, and some are more specific, just one example from the USA is the American Society of Mechanical Engineers ASME NQA – 1 Quality Assurance Program Requirements for Nuclear Facilities.
As well as assisting in establishing company quality policy and creating a quality programme and associated documentation the Quality Assurance Manager will also be responsible for other activities. For example, ‘vendor appraisal’ is an important activity involving close communication with the suppliers of raw materials, components and services. The vendor must be made fully aware of what is expected by the company in terms of conformance to specification, delivery time, cost and so on. It will also be necessary to verify periodically that the vendor has the capability to produce the goods or service to the level expected. Thus a requirement is often that the vendor should be approved to ISO 9001. Other activities might involve ‘trouble shooting’ quality problems on the factory floor, for example, suggesting alternative processes or components for short term solutions to urgent problems. The analysis of quality problems experienced by the customer is another necessary activity; this again will require a teamwork approach involving manufacturing and design engineers. An additional analysis type activity will be that of investigating ‘quality cost’; this will be done in close cooperation with the company's financial personnel.
26.3.2 Quality Control
This function has two main areas of concern; these are inspection of the product and its elements, and the gathering, recording and analysing of statistical quality records.
In the past, there could exist a long line of command structure used to implement this activity. The quality control manager would have reporting to him various inspection supervisors responsible for different parts of the manufacturing process. Each of these supervisors would have control of a team of inspectors who would report on the quality of goods being processed in their area. For example, a team would be responsible for checking vendor's material arriving into the factory; this would be called ‘goods inward’ inspection. Each department or work cell on the shop floor would have its own inspection team, and an inspection team would be employed at the final assembly, packing and dispatch areas. These teams would require thorough knowledge of the product and production processes to allow them to make intelligent decisions on the acceptability or otherwise of what was being inspected.
However, today the armies of inspectors and a tiered quality control hierarchy are often no longer required. The use of automated inspection is one reason for this. Manufacturing equipment often incorporates automatic inspection devices such as sensors or machine vision systems that can check the product quality in process before the component leaves the machine or between operations. This allows 100% inspection and the potential for zero defects. Another feature of many factories is that where manual operations are still required, the responsibility for inspecting the product quality is devolved to the operators themselves. In this case the operators are also responsible for the rectification of their own work, thus giving them a greater incentive to produce good parts first time. Finally, the just‐in‐time manufacturing concept (JIT) means that when material arrives at a work centre it is assumed to be already inspected and ready for use. This means that the goods inward inspection function is much reduced and a greater responsibility put onto the vendor to ensure that his product arrives on time and already quality approved for immediate use. This principle has developed to such an extent that, although absolute perfection is not attainable, the number of defects supplied should now be measured in parts per million rather than parts per thousand.
The second activity in this function is that of SQC. Although it was mentioned that automated equipment can be used to achieve 100% inspection, this is not widespread or possible in every situation. There is therefore still a need on many occasions for statistical sampling of incoming goods to the factory, work in process and finished products. Also, even where automation is used, data can be gathered by electronic means and analysed by computer to monitor quality and rapidly identify any worrying trends that may eventually lead to bad products. This function of gathering, recording and analysing the information produced by the inspection function remains important. The results of the analyses should be communicated rapidly to all relevant areas of the factory to enable any necessary action(s) to be taken. It is worth noting that in fully automated systems this communication may be virtually instantaneous with the records and analyses being able to be viewed by interrogating the networked computer system. If required this data can also be viewed contemporaneously by other company locations throughout the world. Owing to its importance we will consider SQC a little more fully in Chapter 27.
26.3.3 Test Equipment
The third function within the quality organisation is that of the acquisition and maintenance of all the quality ‘hardware’ needed for inspection and testing throughout the manufacturing process. The actual equipment involved will be dependent on the type of product being produced and the manufacturing processes used. For example, simple handheld gauges may be required to inspect a manual machining operation, a machine vision system may be used for inspecting component positions on a PCB (printed circuit board) or a complex environmental chamber might be used for testing the performance of a product under various humidity and temperature conditions. All inspection and test equipment has to be regularly and systematically calibrated and checked for wear and drift and appropriate adjustments made, again this is covered more fully in Chapter 27.
26.4 The Cost of Quality
26.4.1 The Importance of Quality Costs
It has been mentioned elsewhere in this book that the primary goal of a manufacturing company is to make money. This means that to express ideas and events in the lowest common denominator, monetary terms have to be used. Therefore, we try to find some way of identifying the costs of quality, just as we identify costs associated with raw material or labour. There is of course an ethical limit to this. For example, no‐one should attempt to compare the cost of an added safety feature with the probable costs of lawsuits for injuries resulting from the absence of that feature. Safety is a quality cost that has to be accepted; some manufacturers will spend more on this than others and the cost will ultimately be reflected in the selling price of the finished product.
The determination of quality costs will provide the company with additional information for control purposes and allow the identification of opportunities for reducing these costs. This is important since the cost of quality is increasing due to the growth in products that require high reliability and longer working lives, for example, in the nuclear, chemical, aerospace and oil industries. Even in everyday life our reliance in industrialised countries on technology is considerable. For example, we may purchase a frozen meal from a refrigerated display, pay for it using our smartphone, drive home in a car that has a sophisticated microprocessor‐based engine management system, then use a microwave cooker to heat the meal before we sit down to watch a film that may be on any one of a wide range of audio‐visual display devices. This is a sequence of events that relies on millions of manufactured parts operating according to specification. We expect every element in this simple chain of events to be performed flawlessly, this means higher precision in the elements from which they are constructed and hence the possibility of high quality costs to enable this precision to be achieved. We therefore need to be able to identify, classify and manage quality costs in order to minimise them while providing the customer with the expected product performance.
26.4.2 Classifying Quality Costs
It is possible to split quality costs into prevention, appraisal and defects or failure costs. It is apparent that the prevention and appraisal costs can be both considered as the cost of quality conformance, while the cost of defects are the costs resulting from quality non‐conformance. By spending intelligently on the costs of prevention and appraisal, the costs of defects should be significantly decreased and the total quality cost minimised. These costs are detailed next.
- Costs of prevention. These are the costs associated with preventing the appearance of poor quality work, scrap and rework. This group includes the costs of planning and implementing the Quality Assurance programme, the construction of the quality manual, development of procedures and the costs of training personnel to use the quality system and meet the quality standards. Also included are the costs associated with gathering, analysing and reporting quality data, the costs of implementing quality improvement projects and the costs of evaluating the quality of new product designs and the quality aspects associated with their introduction.
- Costs of appraisal. Included here are the costs of vendor appraisal, all inspection and test costs, calibration and maintenance of inspection and test equipment and the costs of products used for destructive testing and consumables such as X‐ray film and dyes used for non‐destructive testing.
- Costs of defects. These are the costs associated with failure to conform to the prescribed quality standards; they can be considered under internal and external failure costs. Internal failure costs include: the loss in labour and material in producing scrap, the cost of reworking poor work, the cost of re‐inspection and retest, the cost of the resulting under‐utilisation of equipment and the cost of the time involved in deciding what to do with non‐conforming material and components. External failure costs include: replacing of defective products returned by the customer, investigation of complaints and associated compensation to the customer, services provided to the customer while the product is under warranty and the cost of concessions to allow downgraded products to be sold as ‘seconds’.
26.4.3 Obtaining Costs of Quality
Obtaining accurate quantitative values for these costs is difficult and expensive if appropriate accounting and cost reporting systems are not in place within the organisation. However, it may be said here that the calculation can be based on one or more of the following: (i) The labour costs of personnel involved in any quality activity; (ii) the whole costs associated with a department whose sole responsibility is some aspect of quality; (iii) the cost to process one quality ‘unit’ multiplied by the number of units – for example, the cost of quality training for one person multiplied by the number of people trained, or the cost of handling one customer complaint multiplied by the number of complaints and (iv) the deviation cost – that is, the difference between the costs involved in producing a good product first time and one that has been reworked or made as a replacement for one that was scrap. Should appropriate cost control structures not be in place within the company it is possible to use costs based on intelligent estimates. These will suffice as a short term measure until proper procedures are established.
26.4.4 The Optimum Quality Level
There are essentially two different views of what constitutes the optimum quality level and how the different quality costs are related. These views are shown graphically in Figure 26.3. The horizontal axis in each graph shows the quality level, represented by the number of defective products produced as a percentage of the total production. The vertical axis indicates the quality costs involved in achieving the corresponding quality levels.

Figure 26.3 Two views of Quality Costs. (a) Traditional perception of Quality Costs. (b) Alternative perception of Quality Costs.
Figure 26.3 a shows a traditional view. Here it is assumed that to achieve zero defects the costs of appraisal and prevention approach infinity, thus making the company uncompetitive. Conversely, as the number of defects produced increases past a certain point, due to appraisal and prevention costs being reduced, then the cost of these defects approaches infinity since the company loses all credibility in the market place and has to cease trading. Between these two extremes there is some optimum point where the costs of failure equal the costs of appraisal and prevention; this is the optimum point where the total quality cost is minimised.
Figure 26.3 b shows an alternative view in which the optimum number of defects is zero. This perception comes from the belief that, once their most effective level has been found, appraisal and prevention costs should remain constant. If quality consciousness pervades the company then the awareness of every individual within the organisation ensures that they assume responsibility for the quality of their work. This results in an ongoing reduction in the number of defects. At zero defects there are no failure costs, for example, rework, scrap, customer returns and warranty repairs. Also, as defects approach zero, the company's credibility increases, thus leading to an increased market share.
In practice, the truth probably lies somewhere between both of these perceptions, that is, a zero defect situation is ideal but the appraisal and prevention costs increase as absolute zero is approached.
26.5 Conclusion
The importance of senior management in establishing a quality ethos within the company has already been noted, however, we now look at how a broad range of workers on the factory floor can contribute towards improving quality. Groups can form together at regular intervals, say weekly, to discuss quality problems related to their own sphere of influence within the organisation. This is a participatory problem solving system that also stimulates an ongoing quality awareness in those involved. The group members may apply recognised problem solving techniques. For example, Pareto analysis is a method based on the rule that 80% of effect is caused by 20% of the population. In quality terms this could mean constructing a histogram of all the different defects found from a problem process or operation. Examination of the histogram should show which defect is causing the most trouble; this should lead to identification of the problem source. A similar approach can be used very effectively for analysing quality costs. Other techniques involve the construction of ‘cause and effect’ diagrams that require the writing down of the problem or effect, then working backwards thus forming a tree or fishbone in which all possible causes are listed. Analysis of the diagram by systematically eliminating the possible causes should highlight the problem source. Finally, when a problem suddenly arises where none existed before, the simple question, ‘What has changed?’ should be asked. This may identify that a new batch of material has been used, maintenance has just been completed on a machine or a new operator has started work; changes like these often prove to be problem sources.
The concluding remarks to this chapter must therefore be that quality is everyone's responsibility and that on it, in today's intensely competitive environment, will rest the success or failure of the company.
Review Questions
- 1 Why is it important to define ‘quality’?
- 2 Discuss briefly what you understand by the term ‘Total Quality Management’.
- 3 Discuss the type of activities that would normally be classified under the heading ‘Quality Assurance’.
- 4 Why is vendor appraisal such an essential activity for the modern manufacturing organisation?
- 5 Discuss the type of activities that would normally be classified under the heading ‘quality control’.
- 6 Why should there be few full time inspectors in a modern factory?
- 7 Describe two methods of classifying the cost of quality in an organisation.
- 8 Why is the identification of quality costs of increasing importance to manufacturing organisations?
- 9 List the type of costs that would be included within each of the three traditional cost groups.
- 10 State whether you agree or disagree with the statement that ‘minimum quality costs occur with zero defects’. Explain your reasoning.