
18
Manufacturing Automation – Introduction
The topic of manufacturing automation covers a broad spectrum and this short chapter focuses on the ‘what’ and ‘why’ of automation. In the following three chapters, the individual building blocks of automation are initially considered, then industrial robots as an exemplar of the topic and in Chapter 21 the operation of machine vision systems is examined as these are commonly found within many areas of industry.
The word ‘automatic’, was derived from the Greek automaton meaning ‘acting independently’. Although it had been used earlier, the term ‘automation’ came into common usage in the car industry in the early to mid‐twentieth century and it implies the concept of mechanisation with the added feature of automatic control. The term ‘mechanisation’ was a prominent aspect of the Industrial Revolution that began in the eighteenth century and it refers to the application of machinery to do work previously done by humans and horses and so on. Here, we will use the term ‘manufacturing automation’ to encompass the equipment and techniques used not only to eliminate the need for human work, as with industrial robots, but also to assist the manufacturing process more generally.
18.1 Types of Automation
Dedicated automation is used for making high volumes of the same product at high production rates for long periods of time. The type of equipment used is sometimes called ‘hard’ automation as it is purpose built to make a specific product and the physical structure and its control are not easily changed to produce different products.
Reprogrammable, or ‘soft’ automation refers to automatic processes or equipment that can be easily reprogrammed to cope with changes in products or tasks. This type is popular due to the short life cycles of many modern products and the need to satisfy a wide range of different customer demands. Reprogrammable automation fully exploits microprocessor‐based control techniques and manufacturing equipment such as industrial robots and numerical controlled machine tools come into this category.
Considering manufacturing automation in its broadest sense the concept can include the whole manufacturing system. The application of computer controlled machines in factories is generally termed Computer Aided Manufacture (CAM) and similarly the use of computers to aid the design process is called Computer Aided Design (CAD). The integration of CAD, CAM and other systems such as a computer‐based Management Information Systems (MIS) is called Computer Integrated Manufacturing (CIM). This in turn can be a contributing part of an overarching Enterprise Resource Management (ERP) system that provides real‐time information on many aspects of a company by integrating information from sub‐systems such as those from finance, sales, orders, inventory and manufacturing. The term ‘autonomous manufacturing’ is sometimes used to convey the concept of including intelligent automation in a manner that permeates the entire supply chain with the manufacturing facility as one part of a fully integrated system.
Manufacturing factories are almost never completely automated and indeed labour rates in different countries often determine the ratio of manual workers to automated equipment in any specific location. A graph indicating the interrelationship between volume of product produced and the cost per unit is shown in Figure 18.1 for manual work and hard and soft automation. When using manual labour, as production volume increases, the cost per unit remains the same since proportionately more people have to be employed. With dedicated hard automation a relatively high capital investment has to be made so that the initial cost per unit is high but then decreases significantly as the number of units produced increases. Reprogrammable soft automation comes between manual labour and hard automation. The initial cost is not normally as high as that of hard automation and the cost per unit initially drops quicker than hard automation but eventually as volumes increase then hard automation can be seen to produce units at a much lower cost.
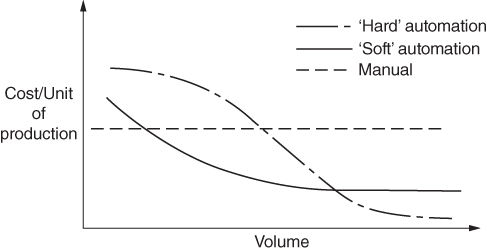
Figure 18.1 The interrelationship between volume and cost per unit for manual methods and hard and soft automation.
18.2 The Advantages of Automation
Why use automation? It is generally accepted that unemployment, or at least the absence of the opportunity to earn money by working, is a bad thing. Why, then, use a system that eliminates the need for human work? There are many reasons and a number of them are noted next.
Automation, when applied properly, will increase the profitability of a company, and therefore in many cases make the jobs of its workforce more secure and better paid. Also the suppliers of, and those who use, the automated equipment will require engineers, technicians and craftsmen to build, operate and maintain the equipment. Often retraining will be provided to improve knowledge and skills. Thus increasing automation does not necessarily mean increasing unemployment. In fact, the opposite can be the case; the countries using the most automation and modern manufacturing techniques often have the lowest unemployment rates.
The use of automation improves labour productivity, that is, the cost of labour is reduced while the value of goods produced either remains constant or increases. However, if improvements in total productivity are to be gained then the investment in the automation must be made wisely and with realistic expectations of the equipment's capabilities. The car industry has the most notable examples of productivity improvements through automation and comparisons of the number of cars produced per worker are regularly made between manufacturers in different countries.
Quality is improved by removing the human element. People become tired while working and in repetitive jobs get bored, therefore prone to mistakes. Products produced by manual work also vary in quality due to differences in personal skills. Once automatic equipment is set up to produce good parts it will continue to produce good parts. Any tendency to deviate from the standards set, for example, if a random fault develops or there is progressive deterioration in the process such as caused by tool wear, can be monitored using statistical quality control (SQC) techniques (these are explained in Chapter 27). The process can then be modified as required. With automated equipment, in‐process automatic inspection can allow 100% inspection of the product as it is being made, thus aiding the achievement of ‘zero defects’. This consistency in operation also results in less wasted material or scrap.
Production rates are increased over those possible by manual methods. Where the work is repetitive and can be broken down into a sequence of simple movements automatic production rates can be many times those of human workers, for example, consider the speed of operation of an automatic bottling plant, newspaper printing press or a special‐purpose machine for the population of printed circuit boards. Automated systems can operate 24 hours per day and 7 days per week, with interruptions only for scheduled maintenance. This can be contrasted with the use of humans who require rest, refreshments and lunch breaks, and if 24‐hour operation is required then three 8‐hour working shifts would be necessary, thus tripling the wage bill.
Labour costs usually increase in line with the cost‐of‐living whereas an investment made in an automated system is a single expenditure with only running costs subsequently required.
Working conditions are improved where automation displaces human workers from tasks that are dangerous, hazardous to health, unpleasant or tedious. For example, the handling of radioactive materials, spray painting, situations where heat and humidity conditions are high and monotonous assembly work. In each of these areas it is expensive to employ humans as health and safety legislation has to be satisfied through protective clothing, special ventilation, extra rest breaks and so on. Also, if the work is unpleasant or boring, high labour turnover will mean constant hiring and training of new workers to replace those that leave. Thus, as well as being ethical and humane, automation often saves money in these applications.
The predictability and consistency of automation means that the flow of work through the factory can be more easily monitored and controlled. Consequently, this means faster throughput times and reductions of work in progress; this makes the factory more competitive by reducing costs and the time between order receipt and delivery of goods.
Specifically in relation to soft or reprogrammable automation, we have the ability to achieve the cost benefits available to mass production at batch production quantities. One of the reasons it can do this is the flexible nature of the equipment. This means that, unlike hard automation, reprogrammable machines such as industrial robots are able to respond rapidly to product design changes and can be relatively quickly reprogrammed to suit new products as market demand alters. In many situations it takes longer than hard automation to become obsolete thus allowing the cost of investment to be recouped over a longer period. Reprogrammable automation also enables a company to tackle the manufacture of relatively low quantity specialised designs to suit particular market niches, with an attempt to achieve the cost per unit benefits of mass production. This is shown in Figure 18.2 where the various types of production are shown against their relative production volumes, costs per unit of production and variety of products produced.

Figure 18.2 Area of application and effect of reprogrammable automation systems on cost per unit of production.
Finally, we have the ability to integrate better the equipment with the overall manufacturing system. This allows much better control within the factory thus reducing lead times and both raw materials and finished goods in stock. This results in increased productivity, quicker response times to customer requests and punctual delivery of orders.
These, then, are some of the advantages of automation and the reasons for its increasing use. It does have some disadvantages, however. For example, its implementation usually requires significant capital expenditures by the company; these will be justified using investment appraisal techniques. Also, if ‘hard’ automation is used, the flexibility of the company to cope with rapid changes in product demand or design may be limited.
18.3 Typical Examples of Manufacturing Automation
Considering again Figure 18.1 , we can see that there are cost advantages for using labour, hard automation and soft automation at different production quantity levels. Additionally, the necessary assembly dexterity, local labour rates and the required production rate are all also important factors in deciding what type of automation to use, or if automation is even required.
Take, for instance, a motor car manufacturing plant. Here, we can see examples of manual labour, hard automation and soft automation all integrated into one mass production system. Manual labour can be found doing jobs that require significant dexterity such as fitting pre‐assembled dashboards, wiring looms or wheel nuts. The actual volume here is not the determining factor in what process to use, rather, it is the skill and flexibility of the human operator that is important. Hard automation can be found in the conveyor systems that transport the cars throughout the production process, this is appropriate as the conveyor will require only minor alterations as new products come on‐stream. Soft automation can be found in the reprogrammable industrial robots spot welding the cars as they move along the conveyor, this is because in the car industry a number of different models of a car may be going through the production system at the same time. For example, an industrial robot will have to change its pattern of spot welds when an estate version of the car body is followed by a hatchback version (see Figure 18.3). However Figure 18.4 shows an application where human labour is more appropriate than automation – visual qualitative inspection of the car surface finish.

Figure 18.3 Industrial robots spot welding car bodies.
Source: Image courtesy of Nissan.

Figure 18.4 Human labour being used for qualitative inspection.
Source: Image courtesy of Nissan.
In other industries, such as in the bottling industry, hard automation is almost exclusively used. This is because the product and the bottle design is unlikely to change regularly and production rates are so high that only dedicated special‐purpose equipment could keep up with the flow rate. One type of programmable automation that is prevalent in this industry though, is machine vision. This is necessary to ensure high confidence levels in detecting flaws in the glass bottles, correct labelling and making sure that the bottle caps are properly closed. The consequences of allowing damaged bottles, or particles of glass inside a bottle, to be sent out to customers are so serious that a large number of these vision systems are normally deployed.
In the food and pharmaceutical industries we also find automation deployed. This is not only to improve productivity but also to improve hygiene and product consistency. The equipment and materials used must are controlled by regulations. For example, stainless steel is used as any corrosion in the machine parts could create pockets where bacteria could grow, lubricants cannot be allowed to escape onto the product so special seals are required on moving parts.
The electronics industry uses automation for the manufacture and population of printed circuit boards. Both special‐purpose and reprogrammable automated equipment are used. However, for assembly of high volume products whose style and components have very short life cycles, for example, mobile phones, large numbers of people are still involved in manual assembly. This is often carried out in countries with relatively low labour rates and the workforce can easily rapidly switch to new product designs.
This concludes the introductory chapter on manufacturing automation. The following three chapters now consider some important features in more detail.
Review Questions
- 1 Discuss the differences between dedicated and reprogrammable automation and provide typical examples of the application of each.
- 2 Describe the typical situations where human labour, dedicated automation and reprogrammable automation would each most appropriately be used.
- 3 With the aid of a sketch describe the relationship of cost per unit of production to production volume, for human (manual) labour, dedicated (hard) automation and reprogrammable (soft) automation.
- 4 Fully discuss five advantages of automation over human labour.