
17
Material and Process Selection
The importance of an integrated approach to all aspects of manufacturing is emphasised here at the process selection stage. To select an appropriate process for a product, due consideration must be given to the material used. Conversely, the design engineer when considering the material for his product must also consider the processes that will be used to form the product. We will therefore, at this interface between product design and product manufacture, briefly consider material selection as well as process selection.
Figure 17.1 shows the factors to be considered when carrying out the material selection and process selection activities; it also indicates their close interrelationship. When selecting a material for a product the designer will try to juggle the material attributes shown in Figure 17.1 to achieve an optimum solution. For example, the material will require specific mechanical properties, it will need to possess certain minimum shear, compressive and tensile strengths, or it may have to exhibit high elasticity, toughness or wear resistance. Physical properties may also be important, for example, thermal and electrical conductivity, optical characteristics or magnetic properties. The designer's choice of material will also be influenced by the expected lifetime of the product, the implications of product failure and the type of environments in which the product will be used. The ‘manufacturability’ of the material is obviously of extreme importance and will possibly cause the designer to modify his specifications in other areas; for example, if a material possesses particularly high compressive strength and is hard, then it may be too difficult or expensive to produce the product by a manufacturing processes such as forging or extrusion. Thus terms may be coined such as ‘weldability’, ‘castability’, ‘formability’ and ‘machinability’ to describe how easily the material can be used in a particular manufacturing process.
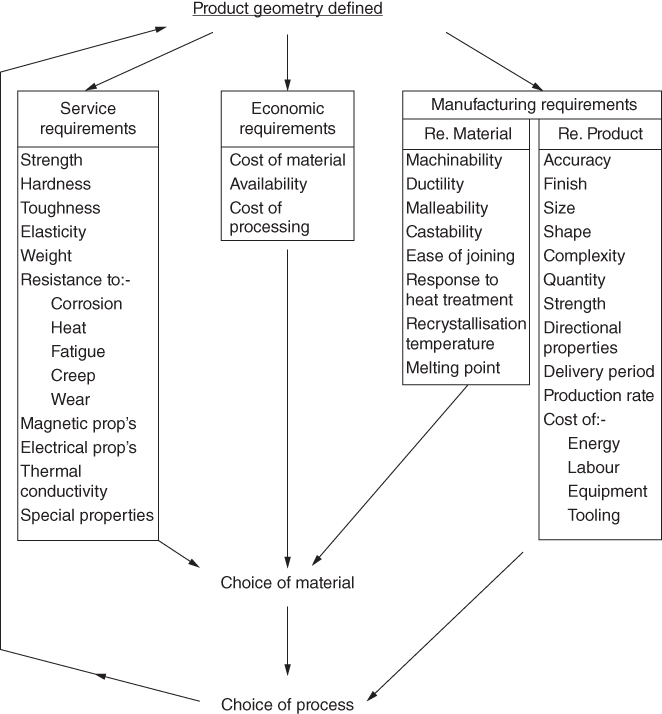
Figure 17.1 Material and process selection factors.
Considerations common to both the material and process selection decisions are the number of components to be made, their size, their weight, the precision required, their surface finish and their appearance. The possibility of making the product out of one part as opposed to a number of parts requiring joining is also a combined material and process selection problem; for example, selecting a thermoplastic to make a high volume product may allow it to be made in one piece using the injection moulding process. It follows that the type of material selected has a strong influence on the manufacturing process to be used. Table 17.1 shows a sample of a number of processes with their capabilities. The manufacturing engineer's decision on which process to use will be based on the previously mentioned factors, plus some further economic considerations. As well as the production volume, the rate at which the components are to be produced will also influence the process; the costs of labour and equipment must also be considered.
Table 17.1 Examples of the attributes of some processes and associated materials (Chapter 27 provides information on tolerance and surface texture Ra and μmRa values).
| Process examples | Typical tolerance (mm) (size dependent) | Surface texture (μmRa) | Competitive component size (kg or mm) | Typical material | Economic batch size |
| Casting | |||||
| Sand | ±1.5 | 5.0–25.0 | Any | Any | Any |
| Die | ±0.05 | 1.0–2.0 | >0.01 kg | Zn, Al | >1000 |
| Investment | ±0.05 | 0.3–3.0 | >0.01 kg | Any | >100 |
| Hot Forging | |||||
| Open die | ±5.0 | 1.0–25.0 | Any | Steel | 1–100 |
| Impression | ±0.5 | 1.0–25.0 | 0.01–10 kg | Steel | >100 |
| Extrusion | |||||
| Hot | ±0.5 | 1.0–25.0 | 1–500 kg | Most | >100 m |
| Cold | ±0.1 | 0.4–4.0 | 0.1–50 kg | Most | >100 m |
| Rolling | |||||
| Hot | ±0.4 | 4.0–25.0 | >10 kg | Most | >5000 m |
| Cold | ±0.1 | 0.5–4.0 | >10 kg | Most | >5000 m |
| Presswork | |||||
| Blanking | ±0.02 | 0.1–6.0 | <10 mm thick | Steel, Cu or Al and other alloys | >1000 |
| Bending | ±0.2 | 0.2–0.8 | <100 mm thick | >1000 | |
| Drawing | ±0.1 | 0.2–0.8 | <10 mm thick | >1000 | |
| Machining | |||||
| Drilling | ±0.05 | 0.8–6.0 | <100 mm diameter | Most un‐hardened materials excluding ceramics | All machining suitable from single units to any number of parts |
| Turning | ±0.03 | 0.3–12.0 | <3000 mm dia. | ||
| Milling | ±0.1 | 0.3–12.0 | <1000 mm2 | ||
| Grinding | ±0.008 | 0.2–3.0 | <1000 mm2 | ||
| Lapping | ±0.005 | 0.03–0.2 | <100 mm2 | ||
| Powder Metallurgy | ±0.3 | 0.4–1.5 | <1 kg | Any | >1000 |
| E.D.M. | ±0.02 | 0.2–6.0 | <300 mm diameter | Any conductive | 1–100 |
| Injection Moulding | ±0.1 | Any, (mould dependent) | <10 kg | Most polymers | >1000 |
| Additive Manufacture | |||||
| Stereolithography | ±0.05 | Related to process resolution, see Chapter 13 for more detail on this aspect | <0.75 m3 | Polymer like material | Single items, e.g. prototypes, bespoke designer goods, medical models, artworks etc. |
| LOM | |||||
| FDM | |||||
| SLS | ±0.25 | <0.5 m3 | Nylon | ||
| DMLS | ±0.1 | <0.25 m3 | Steel, Al, Ti | ||
Usually, processes suited to high production volumes are also suitable for high rates of production; they also often have high equipment costs and relatively low labour costs. Conversely, if lower volumes are required the equipment does not need to be so specialised but workers of a higher, and hence more expensive, skill level are required. Table 17.1 provides an indication of typical tolerances, surface finishes, component sizes, materials and batch sizes for some processes. For high volume production, tooling is generally relatively expensive, for example, injection moulding, die casting and closed impression die forging tools.
Note that Table 17.1 is indicative only. As the size of the part increases so often does the tolerance value, for example, in additive manufacturing it may increase by around 0.05 mm per increase of 25 mm in size. Types of a particular process can produce different results, for example, diamond turning can produce optical quality surface finishes of 0.001 μmRa (Ra values are discussed in Chapter 27). Also, although some metals such as aluminium can be cold extruded, stronger materials such as steel are more difficult. In practice, by using preliminary information such as that mentioned before the design or manufacturing, the engineer should contact process equipment manufacturers and provide the precise specifications of the component in order to select the most appropriate manufacturing method.