
Laser welding of light metal alloys: aluminium and titanium alloys
Abstract:
In this chapter, laser welding procedures employed in the literature to join aluminium and titanium alloys are reviewed. The chapter is divided into two main sections, comprising reviews of the literature on laser welding of aluminium alloys and titanium alloys, respectively. Each of these sections has an introductory part in which general concepts and specific properties influencing the weldability of alloys are described. Subsequently, the main experimental details of the reviewed papers are reported, including description of the laser equipment, welding modes, powers and processing rates, shielding gas, superficial pre-treatments of samples, etc. The microstructure, main defects, mechanical properties and corrosion behaviour of the weld beads are also reviewed. The main objective of this chapter is to introduce the reader to the latest results obtained in the literature regarding laser welding of these two light alloys, emphasising the most influential factors for each alloy.
8.1 Introduction to laser welding of aluminium alloys
Laser welding (or laser beam welding, LBW) presents some advantages in comparison with other conventional joining techniques, as reported in previous chapters of this book. However, there still exists the fundamental problem that the welding reliability of aluminium alloys is lower than that of other industrial metals, such as steels. The reason lies in the physical properties of aluminium alloys, especially their high thermal conductivity, high reflectivity and low viscosity (Kuo and Lin, 2006; Sánchez-Amaya et al., 2009a, 2009b; Pierron et al., 2007). The coefficient of thermal conductivity of aluminium alloys depends on different factors, such as the temperature, the amount and nature of the alloying elements and the previous heat treatment of the alloy (T3/T4 usually decrease the thermal conductivity in comparison with T0). Figure 8.1 shows the thermal conductivity at room temperature of some aluminium alloys in relation to their percentage of alloying elements. Data shown in this figure highlight that thermal conductivity of aluminium alloys is usually higher the purer the alloy. Percentage of total alloying elements
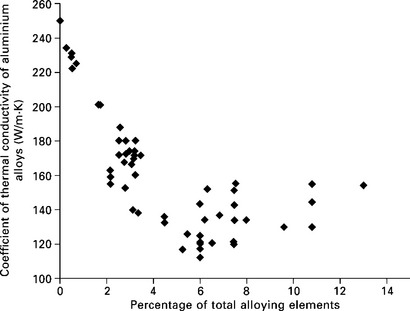
8.1 Thermal conductivity of some aluminium alloys at room temperature in relation to the total amount of their alloying elements.
The relatively high thermal conductivity values provoke a rapid heat transfer when the aluminium alloys are subjected to a laser beam. This effect constitutes an important drawback for LBW, as the heat diffuses to the whole welding piece, avoiding the concentration of energy in the weld pool. Thus, aluminium alloys require higher laser energies than other alloys to be welded, as higher fluencies are needed to reach the melting temperature of the welding zones. It should be taken into account that each alloying element has a different influence on the coefficient of thermal conductivity. In the case of steels, it is claimed that molybdenum appreciably increases its thermal conductivity, nickel and copper increase it moderately, aluminium and silicon reduce it considerably, and chromium, vanadium, tin and antimony reduce it moderately (Rukadikar and Reddy, 1986). Unfortunately, such detailed information is not available for aluminium alloys. It is indicated in Sakamoto et al. (2003) that elements such as Si, Mg and Zn modify the thermal properties of aluminium alloys, therefore affecting their weldability. The effect of the Si content on the thermal conductivity of Al-Si diamond composites and Al-Si matrix has also been reported. In both materials, thermal conductivity decreases as Si content increases (Zhang et al, 2009).
Some works demonstrate the influence of some alloying elements on other properties affecting the weldability of aluminium alloys. Thus, the Mg and Zn content, which have lower boiling points than aluminium, are known to improve the weldability of aluminium alloys under the keyhole regime (Sakamoto et al, 2003; Ancona et al, 2007). In other work, taking into account the weld penetration and the susceptibility to solidification cracking, the weldability of six different aluminium alloys have been seen to depend on the magnesium content and, to a lesser extent, the zinc and silicon amount (Sánchez-Amaya et al., 2012b). Authors conclude that these elements decrease the thermal conductivity and the melting temperature, therefore increasing the weldability of aluminium alloys.
The second important factor limiting the applicability of LBW to aluminium alloys is their high reflectivity. The radiation absorption of aluminium alloys depends on the input laser wavelength; Howard et al. (2006) indicate that the absorption of the high power diode laser (HPDL) wavelength by aluminium alloys is higher than the CO2 and Nd:YAG wavelengths. Thus, the emission wavelength of the HPDL (808 nm) provokes a higher absorptivity in aluminium than the longer wavelengths of Nd:YAG (1,064 nm) and CO2 (10,640 nm) lasers (Howard et al., 2006). In any case, regardless of the laser source, the reflectivity of aluminium alloys can be higher than 80%, this value being higher as the aluminium alloy is purer. This high reflectivity makes the aluminium alloys absorb a small fraction of the incident radiation. For example, the absorptivity of pure polished aluminium at 800 nm is reported to be around 13% (Howard et al., 2006). In practice, the actual absorptivity is influenced by the presence of an oxide layer, other surface contaminants and surface roughness (Howard et al., 2006).
Different conventional surface treatments, such as sandblasting or the application of dark coatings are reported to decrease the reflectivity of aluminium alloys (Okon et al., 2002; Duley, 1999; Howard et al., 2006; Sánchez-Amaya et al., 2009a). More sophisticated treatments based on laser texturisation treatments have recently been proved to increase the absorption of laser radiation of 5083 aluminium alloy surfaces, in comparison with the above commented conventional treatments (Sánchez-Amaya et al., 2012a). These results indicate that laser texturisation treatments improve the absorption and weld penetration of aluminium alloys up to 20%. Further research is required in order to determine the precise influence of the experimental texturisation variables. In any case, superficial conditions are expected to play a larger role in conduction mode than in keyhole mode welding, as the formation of a keyhole increases the energy absorbed by multiple reflections and plasma interactions inside the keyhole (Howard et al., 2006; Duley, 1999).
Finally, the third factor responsible for the low weldability of aluminium alloys is the low viscosity of the weld pool, which limits its expansion before solidification (Kuo and Lin, 2006; Sánchez-Amaya et al., 2009a). To the authors’ knowledge, there are no investigations that have succeeded at increasing the viscosity of the weld pool of aluminium alloys, this property being a constant drawback for laser welding of these alloys.
8.2 Laser welding technologies for aluminium alloys
As commented in previous chapters, there are two laser welding mechanisms: keyhole (usually involving density power higher than 106 W cm‒2) and conduction (with density power normally lower than 106 Wcm‒2) (Okon et al, 2002; Duley, 1999). The basic difference between the two modes depends on the characteristics of the generated weld pool. Thus, as the energy density of the laser beam is higher in keyhole welding than in conduction welding, the keyhole usually leads to narrower weld beads. This regime generates a cavity in the weld pool as a consequence of the metal evaporation. This cavity is stabilised by the pressure of the own vapour generated (Duley, 1999). The keyhole is associated with violent plasma generation which consists of metal vapour, ionised ions and electrons. The plasma resides both outside and inside the keyhole, known as the plasma plume and keyhole plasma, respectively (Jin et al., 2012). Both plasma plumes and keyhole plasma have been studied with spectroscopic methods (Jin et al, 2012; Cheng et al, 2012). The stability of the keyhole depends on a balance between surface tension pressure and vapour pressure: surface tension pressure tends to close the keyhole while vaporisation tends to keep it open (Sibillano et al, 2007). Keyhole welding is employed more than conduction welding, because it produces welds with high aspect ratios and narrow heat-affected zones (Dowden, 2009; Matsunawa et al, 1998, 2000; Akhter et al., 2007; Kuo and Lin, 2006; Shi et al, 2007a; Bassani et al., 2007). However, the keyhole welding mechanism can lead to some problems, such as instability, keyhole oscillation and intermittent closure of the keyhole that often produces porosity due to gas entrapment. Additionally, in some alloys, the high weld speed (and hence high rates of cooling) under the keyhole regime can lead to embrittlement in the weld or heat-affected zone (Okon et al., 2002).
On the other hand, conduction welding is a more stable process, since metal vaporisation occurs at a lower level than in keyhole mode (Okon et al., 2002; Sánchez-Amaya et al., 2009a; Sibillano et al., 2007). In the conduction regime, the energy density of the laser beam locally heats the material up to a temperature above its melting point and below its boiling point (Cao et al., 2003). Conduction welding offers an alternative way of welding traditionally difficult materials such as aluminium alloys (Okon et al., 2002). Different studies have been carried out concerning the laser welding of aluminium alloys by means of the conduction mechanism. Thus, the applicability of the diode laser to the conduction welding of AA2024 is analysed and interpreted by thermal modelling (Williams et al., 2001). Zhao and DebRoy (2001) developed a model to study the vaporisation rate and weld metal composition change of automotive aluminium alloys, based on principles of transport phenomena, kinetics and thermodynamics. AA5083 welded under conduction has been reported to lead to magnesium loss of about 1‒4% in the fusion zone when using a high power diode laser (Sánchez-Amaya et al., 2009b) and around 8% when employing a high power CO2 industrial laser (Sibillano et al, 2007). This contrasts with the magnesium loss measured in 5083 welds produced under the keyhole regime, which range between 13% and 22% (Sibillano et al., 2006a, 2007). As commented before, magnesium is the most influential alloying element on welding aluminium alloys; therefore, its evaporation must be reduced.
In addition to these well-known conduction and keyhole regimes, Assuncao et al. (2012) have just proved the existence of a third welding mode so-called transition regime, leading to welds with characteristics of both keyhole (undercut, not flat top profile and small depression at the surface) and conduction (low aspect ratio). These results also highlight that the welding mode (keyhole, transition or conduction) depends not only on the power density but also on the welding speed and beam diameter.
Examples of six aluminium butt welds using a high power diode laser under the conduction regime are shown in Fig. 8.2 (Sánchez-Amaya et al, 2012b). The relatively high penetration of these welds, together with the low density of defects, demonstrate that laser welding of aluminium alloys under conduction regime is nowadays a reliable joining method.
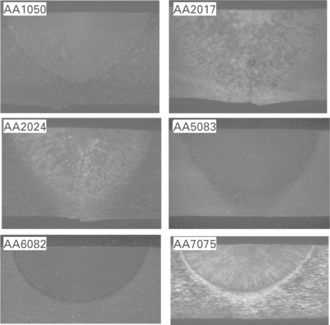
8.2 Examples of butt welds of aluminium alloys (1050, 2017, 2024, 5083, 6082, and 7075) generated with a HPDL under the conduction regime.
In the literature, the possibility of changing the welding mode of aluminium alloys is discussed (from the conduction to the keyhole regime or vice versa), by means of the variation of different laser experimental variables. For instance, using a CO2 laser of 2.5 kW, Sibillano et al. (2007) showed that the flow of the shielding gas and/or the processing rate induced a change in the welding mode of 5083 samples. The results of this research indicate that low flows of shielding gas and high processing rates encourage conduction versus keyhole (Sibillano et al., 2007). In a previous study employing a Nd:YAG laser of 1 kW, Hoult (1990) also observed that the processing rate controlled the welding mechanism and, therefore, the weld shape. Thus, at low rates (0.5 m/min) the welds were produced under the keyhole regime, while at higher processing rates (3 m/min), they were generated under the conduction regime (Hoult, 1990).
In more recent works, it is indicated that other variables can also induce a transition of keyhole to conduction, such as the laser beam defocusing (the laser beam defocusing provokes a spot size increase leading to a density energy decrease) (Okon et al., 2002). In this context, Nakamura et al. (2000) proposed a technique to detect the transition between laser keyhole welding and laser heat conduction welding by monitoring optical and acoustic emissions from a laser-irradiated point. The study of the effect of defocusing high power laser beams was first restricted to distances between the focus and the workpieces ranging from –10 mm to + 10 mm (Esposito et al., 1982; Matsumura et al., 1992). However, in Okon et al. (2002) the transition from keyhole to conduction mode is achieved when the distances of the workpiece range from + 5 mm to + 100 mm below the focus (Okon et al., 2002). This methodology offers an alternative method of welding resulting in lower cooling rates, which may enhance weld bead properties of aluminium alloys. Thus, full-penetration laser conduction welds produced by means of high-power defocused CO2 and Nd:YAG laser beams could reduce or avoid defects related to the keyhole regime (Okon et al., 2002). Sibillano et al. (2007) have recently developed a real-time monitoring technique to detect the transition between keyhole and conduction modes in 5083 aluminium alloy welds generated with a CO2 laser. This methodology is based on the correlation analysis of the plasma plume optical spectra generated during laser welding. The principle of this technique, so-called covariance mapping technique (CMT), is that the keyhole mode provokes a higher evaporation of alloying elements, generating therefore higher plasma plume than the conduction mode.
Another experimental parameter leading to a change in the welding mechanism is working with continuous (continuous welding, CW) or pulsed laser beams (pulse welding, PW). Kuo and Lin (2006) have analysed the influence of the welding mode (CW or PW) of a Nd-YAG laser (2.5 kW) on the properties of butt welds of 5754 and 6022 aluminium alloys. This study shows that CW mode leads to a higher penetration than the PW mode. The alternating periods in the PW mode is thought to induce an unstable heat input, which would result in a dispersion of the energy in the specimen (Kuo and Lin, 2006). By contrast, the energy input remains uniform and stable when welding is performed in the CW mode, generating deeper penetration beads.
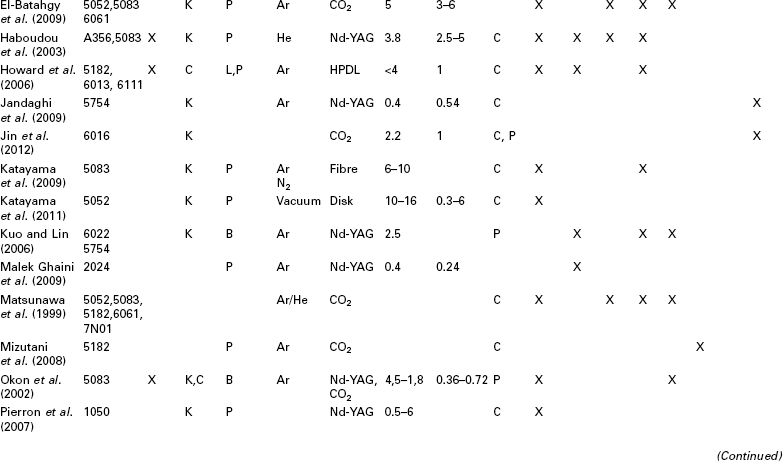
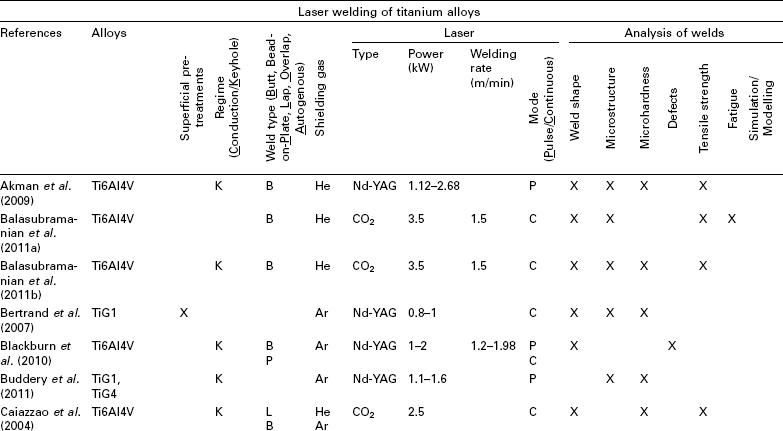
In order to give the readers a rough overview of the papers published in the literature, a summary of the most recent works dealing with laser welding of aluminium alloys is reported in Table 8.1. This table summarises the alloys welded, the applied superficial treatment, the welding mode (conduction or keyhole), weld type (butt welding, bead-on-plate, lap-fillet, T-joint, etc.), the laser source (Nd:YAG, CO2, HPDL or Hybrid-GMAW), the applied laser power and welding rate, the shielding gas, and welding mode (pulse or continuous). Taking into account the data included in Table 8.1, it can be concluded that 5000 series alloys are most employed for research studies, providing their well-known good weldability. Concerning the laser devices, the most employed are the Nd:YAG and CO2 lasers to obtain deep penetration under keyhole regime, although HPDL are also employed for morphological analyses of welds obtained under conduction mode. Additionally, Table 8.1 indicates whether or not the paper includes information related with the weld shape, microstructure, microhardness, defects, tensile strength, corrosion and simulation and/or modelling studies. A similar table has been put together in the subsequent section dealing with laser welding of titanium alloys.
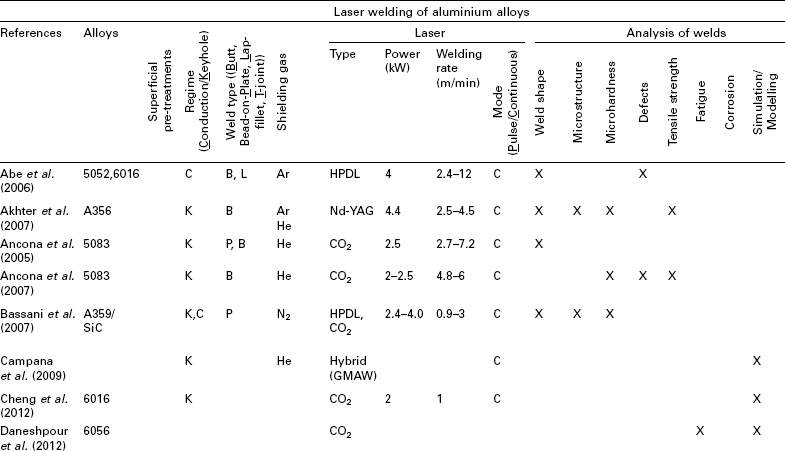
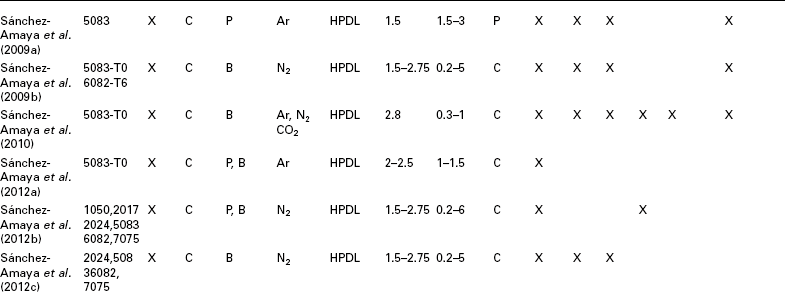
Among the experimental variables detailed in Table 8.1, the shielding gas has been reported to have a strong influence on laser welding of aluminium alloys. Thus, the influence of the shielding gas composition (Ar, He, N2, CO2, or mixtures of them) on weld penetration has recently been analysed (Chung et al, 1999; Sánchez-Amaya et al, 2010; Katayama et al, 2009; Matsunawa et al., 1999). Concerning the nature of the shielding gas, contradictory results can be found in the literature. Thus, low density gases are reported in Tani et al. (2007a) to diffuse more easily in the welding, leading to worse protection than denser gases. However, Wang et al. (2007) claimed that He has a higher protection effect than Ar. High density gases (Ar) can be kept for longer times at the welding, but also have a higher absorption coefficient (leading to the absorption of higher laser radiation) than low density gases (He). These two effects can vary depending on the laser type and alloys, explaining the divergence of the results. Nitrogen gas has also been reported to reduce the porosity of 5083 weld beads, in comparison with Ar (Katayama et al, 2009).
Optimisation of the shielding gas nature is a very active research line nowadays. Thus, mixtures of Ar-He (Akhter et al, 2007), Ar-CO2 or He, Ar and O2 (Tani et al., 2007b) have been demonstrated to improve the penetration of laser welds of aluminium alloys. The effect of Ar/He gas ratio on melting of different aluminium alloys (5052, 5083, 5182, 6061 and 7 N01) has been investigated, revealing that the use of Ar is beneficial to welding more highly conductive and reflective alloys at lower power and higher welding speed, while a higher content of He is preferred for higher power and lower welding speed (Matsunawa et al., 1999). In addition to the influence of the nature of shielding gas, the effect of applying vacuum has also been analysed by Katayama et al. (2001, 2011). In Katayama et al. (2001), a reduction of the porosity is observed in the formation of AA5052 aluminium alloy weld beads when welding with high-power CW CO2 and Nd:YAG laser under vacuum. More recently, the same authors (Katayama et al, 2011) have developed a new vacuum chamber providing 0.1–10 kPa, with which a high power disk laser is successfully employed to obtain high penetration AA5052 welds. Weld penetration depth is seen to increase with decreasing ambient pressure (higher vacuum) and low welding speed. The morphology of the obtained welds is also seen to be modified by vacuum conditions (Katayama et al., 2011). Other works have focused on the effect of the nozzle shape and design (Ancona et al., 2005), or on the influence of shielding gas contamination, the inclination angle of the nozzle, the flow and the density of the protection gas (Tani et al., 2007a, 2007b). Theoretical considerations analysed in Tani et al. (2007a) indicate that coaxial nozzles lead to a better protection against atmospheric contamination in the welding zone.
The effect of the welding rate and laser power (parameters influencing the laser fluence) on the weld shape have been also investigated. It is reported that for a specific alloy, the depth and width decreases as the welding speed is increased (Akhter et al., 2007). When comparing the energy (fluence) needed to obtain similar penetration on 5000 and 6000 series alloys, it is found that the former require much less energy than the latter, for the 5754-O alloy being approximately 2.5 times less than that for the 6022-T4E29 alloy (Kuo and Lin, 2006). This means that the welding rate in 5000 series alloys can be increased by a factor of 2.5. This factor is seen to be 2.0 in Abe et al. (2006) for similar alloys (5000 and 6000 series). The welding rate and laser power have also been systematically analysed for butt welds generated under the conduction regime of six aluminium alloys (Sánchez-Amaya et al., 2012b, 2012c). A linear relationship between the applied laser fluence and the penetration of the butt welds has been found in all alloys. Katayama et al. (2009) have employed a fibre laser to weld AA5083, at the power of 6 or 10 kW and several power densities from 0.4 kW/mm2. The authors observe that the keyhole weld beads were narrower and deeper with the increasing laser power density.
8.3 Microstructure, defects, mechanical properties and corrosion behaviour of aluminium welds
8.3.1 Microstructure
The heat treatments produced during laser welding provoke significant microstructural changes on the processed materials. These changes have a strong influence on both the mechanical properties and corrosion behaviour of the joint pieces. The results obtained by different authors regarding the weld properties are reviewed subsequently.
Concerning the analysis of the microstructure, three different zones are generally identified at welding beads: fusion zone (FZ), heat-affected zone (HAZ) and base metal (BM), the extension of each depending on the alloy and the welding conditions (Nègre et al., 2004; Sánchez-Amaya et al., 2012c; Akhter et al., 2007; Shi et al., 2007a; Paleocrassas, 2005).
According to Paleocrassas (2005), the properties of the weld rely mainly on the microstructure of the FZ. Thus, depending on the alloy and laser processing conditions, the microstructure can consists of columnar dendrites and/or equiaxial grains. The latter microstructure is reported to be better than the former in 7000 series aluminium alloys, because of its isotropic properties, leading to an improvement in the mechanical properties of the weld, reducing its susceptibility to cracking during solidification (Paleocrassas, 2005).
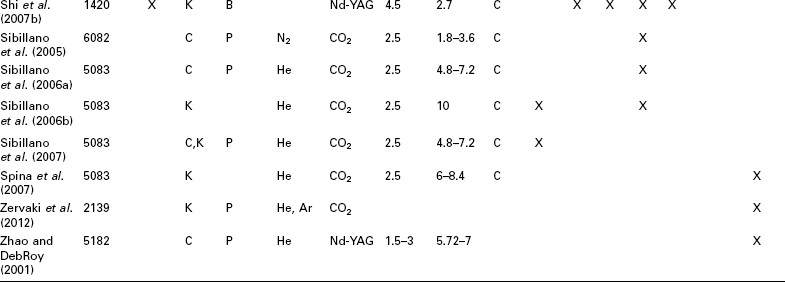
The microstructure of butt welds of four aluminium alloys (2024, 5083, 6082 and 7075) generated with a HPDL under the conduction regime has been deeply investigated in Sánchez-Amaya et al. (2012c). The external zones of 5083 and 6082 weld beads, FZ close to the base metal, are characterised by showing dendritic growth, which correspond to the zones with higher solidification rates. Additionally, it can be seen that the microstructure of the inner part of the FZ consists of a fine precipitation of the second phases in a solid solution matrix of aluminium (Sánchez-Amaya et al, 2009a). The fusion zone of A356 aluminium alloy welds analysed in Akhter et al. (2007) also consisted of a fine dendrite structure. The microstructure of the FZ in 2024 and 7075 alloys was seen to change gradually when approaching from the external part close to the HAZ to the centre of the bead. In 2024 and 7075 welds, the microstructure in the outer zone of the FZ is dendritic growth (oriented towards the bead centre), becoming a finer solidification as approaching the bead centre (Sánchez-Amaya et al., 2012c). Figure 8.3 shows examples of the aforementioned typical microstructures described for 2024 and 5083 weld beads.
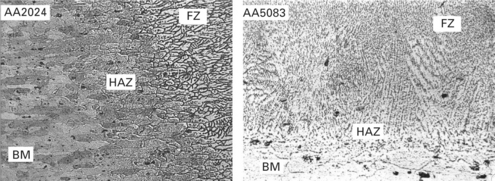
Figure 8.4 reports the microhardness measurements performed on the different zones of four aluminium alloy (2024, 5083, 6082 and 7075) welds obtained in similar experimental conditions (Sánchez-Amaya et al, 2012c). AA5083 alloys showed FZ with higher microhardness values than the BM. Similar tendencies are found in other works, in which the fusion zone of 1420 Al–Li alloy (Shi et al., 2007a), AA5083 (Ancona et al., 2007) or A356 aluminium alloy (Akhter et al., 2007) showed a microhardness increase of 20 HV in comparison with their base metal (microhardness increase between 10 and 16%; Ancona et al., 2007). This microhardness evolution is due to the microstructural refinement obtained in the FZ. Thus, the increase in hardness in the weld metal of 5000 and 6000 series aluminium alloys is attributed to the fine dendrite structure of the weld fusion zone (Akhter et al., 2007; Ancona et al., 2007) and to the fine precipitation of the second phases in the aluminium matrix (Sánchez-Amaya et al, 2009b). Other aluminium alloys, such as 2024 and 7075 (Sánchez-Amaya et al, 2009b) have presented the reverse tendency, FZ showing lower microhardness than BM. This microhardness decrease is related to the loss of hardening related to the original heat treatments (T3 in 2024 and T6 in 7075). These previous heat treatments are known to induce precipitation hardening processes in these alloys. Laser treatments are observed to provoke microstructural changes leading to microhardness decrease, especially in the FZ. This microhardness decrease associated to the loss of original heat treatment hardening in the FZ is also observed in 6000 series welds (Nègre et al., 2004).
In order to minimise the differences in microstructures and properties between weld bead and base metal, a post-weld heat treatment (PWHT) is sometimes applied to the welds. This post treatment provokes a microhardness decrease in the bead, associated with coarsening and solution of strengthening precipitates (Shi et al, 2007a).
8.3.2 Defects
Aluminium alloy welds can suffer from different types of defects, provoking an important decline in the quality of the welds (Duley, 1999; Paleocrassas, 2005; Matsunawa et al, 1998; Seto et al, 2000), such as lack of penetration (due to their poor absorption ability), weld oxidation (due to poor gas protection), porosities (due to gas entrapment during weld solidification), cracks (due to the high coefficient of thermal expansion of aluminium alloys, leading to a strong contraction during the solidification of the weld pool), inclusions (such as oxides, provoking a fluidity decrease of the melted aluminium before solidification) (Kwon and Lee, 2003; Di Sabatino et al., 2005) or loss of alloying elements (Li, Mg, Zn) (Duley, 1999; Paleocrassas, 2005; Sanchez-Amaya et al., 2009a). The meticulous control of the processing parameters (welding rate, laser power, shielding gas, etc.) is reported to minimise the appearance of these defects (Duley, 1999).
8.3.3 Mechanical properties
Regarding the analysis of mechanical properties, Shi et al. (2007a) have studied the effect of laser beam welding on tear toughness of a 1420 aluminium alloy. The tear energies of base metal are seen to be higher than those of weld metal and HAZ. The decrease in tear toughness of the weld metal is attributed to the transition of fracture mode from transgranular to intergranular (Shi et al., 2007a). Akhter et al. have also analysed the mechanical properties (yield strength, YS and ultimate tensile strength, UTS) of welded A356 aluminium alloy samples, finding that welds reached around 80% of the mechanical properties measured for the BM (Akhter et al., 2007). Kuo and Lin have also performed tensile strength tests on base metal and welds performed with different experimental conditions on AA5754 and AA6022 alloys (Kuo and Lin, 2006). Compared to the BM, the tensile strength of welds ranged between 83% and 90% for AA5754 (Kuo and Lin, 2006), around 80% for 5083 (Ancona et al., 2007) and between 64% and 73% for AA6022 (Kuo and Lin, 2006). While in Akhter et al. (2007), the fracture in tensile tests always occurred in the BM, in Kuo and Lin (2006), all welds ruptured in the FZ. Micro-flat-tensile specimens taken from different zones of the weld joints of 6061 samples have been tested in Nègre et al. (2004). The results obtained show that yield strength and elongation at rupture of FZ are in the order of 70% of those of BM. Tensile strength tests performed in Okon et al. (2002) indicate that laser conduction welds were stronger than laser keyhole welds, providing fracture loads of 5.733 kN and 4.775 kN, respectively. These results are related to the higher alloy constituent depletion and to the smaller groove formed under the keyhole regime (Okon et al., 2002). Ancona et al. (2007) observe a decrease of the mechanical properties (tensile strength) of the joints at lower welding speeds (probably because of the larger selective vaporisation of magnesium in the fused zone) and at low power laser conditions (leading to welds with high porosities) (Ancona et al, 2007). Katayama et al. (1997) have also confirmed the influence of the porosity of the static mechanical properties (strength and elongation) of laser-welded A5182 joints. The authors conclude that large pores exerted a great influence on the reduction in strength and elongation but small ones hardly affected the tensile properties (Katayama et al., 1997).
In summary, the tensile strength results reported in the literature indicate that, when welding under optimum experimental conditions, laser welds normally reach a minimum of 70% of the UTS obtained for the BM.
Very few studies regarding fatigue resistance of laser welds of aluminium alloys are available in the literature (Mizutani et al., 2008). Among them, Mizutani et al. (2008) have studied the influence of weld defects, such as porosities, on the fatigue properties of AA5182 laser welded with a CO2 laser. These authors have demonstrated the detrimental effect of porosities on the fatigue strength and life of these welds. Daneshpour et al. (2012) have studied the crack retardation mechanism due to overload to predict the crack growth rate of base metal and laser welded AA6056. Thus, using experimental and finite element methods, the authors determined the plastic deformation and resulting damage profile after overloading. Interestingly, welds presented significant crack retardation and longer fatigue life than base metal, since the application of a tensile overload induced a large crack tip plasticity confined to the weld zone, which elongated ahead of the crack tip.
8.3.4 Corrosion
Relatively few data have been found regarding the corrosion behaviour of laser welds of aluminium alloys. Recent results indicate that the weld bead generally behaves as a cathode, while the base metal surrounding the bead normally behaves as an anode (Mujibur et al., 2007; Sanchez-Amaya et al., 2009a). Therefore, it seems that the corrosion resistance of the fusion zone is slightly improved, due to the microstructural refinement. However, this different corrosion activity between BM and weld bead can lead to undesirable galvanic corrosion (Sanchez-Amaya et al., 2009a). This galvanic corrosion is expected to provoke different degrees of intergranular corrosion in HAZ, especially in heat-treatable alloys, such as 2000 and 7000 series aluminium alloys. This topic, unfortunately, has not been explored systematically in the literature, and there is currently a lack of knowledge regarding the actual influence of the experimental laser conditions on the susceptibility to intergranular corrosion (IGC) of welds of the different aluminium alloys.
Post-weld treatment methodologies focused on reducing the IGC susceptibility of aluminium alloy welds have been little explored yet in the literature. In this context, conventional post-welding heat treatments have reported to improve the corrosion resistance of friction stir welds in aluminium alloys (Proton et al., 2011; Paglia et al., 2002). Post-welding laser treatments have also been employed for this purpose. Thus, laser surface melting (LSM) treatments performed with excimer laser have been applied after friction stir welding to AA2024 and AA7010 (Williams et al., 2003) and to AA2024 and AA7449 (Padovani et al, 2008, 2011, 2012), achieving significant corrosion resistance improvements. These LSM treatments lead to the formation of a thin layer (between 3 and 10 mm) where constituent particles are dissolved, the alloying elements being retained in solid solution (Williams et al, 2003; Padovani et al, 2008, 2011, 2012). These post-weld laser treatments reduce the intergranular corrosion of the HAZ and nugget (FZ) region. Diode laser surface treatments have also been applied after friction stir welding of AA2024 (Jyoti, 2011) and AA5083 (Kalita and Waldera, 2011). These latter laser treatments provoke thicker remelted layers (higher than 100 mm) and are proved to increase the pit nucleation resistance in comparison with the parent material. Unfortunately, as reported by Padovani et al. (2008, 2011, 2012), laser-treated layers can delaminate from the substrate as a consequence of corrosion propagation. Therefore, these treatments seem to require further research in order to provide better protective behaviour. Future work will be possibly directed towards the employment of unique laser devices to perform both the weld and the LSM in aluminium alloys.
8.4 Introduction to laser welding of titanium alloys
Attending to their microstructure, titanium alloys have been conventionally classified into three categories: α alloys (consisting of various grades of commercially pure titanium alloys), α + β alloys (presenting a phase and a small volume fraction of β phase in equilibrium, although martensite transformation can also occur upon fast cooling) and β alloys (which do not transform martensitically upon fast cooling from the β phase field) (Lütjering and Williams, 2007: 33–36). At room temperature, titanium alloys have a good corrosion resistance as a consequence of the formation of very stable, continuous, highly adherent and protective oxide films on metal surfaces formed when they are exposed to air (Lutjering and Williams, 2007: 16; Tsay et al, 2006).
The weldability of titanium alloys strongly depends on the category previously described: Destefani (1992: 1771) reports that unalloyed titanium and all α titanium alloys have good weldability, toughness and strength. α + β alloys show good formability and weldability, their properties being highly influenced by heat treatments. β alloys are claimed to present bad weldability due to the degradation of strength after welding (Richter et al., 2007).
Some interesting properties for welding of titanium alloys are their low thermal conductivity (lower than 22 Wcm- 1 K- 1), which prevents heat dissipation, and their low coefficient of thermal expansion (around 8.6 × 10- 6 m/m K), which avoids the appearance of stresses during welding (Bertrand et al, 2007). In other words, titanium alloys have low heat input, which minimises welding stresses and reduces distortion (Costa et al, 2007). Titanium alloys also present a good rate of laser beam absorption (0.4%) and a high melting point (around 1670 °C, i.e., 1943 K) (Bertrand et al., 2007). These properties imply that high energy must be used to weld these alloys. Therefore, taking into account these considerations, laser welding technology is an adequate technology to join these alloys, as it allows a high localisation and low size of the melting pool, reducing the required energy considerably in comparison with other welding technologies.
Laser welding has some specific requirements for titanium alloys. Firstly, the cleaning procedure of samples before welding is of crucial importance. These strict measures are needed because of the high reactivity of titanium alloys at high temperature with gases such as oxygen and nitrogen, resulting in contamination by interstitial impurities in the weld. Titanium alloys also have high reactivity with grease, dirt, refractories and most other metals at high temperature, resulting in embrittlement of the weld (Costa et al., 2007). Although titanium alloys are reported to have a limited reactivity with oxygen below 600 °C (873 K), above this temperature an extensive growth of the oxide layer is formed due to fast diffusion of oxygen, leading to embrittlement of the adjacent oxygen-rich layer (Lütjering and Williams, 2007: 16). For this reason, the use of shielding gas is compulsory to prevent the oxidation and embrittlement during the formation of the weld molten pool. Under effective shielding, no significant oxygen contamination occurs in laser welding.
The most commonly used shielding gases to weld titanium alloys are argon, helium, or argon-helium mixtures (Caiazzao et al., 2004). According to the results of Caiazzao et al. (2004), helium leads to greater penetration welds than argon, due to the lower ionisation energy of the latter gas. The results obtained in Wang et al. (2007) also show that helium provides better shielding efficiency than argon. Thus, the employment of argon means that part of the supplied laser energy is consumed by the argon ionisation, reducing therefore the actual energy transferred to the metal for melting (Caiazzao et al., 2004). Due to their different density, argon is most used when applied from the top and helium when applied from the bottom of the welding zone.
The shielding gas used in laser welding to protect the molten pool can also provoke welding defects such as porosity and cracks. Porosity in the welding process is generated as a consequence of the entrapment of gas bubbles in the molten material before solidification. Employing a vacuum environment in the welding process is an easy way to reduce the porosity problem in titanium alloys (Akman et al., 2009). The configuration of the gas delivery system must ensure that both the front and back of the weld zone is not in contact with atmospheric gases until the surface temperature is lower than 300 °C. Several laser welding nozzles have been developed in the literature. Grevey et al. (2005) designed a conical coaxial nozzle system assuring protection against oxidation using minimal gas flow rates and increasing the welding penetration in the case of high-power Nd:YAG laser welding. By means of a lateral nozzle, Wang et al. (2007) have also analysed the influence of the lateral gas angle, shielding gas and flux rate on the shielding zone size and shielding efficiency. The authors conclude that the larger the inclination angle of the assist gas nozzle, the smaller the extent of the shielding zone.
8.5 Laser welding technologies for titanium alloys
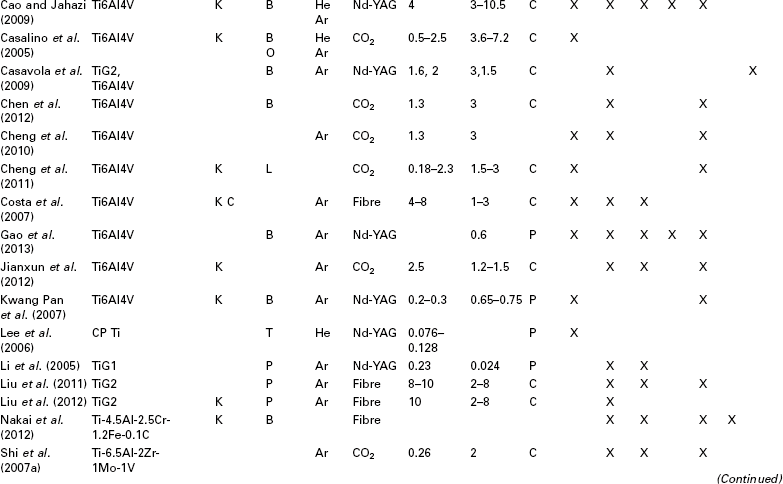
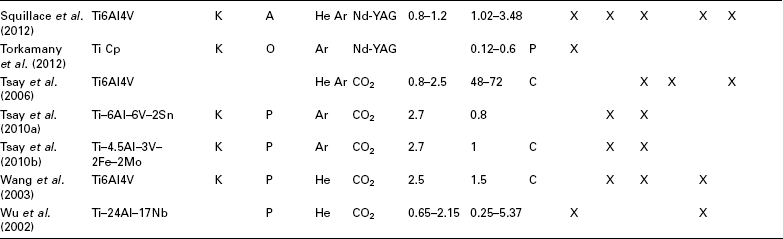
Table 8.2 includes the main parameters employed by some recently published papers dealing with laser welding of titanium alloys. Note that, due to space limitations, only a few of the most recently published works in the field are reported in the table. This table specifically reports the laser beam parameters (laser type, laser power, frequency, etc.), the variables of the workpieces (surface treatments, weld type, etc.) and the experimental processing parameters (welding speed, shielding gas, etc.). Similarly to laser welding of other alloys, the laser fluence (energy density) employed in the treatments are modulated by experimental variables, such as laser source, laser power, welding speed, spot size, welding mode, etc. In addition, Table 8.2 indicates the properties of the welds analysed in each work: weld shape, microstructure, defects, mechanical or corrosion properties, and so on. As shown in the table, different types of laser have been used so far to weld titanium alloys: Nd:YAG, CO2, fibre laser, diode laser and high power diode laser. The most widely employed types of laser equipment are Nd:YAG and CO2 lasers. It can be observed in Table 8.2 that the titanium alloy most investigated is the α + β Ti6Al4V alloy (also called Ti64 or TiG5), because it is also the most employed in the industry. Butt welding is the most common configuration in the literature to investigate the laser welding of titanium alloys.
The experimental parameters mentioned above must be carefully optimised to obtain good quality welds. In this context, many studies focus on the optimisation of laser setting variables in order to monitor the morphology and mechanical properties of the welds obtained. Thus, Casalino et al. (2005) applied the analysis of variance (ANOVA) and Taguchi analysis to laser welding experimental data of Ti6Al4V (shape of welded area and hardness), leading to the forming of a suitable database on butt and overlap welds. Kwang Pan et al. (2007) have employed Taguchi method-based Grey analysis for optimising multiple quality characteristics in machining parameter settings of laser welded titanium alloys.
As can be observed in Table 8.2, the keyhole mode is more used to weld titanium alloys than conduction, because it leads to full penetration welds. The conduction mode is mostly employed in research work involving simulations and modelling of the weld. Thus, Cho et al. (2009) performed a simulation to understand the weld pool flow patterns of titanium. The results show that laser weld pool flow dynamics play a key role during the transition from conduction mode to keyhole. On the other hand, Du et al. (2004) presented a model for flow simulation of full penetration laser beam welding of titanium alloy, concluding that the molten pool becomes shorter and wider under the conduction regime, as a consequence of the Marangoni effect. More in-depth studies dealing with laser processing under the conduction mode are performed in Costa et al. (2007) and Amaya-Vázquez et al. (2012a), in which microstructure transformations and variations of mechanical properties are analysed.
Titanium alloys can be welded using pulsed or continuous wave mode laser (as can be observed in the table, continuous mode is the most employed). For example, Blackburn et al. (2010) conducted a study on the influence of different waveforms and frequencies on the quality of bead on plates (BOP) of Ti6Al4V produced with a Nd-YAG laser. The welds performed with square waveform at frequencies higher than 250 Hz considerably reduced the weld metal porosity when compared with BOP produced with a continuous wave output. The sinusoidal waveform increased the porosity formation compared with the continuous wave BOP tests. In a recent investigation regarding pulsed laser welding of Ti6Al4V, Akman et al. (2009) determined that the ratio between the pulse energy and pulse duration is the most important parameter in defining the penetration depth, while the variation of pulse duration at constant peak power was seen to not influence the penetration depth. These authors have also reviewed the relationship between welding mode (pulsed or continuous) and welding regime (conduction or keyhole). Thus, under pulsed mode, a small molten pool is formed by each laser pulse and within a few milliseconds it re-solidifies. When the peak power is low or the spot size is increased, welding occurs in conduction mode and a shallow, smooth weld pool is produced. On the other hand, when the peak power is increased or the spot size is reduced, a much deeper weld pool is obtained, leading to keyhole welding mode (Akman et al., 2009).
In addition to avoiding surface oxidation, the application of surface pre-treatments to titanium alloys before welding to improve laser absorption has been analysed in the literature. Thus, Bertrand et al. (2007) carried out a study focused on improving laser beam absorption in TiG1 (α alloy) samples, concluding that sandblasted surfaces lead to the highest laser beam absorption, because they reduce the beam reflectivity. However, there is not a clear consensus about the real influence of surface treatments on laser weld penetration in titanium alloys, as preliminary works performed in our laboratory have shown that different pre-treatments lead to similar weld depths in Ti6Al4V (although resulting in different weld microstructure). In any case, superficial treatments in titanium alloys seem to be less influential than in aluminium alloys (Sánchez-Amaya et al, 2009a), especially under conduction regime, as the laser reflectivity and the thermal conductivity of aluminium alloys are much larger than those of titanium alloys.
In the literature, not only previous superficial treatments have been applied, but also post-weld heat treatment (PWHT), with the objective of relieving stress (Shi et al., 2007b). The authors observed that PWHT of Ti-6.5Al-2Zr-1Mo-1 V weld leads to microstructural changes and a significant fracture toughness decrease. The welds of unalloyed titanium, however, do not seem to require PWHT unless the material is highly stressed in a strongly reducing atmosphere.
8.6 Microstructure, defects, mechanical properties and corrosion behaviour of titanium welds
8.6.1 Microstructure
When subjected to specific heat treatments, titanium alloys can undergo an allotropic phase transformation in which α (HCP) transform to β (BCC). The transformation temperature (so-called beta transus temperature) is modulated by the type and amount of impurities and/or by the alloying additions (Destefani, 1992). Thus, beta transus temperature is about 883 °C (1156 K) for pure titanium (Destefani, 1992), and approximately 995 °C (1268 K) for Ti6Al4V alloy (Akman et al., 2009).
During laser welding, the joining zone of the samples undergoes microstructural changes due to the rapid cooling of the weld pool. The microstructure generated at the fusion zone (FZ) and heat affected zone (HAZ) strongly depends on the type of laser employed and on the energy density applied. Due to its great importance on the quality of welds, the weld microstructure is systematically studied by almost all the investigations reviewed (see Table 8.2).
The microstructure of Ti6Al4V base metal consists of two phases: intergranular beta phase and an equaixed alpha phase (Akman et al., 2009; Amaya-Vazquez et al., 2012a). Akman et al. (2009) described the microstructure of Ti6Al4V welds obtained with a Nd-YAG laser. Thus, the grain size is seen to increase with the average laser power in both HAZ and FZ. The generated microstructure in FZ is described as acicular martensite (martensitic α’) formed by columnar α and β grains. The average grain size in FZ is seen to range between 160 and 350 mm. HAZ microstructure is described as a mixture of martensitic α’, acicular α and primary α’. Similar microstructures in FZ and HAZ were reported by Wang et al. (2003) in Ti6Al4V laser beam welds obtained with a high power CO2 laser. Balasubramanian et al. (2011a) depicted the microstructure of Ti6Al4V welds obtained with CO2 laser as a fine lamellar and acicular a, although martensite is also present in the FZ. A similar microstructure is observed by Cheng et al. (2010) and Chen et al. (2012), together with coarse columnar b grains that grow opposite to the heat flow direction and then undergo martensitic transformation upon cooling. Similarly, Costa et al. (2007) have analysed the microstructure of Ti6Al4V welds performed with laser fibre. HAZ showed a fine cellular dendritic structure, while FZ presented martensitic structure, its morphology depending on the applied laser energy. Thus, martensite presented needle-like morphology at lower heat inputs (higher cooling rates) and plate-like morphology at higher heat inputs (lower cooling rates) (Costa et al, 2007).
Martensitic phase can only be obtained when the temperature reaches the β transus (980 °C, i.e., 1253 K, for Ti6Al4V) and the cooling rate is high enough (α’ martensite is claimed to be fully formed in FZ when the cooling rate is higher than 410 °C/s) (Cao and Jahazi, 2009; Squillace et al., 2012; Ahmed and Rack, 1998). The HAZ of Ti6Al4V welds is reported to be a mixture of α’ and primary a phases, corresponding to a structure quenched below the β transus (Cao and Jahazi, 2009; Squillace et al., 2012).
Two different microstructural patterns have been identified in laser remelted Ti6Al4V samples, depending on the input laser fluence applied (Amaya-Vazquez et al., 2012a). At high fluences (involving low cooling rates) only two zones are generated, melted zone (MZ) and heat affected zone (HAZ), both composed of clearly defined grains with microlaminar b in a matrix microstructure. The grains of MZ are bigger and more elongated than those generated in HAZ. At low and medium fluences (leading to high cooling rates), three zones are identified: MZ (martensite acicular α’), HAZ (mixture of α + β) and base metal (equiaxed α with intergranular β). The formation of martensitic microstructure, generated in the FZ as a consequence of the high heating and cooling rates, has also been reported by other authors (Akman et al., 2009; Amigò et al., 2010; Candel et al., 2010; Pasang et al., 2011; Chen et al., 2012). Some examples of metallographic images of the different microstructures reported for Ti6Al4V welds are shown in Fig. 8.5.
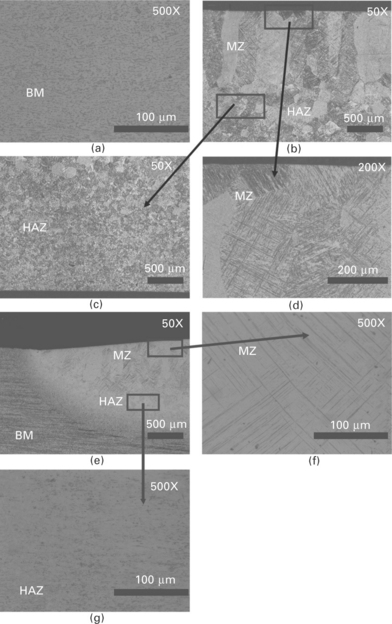
8.5 Examples of microstructures obtained in different zones of Ti6Al4V welds: (a) Ti6Al4V base metal; (b, c and d) melted zone (MZ) and heat-affected zone (HAZ) of Ti6Al4V weld obtained with low cooling rate (MZ with α + β); (e, f and g) BM, HAZ and MZ of Ti6Al4V weld obtained with high cooling rate (MZ with α’).
The microstructure of commercially pure titanium laser welds has also been described in the literature. The microstructure of TiG2 base metal (Fig. 8.6(a)) is elsewhere depicted as Ti-α type equiaxial grains with a relatively uniform grain size (Lampman, 1990; Polmear, 1995; Amaya-Vázquez et al., 2012a). Li et al. (2005) and Amaya-Vázquez et al. (2012a) have reported that laser treatments with a pulse Nd:YAG laser and HPDL, respectively, modify the shape and size of the grains, the microstructure consisting of serrated Ti-α grains (S) with higher size than the base metal, together with some fine acicular α grains (A), as shown in Fig. 8.6(b). Clear evidence of martensite has not been observed in TiG2 weld bead in either Li et al. (2005) or in Amaya-Vázquez et al. (2012a). These results contrast with those reported by Sun et al. (2003) and Zhang et al. (2007) in which martensite formation has been evidenced for CP titanium welded with a Nd:YAG pulsed laser (Sun et al, 2003) and with a continuous wave CO2 laser (Zhang et al, 2007). These different results are related to the relatively higher cooling rates involved in these latter laser treatments.
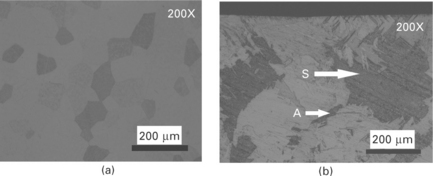
8.6 Microstructure of (a) TiG2 base metal (with equiaxial α grains), (b) TiG2 fusion zone (with serrated alpha grains (S) and fine acicular a grains (A)).
Results obtained by different authors show that the weld microstructure of titanium alloys are strongly dependent on the laser processing parameters. Taking into account that weld microstructure is one of the main factors influencing both the mechanical properties and corrosion behaviour of titanium welds, a systematic study of the microstructure is always highly recommended when using laser welding.
8.6.2 Defects
The main defects reported in the literature for titanium alloy laser welds are described next. Regarding the superficial cleanliness, Buddery et al. (2011) have analysed the effect of contamination on the metallurgy of commercially pure titanium welded with a Nd:YAG pulsed laser beam. These authors conclude that Fe is a strong promoter of the martensitic phase, while O and N cause a significant amount of solid solution strengthening.
Unless the laser treatment is performed in a vacuum furnace or in an inert atmosphere, oxygen reacts with the titanium at the metal surface and produces an oxygen-enriched layer commonly called ‘alpha case’ (α case). This undesirable superficial microstructure is formed in titanium alloys when exposed to air at temperatures higher than 540 °C (813 K) (Lampman, 1990; EN 3114–001:2006). α case is hard, brittle and considered detrimental because it results in marked lowering of fatigue properties (EN 3114–001:2006; AMS4945C, 2006). This brittle layer must be removed before the component is put into service. Standard practice is to remove α case by mechanical methods, chemical methods or by both (Lampman, 1990).
Contamination by interstitial elements such as O or N can decrease the tensile ductility of the titanium welds (Tsay et al, 2006). Removal of external TiO2 layer before welding has been reported to reduce weld metal porosity when CO2 laser welding (Blackburn et al, 2010; Chen et al., 2006) because this oxide layer is hygroscopic and absorbs moisture from the atmosphere.
As mentioned above, one important defect to be taken into account is superficial oxidation, which can be due to poor cleaning procedures and/or an inadequate shielding atmosphere. Evidence of titanium oxide formation can be easily identified by a simple visual inspection of the surface colour. The standard (ANSI AWS D17.1:2001) specifies the discoloration of titanium oxides and the acceptance criteria of welds for aerospace applications. Acceptable colours of titanium welds are indicated to be: bright silver, silver, light straw, dark straw, bronze or brown. Meanwhile, unacceptable oxide colours for welds are: violet, green, blue, gray or white (Amigó et al., 2010; ANSI AWS D17.1:2001).
Li et al. (2005) have also demonstrated the influence of adding oxygen to the shielding gas (argon) on the microstructure, discoloration and mechanical properties of CP Ti welds. Thus, as the oxygen content was increased, the weld surface colour changed from silver or straw to blue; the surface hardness increased; and the weld strength first increased and then decreased, because the microstructure changed from mainly serrated alpha to mainly acicular and platelet alpha (Li et al., 2005).
In addition to the aforementioned superficial contamination effects and a case formation, different types of defects are reported for titanium welds, such as porosities, surface oxidation, microcracking and face/root undercut (underfill) (Blackburn et al., 2010; Cao and Jahazi, 2009; Tsay et al., 2006; Donachie, 2000; Bertrand et al., 2007). Weld metal porosity is reported to form easily when keyhole laser welding (Blackburn et al., 2010; Matsunawa, 2001). Pores are generated due to cavities formed by gas (metal vapour and/or inert shielding gases) trapped during solidification of weld metal. Porosities can break the surface, act as stress concentrators and reduce the fatigue resistance of the weld. Therefore, their formation should be minimised to fulfil the strict quality control standards (Blackburn et al., 2010). Blackburn et al. (2010) have recently reported that the input waveform of Nd:YAG laser when applied to titanium alloy welding can influence the porosity formation. Thus, square waveform at frequencies > 250 Hz reduced the weld metal porosity when compared with continuous wave output, while the sinusoidal waveform increased the porosity formation in the weld metal when compared with continuous wave. Similarly to the appropriate choice of the waveform, modulation frequency and modulation amplitude are reported to have importance in achieving excellent weld quality (Blackburn et al., 2010). Micropores are also observed by Cao and Jahazi (2009) in butt joints of Ti6Al4V alloy welded using a high-power Nd:YAG laser, being more prevalent in thicker joints. Torkamany et al. (2012) have studied the spattering and weld porosity of thin CP Ti sheet welds performed with a Nd:YAG laser. The authors observed that increasing laser pulse peak power leads to a higher tendency of spattering and weld porosity formation. For this reason, titanium thin plates are not recommended to be welded under keyhole regime. Concerning underfilling, Cao and Jahazi (2009) reported that these defects decrease with increasing welding speed. At higher welding speed, less evaporation of molten metal leads to lower underfill area and depth. Therefore, high welding speed is preferred to minimise the underfill defects (also contributing to increase in productivity).
Other reported defects for titanium welds are microcracks, located at HAZ (Cao and Jahazi, 2009). Although titanium alloys are generally highly resistant to HAZ liquation cracking (Donachie, 2000; Cao and Jahazi, 2009), contamination cracking can still occur due to hydrogen delayed cracking or liquation of iron-rich eutectic (Donachie, 2000; Cao and Jahazi, 2009). Microcrackings are claimed to be caused by local melting of the titanium-iron eutectic (Cao and Jahazi, 2009).
8.6.3 Mechanical properties
Most investigations regarding laser beam welding of titanium alloys have focused on the study of the mechanical properties of the joints being normally desired to obtain welds with similar properties to the BM. Hardness and the ultimate tensile strength are the main mechanical properties analysed by the majority of the researchers (Table 8.2).
In order to characterise weld hardness, most research performs microhardness measurements on different zones of the welds. The melted zone (fusion zone) of the weld is normally harder than the BM. This is due to the very high cooling rates to which the melted zone is subjected following the laser welding process. This microhardness increase is attributed to the microstructure developed. For example, the FZ of α alloys, such as TiG2 samples, are reported to have microhardness values between 140 and 200 HV, while untreated base metal ranges between 110 and 140 HV (Liu et al., 2011; Amaya-Vázquez et al., 2012a). The welding heat input in this alloy led to grain coarsening in the HAZ and FZ. In this specific alloy, coarse grains resulted in increasing its hardness. The strengthening mechanism in the HAZ and FZ is attributed to substructure strengthening, solute solution strengthening (Liu et al., 2011) and the formation of serrated/acicular α-grains (Amaya-Vázquez et al., 2012a). Influencing factors on the microstructure obtained and, therefore, on the hardness of pure titanium welds, are the microelement contents and grain orientation due to its hexagonal close-packed structure (Liu et al., 2011).
Similarly, in the case of laser welds of α + β alloys, such as Ti6Al4V, the zone with highest microhardness is also reported to be the melted zone, due to the formation of α’-martensite (Ahmed and Rack, 1998; Squillace et al., 2012; Akman et al., 2009; Costa et al., 2007; Amaya-Vázquez et al., 2012a, 2012b; Cao and Jahazi, 2009; Gao et al., 2013). α’-martensitic microstructure in Ti6Al4V is reported to present microhardness values between 350 and 500 HV, while α + β base metal values ranged around 300–350 HV (Akman et al., 2009; Squillace et al., 2012; Costa et al., 2007; Amaya-Vázquez et al., 2012b; Cao and Jahazi, 2009; Gao et al, 2013).
As can be seen in Table 8.2, most research works include studies of the tensile strength of titanium welds. Liu et al. (2011) have analysed the tensile strengths and elongations of the laser beam welds of TiG2, presenting the same values as those of BM. These results, together with the high microhardness measurements of the FZ and the fact that all tensile specimens fractured at the BM, permit the authors to conclude that the HAZ and FZ are stronger than the BM.
Regarding Ti6Al4V (Cao and Jahazi, 2009; Kwang Pan et al, 2007; Wang et al., 2003) and Ti24Al17Nb (Wu et al., 2002) welds, some authors have also reported similar or slightly higher joint strength compared with metal base. Ti6Al4V BM usually has a yield tensile strength of 880–1045 MPa, tensile strength of 950–1081 MPa and elongation at fracture of 10–14% (Cao and Jahazi, 2009; Kwang Pan et al., 2007). Meanwhile, Ti6Al4V butt welds are reported to have tensile strength from 975 to 1043 MPa, yield strength from 936 to 987 MPa and elongation at fracture of 6.5–12.4% (Cao and Jahazi, 2009). These results indicate that these laser weld joints have similar joint strength but lower ductility than base metal, the ductility decrease being associated with the presence of micropores and aluminium oxide inclusions. Similarly, Kwang Pan et al. (2007) obtained welds at optimum processing conditions with UTS values between 900 and 1000 MPa. On the other hand, Ti24Al17Nb (Wu et al, 2002) and Ti6Al4V (Gao et al., 2013) laser beam welds also presented similar tensile strength to the BM (around 1000 MPa), the fracture occurring in the base metal, the elongation of welds being slightly lower than that of BM.
The tensile strength and ductility are sensitive to temperature. Strength decreases and ductility increases when increasing temperature (Chen et al., 2012). Wang et al. (2003) have analysed the influence of temperature (up to 450 °C, i.e., 723 K) on the tensile properties of laser beam welds in Ti6Al4V. The authors observed that the UTS of the weldments was slightly superior to that of the BM; the yield stress of welds was inferior to that of the BM, especially above 150 °C (423 K); and the elongation of welds was about 5% lower for the entire temperature range. At 300 °C (573 K), the tensile yield strength of weldments decreases, due to the β precipitation in the tempered martensite of the fusion zone.
In contrast with previously commented results, other research work on Ti6Al4V welds reports tensile strength decrease in comparison with base metal, this mechanical detriment normally being related to the presence of defects in the welds, such as porosity, bad alignment or poor shielding procedure. For example, Akman et al. (2009) observed a tensile strength decrease in Ti6Al4V laser welds, this being associated with the microstructure change, growth in grain size and the presence of pores.
Among other properties, Caiazzao et al. (2004) have analysed the tensile strength of Ti6Al4V welds obtained with a CO2 laser, observing UTS values for welds around 75% of that obtained for BM. Results obtained for different sheet thicknesses almost always highlighted a failure that began at the bead foot and spread towards the same bead, HAZ or base metal. The explanation given is the contamination of the join in the foot due to a low He protection at the lower side. The results showed lower UTS values attributed to a non-perfect alignment between the edges to be joined and an excessive air gap.
With the presence of sharp notches, the maintenance of high notched strength at elevated temperature is required for the material to resist cracking and/or embrittlement under tensile straining (Tsay et al, 2010a). Tsay et al. (2010a, 2010b) conducted a study on the effect of test temperatures on the notched tensile strength (NTS) of Ti6Al6V2Sn and Ti4.5Al3V2Fe2Mo laser welds, with and without post-weld heat treatments (PWHT) at different temperatures. Results generally show that NTS decreases as temperature rises. In Ti6Al6V2Sn specimens, NTS values of welded specimens are normally much lower than those of the MB specimen at room temperature; however, the tendency is the reverse when testing at elevated temperatures (Tsay et al, 2010a). These results are associated with the microstructure developed. The lack of deformation compatibility between the a and b phases enhanced interface separations in the MB specimen or induced voids in the welded specimens, resulting in lowered NTS at elevated temperatures. Ti4.5Al3V2Fe2Mo laser welds (Tsay et al, 2010b) generally presented lower NTS than base metal at room temperature (except when performing PWHT). Thus, while as-welded and BM samples presented NTS and ductility decrease when increasing testing temperature, PWHT specimens preserved these properties even at 450 °C (723 K). The fracture mode of the welds was strongly affected by the columnar grain size and the direction of the crack growth with respect to the columnar grain orientation (Tsay et al, 2010b).
Casavola et al. (2009) pointed out the importance of investigating the fatigue behaviour of titanium welded joints, especially in light of the lack of official standards. This is a critical condition when the objective is to develop applications that must satisfy strict requirements on structural safety (Nakai et al., 2012). Balasubramanian et al. (2011a, 2011b) have recently studied fatigue properties of Ti6Al4V welds obtained by gas tungsten arc (GTAW), electron beam (EBW) and laser beam welding (LBW). Regardless of the joining technique, fatigue crack growth resistance of Ti6Al4V welds is reported to be much lower than that of base metal (Balasubramanian et al., 2011a, 2011b; Tsay et al., 2006). Fatigue crack growth of welds has been correlated with mechanical properties and microstructural characteristics of welds. Interestingly, the welds obtained by LBW exhibited higher fatigue crack growth resistance than those generated by EBW and GTAW, due to the presence of fine lamellar microstructure in the weld metal (Balasubramanian et al., 2011a, 2011b). The formation of this microstructure using LBW, consequence of the lower heat input and associated faster cooling rate, also enhances the yield strength and ductility of the welds (Balasubramanian et al., 2011a). However, of the three types of welded joints, the ones fabricated using EBW exhibit the highest strength values, due to the presence of fine serrate and regular plate-shaped α microstructures. Meanwhile, the joints obtained using GTAW exhibit higher impact toughness compared with the LBW and EBW joints, due to the presence of coarse serrate and acicular α structures of grain boundary α, massive α, and Widmanstatten a + b weld metal microstructure (Balasubramanian et al., 2011b).
Squillace et al. (2012) have analysed the influence of welding parameters on morphology and mechanical properties of Ti6Al4V laser beam welded butt joints (including fatigue). The authors observed that the main defect is underfill, this causing a stress concentration at the weld edges. The fatigue life is, consequently, strongly influenced by the value of the underfill radius. The fatigue fracture initiates and propagates near the lower point of the underfill convexity at the interface between the FZ and the HAZ (Squillace et al., 2012).
Casavola et al. (2009) have conducted an experimental and numerical study of static and fatigue behaviour of butt laser welded joints of CP Ti and Ti6Al4V. For almost all specimens, the fatigue final rupture in the welded titanium alloy is localised far from the seam, indicating that the welded zone is not the weakest part of the structure. The high fatigue performance observed is related to the microstructural transformations (Casavola et al., 2009); the HAZ could result in a high resistance area for fatigue loads (Torster et al., 1997).
Tsay et al. (2006) have investigated the effect of microstructures and weld porosity on the fatigue crack growth behaviour of Ti6Al4V laser welds. Fatigue crack growth rate (FCGR) of the fusion zone of welds was significantly lower than that of base metal. Randomly oriented martensite in the FZ led to local cleavage fracture, altering the crack growth direction out of the primary crack plane. The zigzag crack path in the FZ resulted in reduced FCGR. The porous weld showed a serration on the crack growth curve, the crack growth characteristics behaving similarly to the defect-free weld (Tsay et al., 2006). Mechanical properties of Ti4.5Al2.5Cr1.2Fe0.1C laser welds have just been studied, presenting improved fatigue properties compared to the Ti6Al4V laser welds. Due to the presence of porosities, fatigue strength of Ti4.5Al2.5Cr1.2Fe0.1C welds is much lower than that of Ti4.5Al2.5Cr1.2Fe0.1C base metal (Nakai et al., 2012).
8.6.4 Corrosion
Another interesting property of the titanium laser welds is their high corrosion resistance. Thus, Sun et al. (2003) have performed laser remelting (LR) treatments on TiG2 samples with a Nd:YAG laser, observing a microstructure change from a phase to acicular martensite, leading in improvements in the corrosion behaviour in 3.5 wt.% NaCl solutions. Amaya-Vázquez et al. (2012a, 2012b) have also recently reported that TiG2 and Ti6Al4V alloys subjected to LR treatments with a HPDL have similar corrosion behaviour in NaCl solutions to their BM. In agreement with the results obtained by Sun et al. (2003), the zones presenting martensitic microstructure have shown a slight corrosion resistance improvement in comparison with the base metal (Amaya-Vazquez et al., 2012a, 2012b). In another study, Yue et al. (2002) applied surface treatments with an excimer laser to Ti6Al4V samples, achieving improvements in the pitting corrosion resistance of the alloy, especially when shielding with argon. More recently, Zaveri et al. (2008) have subjected Ti6Al4V samples to different processing conditions with a pulsed-wave Nd:YAG laser shielded with argon, to obtain surface oxide layers with high corrosion resistance. The authors reported that laser-treated specimens presented better corrosion resistance than the BM in three different simulated biofluids (SBFs): NaCl solution, Hank’s solution (8 g/L NaCl, 0.14 g/L,CaCl2, 0.4 g/L KCl, 0.35 g/L NaHCO3, 1 g/L glucose, 0.1 g/L NaH2PO4, 0.1 g/L MgCl2 6H2O, 0.06 g/L Na2HPO4 2H2O and 0.06 g/L MgSO4 7H2O), and Cigada solution (8.75 g/L NaCl, 0.35 g/L NaHCO3, 0.06 g/L NaH2PO4, and 0.06 g/L Na2HPO4 2H2O).
8.7 References and further reading
Abe, N., Tsukamoto, M., Maeda, K., Namba, K., Morimoto, J. Aluminum alloy welding by using a high power direct diode laser. J Laser Appl. 2006; 18(4):289–293.
Ahmed, H., Wells, M. A., Maijer, D. M., Howes, B. J., Van der Winden, M. R. Modelling of microstructure evolution during hot rolling of AA5083 using an internal state variable approach integrated into an FE model. Mater Sci Eng A-Struct. 2005; 390(1–2):278–290.
Ahmed, T., Rack, H. J. Phase transformations during cooling in α + β` titanium alloys. Mater Sci Eng A. 1998; 243:206–211.
Akhter, R., Ivanchev, L., Burger, H. P. Effect of pre/post T6 heat treatment on the mechanical properties of laser welded SSM cast A356 aluminium alloy. Mater Sci Eng A-Struct. 2007; 447:192–196.
Akman, E., Demir, A., Canel, T., Sinmazcelik, T. Laser welding of Ti6Al4V titanium alloys. J Mater Process Tech. 2009; 209:3705–3713.
Amaya-Vázquez, M. R., Sánchez-Amaya, J. M., Boukha, Z., Botana, F. J., Microstructure, microhardness and corrosion resistance of remelted TiG2 and Ti6Al4V by a high power diode laser. Corros Sci. 2012; 56:36–48.
Amaya-Vázquez, M. R., Sánchez-Amaya, J. M., Boukha, Z., El Amrani, K., Botana, F. J., Application of laser treatments to improve the properties of Ti6Al4V. Mater Sci Forum. 2012; 713:25–29.
Amigó, V., Candel, J. J., Amado, J. M., Yañez, A. Evaluación de la oxidación superficial de recubrimientos de Ti6Al4V obtenidos por recubrimiento por láser. Rev Metal Madrid. 2010; 46:13–18.
AMS 4945C. Titanium Alloy Tubing, Seamless, Hydraulic Al-2. 5 V, Controlled Contractile Strain Ratio Cold Worked, Stress Relieved, 2006. [Aerospace material specification].
Ancona, A., Sibillano, T., Tricarico, L., Spina, R., Lugarà, P. M., Basile, G., Schiavone, S. Comparison of two different nozzles for laser beam welding of AA5083 aluminium alloy. J Mater Process Tech. 2005; 164–165:971–977.
Ancona, A., Lugarà, P. M., Sorgente, D., Tricarico, L. Mechanical characterization of CO2 laser beam butt welds of AA5083. J Mater Process Tech. 2007; 191:381–384.
ANSI AWS D17. 1:2001 ‘Specification for fusion welding aerospace applications’, American Welding Society.
Assuncao, E., Williams, S., Yapp, D. Interaction time and beam diameter effects on the conduction mode limit. Opt Lasers Eng. 2012; 50:823–828.
Balasubramanian, T. S., Balasubramanian, V., Muthu Manickam, M. A., Fatigue crack growth behaviour of gas tungsten arc, electron beam and laser. Mater Design. 2011; 32:4509–4520.
Balasubramanian, T. S., Balakrishnan, M., Balasubramanian, V., Muthumanickan, M. A., Influence of welding processes on microstructure, tensile and impact properties of Ti-6Al-4 V alloy joints. Trans Nonferrous Met Soc China. 2011; 21:1253–1262.
Bassani, P., Capello, E., Colombo, D., Previtali, B., Vedani, M. Effect of process parameters on bead properties of A359/SiC MMCs welded by laser. Compos Part A – Appl S. 2007; 38:1089–1098.
Bertrand, C., Laplanche, O., Rocca, J. P., Le Petitcorps, Y., Nammour, S. Effect of the combination of different welding parameters on melting characteristics of grade 1 titanium with a pulsed Nd–Yag laser. Lasers Med Sci. 2007; 22:237–244.
Blackburn, J. E., Allen, C. M., Hilton, P. A., Li, L., Hoque, M. I., Khan, A. H. Modulated Nd:YAG laser welding of Ti-6Al-4 V. Sci Technol Weld Join. 2010; 15(5):433–439.
Buddery, A., Kelly, P., Drennan, J., Dargusch, M. The effect of contamination on the metallurgy of commercially pure titanium welded with a pulsed laser beam. J Mater Sci. 2011; 46:2726–2732.
Caiazzao, F., Curcio, F., Daurelio, G., Memola Capece Minutolo, F. Ti6Al4V sheets lap and butt joints carried out by CO2 laser: mechanical and morphological characterization. J Mater Process Tech. 2004; 149:546–552.
Campana, G., Ascari, A., Fortunato, A., Tani, G. Hybrid laser-MIG welding of aluminum alloys: the influence of shielding gases. Appl Surf Sci. 2009; 255(10):5588–5590.
Candel, J. J., Amigó, V., Angarita, I., Ramos, J. A., Microestructrura y comportamiento frente al desgaste de recubrimientos de Ti6Al4V sobre Ti obtenidos por laser cladding. XI Congreso Nacional de Materiales. 2010. [Paper PO115. Zaragoza, Spain].
Cao, X., Jahazi, M. Effect of welding speed on butt joint quality of Ti-6Al-4 V alloy welded using a high-power Nd:YAG laser. Opt Laser Eng. 2009; 47:1231–1241.
Cao, X., Wallace, W., Poon, C., Immarigeon, J. P. Research and progress in laser welding of wrought aluminum alloys. I. Laser welding processes. Mater Manuf Process. 2003; 18(1):1–22.
Casalino, G., Curcio, F., Memola Capece Minutolo, F. Investigation on Ti6Al4V laser welding using statistical and Taguchi approaches. J Mater Process Tech. 2005; 167:422–428.
Casavola, C., Pappalettere, C., Tattoli, F. Experimental and numerical study of static and fatigue properties of titanium alloy welded joints. Mech of Mater. 2009; 41:231–243.
Chen, B. K., Thomson, P. F., Choi, S. K. Computer modelling of microstructure during hot flat rolling of aluminium. Mater Sci Technol. 1992; 8:72–77.
Chen, L., Hu, L., Gong, S. A study on the porosity of CO2 laser welding of titanium alloy. China Weld. 2006; 15(1):1–5.
Chen, S., Huang, J., Cheng, D., Zhang, H., Zhao, X. Superplastic deformation mechanism and mechanical behavior of a laser-welded Ti–6Al–4 V alloy joint. Mater Sci Eng A. 2012; 541:110–119.
Cheng, D., Huang, J., Zhao, X., Zhang, H. Microstructure and superplasticity of laser welded Ti–6Al–4 V alloy. Mater Design. 2010; 31:620–623.
Cheng, D., Chen, Y., Hu, D., Zhou, Y., Tensile shear strength of laser welded Ti–6Al–4 V lap joints. 2nd International Conference on Mechanic Automation and Control Engineering, MACE 2011 – Proceedings. 2011:741–744. [art. no. 5987033,].
Cheng, Y., Jin, X., Li, S., Zeng, L. Fresnel absorption and Inverse Bremsstrahlung absorption in an actual 3D keyhole during deep penetration CO2 laser welding of aluminum 6016. Opt Laser Technol. 2012; 44:1426–1436.
Cho, J. H., Farson, D. F., Milewski, J. O., Hollis, K. J. Weld pool flows during initial stages of keyhole formation in laser welding. J Phys D: Appl Phys. 2009; 42:175502.
Chung, B. G., Rhee, S., Lee, C. H. The effect of shielding gas types on CO2 laser tailored blank weldability of low carbon automotive galvanized steel. Mater Sci Eng A – Struct. 1999; 272(2):357–362.
Costa, A., Miranda, R., Quintino, L., Yapp, D. Analysis of beam material interaction in welding of titanium with fiber lasers. Mater Manuf Process. 2007; 22:798–803.
Daneshpour, S., Dyck, J., Ventzke, V., Huber, N. Crack retardation mechanism due to overload in base material and laser welds of Al alloys. Int J Fatigue. 2012; 42:95–103.
Destefani, J. D., Introduction to titanium and titanium alloys. Properties and Selection: Nonferrous Alloys and Special Purpose Materials; 2. ASM International, Materials Park, OH, 1992.
Di Sabatino, M., Arnberg, L., Rorvik, S., Prestmo, A. The influence of oxide inclusions on the fluidity of Al–7 wt. %Si alloy. Mat Sci Eng A – Struct, 413–414. 2005; 272–276.
Donachie, M. J. Titanium: a Technical Guide, 2. Materials Park, OH: ASM International, 2000.
Dowden J., ed. The Theory of Laser Materials Processing: Heat and Mass Transfer in Modern Technology. 2009. [Dordrecht Springer. ].
Du, H., Hu, L., Liu, J., Hu, X. A study on the metal flow in full penetration laser beam welding for titanium alloy. Compt Mater Sci. 2004; 29:419–427.
Duley, W. W. Laser Welding. New York: John Wiley and Sons, 1999.
El-Batahgy, A., Kutsuna, M. Laser beam welding of AA5052, AA5083, and AA6061 aluminum alloys. Advances in Materials Science and Engineering. 2009; 2009:974182.
EN 3114–001:2006, ‘Test Method – Microstructure of (α + β) titanium alloy wrought products – Part 001: General Requirements’.
Esposito, C., Duarelio, G., Cingolani, A. On the conduction welding process of steels with CO2 lasers. Opt Laser Eng. 1982; 3:139–151.
Gao, X. L., Zhang, L. J., Liu, J., Zhang, J. X. A comparative study of pulsed Nd:YAG laser welding and TIG welding of thin Ti6Al4V titanium alloy plate. Mater Sci Eng A. 2013; 559:14–21.
Grevey, D., Sallamand, P., Cicala, E., Ignat, S. Gas protection optimization during Nd:YAG laser welding. Opt Laser Technol. 2005; 37:647–651.
Haboudou, A., Peyre, P., Vannes, A. B., Peix, G. Reduction of porosity content generated during Nd:YAG laser welding of A356 and AA5083 aluminium alloys. Mat Sci Eng A – Struct. 2003; 363:40–52.
Hoult, T., Welding with suprakilowatt solid state lasers. Proceedings of SPIE – The International Society for Optical Engineering;. 1990; 1277:209–216.
Howard, K., Lawson, S., Zhou, Y. Welding aluminum sheet using a high-power diode laser. Weld J. 2006; 85(5):101–110.
Jandaghi, M., Parvin, P., Torkamany, M. J., Sabbaghzadeh, J. Measurement of the composition change in Al5754 alloy during long pulsed Nd:YAG laser welding based on LIBS. J Phys D Appl Phys. 2009; 42:205301.
Jianxun, Z., Xu, S., Li, Z. Investigation into plastic damage behavior of the CO2 laser deep penetration welded joint for Ti–6Al–4 V alloy. Eng Fract Mech. 2012; 83:1–7.
Jin, X., Zeng, L., Cheng, Y. Direct observation of keyhole plasma characteristics in deep penetration laser welding of aluminum alloy 6016. J Phys D Appl Phys. 2012; 45:245205.
Jyoti Kalita, S. Microstructure and corrosion properties of diode laser melted friction stir weld of aluminum alloy 2024 T351. Appl Surf Sci. 2011; 257:3985–3997.
Kalita, S., Waldera, B. Microstructure and corrosion investigation of a friction stir weld of AA 5083 H116 before and after diode laser surface treatment. Materials Science and Technology Conference and Exhibition, MS and T’11. 2011; 2:916–923.
Katayama, S., Yamaguchi, Y., Masami, M., Matsunawa, A. Evaluation of mechanical properties of laser-welded aluminum alloy. LIA P. 1997; 83(2):G93–G102.
Katayama, S., Kobayashi, Y., Mizutani, M., Matsunawa, A. Effect of vacuum on penetration and defects in laser welding. J Laser Appl. 2001; 13(5):187–192.
Katayama, S., Nagayama, H., Mizutani, M., Kawahito, Y. Fibre laser welding of aluminium alloy. Welding International. 2009; 23(10):744–752.
Katayama, S., Yohei, A., Mizutani, M., Kawahito, Y. Development of deep penetration welding technology with high brightness laser under vacuum. Physics Procedia. 2011; 12:75–80.
Kuo, T. Y., Lin, H. C. Effects of pulse level of Nd-YAG laser on tensile properties and formability of laser weldments in automotive aluminum alloys. Mat Sci Eng A – Struct. 2006; 416:281–289.
Kwang Pan, L., Chung Wang, C., Long Wei, S., Feng Sher, H. Optimizing multiple quality characteristics via Taguchi method-based Grey analysis. J Mater Process Tech. 2007; 182:107–116.
Kwon, Y. D., Lee, Z. H. The effect of grain refining and oxide inclusion on the fluidity of Al–4. 5Cu–0. 6Mn and A356 alloys. Mat Sci Eng A – Struct. 2003; 360:372–376.
Lampman, S., Lampman, S., Wrought titanium and titanium alloys. Properties and Selection: Nonferrous Alloys and Special purpose Materials; 2. ASM International, Materials Park, OH, 1990.
Lee, H. K., Han, H. S., Son, K. J., Hong, S. B. Optimization of Nd-YAG laser welding parameters for sealing small titanium tube ends. Mat Sci Eng A – Struct. 2006; 415:149–155.
Li, X., Xie, J., Zhou, Y. Effects of oxygen contamination in the argon shielding gas in laser welding of commercially pure titanium thin sheet. J Mater Sci. 2005; 40:3437–3443.
Liu, H., Nakata, K., Yamamoto, N., Liao, J. Mechanical properties and strengthening mechanisms in laser beam welds of pure titanium. Sci Technol Weld Join. 2011; 16(7):581–585.
Liu, H., Nakata, K., Zhang, J. X., Yamamoto, N., Liao, J. Microstructural evolution of fusion zone in laser beam welds of pure titanium. Mater Charact. 2012; 65:1–7.
Lüijendijk, T. Welding of dissimilar aluminium alloys. J Mater Process Tech. 2000; 103:29–35.
Lütjering, G., Williams, J. C. Titanium, 2nd edn. New York: Springer; 2007.
Malek Ghaini, F., Sheikhi, M., Torkamany, M. J., Sabbaghzadeh, J. The relation between liquation and solidification cracks in pulsed laser welding of 2024 aluminium alloy. Mat Sci Eng A – Struct. 2009; 519:167–171.
Matsumura, H., Orihashi, T., Nakayama, S., CO2 laser welding characteristics of various aluminium alloys. Proceedings of LAMP’ 1992; 92:. [Nagaoka, Japan, June 1992].
Matsunawa, A. Problems and solutions in deep penetration laser welding. Sci Technol Weld Join. 2001; 6:351–354.
Matsunawa, A., Kim, J. D., Seto, N., Mizutani, M., Katayama, S. Dynamics of keyhole and molten pool in laser welding. J Laser Appl. 1998; 10(6):247–254.
Matsunawa, A., Katayama, S., Kojima, K. CO2 laser weldability of aluminium alloys (Report 1): Effect of welding conditions on melting characteristics. Welding Research Abroad. 1999; 45(8):2–11.
Matsunawa, A., Seto, N., Kim, J. D., Mizutani, M., Katayama, S., Dynamics of keyhole and molten pool in high-power CO2 laser welding. Proceedings of SPIE – The International Society for Optical Engineering;. 2000; 3888:34–45.
Mizutani, M., Yamaguchi, Y., Katayama, S. Fatigue properties of laser weld in aluminium alloys. Welding International. 2008; 22(10):705–711.
Montero, M. J. Soldadura por conducción de aleaciones de aluminio con láser de diodos de alta potencia. Puerto Real, Cádiz: Diploma de Estudios Avanzados; 2006. [Septembee 2006].
Mujibur Rahman, A. B. M., Kumar, S., Gerson, A. R. Galvanic corrosion of laser weldments of AA6061 aluminium alloy. Corros Sci. 2007; 49:4339–4351.
Nakai, M., Niinomi, M., Akahori, T., Hayashi, K., Itsumi, Y., Murakami, S., Oyama, H., Abe, W. Microstructural factors determining mechanical properties of laser-welded Ti–4. 5Al–2. 5Cr–1. 2Fe–0. 1C alloy for use in next-generation aircraft. Mater Sci Eng A. 2012; 550:55–65.
Nakamura, S., Sakurai, M., Kamimuki, K., Inoue, T., Ito, Y. Detection technique for transition between deep penetration mode and shallow penetration mode in CO2 laser welding of metals. J Phys D Appl Phys. 2000; 33:2941–2948.
Nègre, P., Steglich, D., Brocks, W. Crack extension in aluminium welds: a numerical approach using the Gurson–Tvergaard–Needleman model. Eng Fract Mech. 2004; 71:2365–2383.
Okon, P., Dearden, G., Watkins, K., Sharp, M., French, P., Laser welding of aluminium alloy 5083. ICALEO 2002: 21st International Congress on Applications of Lasers and Electro-Optics. 2002. [Scottsdale, AZ, October 14–17].
Padovani, C. G., Davenport, A. J., Connolly, B. J., Williams, S. W., Groso, A., Stampanoni, M., Bellucci, F. Corrosion and protection of friction strir welds in aerospace aluminium alloys. Metall Ital. 2008; 100(9):29–42.
Padovani, C., Davenport, A. J., Connolly, B. J., Williams, S. W., Siggs, E., Groso, A., Stampanoni, M. Corrosion protection of AA7449–T7951 friction stir welds by laser surface melting with an Excimer laser. Corros Sci. 2011; 53(12):3956–3969.
Padovani, C., Davenport, A. J., Connolly, B. J., Williams, S. W., Siggs, E., Groso, A., Stampanoni, M. Corrosion protection of AA2024-T351 friction stir welds by laser surface melting with Excimer laser. Corros Eng Sci Techn. 2012; 47(3):188–202.
Paglia, C. S., Pitts, B. C., Carroll, M. C., Reynolds, A. P., Buchheit, R. G. Investigating post-weld heat treatments to increase the corrosion and the environmental cracking behavior of 7075-T6 friction stir weld. In: Trends in Welding Research: Proceedings of the 6th International Conference. Phoenix, AZ: ASM International; 2002:15–19. [Apri].
Paleocrassas, G. A. Feasibility investigation of laser welding aluminum alloy 7075–T6 through the use of a 300 W, single-mode, ytterbium fiber optic laser, 2005. [MSc thesis, North Carolina State University].
Pasang, T., Sabol, J. C., Misiolek, W. Z., Mitchell, R., Short, A. B., Littleflair, G., Metallurgy and deformation of electron beam welded similar titanium alloys. 4th Manufacturing Engineering Society International Conference. 2011. [Cadiz, 21–23 September].
Pierron, N., Sallamand, P., Matteï, S. Study of magnesium and aluminium alloys absorption coefficient during Nd:YAG laser interaction. Appl Surf Sci. 2007; 253(6):3208–3214.
Polmear, I. J. Light Alloys: Metallurgy of the Light Metals, 3rd edn. New York: Halsted Press, imprint of John Wiley & Sons, 1995.
Proton, V., Alexis, J., Andrieu, E., Blanc, C., Delfosse, J., Lacroix., L., Odemer, G. Influence of post-welding heat treatment on the corrosion behavior of a 2050-T3 aluminum-copper-lithium alloy friction stir welding joint. J Electrochem Soc. 2011; 158(5):C139–C147.
Ready, J. F., Farson, D. F. LIA Handbook of Laser Materials Processing. Pineville, LA: Magnolia Publishing, 2001.
Richter, K., Behr, W., Reisgen, U. Low heat welding of titanium materials with a pulsed Nd:YAG laser. Material Wiss Werkst. 2007; 38(1):51–56.
Rukadikar, M. C., Reddy, G. P. Influence of chemical composition and microstructure on thermal conductivity of alloyed pearlitic flake graphite cast irons. J Mater Sci. 1986; 21:4403–4410.
Sakamoto, H., Shibata, K., Dausinger, F. Effect of alloying elements on weld properties in CO2 laser welding of aluminium alloys. Welding International. 2003; 17(7):509–513.
Sánchez-Amaya, J. M., Delgado, T., De Damborenea, J. J., López, V., Botana, F. J., Laser welding of AA 5083 samples by high power diode laser. Sci Technol Weld Join. 2009; 14(1):78–86.
Sánchez-Amaya, J. M., Delgado, T., González-Rovira, L., Botana, F. J., Laser welding of aluminium alloys 5083 and 6082 under conduction regime. Appl Surf Sci. 2009; 255(23):9512–9521.
Sánchez-Amaya, J. M., Boukha, Z., González-Rovira, L., Botana, F. J., Influencia del gas de protección sobre la soldadura laser de AA5083. XI Congreso nacional de materiales. 2010. [P0-095, Zaragoza, Spain, June 2010].
Sánchez-Amaya, J. M., Boukha, Z., González-Rovira, L., Navas, J., Martín-Calleja, J., Botana, F. J., Laser texturization to improve absorption and weld penetration of aluminium alloys. J Laser Appl. 2012; 24(1):012002.
Sánchez-Amaya, J. M., Boukha, Z., Amaya-Vázquez, M. R., Botana, F. J., Laser weldability of aluminium alloys with high power diode laser. Welding Journal. 2012; 91(5):155–161.
Sánchez-Amaya, J. M., Boukha, Z., Amaya-Vázquez, M. R., González-Rovira, L., Botana, F. J., Analysis of the laser weldability under conduction regime of 2024, 5083, 6082 and 7075 aluminium alloys. Mater Sci Forum. 2012; 713:7–12.
Seto, N., Katayama, S., Matsunawa, A. High-speed simultaneous observation of plasma and keyhole behavior during high power C02 laser welding: effect of shielding gas on porosity formation. J Laser Appl. 2000; 12(6):245–250.
Shi, Y., Zhong, F., Li, X., Gong, S., Chen, L., Effect of laser beam welding on tear toughness of a 1420 aluminum alloy thin sheet. Mat Sci Eng A – Struct. 2007; 465:153–159.
Shi, Y., Zhong, F., Xiaoyan, L., Gong, S., Chen, L., Effect of laser beam welding on fracture toughness of a Ti-6. 5Al-2Zr-1Mo-1 V alloy sheet. J Mater Sci. 2007; 42:6651–6657.
Sibillano, T., Ancona, A., Berardi, V., Lugara, P. M. Correlation analysis in laser welding plasma. Opt Commun. 2005; 251:139–148.
Sibillano, T., Ancona, A., Berardi, V., Schingaro, E., Parente, P., Lugara, P. M., Correlation spectroscopy as a tool for detecting losses of ligand elements in laser welding of aluminium alloys. Opt Lasers Eng. 2006; 44:1324–1335.
Sibillano, T., Ancona, A., Berardia, V., Schingaro, E., Basilea, G., Lugara, P. M., A study of the shielding gas influence on the laser beam welding of AA5083 aluminium alloys by in-process spectroscopic investigation. Opt Lasers Eng. 2006; 44:1039–1051.
Sibillano, T., Ancona, A., Berardi, V., Schingaro, E., Basile, G., Lugarà, P. M. Optical detection of conduction/keyhole mode transition in laser welding. J Mater Process Tech. 2007; 191:364–367.
Spina, R., Tricarico, L., Basile, G., Sibillano, T. Thermo-mechanical modeling of laser welding of AA5083 sheets. J Mater Process Tech. 2007; 191:215–219.
Steen, W. M. Laser Material Processing. New York: Springer-Verlag; 1991.
Squillace, A., Prisco, U., Ciliberto, S., Astarita, A. Effect of welding parameters on morphology and mechanical properties of Ti–6Al–4 V laser beam welded butt joints. J Materials Process Tech. 2012; 212(2):427–436.
Sun, Z., Annergren, I., Pan, D., Mai, T. A. Effect of laser surface remelting on the corrosion behaviour of commercially pure titanium sheet. Mater Sci Eng A. 2003; 345(1–2):293–300.
Tani, G., Ascari, A., Campana, G., Fortunato, A., A study on shielding gas contamination in laser welding of non-ferrous alloys. Appl Surf Sci. 2007; 254(4):904–907.
Tani, G., Campana, G., Fortunato, A., Ascari, A., The influence of shielding gas in hybrid LASER-MIG welding. Appl Surf Sci. 2007; 253:8050–8053.
Torkamany, M. J., Malek Ghaini, F., Papan, E., Dadras, S. Process optimization in titanium welding with pulsed Nd-YAG laser. Sci Adv Mater. 2012; 4:489–496.
Torster, F., dos Santos, J. F., Hutt, G., Kocak, M. ‘The use of titanium alloys for dynamic risers: a literature review’, Report GKSS 97/E/38. Geesthacht: GKSS Forschungszentrum Geesthacht GmbH; 1997.
Tricarico, L., Spina, R., Sorgente, D., Ancona, A., Sibillano, T., Basile, G. Experimental analysis of AA5083 butt joints welded by CO2 laser. Key Eng Mat. 2007; 344:745–750.
Tsay, L. W., Shan, Y. P., Chao, Y. H., Shu, W. Y. The influence of porosity on the fatigue crack growth behaviour of Ti–6Al–4 V laser welds. J Mater Sci. 2006; 41:7498–7505.
Tsay, L. W., Hsu, C. L., Chen, C., The influence of microstructures on the notched tensile fracture of Ti–6Al–6 V–2Sn welds at elevated temperatures. ISIJ International. 2010; 50(1):128–132.
Tsay, L. W., Hsu, C. L., Chen, C., Notched tensile fracture of Ti–4. 5Al–3 V– 2Fe–2Mo welds at elevated temperatures. Mater Chem Phys. 2010; 120:715–721.
Wang, H., Shi, Y., Gong, S., Duan, A. Effect of assist gas flow on the gas shielding during laser deep penetration welding. J Mater Process Tech. 2007; 184:379–385.
Wang, S. H., Wei, M. D., Tsay, L. W. Tensile properties of LBW welds in Ti– 6Al–4 V alloy at evaluated temperatures below 450 °C. Mater Lett. 2003; 57:1815–1823.
Williams, S. W., Scott, G., Calder, N. J. Direct diode laser welding of aerospace alloys. Laser Opto. 2001; 33:50–54.
Williams, S., Ambat, R., Price, D., Jariyaboon, M., Davenport, A., Wescott, A. Laser treatment method for improvement of the corrosion resistance of friction stir welds. Mater Sci Forum. 2003; 426–432:2855–2860.
Wu, A. P., Zou, G. S., Rena, J. L., Zhanga, H. J., Wangb, G. Q., Liub, X., Xie, M. R. Microstructures and mechanical properties of Ti–24Al–17Nb (at. %) laser beam welding joints. Intermetallics. 2002; 10:647–652.
Yue, T. M., Yu, J. K., Mei, Z., Man, H. C. Excimer laser surface treatment of Ti–6Al–4 V alloy for corrosion resistance enhancement. Mater Lett. 2002; 52(3):206–212.
Zaveri, N., Mahapatra, M., Deceuster, A., Peng, Y., Li, L., Zhou, A. Corrosion resistance of pulsed laser-treated Ti–6Al–4 V implant in simulated biofluids. Electrochim Acta. 2008; 53:5022–5032.
Zervaki, A. D., Haidemenopoulos, G. N., Vriami, D. P., Lambrakos, S. G. Case-study inverse thermal analyses of Al2139 laser welds. J Mater Eng Perform. 2012; 21(6):777–785.
Zhang, J., Fan, D., Sun, Y., Zheng, Y. Microstructure and hardness of the laser surface treated titanium. Key Eng Mater. 2007; 353–358:1745–1748.
Zhang, Y., Wang, X., Wu, J., The influence of silicon content on the thermal conductivity of Al-Si/diamond composites. International Conference on Electronic Packaging Technology & High Density Packaging (ICEPT-HDP. 2009:708–712.
Zhao, H., DebRoy, T. Weld metal composition change during conduction mode laser welding of aluminium alloy 5182. Metall Trans B. 2001; 32B:163–172.
Zhao, H., White, D. R., Debroy, T. Current issues and problems in laser welding of automotive aluminium alloys. Int Mater Rev. 1999; 44(6):238–266.