
Laser welding and brazing of dissimilar materials
Abstract:
Mixed-material joints between, for example, aluminium and steel or aluminium and CFRP are increasingly used in modern automotive, airplane or ship lightweight structures. The chapter addresses the present state-of-the-art and future perspectives for laser-based joining of such material combinations, focusing on both joining processes and joint properties.
9.1 Introduction
Today’s products cannot be thought of without joints between different materials, either between different metals or even between metals and plastics or composites. In those cases where the basic elements differ (e.g. aluminium and steel) or different classes of materials (e.g. aluminium and CFRP) are used, the joint is called a dissimilar or mixed-material joint.
Such mixed-material joints are increasingly used in modern lightweight structures, e.g. in cars or airplanes. The driving force behind this development towards multi-material lightweight designs is to reduce the ecological footprint of transportation by reducing fuel consumption. As an example, the European Commission has adopted a comprehensive strategy in 2007 to considerably reduce CO2 emissions associated with new cars and vans in order to ensure that the EU complies with the greenhouse gas emission targets of the Kyoto Protocol. Both the production and the consumer (in use) side of CO2 emissions are tackled, with the long-term objective of limiting average CO2 emissions from new cars to 120 g/km by 2012 (a reduction of around 25% compared to 2006 levels) (Smokers, 2006).
One opportunity to reach these goals (aside from switching to alternative concepts such as electric vehicles) is to reduce weight. With the overall trend towards more and more amenities in passenger cars (air conditioning, electrical seats, and so on), the only option seems to be to reduce structural weight whilst maintaining or even improving structural performance (see survey by Thomy et al., 2007a).
A recent example of such attempts is the European Super LIGHT-CAR project, where a wide variety of steel, aluminium, magnesium and CFRP materials are used to ensure maximum, locally optimised structural properties of the car body at minimised overall weight (N.N., 2009; Toelle, 2011) (Fig. 9.1). The predominant joint in this study was between aluminium and steel.
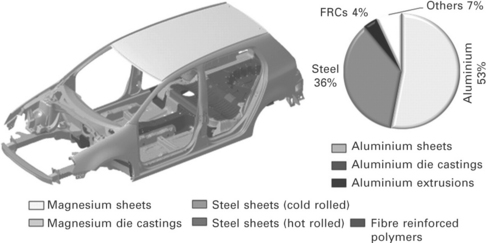
9.1 Mixed-material design in the automotive industry (N.N., 2009).
However, although the advantages of specifically adapted material combinations may be numerous, the challenges, especially considering an appropriate joining technology, are also significant. These challenges result from the differing properties of the materials, which have a considerable effect on both the joining process and the properties of the weld. With respect to thermal joining processes, these challenges are primarily associated with two properties:
1. Different coefficients of thermal expansion, potentially resulting in excessive distortion and residual stresses.
2. Limited solubility of the joining partners (in some important cases, such as aluminium and iron), potentially resulting in brittle intermetallic phases in the joining zone and inadequate joint properties.
Both effects are related to the heat input by the welding process and, in general, tend to be more detrimental with higher heat input. This makes it highly desirable to precisely control heat input and, if possible, limit it – an ideal playground for laser-based processes, which is the focus of this chapter on laser welding of dissimilar materials.
9.2 Special issues in joining of dissimilar materials
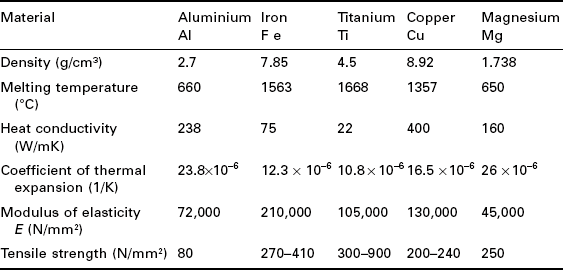
As illustrated above, the key challenges associated with joining of dissimilar metals are differences in (thermophysical) properties and potential limited solubility of the materials with each other. Properties such as thermal conductivity, melting temperature and coefficient of thermal expansion can have a significant effect on the mechanical and micostructural properties of the resulting joint.
The main physical properties of exemplary (pure) metals considered as basic elements in alloys used in the transportation industry for either structure (aluminium, iron, titanium, magnesium) or (electrical) equipment components (aluminium, copper) are given in Table 9.1. As an example, for the case of aluminium-steel joints widely investigated (see survey in Thomy, 2009), the differences in thermal expansion in combination with the differences in the modulus of elasticity will result in thermally induced stresses, potentially leading to excessive distortion or residual stresss. This is often especially challenging in cases where complex parts requiring precise fit-up are to be joined.
The fundamental challenge to thermal joining of some (yet not all) dissimilar metals, however, arises from the limited solubility and, as a result, from the formation of intermetallic phases between the two metals. These are a potential location of brittle fracture under dynamic or even static load.
As an example, in the binary system Al-Fe, the solubility of Al in Fe is fairly limited, and exceeding an Al-content of 12 vol.% in Fe, intermetallic phase formation occurs. Conversely, the solubility of Fe in liquid Al is close to zero, which results in a very early interfacial phase formation when Fe is dissolved in Al. Depending on the aluminium content and the time-temperature cycle, the phases Fe3Al, FeAl, FeAl2 Fe2Al5 and FeAl3 or even more complex structures of higher order may be formed (see Table 9.2). However, for typical laser-based joining processes, thermodynamic calculations show that the aluminium-rich phases will be formed preferably.
Table 9.2
Properties of intermetallic phases for the binary system Fe-Al
| Phase | Micro hardness HV |
| FeaAl | 250-350 |
| FeAl | 400-1050 |
| FeAl2 | 1000-1050 |
| Fe2Al5 | 1000-1100 |
| FeAla | 820–980 |
This is also substantiated by experimental investigations (Wirth et al, 2007). Unfortunately, as phase layer hardness increases with increasing aluminium content, these phases show a significant hardness in the range of 600–1100 HV (Table 9.2).
The binary system Ti-Al (Hansen, 1958) is also characterised by limited solubility, consequently showing comparable phase formation behaviour. Exceeding an aluminium content of approx. 10 at.% in the titanium, a composite of Ti and Ti3Al will be formed. With rising aluminium content the phases TiAl, TiAl2 and TiAl3 are formed, respectively. On the aluminium-rich side, the low solubility of titanium leads to an early formation of the intermetallic phase TiAl3 when the titanium content exceeds approx. 2 at.%. Based on thermodynamic assumptions, it is predicted that the TiAl3 phase is formed preferably, which again is found in experimental studies on laser joining (Möller et al, 2010b). Compared to the system Fe-Al, the intermetallic phases tend to show less hardness (Möller et al., 2010b), which in turn makes them less detrimental to mechanical joint properties.
However, other systems, such as Fe-Cu, show excellent solubility with each other (ASM, 1993), consequently not producing any intermetallic compound in thermal joining. Yet, most technically relevant examples for dissimilar joints in structures require the joining of alloys with limited solubility, such as iron-based alloys with aluminium alloys. Because such joints typically require high strength and toughness, the formation of brittle intermetallic phases has to be limited to a minimum size (Radscheit, 1997; Zerner et al, 1999).
Aside from alloying element distribution (Gebhardt and Obrowski, 1953; Rabkin and Rjabow, 1967), as an important driving mechanism for phase formation is diffusion (Achar et al., 1980a), limiting the time where the joining zone is at elevated temperature is an effective means to reduce phase formation and potentially decrease joint brittleness (Achar et al., 1980b). In other words, heat input has to be reduced and the time-temperature cycle has to be precisely controlled (Ozaki et al., 2010).
In conclusion, both issues – distortion and phase layer formation – call for a reduction of the heat input by the joining process. Under these considerations, laser-based joining processes, as highly controlled processes typically characterised by low heat input and high speed, seem to be an appropriate solution to obtain optimised joints in dissimilar metals.
9.3 Laser joining processes and their applications
9.3.1 General considerations
With respect to laser-based joining processes for lightweight structures, the stage of the joining process in the process chain has to be considered in order to select the appropriate process for joining. Basically, the joining of dissimilar metals can be performed during the production of semi-finished products such as tailored blanks (Engelbrecht et al., 2006) or during the production of the structure itself. The first option has the advantage of a mostly two-dimensional joining task and excellent fit-up tolerances. However, the tailored blank in general and the joint in particular will have to show a good formability for the subsequent stamping process, which is usually required to obtain three-dimensional structural elements. Conversely, joining of three-dimensional structural elements will not face the challenge of formability, but rather of poor fit-up tolerances (Thomy et al., 2007a).
Table 9.3 gives a concise, yet not comprehensive overview of some recent research work in the field of laser joining of dissimilar materials, grouped by material combinations investigated. Although these combinations are among the most challenging, most research work was carried out on joining of aluminium to steel and aluminium to titanium, two combinations with significant relevance for the automotive industry (Al-Fe) and the aircraft industry (Al-Ti), respectively.
Table 9.3
Some recent research activities in the field of laser joining of dissimilar materials
| Material 1 | Material 2 | Selection of publications |
| Aluminium | Steel | Dharmendra et al. (2011) |
| Engelbrecht et al. (2006) | ||
| Güngör and Gerritsen (2008) | ||
| Katayama et al. (1998) | ||
| Kreimeyer et al. (2001, 2002a, 2002b, 2004) Kreimeyer and Vollertsen (2006) | ||
| Mathieu et al. (2005, 2007) | ||
| Möller et al. (2009, 2010b) | ||
| Ozaki et al. (2010) | ||
| Radscheit (1997) | ||
| Saida et al. (2004, 2008) | ||
| Schubert and Zerner (1999) | ||
| Thomy et al. (2007a, 2007b, 2007c, 2008); Thomy and | ||
| Vollertsen (2009, 2011) | ||
| Vollertsen and Thomy (2009, 2011) | ||
| von der Haar et al. (2008) | ||
| Vrenken et al. (2009) | ||
| Zerner et al. (1999); Zerner (2002) | ||
| Aluminium | Titanium | Chen et al. (2010, 2011) |
| Kreimeyer and Vollertsen (2005) | ||
| Möller et al. (2010b) | ||
| Ozaki et al. (2009) | ||
| Aluminium | Copper | Jokiel et al. (2005) |
| Kraetzsch et al. (2011) | ||
| Mai and Spowage (2004) | ||
| Steel | Copper | Mai and Spowage (2004) |
9.3.2 Laser brazing and welding
For material combinations with low solubility, most laser-based joining processes can generally be grouped into those designed to melt only the aluminium side of the joint with or without filler wire and laser brazing processes, trying to avoid the melting of both base materials.
In the latter processing approach for joining of aluminium to steel, mostly high-power diode lasers (Saida et al., 2008) or Nd:YAG lasers are used for standard seam geometries such as raised edge welds and fillet welds in overlap configuration (Mathieu et al., 2005). As filler materials, a wide range of alloy systems based on zinc, aluminium or silver were considered. Partly depending on the selection of filler materials as well as on the surface layer of the steel, the use of flux is suggested.
The other processing approach, i.e. melting only the lower melting material with or without filler wire, is called ‘braze welding’ by some authors (e.g. Mathieu et al., 2007). The bond is then obtained by brazing with the lower-melting melt onto the higher melting substrate material (e.g., steel).
A typical example for joining aluminium to steel in overlap configuration by this approach is provided by Mathieu et al. (2007), where heterogeneous steel-aluminium assemblies were joined by welding in the aluminium and brazing on the steel sheet. The filler material was a Zn-based alloy chosen for its compatibility with the aluminium alloys and its low melting temperature. Similar results are described in Vrenken et al. (2009), however at elevated brazing speed of up to 4 m/min at a laser power of 4.5 kW.
For joining of aluminium to steel (zinc-coated) in butt joint configuration, a laser welding process using either CO2 or Nd:YAG laser for sheet thicknesses in the range of 1 mm was suggested (Fig. 9.2) (see, e.g., Thomy et al, 2007a). The laser beam was positioned completely on the aluminium side of the joint to obtain a deep-penetration weld. The molten aluminium then wetted the steel sheet (to which flux was applied). Mainly for process stabilisation (and not predominantly for metallurgical reasons), filler wire was used.
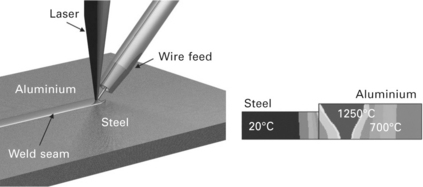
Crucial factors of influence were the exact positioning of the beam relative to the interfacial region between aluminium and steel and the use of specially designed clamping devices to avoid the opening of a gap during the process. Using an Nd:YAG laser with 4 kW power, a joining speed of up to approx. 8 m/min was demonstrated, with the joints mostly failing in the aluminium.
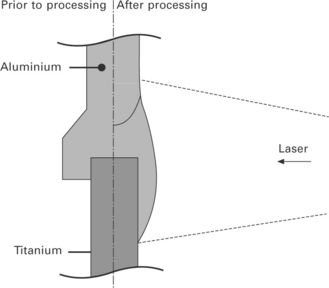
A comparable approach was pursued for joining of aluminium to titanium for aircraft applications (see, e.g., Möller et al., 2010a). In this process, again the aluminium is molten in order to wet the higher-melting joining partner, the titanium. However, contrary to the above example for joining of aluminium to steel, a heat conduction and not a deep-penetration laser welding process is carried out. The sheets are arranged in vertical position with aluminium on top to achieve a good wetting of the titanium sheet under the effect of gravitation (Fig. 9.3).
A typical joint appearance from Möller et al. (2010a) and a cross section are given in Fig. 9.4. By the simultaneous joining process, a reproducible, constant wetting of the titanium for joint lengths of 1 m was achieved. For the same material combination, Chen et al. (2010) and Chen et al. (2011) investigated a single-sided joining process using filler for good wetting.
9.4 Aluminium-titanium joint surface and cross section (laser power 1.75 kW each side, joining speed 0.22 m/min) (Möller et al., 2010a).
Whereas the two combinations steel/aluminium and aluminium/titanium (which are the focus of this chapter) are mainly considered for structural applications, joints between aluminium and copper or stainless steel and copper are of importance in electronics and precision mechanics.
Welding of (stainless) steel to copper (or brass) is a task encountered, for example, in precision mechanics for joining heat conduction elements (Mai and Spowage, 2004). These materials, such as aluminium and iron, typically also show limited solubility. However, as part dimensions and the melt pools are typically much smaller, heat input is smaller and the cooling rate is much higher than for macro applications considered for aluminium-steel and aluminium-titanium joints. Consequently, using pulsed laser spot welding techniques (melting both materials) can also be feasible, resulting in at least sufficient mechanical properties of the joints.
Such pulsed laser spot welding techniques are also used for joining of aluminium to copper especially in the micro range (Jokiel et al., 2005). For thicker sections, either direct laser welding in overlap configuration or laser joining using oscillating beam techniques (Kraetzsch et al., 2011) was considered to join sheet thicknesses of up to 2 mm, for example for application in electrical conductors.
9.3.3 Combined and special processes involving lasers
In order to further improve joint properties, a variety of combined processes have been suggested:
• laser joining with superimposed force (Radscheit, 1997)
• laser-MIG hybrid welding (Kreimeyer and Vollertsen, 2006; Thomy and Vollertsen, 2009a)
• fluxless laser-plasma hybrid welding (Möller et al., 2009).
In Radscheit (1997), a process for joining of aluminium to steel in overlap configuration with additional, superimposed clamping/forming force enacted by a specially designed welding head is presented. The joining zone is irradiated by either Nd:YAG or high-power diode laser, thus heating both materials, melting the aluminium and wetting the steel with the aluminium (Fig. 9.5). By optimising heat input, the formation of intermetallic phases was restricted significantly. The basic advantage of this process is that joints with one flat side (optimised for material flow in forming tools) can be obtained (Fig. 9.6), however at the limitation that only two-dimensional welds with limited curvature can be produced (Ozaki et al., 2010). This seems to limit the process to tailored blank applications or aluminium.

9.5 Laser joining with superimposed force – process principle and temperature distribution for overlap joints (see, e.g., Thomy, 2009).
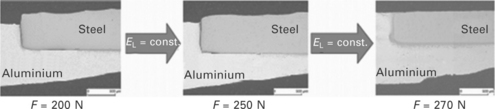
9.6 Laser joining with superimposed force – effect of force at constant heat input (see Thomy et al., 2008)
More recently, a laser MIG hybrid welding process for dissimilar metals was suggested by Kreimeyer and Vollertsen (2006) and developed further by Thomy and Vollertsen (2009). In this process, a laser beam (CO2, Nd:YAG, YB fibre or Yb:YAG) and a MIG-arc operated in the pulsed mode are used.
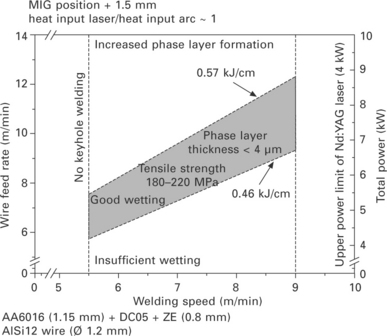
The process principle is depicted in Fig. 9.7. The aluminium and steel sheet are arranged preferably in butt joint configuration, also allowing a gap. The laser beam is positioned on the aluminium side. During joining, the edge of the aluminium sheet is molten, and together with the molten wire, the gap between the aluminium and the steel is bridged and the steel is wetted by the aluminium melt. Figure 9.8 gives the top view and the cross section of a typical aluminium-steel joint obtained by laser MIG hybrid welding using optimised parameter settings. It is obvious that the weld seam is smooth and its width and the wetting length are fairly constant over the total seam length. In particular, no weld sagging, undercut or excessive spatters were observed. There was no melting of the steel sheet, and the weld showed only few small pores close to the face side of the steel sheet. This was attributed to the use of flux on the face side, which can contain humidity and, as a consequence, be a source of hydrogen to the melt pool. Moreover, the authors have suggested a parameter envelope giving basic rules for adjusting the parameters to obtain appropriate joint properties (i.e. with respect to seam appearance, tensile strength and phase layer thickness), which equal or surpass those reported in the literature, however at a significantly elevated speed of 6 mm/min or higher (Fig. 9.9).
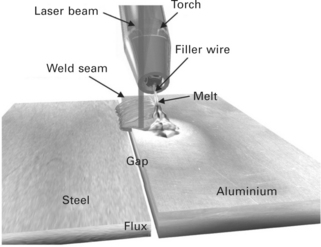
9.7 Principle of the laser MIG hybrid joining process (Thomy and Vollertsen, 2009).
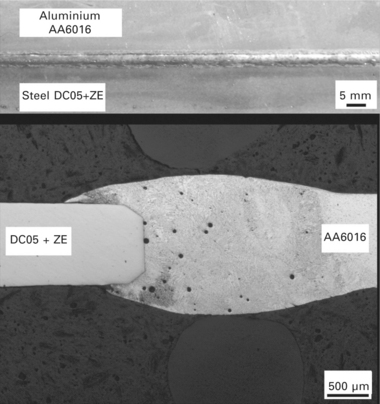
9.8 Top view and cross section of a laser MIG hybrid welded aluminium-steel specimen (Thomy and Vollertsen, 2009).
9.9 Process parameter envelope for laser MIG hybrid welding of aluminium to steel (Thomy and Vollertsen, 2009).
Although this process yielded state-of-the-art properties at high productivity, it was still required to apply flux to the uncoated edge of the zinc-coated steel sheet to support wetting. In order to avoid the use of potentially corrosive flux, a laser-plasma hybrid welding was developed by Möller et al. (2009) as a coaxial combination of laser beam and plasma arc. The principle of the laser plasma hybrid joining process is depicted in Fig. 9.10. A ring-shaped plasma beam is used to heat the steel and the aluminium and activate and clean the surfaces, whereas an Nd:YAG laser beam increases heat input and stabilises the plasma arc, thus allowing a higher joining speed and the joining of thicker aluminium sheets. The combined heat input led to a melting of the aluminium and a wetting of the steel by the aluminium, which was further promoted by the heating of the steel by the plasma arc. Overlap joints (ENAW 6016, 2mm + DC 05 + Z, 0.8 mm) were carried out using AlSi12 filler wire, and the authors found joining aluminium-steel tailored hybrid blanks without flux at an elevated speed of 2.6 m/min feasible.
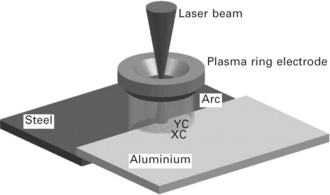
9.10 Principle of laser-plasma hybrid joining (after Möller et al., 2009).
9.3.4 Application potentials
As discussed above (and in detail in Thomy, 2009), one of the important application fields for laser joining of dissimilar materials is the transportation industry. The first significant area of application is the production of tailored hybrid blanks preferably from aluminium and steel, the focus of many application studies (see, e.g., Thomy and Vollertsen, 2009). An example of such a tailored hybrid blank (produced by Nd:YAG laser MIG hybrid welding) is shown in Fig. 9.11. The aluminium and steel sheet with a length of 400 mm were joined in butt joint configuration at a competitive speed of 66 m/min. Consequently, and taking into account the limits in formability in design of the parts as well as forming tools, such hybrid blanks may be used in lightweight structures in a way comparable to conventional tailored blanks.

9.11 Aluminium-steel tailored hybrid blank after hydromechanical deep drawing (Courtesy: LFT, Chair of Manufacturing Technology, University Errlangen-Nuremberg and BIAS; Thomy and Vollertsen, 2009).
The second field of application is the welding of tailored hybrid tubes or other three-dimensional structural elements (see, e.g., Thomy et al., 2007a). As an example, the tube displayed in Fig. 9.12(a) was produced by Nd:YAG laser MIG hybrid welding (welding speed 4 m/min) from aluminium and zinc-coated steel tubes with a diameter of approx. 10 cm. Joint configuration was fillet welding in overlap configuration, with the aluminium tube on top. Comparable elements and structures may be used for structural elements (e.g. axles) in the automotive industry.
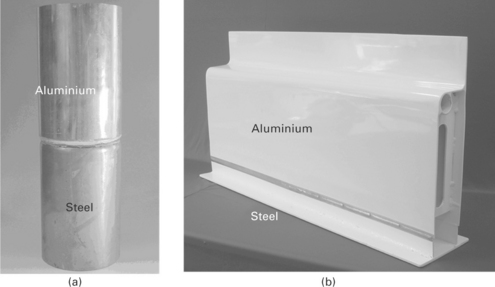
9.12 (a) Aluminium-steel tailored hybrid tube joined by laser-MIG process; (b) yacht deckhouse element, painted aluminium and steel (length: 1 m, material thickness: 33 mm) (after Thomy et al., 2007a).
However, not only the automotive industry, but also shipbuilding may be a potential field of application of dissimilar joints in more complex structures. In modern shipbuilding (especially of yachts and military vessels), material combinations of aluminium and steel are already used in order to improve structural properties predominantly in view of stiffness, weight and position of the centre of gravity. Whereas the hull is normally manufactured from steel, the upper decks or the deckhouse are made from aluminium alloys. A structural part of a yacht deckhouse (steel on the lower part of the demonstrator and aluminium on the upper part, thickness 3 mm each, length 1 m) joined in butt joint configuration by laser MIG hybrid welding using a CO2 laser is shown in Fig. 9.12(b) (see, e.g., Thomy et al., 2007c). With this demonstrator produced in an industrial environment, a static strength of up to 140 MPa was achieved. This is a significant improvement compared to the so-called ‘Triclad®’ profiles (explosion welded transition profiles between aluminium and steel) used in shipbuilding today.
Comparably large structures from dissimilar materials are also found in aircraft. A potential application for laser joining of dissimilar materials is found in the so-called seat track, to which seats and other cabin interior are mounted. Currently, in most cases, aluminium is used for these seat tracks. However, to avoid defects from the presence of liquids in the passenger cabin, it is desired to use titanium instead of aluminium in the top area of the seat track. Since the remaining seat track part should still be made of aluminium (especially for cost reasons), laser joining for aluminium titanium seat tracks was developed (Möller et al., 2010a). Figure 9.13 shows a demonstrator seat track with a length of 1 mm produced by the process presented in Section 9.3.3, fulfilling all relevant industrial requirements with respect to process and properties.
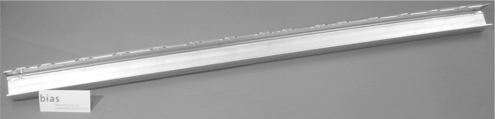
9.13 Demonstrator of titanium-aluminium aircraft seat tracks (Möller et al., 2010a).
9.4 Formation and properties of dissimilar joints
9.4.1 Joint formation and the intermetallic phase layer
In most laser processes discussed, the bonding between the different joints is obtained by brazing, which makes two aspects especially crucial for the properties of the joints:
• the wetting of the substrate material by the melt (braze metal), and
• the formation of intermetallic phases in the interfacial zone between the braze metal and the substrate metal.
For the case of joining of aluminium to steel, several authors have identified the relevance of a zinc coating on the steel substrate (Kreimeyer et al., 2004; Güngör and Gerritsen, 2008) for the wetting process in general and the resulting wetting length in particular. In case wetting occurs, typically a marked zinc-rich region is observed in the interfacial zone, mostly close to the tip of the wetted zone (Fig. 9.14) (see, e.g., Mathieu et al., 2007). Studies by Vollertsen and Thomy (2009, 2011) seem to suggest that the wetting length is essentially correlated to the melting isotherm of the zinc coating. However, the behaviour of the zinc coating during wetting is not completely elucidated yet.
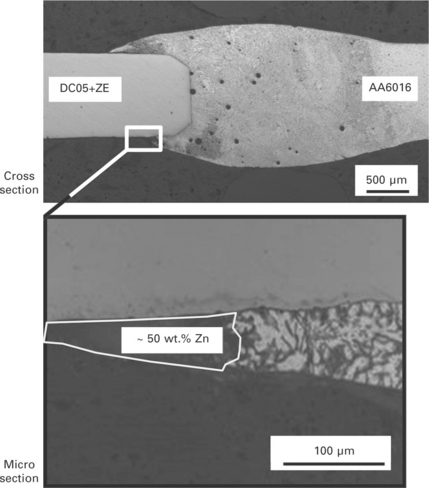
9.14 Zinc-rich region at the tip of the wetted zone, laser-MIG hybrid welding (after Vollertsen and Thomy, 2009).
Provided wetting has occurred, typically an intermetallic phase layer is formed. For the case of joining aluminium to steel, Wirth et al. (2007) has taken a closer look at a typical intermetallic phase layer (Fig. 9.15 right) and subjected it to EDX (Fig. 9.15 left) and EBSSD (Fig. 9.16) (see also Thomy, 2009). It was established that the intermetallic phase layer consisted of Al5Fe2 and Al3Fe. The Al5Fe2 phase forms a continuous layer between the aluminium and the steel, whereas the Al3Fe-phase forms needle-shaped structures protruding into the aluminium matrix. Comparable results were found by Mathieu et al. (2007).
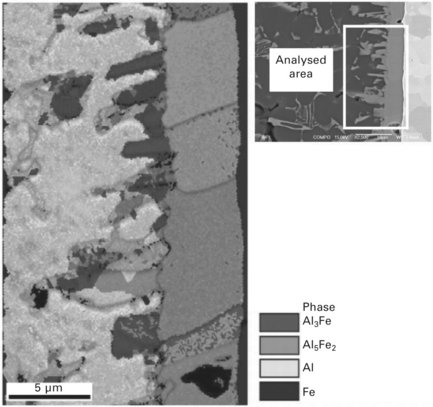
9.15 SEM (right) and EDX (left) of a typical phase layer in aluminium-steel joints (courtesy: MPIE Dusseldorf).

9.16 Orientation of the grains of a typical phase layer in aluminiumsteel joints (courtesy: MPIE Dusseldorf).
Regarding crystal orientation, there seems to be a preferred growth direction for Al5Fe2 perpendicular to the steel sheet surface, whereas the Al3Fe needles show a more or less random orientation. This was interpreted by Wirth et al. (2007) as follows: initially, only the Al3Fe-phase is created during heating by diffusion of Fe atoms into the aluminium as a layer between the two metal sheets. The continuous phase of Al3Fe2 is created by diffusion of Al atoms into the iron at temperatures above the melting temperature of aluminium (Radscheit, 1997). The formation of the needle-shaped Al3Fe phase should then be connected to the cooling at temperatures between 50 and 350°C.
As is to be expected by the nature of phase formation, heat input and, consequently, process parameter variations can have a significant effect on phase layer thickness. For example, for the case of Nd:YAG laser MIG hybrid welding of aluminium to steel, Thomy and Vollertsen (2009) have found a slight trend towards an increase in intermetallic phase layer thickness with increasing laser power (Fig. 9.17), staying below approximately 4 mm, however, for most laser powers. For a laser power of 3400 W, a marked increase in phase layer thickness to 12 mm on average at significant scatter was observed, and cracking occurred without external load. This substantiates the generally held belief that a phase layer thickness exceeding 10 mm should be avoided in all cases (see, e.g., Radscheit, 1997).
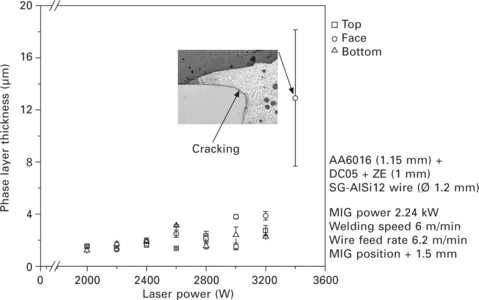
9.17 Effect of laser power on phase layer thickness for laser MIG hybrid welding of aluminium to teel (see, e.g., Thomy and Vollertsen, 2009).
For the case of joining of aluminium to titanium, Möller et al. (2010a) have investigated phase layer thickness depending on heat input (Fig. 9.18). Again, it was found that with increasing heat input, phase seam thickness is also increased.
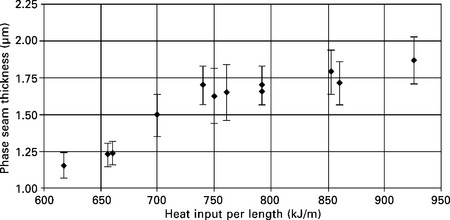
9.18 Effect of heat input per length on phase seam thickness for laser welding of aluminium to titanium (Möller et al., 2010a).
9.4.2 Mechanical properties and formability
The mechanical properties in general, and tensile as well as fatigue strength in particular, of dissimilar joints are closely related to the two crucial aspects of bonding:
• the wetting of the substrate material by the melt (braze metal), and
• the formation of intermetallic phases in the interfacial zone between the braze metal and the substrate metal.
Generally, a strong correlation between wetting length and tensile strength is found (Möller et al, 2009). Figure 9.19 gives the correlation between wetting length and tensile strength for aluminium-steel overlap joints. For the same case, Mathieu et al. (2007) have found a roughly linear correlation between wetting length and tensile strength, despite significant scatter.
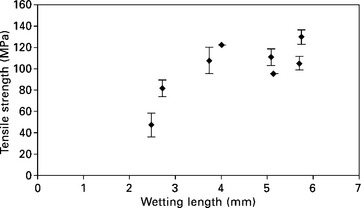
9.19 Relation between wetting length (i.e. the transverse length of the steel/seam interface) and tensile strength (Möller et al., 2009).
However, not only wetting length, but also the shape of the weld seam (which is, of course, often associated with wetting length; Möller et al, 2009), have an influence on static strength. In general, it is found that a smoother transition between the braze metal and the substrate (i.e., a smaller wetting angle, indicating better wetting) should improve tensile strength even under static conditions (Mathieu et al., 2007).
In fatigue testing of laser MIG hybrid welded samples, an influence of several geometrical parameters of the seam on fatigue strength was identified (Thomy et al., 2007b). In particular, with increasing gap and, consequently, decreased wetting length at otherwise unchanged parameters, the upper tension was reduced (Fig. 9.20).
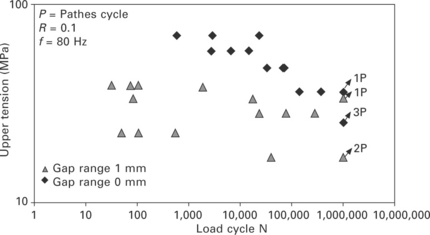
9.20 Fatigue behaviour for gap = 0 mm and 1 mm, respectively for laser MIG hybrid welded aluminium-steel specimens (Thomy et al., 2007 b).
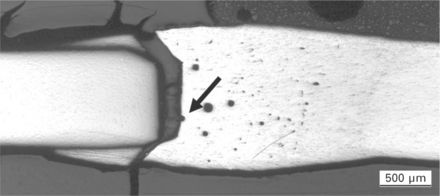
Provided seam quality as such is adequate, the location of fracture not only depends on wetting length, but also on the cross section of the aluminium and the steel sheet. However, the interface zone with its steep property gradient is often associated with crack initiation or crack propagation understatic load as well as in fatigue testing. Thomy and Vollertsen (2009) found that in those cases where the interface zone was involved in fracture, either a phase layer thickness in the range of 10 mm or above or a defect close to the interface zone was identified. In the latter case, fracture typically started at a small pore close to the interface zone and then deviated along the intermetallic phase layer (Fig. 9.21). A closer look at the fracture surface typically reveals remainders of the intermetallic phase layer on both the steel and the aluminium side (see, e.g., Mathieu et al, 2007).
Comparable results were found for aluminium-titanium joints (Chen et al., 2010). Whereas for lower heat input, fracture was in the fusion zone, higher heat input resulted in a steep decrease in tensile strength due to fracture in the interface zone, which was often associated with porosity occurring at higher heat input.
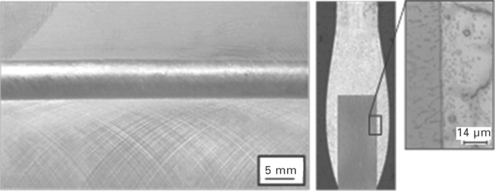
Of significant relevance, especially for tailored hybrid blanks, is formability. For aluminium-steel tailored hybrid blanks produced at adequate parameters, a bend test is typically passed (Thomy and Vollertsen, 2011; Fig. 9.22). In particular, transverse cracking normally does not occur, and delaminations or cracks between the aluminium weld metal and the steel sheet surface are not observed. Moreover, typical limit drawing ratios of at least 1.6 are achieved.
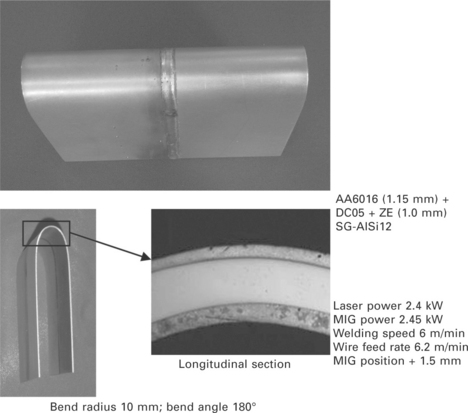
9.22 Result of bend test of laser MIG hybrid welded aluminium-steel sheets (Thomy and Vollertsen, 2011).
In hydromechanical deep-drawing (with a multi-axial stress state), the shape given in Fig. 9.12 (length approx. 250 mm, width approx. 2500 mm, height approx. 45 mm) was achieved applying a pressure of 65 bar. Aside from some slight transverse cracks in the weld metal in the zone of the edge radius of the die plate, no defects were observed. Increasing the pressure much further resulted in longitudinal cracks in the weld metal. Aside from the difference in stress condition compared to static tensile testing and bend testing, another reason is assumed to lie in the fact that both tool and part design were not yet fully optimised. In order to further improve formability, both the forming process and the joint properties of the tailored hybrid blanks before forming should be dealt with. One means to address the latter aspect should be connected to the selection of filler wire with the aim of obtaining a more ductile weld metal.
9.5 Future trends
Whereas until recently laser joining of dissimilar materials meant joining of dissimilar metals, the trend towards the use of composite materials such as CFRP in the aircraft industry, but also in the automotive industry (see Fig. 9.1) has called for appropriate joining processes using lasers also for these challenging combinations.
An approach to directly join plastics to metals or to use plastics as interface materials between dissimilar metals as a means of avoiding phase layer formation has been presented by the research group of Katayama (see, e.g., Katayama et al, 2006, 2007; Niwa et al., 2008) and also investigated by Wang et al. (2010). In this method (so-called LAMP joining), basically laser irradiation is used to promote bonding between the (partially) molten and evaporating plastic (e.g. PET) and the metal. As this method can produce sound joints with considerable strength and is potentially suitable to solve the challenges of intermetallic phase layer formation and corrosion in joining of dissimilar metals such as aluminium and steel, it is to be expected that it will further attract significant interest. Moreover, this method should be of significant interest also for CFRP materials especially with thermoplastic matrix material.
A novel joining process to produce integral, load-bearing aluminium-CFRP-aluminium structures has been suggested by Möller et al. (2010a). The principle is based on the production of a fabric of carbon fibres and titanium wires, which is then thermally joined to the aluminium metallic structure (Fig. 9.23 left). As a thermal joining process, a heat conduction laser beam welding process is used. For the welding process, the aluminium and the titanium wire structure are arranged in a vertical position with the aluminium on top. The defocused laser beam is positioned directly onto the joining zone, simultaneously irradiating both sides of the specimen and creating a brazed bond between the aluminium and the titanium. After thermal joining, the structure is then immersed with the matrix material, e.g. a thermoplastic (Fig. 9.23 right).
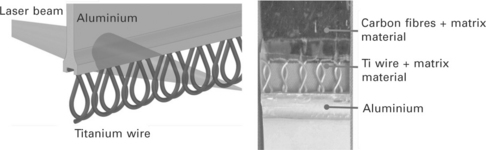
9.23 Principle design approach for integral CFRP-aluminium structures (left); first prototype (right) (Möller et al., 2010a).
9.6 References
Achar, D. R. G., Ruge, J., Sundaresan, S. Verbinden von Aluminium mit Stahl, besonders durch Schweißen. Aluminium. 1980; 56(2):174–193.
Achar, D. R. G., Ruge, J., Sundaresan, S. Metallurgical and mechanical investigations of aluminium-steel fusion welds. Aluminium. 1980; 56(6):391–397.
ASM. Alloy Phase Diagrams, 1993. [Vol. 3. ASM Metal Handbooks. ].
Bargel, H. -J., Schulze, G. Werkstoffkunde, 7th ed. Berlin: Springer; 2000.
Chen, S., Li, L. Q., Chen, Y. B. Interfacial reaction mode and its influence on tensile strength in laser joining Al alloy to Ti alloy. Materials Science and Technology. 2010; 26(2):230–235.
Chen, S., Li, L., Chen, Y., Huang, J. Joining mechanism of Ti/Al dissimilar alloys during laser welding-brazing process. Journal of Alloys and Compounds. 2011; 509:891–898.
Dharmendra, C., Rao, K. P., Wilden, J., Reich, S. Study on laser welding-brazing of zinc coated steel to aluminum alloy with a zinc based filler. Materials Science and Engineering A. 2011; 528(3):1497–1503.
Engelbrecht, L., Meier, O., Ostendorf, A., Haferkamp, H. ‘Laser beam brazing of steel-aluminium tailored hybrid blanks’, in Ostendorf A (ed. ), Proc. 25thInternational. Congress on Applications of Lasers & Electro-Optics ICALEO. 2006; 2006:312–319.
Gebhardt, E., Obrowski, W. Reaktionen von festem Eisen mit Schmelzen aus Aluminium und Aluminiumlegierungen. Zeitschrift für Metallkunde. 1953; 44(1):12–17.
Güngör, Ö. E., Gerritsen, C. Effect of filler wire composition and metallic coating on the joint performance of aluminium/steel braze-welds. Welding and Cutting. 2008; 7(5):303–312.
Hansen, M. Constitution of Binary Alloys. New York: McGraw-Hill; 1958.
Jokiel, M., Dürr, U., Holtz, R., Liebers, R. Munich, 631–636. Laser welding of dissimilar metals: strategies with pulsed Nd: YAG lasers. Proc. 3rd International WLT-Conference on Lasers in Manufacturing. 2005; 2005:.
Katayama, S., Usui, R., Matsunawa, A. YAG laser welding of steel to aluminium. Proc. 5th International Conference on Trends in Welding Research. 1998:467–472.
Katayama, S., Kawahito, Y., Tange, A., Kubota, S., Laser-assisted metal and plastic (LAMP) joining Online Proc. LAMP 2006. JLPS: Kyoto, 2006. [#06-7. ].
Katayama, S., Kawahito, Y., Niwa, Y., Kubota, S. Laser-assisted metal and plastic joining. 2007. [Proc. 5th LANE 2007, Erlangen, 41–51. ].
Klein, B. Leichtbau-Konstruktion. Braunschweig/ Wiesbaden: Friedr. Vieweg & Sohn, 1997.
Kraetzsch, M., Standfuss, J., Klotzbach, A., Kaspar, J., Brenner, B., Beyer, E. ‘Laser beam welding with high-frequency beam oscillation: welding of dissimilar materials with brilliant fiber lasers’, Proc. ICALEO. 2011; 2011:169–178.
Kreimeyer, M., Vollertsen, F. ‘Processing titanium-aluminium hybrid joints for aircraft applications’, in Beyer F. (ed. ), Proc. 3rd. International WLT-Conference on Lasers in Manufacturing LIM. 2005; 2005:73–78.
Kreimeyer, F., Vollertsen, F. ‘Gap tolerant joining of aluminum with steel sheets using the hybrid technique’, in Ostendorf A (ed. ), Proc. 25th. International Congress on Applications of Lasers & Electro-Optics ICALEO. 2006; 2006:947–952.
Kreimeyer, M., Wagner, F., Zerner, I., Sepold, G. ‘Laserstrahlfügen von Aluminium mit Titan unter Verwendung eines optimierten Arbeitskopfs’, in DVS-Berichte 212. DVS-Verlag: Düsseldorf; 2001. [317–321].
Kreimeyer, M., Wagner, F., Sepold, G., Criqui, B., Joly, M. Kombiniertes Schweiß-Lötverfahren zum Fügen von Aluminium-und Stahlblechen im Stumpfstoß mit Hochleistungslasern. Proc. Schweißen und Schneiden 2002, DVS-Berichte 220. DVS-Verlag, Düsseldorf, 2002:256–261.
Kreimeyer, M., Wagner, F., Sepold, G. Combined welding-brazing process for joining aluminium-steel tailored blanks with high power sources, 2002. [Proc. IBEC 2002, CD-ROM. ].
Kreimeyer, M., Wagner, F., Vollertsen, F. ‘Einfluss von Zinkbeschichtungen beim Laserstrahlfügen von Aluminium-Stahl-Überlappverbindungen’, in DVS-Berichte 231. DVS-Verlag: Düsseldorf; 2004. [223–227].
Mai, T. A., Spowage, A. C. Characterisation of dissimilar joints in laser welding of steelkovar, copper-steel and copper-aluminium. Materials Science and Engineering A. 2004; 374:224–233.
Mathieu, A., Mattel, S., Viala, J. -C., Grevey, D. Laser braze welding using hot (88%-aluminium, 12%-silicon) filler material to join steel with aluminium, 2005. [ICALEO 2005 Congress Proceedings, 985–991. ].
Mathieu, A., Shabadi, R., Deschamps, A., Suery, M., Mattel, S., Grevey, D., Cicala, E. Dissimilar material joining using laser (aluminium to steel using zinc-based filler wire). Optics & Laser Technology. 2007; 39:652–661.
Möller, F., Thomy, C., Vollertsen, F. Development of a plasma-laser brazing process for fluxless joining of aluminium to steel. In: Ostendorf A., Graf T., Petring D., Otto A., Vollertsen F., eds. Laser in Manufacturing (LIM09). Stuttgart: AT-Fachverlag; 2009:83–88.
Möller, F., Thomy, C., Vollertsen, F., Schiebel, P., Hoffmeister, C., Herrmann, A. S. Novel method for joining CFRP to aluminium. In: Schmidt M., Vollertsen F., Geiger M., eds. Physics Procedia, 5/2. Bamberg: Meisenbach; 2010:37–45.
Möller, F., Thomy, C., Vollertsen, F. Joining of titanium-aluminium seat tracks for aircraft applications – system technology and joint properties. 2010. [Proc. IIWAssembly 2010 Com. XVII, Istanbul, Turkey, IIW-Doc. XVII-0005-2010 (CD-Rom). ].
Niwa, Y., Kawahito, Y., Kubota, S., Katayama, S. ‘Evolution of LAMP joining to dissimilar metal welding’, in Ostendorf A (ed. ), Proc. 27th. International Congress on Applications of Lasers & Electro-Optics ICALEO. 2008; 2008:311–317.
N. N. SuperLIGHT-CAR Project – Sustainable Production Technologies of Emission Reduced Light-weight Car Concepts, project brochure. http://www. superlightcar. com/public/docs/SuperLIGHTCar_project_brochure. pdf, 2009. [(accessed 30 September 2009). ].
Ostermann, F. Anwendungstechnologie Aluminium. Berlin: Springer; 1998.
Ozaki, H., Ichioka, R., Matsuura, T., Kutsuna, M. Laser roll welding of dissimilar metal joint of titanium to aluminium alloy. Welding International. 2009; 23(7):501–509.
Ozaki, H., Kutsuna, M., Nakagawa, S., Miyamoto, K. Laser roll welding of dissimilar metal joint of zinc coated steel. Journal of Laser Applications. 2010; 22(1):1–6.
Rabkin, D. M., Rjabow, W. R. Das Schweißen von Aluminium mit Stahl. Schweißtechnik. 1967; 17(10):448–454.
Radscheit, C. Laserstrahlfügen von Aluminium mit Stahl. Bremen: BIAS Verlag; 1997.
Saida, K., Song, W., Nishimoto, K. ‘Laser brazing of aluminium alloys to steels with aluminium filler metals’, DVS-Berichte 231. DVS-Verlag: Düsseldorf; 2004. [232–237].
Saida, K., Ohnishi, H., Nishimoto, K. Fluxless laser brazing of aluminium alloy to galvanized steel using a tandem beam – dissimilar laser brazing of aluminium alloy and steels. Welding International. 2008; 24(3):161–186.
Schubert, E., Zerner, I. Lasergestütztes Fügen von Werkstoffkombinationen. Blech Rohre Profile. 1999; 4:76–81.
Smokers, R. Review and analysis of the reduction potential and costs of technological and other measures to reduce CO2-emissions from passenger cars, 2006. [Final report on European Commission Contract Nr. SI2. 408212. ].
Thomy, C. Hybrid laser-arc welding of dissimilar metals. In: Olsen F. O., ed. Hybrid Laser-Arc Welding. Cambridge: Woodhead Publishing; 2009:270–295.
Thomy, C., Vollertsen, F. Ostendorf A., Graf T., Petring D., Otto A., Vollertsen F., eds. Effect of process parameters on joint properties in laser MIG hybrid welding of aluminium to steel. AT-Fachverlag: Stuttgart, 2009:59–64.
Thomy, C., Vollertsen, F. Recent developments in laser joining of dissimilar materials, 2011. [Proc. ICALEO 2011, 23–27 October 2011, Orlando, FL, 333–342. ].
Thomy, C., Wirth, A., Kreimeyer, M., Wagner, F., Vollertsen, F. Joining of dissimilar materials – new perspectives for lightweight design in the transportation industries. Proc. IW International Conference Welding & Materials, Dubrovnik & Cavtat, 1–8 July. 2007. [311–326].
Thomy, C., Wirth, A., Kreimeyer, M., Wagner, F., Vollertsen, F. Laser-MIG-Hybridfügen von Aluminium-Stahl Leichtbaustrukturen. Laser Technik Journal. 2007; 4:36–40.
Thomy, C., Wagner, F., Vollertsen, F., Metschkow, B. Lasers in the shipyard – laser joining of aluminum to steel for modern yacht construction. Industrial Laser Solutions. 2007; 11:9–13.
Thomy, C., Walther, R., Vollertsen, F., New developments when thermally joining hybrid materials in the automotive industry. Proc. 11th German and 8th European Automotive Conference Joining in Automotive Engineering, 24–25 April 2008, Automotive Circle International, Bad Nauheim. 2008. [CD-ROM. ].
Toelle, J. A new path for lightweight designs by a systematic combination of materials, 2011. [Proc. 4th Nano and Material Symposium Niedersachsen, CD-ROM. ].
Vollertsen, F., Thomy, C., On the meaning of zinc coatings in hybrid welding of aluminium to steel. Proc. ICALEO 2009, 2–5 November, 2009, Orlando, FL. 2009:89–97.
Vollertsen, F., Thomy, C. Laser-MIG hybrid welding of aluminium to steel – a straightforward analytical model for wetting length. Welding in the World. 2011; 55(1/2):58–66.
von der Haar, C., Engelberecht, L., Meier, O., Ostendorf, A., Haferkamp, H. Tailored hybrid blank production – new joining concepts using different solders. Journal of Laser Applications. 2008; 20(4):224–229.
Vrenken, J., Goos, C., van der Veldt, T., Braunschweig, W. Fluxless laser brazing of aluminium to steel. CD-ROM: Joining in Automotive Engineering; 2009.
Wang, X., Li, P., Xu, Z., Song, X., Liu, H. Laser transmission joint between PET and titanium for biomedical application. Journal of Materials Processing Technology. 2010; 210:1767–1771.
Wirth, A., Kreimeyer, M., Gnauk, J., Thomy, C., Vollertsen, F. Vollertsen F., ed. Analyses on the phase seam of a laser-MIG joined aluminum-steel sample. Proc. 4th International WLT-Conference on Lasers in Manufacturing LIM 2007, 18–22 June 2007, Munich, Germany. 2007:111–115.
Zerner, I. Prozeßstabilisierung und Ergebnisse für das Laserstrahlfügen von Aluminium Stahl-Verbindungen. Bremen: BIAS-Verlag, 2002; .
Zerner, I., Schubert, E., Sepold, G. Diode lasers join aluminium to steel. Industrial Laser Solutions. 1999; 5:23–28.