
Developments in hybrid laser-arc welding technology
Abstract
Laser hybrid welding technology provides a number of advantages, which in the previous decade have promoted its implementation in different branches of industry such as automotive manufacturing, shipbuilding and power generation. Some examples of the applications of laser hybrid welding are reviewed to demonstrate the technological and economic potential of this technology. The main objective of this chapter is to show some of the benefits and limitations of the process and to give some examples of how the number of applications could rise, taking into account the advantages of the new laser systems, optical components, arc power sources and sensor systems available nowadays.
19.1 Introduction
Global trends in manufacturing of welded components are characterised by a growing demand for reduced welding operation costs and welding cycle times on the one hand, and consistent, or even improved, quality and mechanical integrity of welded components on the other. In this situation, the substitution of a new welding technology for the existing traditional ones with a view to increasing productivity could be beneficial, if it guarantees the required quality levels. Laser hybrid welding technology provides a number of advantages, which over the last decade have seen it applied across a broad range of industrial branches such as automotive manufacturing, shipbuilding and power generation. The use of combined laser beam and arc welding in one process zone has been recognised since the early 1980s (Eboo et al., 1978) but broad industrial application of this technology only began around the year 2000 (Möller and Koczera, 2003). The principle of laser hybrid welding based on the combination of laser and arc welding in one welding process zone is characterised not only by an increase in the overall process efficiency, resulting in an augmented melting capability compared with a single process, but also by an improvement in process stability, which allows it to realise a reliable welding process at significantly high welding speed. The application of a variety of laser hybrid welding processes is wide and ranges from thin sheet metal welding to heavy section welding with plate thicknesses of up to 20 mm. Depending on the particular welding task, the choice of the appropriate laser or arc processes could be crucial to the successful application of the technology in terms of the welding process requirements (e.g. minimal or maximal required heat input, high melting efficiency of the welding process, required penetration depth, special filler materials, necessary dilution in weld metal, etc.). Recent reports state that hybrid processes with different laser sources like CO2 and solid-state lasers as well as different arc processes (GMA, TIG, PAW, SAW) can be used in combination with lasers. All of these technologies provide certain benefits according to the above requirements. The purpose of the present contribution is not to give a full overview of all the possible applications of laser hybrid welding, but rather to focus on some of the advantages and limitations of the process. At the same time, the aim of the authors is to show using examples how the potential applications of this technology could be broadened and its limitations overcome by exploiting the advantages offered by recent developments of new laser systems, optical components, arc power sources and sensor systems.
19.2 Developments in technology
Recent developments in laser hybrid welding technology are closely connected with progress in equipment development, and first of all with the emergence of new laser sources. Until the beginning of the year 2000, the industrial application of continuous wave (CW) solid-state lasers was restricted by a power limit of about 6 kW. One reason for this was increasing energy dissipation in the active medium, which led to inhomogeneous heating, thermal lens formation and, as a result, to beam quality loss. New developments in solid-state laser design have helped to overcome this problem and have led to a number of innovative laser system concepts such as high power fibre lasers, disk lasers and high power direct diode lasers with high beam quality. This new era in the development and application of high power lasers began with the market launch of scalable high power fibre lasers by the company IPG around 2003. This boosted the utilisation of those systems in the high power segment, especially for welding applications. In contrast to the former generation of high power CO2 lasers, the new solid-state laser systems have a number of advantages, making them very attractive for applications where heavy sections have to be manufactured (such as shipbuilding, power generation, mobile crane and railway wagon fabrication). The high available power ranges of solid-state lasers, along with their extremely high beam qualities, result in a very high power density in combination with a focal depth that enables their application for heavy plate welding, making them competitive with the electron beam. The typical BPP value of a multimode fibre laser operating in the power range of 15–30 kW corresponds to 11 mm*mrad, which allows the laser beam to be sharply focused at a very high power density along the beam axis. This parameter is far ahead of that of conventional solid-state laser systems (25 mm*mrad). Comparable beam quality is provided by disk lasers, even though their available power is currently restricted to 16 kW (Havrilla and Brockmann, 2009).
Another big advantage of the new generation laser systems, apart from their high brilliance, is their extremely high overall plug efficiency. This can reach a mark of 30% for modern fibre and disk lasers, whereas the hitherto available plug efficiency of CO2 lasers was about 10% and of solid-state Nd:YAG lasers, between 3% and 12%. This extremely high energy efficiency in combination with compactness and robustness transforms the modern laser into a kind of mobile system for manufacture.
However, the high brilliance of the new laser sources imposes special requirements on the peripheries of optical systems like optical fibres, fibre connectors and optical components of the processing heads. Due to the thermal effects of the laser beams, the heating of the optical elements can lead to temporary instability of the optical characteristics, resulting in, for example, focus shift (Reithemeyer et al., 2009) or in the worst case to damage of the parts of the optical system operating at high power. Manufacturers of optical components have made great progress in meeting these requirements in the last decade. There are currently several manufacturers who provide optical heads for laser material processing and particularly for welding applications designed for laser powers in the range of 10–30 kW. Apart from the traditionally used transmissive optical components (lenses) for shorter wavelengths, mirror based optics are now used more and more for high power applications (companies include Scannsonic, Trumpf, Kugler and Arnold). Special coatings provide a very high degree of reflectivity at 1 micrometer wavelength. Due to better cooling possibilities, these optics have the advantage of being more stable regarding the heating effects and not being influenced by the alteration of the shape or optical properties during operation, thus providing very stable beam characteristics.
Temporary stability of the focus position during the welding operation is one (but not the only) requirement for the design of the optics as a part of the welding head. Compactness, along with protectiveness against different kinds of emissions from the welding process in the form of evaporation products, spatters, etc., are two additional factors to be considered in determining the sometimes contradictory requirements for the design. Since laser hybrid welding implies a number of additional parameters to be adjusted, such as vertical and transverse distances between focal spot and wire tip of a GMA torch and between the spatial orientation of the GMA torch and the laser axis, the requirements for welding head design become even more complex.
One of the most important properties can be referred to as ‘flexibility’ which includes several criteria:
• the dimensions and weight of the welding head;
• the capacity to change and adjust the aforementioned geometrical parameters;
• in certain cases, especially for 3D welds, the existence of an integrated mechanical axis allowing precise and fast reorientation of the whole system and its alignment according to the weld trajectory.
An interesting solution to the last requirement has been provided by the company Cloos, who have designed a welding head with an additional rotational axis integrated in the optical head. This allows circular motion of the GMA torch around the optical axis of the focusing module (Paul, 2010).
One of the disadvantages of autogenous laser welding is its very high propensity to gaps. Successful application of laser welding requires in most cases that there be no gap. This can be achieved by precise preparation of the edges to be welded and careful application of the mechanical fixtures. During the assembly of heavy sections for joining, for example, fitting of the joint edges exactly together is often difficult, and poor fitting results in gaps occurring between the parts to be welded. Laser hybrid welding can improve the situation due to the application of filler material. Further advancements can be obtained by the application of special scanning modules that provide laser beam weaving transversely to the welding direction, with amplitudes up to 1 mm and frequencies up to 1 kHz. An example of such a system is the scanner module made by ILV. This system is based on the principle of a motor-driven mirror, which deflects the laser beam at a certain angle according to its initial optical axis. In contrast to the galvanometric systems, it uses a massive copper water-cooled mirror that is able to sustain extremely high laser beam powers up to 20 kW and, at the same time, allow a frequency of oscillation up to 1 kHz. Gook et al. (2010) have applied this system to improve ability to bridge the gap for single-run laser hybrid welding of 16 mm thick structural steel. It was found that when using 16 mm structural steel, gap sizes of above 0.3 mm could result in weld imperfections such as lack of side wall fusion, as shown on the left-hand side of Fig. 19.1. When the scanner optics module is applied at a frequency of 200 Hz and at an amplitude below 1 mm, the tolerable gap size can be effectively increased to up to 0.7 mm, as shown on the right-hand side of the figure. Another advantage of the application of the scanning system in this study was an improved formation of the root side of the weld, especially in the case of orbital welds produced in an overhead position.
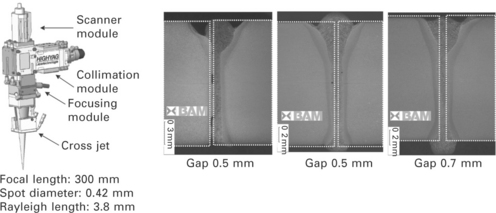
19.1 Optics with scanner module used in experiments: weld with 0.5 mm gap (left) without scanning compared to 0.5 mm gap (middle) and 0.7 mm gap (right) both with scan width of 0.7 mm at 200 Hz, 16 mm thick plates.
Another important element of laser welding systems is an appropriate seam-tracking sensor, which becomes especially significant in the case of a fully automatic welding process. As the parts to be welded increase in thickness and the weld trajectory becomes more complex, the risk of misalignment and therefore lack of fusion due to improper laser head positioning increases. There are a large number of varied sensor solutions to this problem. Such systems can be either integrated into the optical system, such as CCD cameras, or they can be mounted externally, for example when using tactile sensors, laser triangulation-based sensors, etc. The latter group can be used not only for seam tracking but also for precise measurement of some of the quality-relevant parameters before and after welding, such as gap size, edge misalignment and weld profile. On-line systems that determine the misalignment during welding and allow correction of the welding head position have significant advantages in comparison to offline systems that program the motion of robots or other manipulators in the stage prior to welding. Stability and insensitivity to the intensive light emission from the welding zone are important requirements for online systems, especially in the case of laser hybrid welding processes. From this point of view, optical-based sensors are at a disadvantage compared to other types of sensor. For laser hybrid welding of T-joints, it is possible to use the arc as a seam-tracking sensor by measuring the arc voltage signal, as reported by Reisgen and Olschock (2008).
New developments in lasers and optics are not the only recent achievements in laser hybrid technology. Progress in the development and application of new equipment for arc welding has also had an impact on laser hybrid welding. Depending on the requirements of particular applications, and first of all on the metallurgical peculiarities of the materials to be welded, different modifications of the classical laser-GMA hybrid process can have certain advantages. In various applications it is necessary to increase the heat input of the laser hybrid process in order to enhance the metallurgical and mechanical properties of the weld metal or simply to increase metal deposition, i.e. to fill the rest groove for smooth reinforced welds. In such a situation, an arc welding process with a high melting efficiency (such as GMA-tandem welding) in combination with a laser hybrid process can be used as an effective tool to increase overall productivity and improve the quality of welding (Staufer and Egerland, 2010). For several other applications, it might be necessary to decrease the heat input during filler wire deposition, especially when crack-sensitive materials or thinner sheet metal are being welded. For such applications, Reisgen has demonstrated a successful combination of laser welding with low heat input arc welding processes such as cold arc or CMT (Reisgen et al., 2011).
19.3 Examples of applications
The shipbuilding industry was a pioneer in the application of laser hybrid welding. Demand for new ships of lightweight design required the application of thinner steel sheets for their construction. This resulted in much higher levels of welding deformation and consequently in a high amount of rework in the pre-production stage. The main requirement for the introduction of a new welding technology was to significantly decrease welding distortions occurring during the manufacture of the stiffened panels, which require immense effort straightening procedures, as well as high costs (Roland and Lembeck, 2001). At the same time, the new welding technology needed to provide an appropriate quality at gap tolerances typical for the 20 m long sections. Laser hybrid welding provided the best prerequisites to fulfil these requirements, owing to its three times lower heat input compared to conventional arc welding and to its ability to bridge gaps of up to 1 mm in the thickness range relevant to shipbuilding. As a result of the substitution of laser hybrid welding for the conventional SAW in the production of stiffened steel panels at Meyer Werft in 2001, the productivity of this line was doubled and the amount of necessary straightening work reduced by 60%. Low levels of weld distortion allowed the manufacturers to increase the panel size from 10 m × 10 m to 20 m × 20 m. This resulted in the complete reorganisation of the production line, with four 12 kW CO2 lasers executing all welding operations in stiffened panel manufacture. Today 20 m × 20 m large panels can be welded in 6 hours and a total length of 3 km of laser hybrid welds is produced per day. The total length of laser-hybrid welds in the construction of a 300 m long cruise ship is estimated to be about 400 km. The first generation of laser hybrid equipment used 12 kW CO2 lasers in combination with a GMAW process. Recently the company purchased two 10 kW disk lasers, which will be integrated into the new production line for manufacturing parts of sections. The flexibility of the disk lasers due to the fibre delivery of the beam allows their use for more complex 3D welds, including welding in different positions.
Since 2008, a 10 kW fibre laser has been in use at the Fincantieri shipyard in Monfalcone, Italy. The 600 m long production line at Fincantieri was designed and realised by the company IMG (Seyffarth, 2010) for nearly deformation-free welding of 36 m long and 16 m wide panels with thicknesses in the range 4 mm to 20 mm. The production line also includes a highly precise milling machine for preparing the edges of the 16 m long steel sheets, directly before clamping them in the hydraulic fixture for welding. This provides a high level of precision with zero gap between the welded parts, minimising the risk of weld imperfections. For the first time an additional trailing tandem GMAW process was used in combination with laser hybrid welding, making a capping run. This combination enables the thickness of the welded sheets to be increased to up to 20 mm by preparing a Y-groove with a root face size adapted for 10 kW laser hybrid root run welding.
The compact design and high efficiency of high power fibre lasers provide the optimal conditions for their use in field pipeline construction. The first patented CO2 laser system for offshore pipeline welding was tested in 1998. More recent solutions (Begg et al., 2008; Harris and Norfolk, 2008; Neubert and Keitel, 2010) are based on the use of high power fibre or disk lasers in combination with one or several arc processes, which significantly contribute to the productivity and cost effectiveness of this welding technology. The idea of using lasers for pipeline welding is not a new one. Several research studies have been published since 2000 where the authors proposed CO2 (Gainand et al., 2000) or Nd:YAG (Fujinaga et al., 2005) laser applications to establish this kind of welding technology for orbital pipeline welding. The weld thickness was mostly restricted to the value of 10 mm by producing either a single run or a root run for multi-run welding of line pipes of C-Mn steels. One reason for such a restriction was the power of the laser systems available at that time: either 12 kW CO2 or 4.4 kW Nd:YAG. With the availability of high power solid-state laser systems like fibre and disk lasers, new possibilities have been opened up for establishing a single-run welding process for thicknesses up to 20 mm, as has recently been reported by Rethmeier et al. (2009).
The new laser tailored design of welded joints can result in significant savings on welding consumables. The higher welding speed of the laser beam welding process compared with conventional welding would result in a reduction of the production cycle time and in the long run in a reduction in the number of welding stations working in pipeline construction, while providing the same productivity as a conventional system. Direct comparison of three welding methods shows that the consumption of consumables can be reduced by a factor of five by the application of laser-hybrid welding to a 20 mm thick pipe compared with gas metal arc (GMA)-tandem welding, which is considered to be the most productive welding technology for pipelines, by a factor of ten compared with manual metal arc welding (MMAW), which is the most popular welding technology used today in pipeline construction. The difference is even more dramatic when studying the production time for one weld. For example, producing a complete weld will take about 1.5 min using laser hybrid welding, about 12 min using GMA-tandem welding and about 190 min using manual metal arc welding. At the same time, the energy consumption when using laser hybrid welding, despite the lower energy plug efficiency of modern solid-state lasers (approximately 30%), is comparable to that of GMA-tandem welding and an order of magnitude lower than that of manual metal arc welding. This is the reason why laser-hybrid welding can be considered a sustainable method of production, preserving resources and contributing to public health protection. On the other hand, in order to implement this technology in industry, it is necessary to meet the requirements of quality standards for the prevention of weld imperfections or at least for their reduction to an acceptable level, as well as for the achievement of high mechanical weld properties.
The possible applications of laser hybrid technology using high-power solid-state lasers for welding of transmission pipelines have been studied recently by several research teams. Different approaches have been suggested to suitably realise the orbital welding process for application in a field environment.
Taking advantage of the potential of modern lasers with output powers of 15 kW and more is an attractive option for welding of long distance transmission pipelines designed for high pressure operation and with a wall thickness of up to 42 mm. In this case, the economic impact of implementing the new welding technology becomes most remarkable, owing to the significant welding depths it is able to reach.
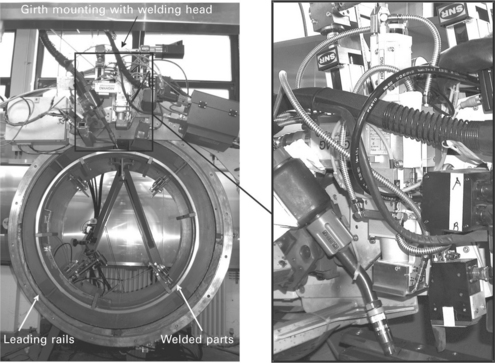
The first progress in this area was achieved by demonstration of the half orbital welding process, operating the fibre laser with an output power of 20 kW, for joining of pipe segments with a 36” outer diameter and 16 mm wall thickness. Orbital welding equipment, as shown in Fig. 19.2, has been used by the BAM Federal Institute for Materials Research and Testing in Berlin to perform these experiments. It was shown that the laboratory-developed welding process can fit the requirements of field pipeline welding, although some modification of the equipment has to be carried out to suit field conditions. In general, the laser hybrid process meets the tolerances originating from misalignment and irregularity of the pipelines.
19.4 Quality issues
Successful application of laser-hybrid welding in the mass production of structural components requires, on the one hand, very high levels of integrity and safety of welded joints and, on the other, a high degree of confidence from customers and end product users.
The acceptance of this technology by the potential user can be supported by development of new national and international standards and technical regulations based on long-term experience of the industrial users of this technology and on a high level of R&D expertise. The first international document dealing with quality standards of laser beam welding was developed under the European research project ‘Laser Welding in Ship Construction’ in the form of ‘Guidelines for the Approval of CO2-Laser Welding’ and adopted by five European Classification Societies such as Germanischer Lloyd and Det Norske Veritas among others (Guidelines, 1996). Around the year 2000 a German national research project resulted in a number of EN standards specifying the quality requirements for laser welding applications. Recently, several classification societies have developed approval guidelines for laser hybrid welding based on numerous applications of this technology in different shipyards and on previous positive experience in the application of laser beam welding standards (DNV, 2006; ClassNK, 2009).
Since 2008, a working group of international experts in the field of laser hybrid welding (IS0/TC044/SC10/WG09) has been involved in the development of three new interrelated standards for laser hybrid welding:
• ISO DIS 12932 Welding – Laser-arc hybrid welding – Quality levels for imperfections.
• ISO DIS 15609–6: 2010 Specification and qualification of welding procedures for metallic materials – Welding procedure specification – Part 6: Laser beam arc hybrid welding.
• ISO DIS 15614-14 Specification and qualification of welding procedures for metallic materials – Welding procedure test – Part 14: Laser-arc hybrid welding of steels, nickel and nickel alloys.
These three standards are largely based on similar existing standards for arc welding and laser welding.
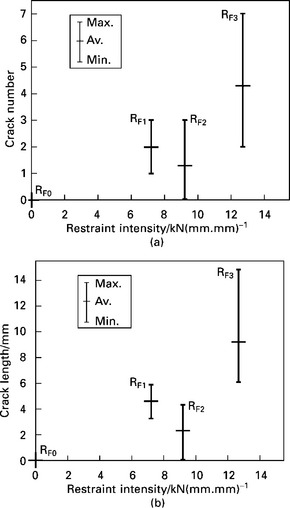
The problems of solidification flaw formation, which typically occurs in laser beam welding of heavy structural steel sections as a consequence of extremely directed solidification, do not seem to be an issue for laser hybrid welding. They are not evident when welding low carbon steels of up to 15–20 mm thickness, which require a certain degree of purity in terms of their chemical compositions. The critical values of carbon, sulphur and phosphor for laser welds have previously been determined (Guidelines, 1996). It is assumed that due to the higher heat input in the case of laser hybrid welding, the critical amounts of sulphur and phosphor are higher (Laitinen et al., 2003), but direct experimental evidence has not yet been found. Another important factor to be considered as having an impact on solidification flaw formation is the mechanical restraint conditions affecting the stress and strain redistribution near the solidification zone. Unfavourable local restraint factors may originate from the design of the welded joint, the geometry of the welded parts or the external mechanical clamping. In Gebhardt et al. (2010), experimental evidence of such influence on the amount of solidification cracks was provided for the case of full penetration laser beam welding of 16 mm S690 steel. The experiments were conducted using specimens fixed in a specially designed rigid frame allowing gradual three-step variation of the restraint intensity by external fixture modification. The results of the restrained specimens were compared with unrestrained specimens freely shrinking upon cooling. The evaluation of the results showed a direct dependency between the number and the total length of solidification cracks appearing in the restrained specimens. In Fig. 19.3 the total crack length is represented as a function of the applied restraint intensity, i.e. the stiffness of the construction. As can be seen from the figure, the highest number of cracks during welding appears at the highest restraint intensity that could be realised in the experiments, whereas no cracks occurred when the unrestrained specimens were welded under the same conditions.
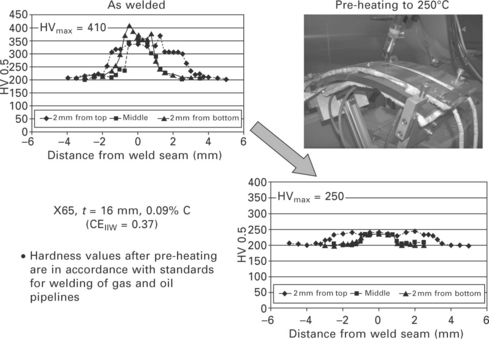
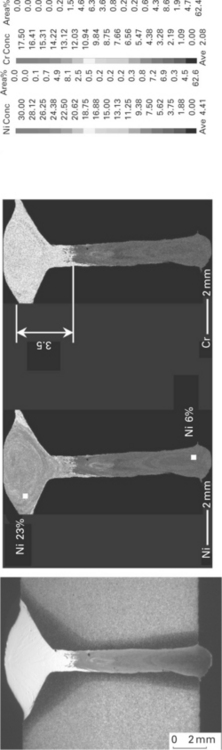
Another point of concern relates to the extremely short temperature cycles of laser hybrid structural steel welding. The typical cooling conditions in the heat-affected zone (HAZ) correspond to the heating rates of several thousands and to the cooling rates of several hundreds of Kelvin per second, which correlates with a typical characteristic cooling time between 800°C and 500°C (t8/5) of less than one second. This results in most cases in brittle martensitic weld metal and HAZ microstructures of steels, even for those which are typically considered to have good weldability properties. Even for steels with a reasonable amount of carbon at 0.18 wt%, this would result in hardness profile peaks of above 400 HV as shown in Fig. 19.4. This is the reason why pre-heating or post-weld heat treatment might be necessary to reduce the HAZ hardness values for some steel grades. As a consequence of the fully martensitic structure, reduced impact toughness values, especially at deep temperatures, may be observed in Charpy tests of laser hybrid welds. In contrast to the well-known properties of arc welded joints determined by critical Charpy test values of notched HAZ or fusion lines, the most critical zone for the notch position in laser hybrid welds is normally the weld centreline. An effective method of improving the weld metal toughness is to use a special filler wire containing grain refining elements such as Ti in combination with Ni. In several recent reports, the successful application of flux cored filler wire for laser hybrid welding was demonstrated. The achievable level of impact toughness was reported to be within or even exceeding the standard requirements. The thickness of the material can significantly determine the possibility of using the metallurgical potential for enhancing the mechanical weld metal properties, as it governs the through-thickness distribution of the elements supplied to the weld metal by filler material. It has been proven that the number of trace elements transported into the weld pool by the addition of filler wire during laser hybrid welding dramatically decreases over the depth of the weld in case of deep and narrow laser hybrid welds. The measured concentration of Ni (provided by the filler wire) at a depth of 10 mm changes by the factor of 3.8 compared with the superficial concentration (Gook et al, 2012), as shown in Fig. 19.5. Other factors identified as having an effect on the distribution of alloying elements are, among others, the mutual orientation of the laser and GMA process (leading or trailing arc orientation) as well as the joint configuration (square butt joint, V-groove, Y-like joint, etc.).
19.5 Future trends
A major potential application of laser hybrid welding technology in shipbuilding is that of production re-engineering in the manufacture of complete ship sections and blocks. The use of laser hybrid welding here would allow further reduction of welding deformations and a switch to near net shape fabrication. Another instance in which the use of laser hybrid welding could be advantageous would be fabrication of ship structures made of tailored blanks like those typical for the automotive industry. Using laser hybrid welding would allow the structural design of the sections to be fitted to the load requirements, resulting in high savings on material costs. On the other hand, the manufacture of hulls with higher plate thickness ranging at 20–25 mm (e.g., in container ships or LNG tankers) represents a further application field where the potential of laser hybrid welding technology could be deployed. A very important issue in this case would be the assessment of the weld for hot cracking resistance, as well as ensuring that the mechanical properties were according to the quality requirements.
Laser hybrid welding also has high economic potential in the oil and gas industry. Two sectors in which a breakthrough similar to that recently occurring in shipbuilding is possible in the near future are large diameter pipe fabrication for transmission pipelines and pipeline construction for on-shore and off-shore applications. Current research projects are focused on the possibility of applying laser hybrid welding to pipeline construction and similar applications in the field of oil and gas exploration. Most of these research programmes are either directly conducted by industrial companies or by an industrial consortium consisting of several companies. This technology could therefore be implemented in the near future. It is more likely that the first practical application will take place offshore, where the welding process would take place in less harsh environmental conditions and with fewer unpredictable factors, compared to those encountered in cross-country pipeline laying. On the other hand, the extremely high rental cost of pipe-laying barges, combined with the restricted number of welding stations available at those barges, means that the productivity of the welding process is a key factor in determining the overall cost of offshore pipeline construction. The economic impact of the application of laser hybrid arc welding would be remarkable if it were to become a competitor against the current high productivity welding methods used in pipe-laying barges. The latter enable welding of large diameter pipes with up to four double torch welding heads, operating at maximal welding speeds of up to 1.5 m/s (Serimax, 2012). The advantages of using the new welding technology could thus become especially significant through the realisation of single-run welding processes in 2G- or 5G-position.
The current applications of laser and laser hybrid welding in pipe mills (Outokumpu, 2007) are still restricted to stainless steel grades and pipes with relatively small wall thickness. Different research groups are working to implement laser hybrid welding technology for the manufacture of longitudinally welded large diameter pipes. In other words, progress can also be expected in this field, especially in connection with the implementation of high strength steel grades beyond X80. In the latter case, this technology not only provides an economical advantage compared with well-established conventional welding techniques, but has a real chance to compete with them in terms of the mechanical properties and reliability of the weld joints.
19.6 Sources of further information and advice
In the past, several reports have been published reflecting the state-of-the-art in technology and application of laser hybrid welding. Readers may find further information in the following works: (Dilthey et al., 1999; Abe and Hayashi, 2002; Bagger and Olsen, 2005; Mahrle and Beyer, 2006; Olsen, 2009; Egerland et al., 2012). A comprehensive report of physical mechanisms regulating the process of laser arc interaction during hybrid welding is given in the monograph (Krivtsun and Seyffarth 2002). A number of PhD theses covering certain aspects of laser hybrid welding have also been published recently, of which the following can be referred to as most important: (Neuenhahn, 1999; Wieschemann, 2001; Keller, 2003; Fuhrman, 2007; Olschok, 2008; Stelling, 2008; Lorenz, 2011; Kah, 2011).
19.6.1 Further reading
Abe, N., Hayashi, M. Trends in laser arc combination welding methods. Welding International. 2002; 16:94–98.
Bagger, C., Olsen, F. Review of laser hybrid welding. Journal of Laser Applications. 2005; 17:2–14.
Beyer, E., Dilthey, U., Imhoff, R., Maier, C., Neuenhahn, J., Behler, K. ICALEO’94, Orlando, FL. New aspects in laser welding with increased efficiency. Proc. of the Laser Materials Processing Conf. 1994:183–192.
Dilthey, U., Lueder, F., Wischemann, A. Technical and economical advantages by synergies in laser arc hybrid welding. Welding in the World. 1999; 43:141–152.
Egerland, S., Staufer, H., Kammerhuber, C. Entwicklung und Anwendung des diodengepumpten Festkörperlaser-MSG Hybridschweißens zum Fügen von Wulstprofilen bei einseitigem Kehlnaht-Vollanschluss. Schweiss- und Prüftechnik. 2012; 4:80–88.
Fuhrman, C. Laser-Lichtbogen-Hybridschweißen bis zu Blechdicken von 20 mm. RWTH Aachen: PhD Thesis, 2007.
Ishide, T., Tsubota, S., Watanabe, M. Latest MIG, TIG Arc-YAG laser hybrid welding systems for various welding products. Welding International. 2003; 17:775–780.
Kah, P. Usability of Laser-Arc-Hybrid Welding Processes in Industrial Applications. Lappeenranta University of Technology: PhD Thesis, 2011.
Keller, H. CO2-Laserstrahl-MSG-Hybridschweißen von Baustählen im Blechdickenbereich von 12 is 25 mm. RWTH-Aachen: PhD Thesis, 2003.
Krivtsun, I., Seyffarth, P. Laser-Arc Processes and Their Applications in Welding and Material Treatment. London: Taylor and Francis; 2002.
Lorenz, S. Zur Qualifikation moderner Fülldraht- und Massivdrahtelektroden für das Laserstrahl-MSG-Hybridschweißen. PhD Thesis, University Magdeburg, 2011.
Mahrle, A., Beyer, E. Hybrid laser beam welding – classification, characteristics and applications. Journal of Laser Applications. 2006; 18:169–178.
Matsuda, Utsumi A., Katsumura, M., Hamasaki, M. TIG or MIG arc augmented laser welding of thick mild steel plate. Joining and Materials. 1988; 1:31–34.
Neuenhahn, J. -C. Hybridschweißen als Kopplung von CO2 Hochleistungslasern mit Lichtbogenschweißverfahren. RWTH-Aachen: PhD Thesis, 1999.
Olschok, S. Laserstrahl-Lichtbogen Hybridschweißen von Stahl im Dickblechbereich. RWTH Aachen: PhD Thesis, 2008.
Olsen, F. Hybrid Laser Arc Welding. Cambridge: Woodhead Publishing; 2009.
Stelling, K. Laserstrahl-Plasma-Hybridschweißen austenitischer Stähle. TU Berlin: PhD Thesis, 2008.
Wieschemann, A. Entwicklung des Hybrid- und Hydraschweißverfahren am Beispiel des Schiffbaus. RWTH Aachen: PhD Thesis, 2001.
Begg, D., Benyon, G., Hansen, E., Deflco, J., Light, K., Development of a hybrid laser arc welding system for pipeline construction. Proc. 7th Int. Pipeline Conf. Alberta, Canada, 2008. [September–October].
ClassNK. Guidelines on laser beam arc hybrid welding, 2009. [Nippon Kaiji Koyokai].
DNV. Qualification and Approval of Hybrid Laser-Arc Welding in Shipbuilding, 2006. [Det Norske Veritas].
Eboo, M., Steen, W. M., Clarke, J. Arc-augmented laser welding, Advances in Welding Processes, in Proc. of the 4th Int. Conf. Harrogate, Paper. 1978; 17:257–265.
Fujinaga, S., Ohashi, R., Urakami, T., Katayama, S., Matsunawa, A. Development of an all-position YAG laser butt welding process with addition of filler wire. Welding Journal. 2005; 19:441–446.
Gainand, Y., Mas, J. P., Jansen, J. P., Coiffier, J. C., Dupont, J. C., Vauthier, C. Laser orbital welding applied to offshore pipeline construction. Amsterdam: Pipeline technology Vol. II Elsevier Science; 2000. [327–343].
Gebhardt, M., Quiroz, V., Gumenyuk, A., Rethmeier, M. Restraint effects on stresses and strains in single-run high power laser beam welding of thick plates. In: Cerjak H., Enzinger N., eds. Mathematical Modelling of Weld Phenomena 9. Graz: Verlag TU; 2010:1011–1033.
Gook, S., Gumenyuk, A., Rethmeier, M., Orbital laser-hybrid welding of pipelines using a 20 kW fibre laser. Proc. 5th Int. Conf. Laser in Manufacturing, Munich, Germany. 2010:65–70.
Gook, S., Gumenyuk, A., Rethmeier, M. Laser beam GMA hybrid welding on high strength pipeline steel for large diameter pipe production, 2012. [Final Report FOSTA-Project P822, Düsseldorf].
Guidelines, Guidelines for the approval of CO2-laser weldingLaser welding in ship hull construction. Classification Societies, 1996.
Harris, I. D., Norfolk, M. I., Hybrid laser/gas metal arc welding of high strength steel gas transmission pipelines. Proc. 7th Int. Pipeline Conf. Alberta, Canada, 2008. [September–October].
Havrilla, D., Brockmann, R. Third generation of disk lasers. Laser Technik Journal. 2009; 6:26–31.
Laitinen, R., Kujala, P., Remes, H., Nielsen, S. E. CO2-laser MAG weldability of laser cutting LASER RAEX steels, hull structural steel grade A and high strength formable steel OPTIM RAEX 700 MC. In Halmøy, E., Proc. In: 9th Conf. on Laser Materials Processing in the Nordic Countries. Trondheim, Norway. Trondheim. Norwegian University of Technology; 2003:51–62.
Möller, R., Koczera, S. Shipyard uses laser-GMA hybrid welding to achieve one-sided welding. November: The Fabricator; 2003.
Neubert, J., Keitel, S. Influence of tolerances to weld formation and quality of laser-GMA-hybrid girth welded pipe joints. Welding in the World. 2010; 55:50–57.
Outokumpu. New investments provide increased capacity in process pipes. Tubular News. (Issue 1):2007. [August, 7].
Paul, C., Laser beam GMA hybrid welding of large plate thicknesses at industrial application. Proc. 8th Int. Conf on Beam Technology, Halle (Saale), Germany. 2010:95–99.
Reisgen, U., Olschock, S., Using of a robot for laserGMA-hybrid welding for application in shipbuilding. Proc. 9th Conf. Welding in Shipbuilding Civil Engineering, Hamburg. 2008:32–45.
Reisgen, U., Olschock, S., Mavany, M., Hybrid welding with controlled short arcs Proc. 30th Int. Cong. on Applications of Lasers & Electro–Optics ICALEO, Orlando, FL. 2011:587–591.
Reithemeyer, D., Seefeld, T., Vollertsen, F., Bergmann, J. P., Influences on the laser induced focus shift in high power fibre laser welding. Laser in Manufacturing 2009, Proc. 5th Int. Conf. Munich, Germany, June, pp. 2009:293–298.
Rethmeier, M., Gook, S., Lammers, M., Gumenyuk, A. Laser-hybrid welding of thick plates up to 32 mm using a 20 kW fibre laser. Transactions of Japan Welding Research Institute. 2009; 27:74–79.
Roland, F., Lembeck, H., Laser beam welding in shipbuilding Aachen. Proc 7th Int. Aachen Welding Conference. 2001:463–475.
Serimax. Technical Datasheet SATURNAX 09. Available at www. serimax. com, 2012. [(accessed 18 May 2012)].
Seyffarth, P., Laser hybrid welding in shipbuilding using high performance fibre laser. Proc. 8th Int. Conf on Beam Technology, Halle (Saale). 2010:84–89.
Staufer, H., Egerland, S. Three arc laser hybrid gas shielded metal arc welding, 2010. [63rd IIW Annual Assembly, Istanbul, July, IIW-Document IV-1028-10].