
Applications of laser welding in the automotive industry
Abstract:
This chapter introduces the key laser welding technologies and their applications in the car body production (hang-on parts included) at Audi AG. The successful implementations of laser welding technologies for steel and aluminium are presented at the instance of the laser remote steel door application of the Audi A3/A4/Q5 and the aluminium door and divided tailgate application of the Audi A6/A8.
21.1 Introduction
Modern high brightness laser sources are the key to highly efficient production engineering in the automotive industry. The enhancements in beam quality and energy efficiency make laser applications more and more competitive with other established joining technologies (e.g. resistive spot welding) in cases where different joining technologies can be realized.
In most cases, laser welding technology is used when there are special demands from design and construction that no other joining technology can fulfil. The most important advantages of laser welding applications are the realization of very short flanges which means weight reduction and additional freedom for design, single-sided accessibility and contact-free joining in combination with a highly efficient productivity.
21.2 Production targets and challenges
21.2.1 Targets
Due to the demands of modern lightweight construction, design language, economic efficiency and environmental compatibility, the challenges in modern automotive production are enormous. The key to making the functionalities of a virtual car body concept real is the efficient use of new materials. The right material used in the right place – that is the philosophy of Audi. That can only be initiated by highly efficient and reliable existing joining technologies and by new joining technologies that have to be developed. In the field of joining technologies, laser applications, especially laser welding applications, have some very important advantages compared to all other joining technologies and therefore are, and will become, increasingly important in the future.
21.2.2 Challenges
In modern automotive production there are different challenges during the development process from the first sketch to a real volume-produced vehicle with hundreds of cars or thousands of parts per day. The main challenge is to conflate design language and lightweight material design by means of different joining technologies and to integrate new applications and processes into running production.
In a modern car body concept like the body in white of the Audi A6/A7, a wide mixture of different material classes and mixtures are used, including aluminium panels, cast components and extruded profiles with steel panels. What is the reason for that?
On the one hand, there are increased safety requirements that mandate high strength materials in the crash-relevant areas. On the other hand, there are constantly rising environmental requirements such as the reduction of CO2 emissions, leading to a reduction in fuel consumption or the electrification of the powertrain.
From our point of view, the most interesting approach to reach that aim is to reduce car weight. The body in white is one major part in total car weight and is the initialization point for inverting the weight spiral. Therefore it is very important to reduce weight to a minimum. All these requirements lead to car body constructions with reduced sheet thickness. As a logical conclusion, the materials used tend to be higher strength materials (e.g., high or ultra high strength steel) with specific properties. Additionally, multi-material design with combinations of different strength and lightweight materials (e.g., aluminium) are the consequence. The right material used in the right place – that also describes requirements for the future car body lightweight architecture at Audi. The joining of these different material mixtures in an economic and reliable fashion is now the great challenge.
Laser appropriate construction is the basis for exploiting synergies of laser applications and improving process productivity to the maximum. Minimal flange width for joining means an additional weight reduction in general and, in the case of the door application, an improved all-around view, which is a direct benefit to the customer. In the laser remote door application of the Audi A3/A4/Q5, flanges shorter than 6 mm could be realized. These requirements could not be realized by any other joining technology like standard resistant spot welding, where a minimal welding flange width of over 10 mm is necessary.
Another advantage of laser welding applications is the excellent process stability that is reflected in the high process reliability. Due to the low space requirements for a laser remote welding system with regard to the high output quantity, it is a preferred joining technology when there is only limited space available for a plant. Further advantages will be discussed in detail in Section 21.3.1. These are some of the most important unique characteristics of laser joining applications in the body shop.
With that in mind, laser welding applications enhance the philosophy of Audi ‘Vorsprung durch Technik’ (‘Truth in Engineering’) as a technological pioneer and one of the leading premium car manufacturers.
21.2.3 Economic efficiency
Besides the technical advantages, the economic efficiency is especially important for the success of the laser in the automotive industry. The most important figures for the use of laser applications are the investment and operating costs. Both are dependent on the reliability and flexibility of an application in combination with its space requirements. A modern body shop is a highly automated system, which consists of hundreds of robots with working tools, like the laser process optics or a spot welding gun, and every single component’s reliability directly influences the overall system reliability.
In the body shop, the laser is often used for applications that cannot be realized with other joining technologies. When there are alternative joining technologies available, like in most cases, the laser must compete. An example of such a unique feature is the zero gap joint, between the side panel and the roof of a car, but normally this unique feature is not required.
For the development of laser invest costs, there has been a tremendous price reduction per kilowatt output power over the last 10 years of nearly 50 per cent. This could be realized through new technological approaches and solutions in laser concepts. One of the most important improvements was the development of much more efficient laser pumping processes, e.g. the replacement of lamp-pumped by diode-pumped systems. These improvements also enabled a massive reduction of the operating costs. The wall plug efficiency of today’s most efficient laser sources could be improved by a factor of ten compared to a former lamp-pumped Nd:YAG laser. In concrete, the wall plug efficiency went from about 3 per cent to nearly 40 per cent and as a result of that the energy consumption could be reduced even more. As a direct consequence, the space requirements for laser cooling systems were reduced to a fraction. For a 4 kW laser system, the space requirements could be reduced by a factor of four, and this opens up the opportunity to place the laser source directly into the laser cabin and not onto the top of the laser cabin as often happened before.
The next important advantage of the new generation of lasers is the reduced maintenance expenses. In a lamp-pumped system, the lamps had to be changed every 1,200 working hours; in a diode-pumped systems, the diodes normally do not need to be changed over the complete cycle period of a car model.
All these improvements connected with new laser process monitoring systems and quality inspection systems result in the increased attractiveness and competitiveness of the laser in the automotive industry.
21.3 Laser applications in the body shop
With further development of modern laser sources the number of industrial laser applications is continuously growing. Classical laser welding, remote laser welding, cutting with scanner optics and laser brazing are well-known industrial applications. The current trends for laser applications also tend to specific functionalizing of materials and surfaces properties, like local hardening or softening of components, depending on the specified component requirements. Modern high brightness laser sources like disk or fibre lasers with best beam quality are available in the multi kilowatt power region and high efficiency laser concepts like direct diode lasers have reached wall plug efficiencies in the order of magnitude of 40 per cent. This means an improvement of a factor greater than ten compared to a conventional lamp-pumped solid-state Nd:YAG laser.
For every application one can find the perfect laser source for best performance and quality. Laser remote welding and cutting with a small spot diameter and a long focal length, which means a great distance from the workpiece, are predestined for disk and fibre lasers with a beam parameter product of 2–8 mm*mrad or better.
Laser remote welding with scanner optics is the laser joining application with the highest performance in the body shop. It is used very efficiently in steel door applications. A detailed overview of the very successful implementation of the laser remote door application in the Audi A3/A4/Q5 will be given in the next section.
In laser brazing applications, where only moderate beam quality is necessary, the direct diode laser with highest energy efficiency is the state of the art.
Typical fields of application for classical laser welding processes of steel or aluminium are structural components in the body in white or hang-on parts like doors or divided tailgates. Because of the high optical quality demands for aluminium hang-on parts like doors, the aluminium alloy group EN AW-6016-T4 is commonly used due to its better deep-drawing properties, but additional filler wire has to be used to reduce the increased hot shortness of that specific aluminium alloy (Ostermann, 2007).
21.3.1 Laser welding of steel
For laser welding, the light from the laser source is transferred and focused with optical components (fibre optics, laser optics, lenses) onto the workpiece. If energy density is high enough and impact time is long enough, the workpieces are melted locally and after solidification they are joined together.
In classical laser welding, the laser optics are guided with an industrial robot locally along the seam geometry. For the welding of steel, laser remote welding with scanner optics is also suitable, where the laser beam position can be varied between different positions in the working area nearly without delay. The laser remote process is not yet available for laser welding applications where an additional filler wire is required, because the filler wire cannot be tracked with the same speed as the laser beam. This is the case for some specific aluminium alloys, like the alloy group specified in DIN EN AW-6016-T4 (Ostermann, 2007), where additional filler wire is necessary.
Laser remote door application of Audi A4/Q5
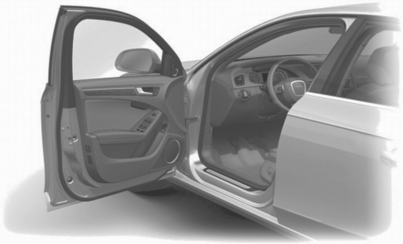
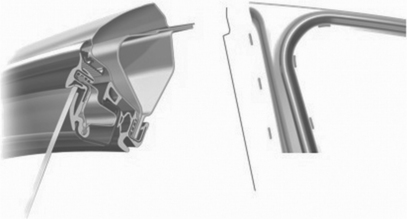
For the implementation of laser remote welding of the A4/Q5 doors application, the following conditions had to be complied with in the project. The quality demands for door applications are generally very high because the joints are partly in direct view to the customer. For that reason, the joining technology must not be visible to the customer and single-sided accessibility of the joining technology is essential (see Fig. 21.1). Another direct customer benefit in door applications is the window opening that determines the maximum viewing angle. For safety and comfort aspects, the all-around view should be maximal. A maximum viewing angle can only be realized if the door flanges are as short as possible. The joining technology that enables the shortest flange width is laser (remote) welding. The flange geometry of the Audi A4 door is shown in Fig. 21.2. In the Audi A4/Q5 door application, flanges shorter than 6 mm could be realized – at the moment no other joining technology can compare with that. For standard resistant spot welding, if flange geometry is optimal, a minimum flange width of more than 10 mm is required. By means of flange width reduction, a weight reduction of more than 100 g per door was achieved with laser remote technology. The implementation of laser remote welding was realized with a 4 kW TruDisk laser system with two-dimensional TRUMPF scanner optics (PFO-33).
For performance reasons the distance from the workpiece should be at least 500 mm. Short variations of the orientation of the scanner mirrors in the optics then lead to great variations of laser spot position on the workpiece and the classical non-welding times for transferring the optics from one seam position to the next are reduced drastically. The laser spot diameter on the workpiece was chosen to be 0.6 mm, which was realized by using a 0.2 mm diameter fibre-optic cable.
Another benefit of a long focal length is the effective reduction of contaminants on the optical components from the welding process itself. Steam and spatter from the welding process can affect the protection glass or, in the worst case, destroy expensive components like optical lenses. For a constant and stable laser welding process, different cross jet modules blow away the accruing metal vapour above the keyhole. If not removed, the metal vapour will absorb parts of the laser light, resulting in an alteration of the laser light intensity on the workpiece. That can affect the seam quality negatively.
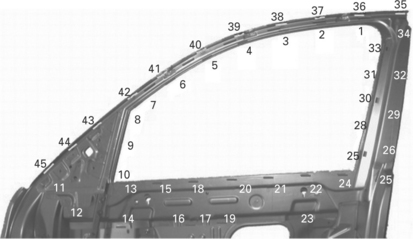
All seams in the door application were performed as overlap joints with 0.7 mm on 0.6 mm zinc-coated metal sheets. Depending on the door variations (e.g. front or rear door), the number of joints varies from 45 to 49 laser seam steps per door. The length of each linear seam varies from 25 mm to 40 mm (see Fig. 21.3). Seams no. 1–34 are welded in flat position and the seams no. 35–45 are performed in a perpendicular orientation. To obtain the best seam quality, one has to ensure a constant and precise clamping over the whole flange geometry. A well-defined gap between the two metal sheets is one of the most important prerequisites in laser welding applications with zinc-coated metal sheets contrary to aluminium, where a zero gap is required. The steel sheets used in the Audi A4/Q5 door application are double-sided zinc-coated for corrosion requirements. The zinc coating leads to an additional challenge in the laser welding process. The melting point of steel is over 600°C higher than the vaporization temperature of the zinc coating. This leads to sudden vaporization of the coating during the welding process of steel. The zinc vapour that is generated between the metal sheets then leaks under high pressure through the molten metal. As a result of uncontrolled vapour expansion, the liquid metal will be ejected and spatters and pores will occur. The special preliminary treatments that are necessary to guarantee a controlled degassing for zinc-coated steel sheets are presented in Section 21.4.2.
The door production of the Audi A4/Q5 family was set up to a maximum quantity of 2,000 doors per day and welding station. That required four parallel welding stations, two for the front doors and two for the rear doors with a cycle time for producing a door of less than 33 seconds (arrangement, handling and joining included). The sole laser welding time per door is 19.5 seconds. This performance was only possible through the advantages of laser remote welding.
Moreover, laser remote welding in the door application is a very stable joining technology even without the use of laser process monitoring tools. For that reason, the overall process reliability per laser cell, including laser source, cooler, scanner optics and robotics, reaches values beyond 98 per cent.
21.3.2 Laser welding of aluminium
As noted in Section 21.3 the laser welding of aluminium in the body shop of Audi differs from remote steel welding in terms of the additional filler wire that is needed. The filler wire is necessary to ensure the requested strength properties of the laser seam and to reduce hot shortness. The filler wire that is used for the 6000 aluminium compound has an alloy content of 12 per cent silicon (AlSi12). With the additional filler wire, the alloy content of the melt is raised above the critical value for crack susceptibility and a minimum volume fraction of 2 per cent should be obtained. The filler wire is also used as tactile guidance in the laser welding process. The wire is attached below the process optics so that the wire guides the process optics along the seam geometry. The additional material is fed into the laser spot where it melts and contributes to the welding process. To produce a better seam quality and to raise welding speed, a hot wire feed system is used, where the filler wire can be preheated separately.
The high optical reflectivity of aluminium in the 1 mm wavelength regime can lead to problems when the laser welding process is initiated. When the laser beam strikes nearly perpendicular onto a plain surface, an amount between 80 and 99%, depending on the surface finish of an aluminium sheet, is reflected. When the highly focused laser light is directly scattered back into the optical system, it can lead to complete destruction of laser components or transport/feeding fibre. For that reason, the wavelength-dependent absorption of laser light can be used to optimize the initiation of the laser welding process for aluminium. A higher absorption means that the energy from the laser source can be used more efficiently for melting the metal. As described in Fahrenwaldt (2009), the absorption curve of aluminium has a local maximum at the wavelength of 800 nm and the slope falls steeply at higher wavelengths. That leads to different laser welding efficiencies for lasers with higher operating wavelengths. The operating wavelengths of disk and fibre lasers are around 1,030 and 1,070 nm, which leads to an absorption of about 5%. For wavelength-coupled direct diode lasers, a wavelength mixture between 900 nm and 1,000 nm is used to generate multi-kilowatt output power. In that wavelength domain, the absorption for aluminium is a factor of two higher and the laser welding process can be initiated more efficiently. This is one reason why direct diode lasers can be favourable for aluminium laser welding applications.
Laser welding door application of Audi A6: demands of the project
Besides the general advantages of laser welding applications, as discussed in Section 21.3.1 for the steel doors of the Audi A4/Q5, there are additional potentials for the reduction of car weight. The use of lightweight materials for structural components in the body in white and for hang-on parts is one possibility. With a specific weight of 2.71 g/cm3 (Hornbogen et al., 2008), aluminium is roughly a factor of three lighter than steel.
For laser welding of aluminium, there are some specific requirements that should be discussed in detail. First of all the aluminium metal sheets used in the door application are not zinc-coated as in the case of steel doors, due to corrosion demands. The surface of a pure aluminium sheet reacts with atmospheric oxygen and an amorphous oxide layer accrues. That Al2O3 layer is very stable and resistive and naturally protects the aluminium surface from external influences. Under normal conditions, a very thin oxide layer starts to grow immediately. For the laser welding process, this oxide layer acts as a kind of thermal shield. To melt the aluminium underneath, the laser energy has to be transferred through the oxide layer into the aluminium volume. The melting temperature of the oxide layer lies at 2,054°C (Lide, 2010) and is much higher than the melting point of pure aluminium, which is 660.32°C (Lide, 2010). Due to the ‘activation energy’ that is caused by the sheet thickness independent oxide layer, the thickness of the aluminium sheet itself is limited to a minimum for a stable laser welding process. The minimum upper sheet thickness for the Audi A6 doors was chosen to be 1.2 mm. If the sheet thickness is below 1.2 mm, then the activation heat for breaking up the oxide layer cannot be deposited in the sheet volume without causing hot cracks or other defects.
Another aim was the reduction of the number of single parts for the door assembly, but there are restrictions from the produceability of the single parts. The deep drawing degree of the inner section part was too high to be produced as a single component. For that reason, the inner door section consists of two parts (1.2 mm and 1.5 mm) that are joined by laser welding. That welded sub-assembly is then joined with the outer doorframe element. The number of structural single parts in the Audi A6 door concept could thereby be reduced to three. With that new door concept, a total weight saving of over 10 kg, compared to the predecessor, could be achieved. The overall laser seam length in the Audi A6 door application reaches almost 10 m. The seam geometries used in this door application are fillet and overlap joints. For optimal welding, the surface of the aluminium sheets should be cleaned of oil and drying lubricant that are normally used in the manufacturing process of the single part. If not cleaned properly, surface contaminations will lead to an increased number of pores that will reduce the strength of the joint and pores can also be the origin of corrosion. One possibility to clean the aluminium surface is the so-called ‘laser-clean’ process which is presented in Section 21.4.2.
Laser welding door application of Audi A6: implementation
For the aluminium door application of the Audi A6, a direct diode laser (Laserline, LDF 4000-30) with a wall plug efficiency of nearly 40 per cent and a beam parameter product of 33 mm • mrad with a maximum output power of 4 kW was chosen. This beam quality is good enough for a classic laser welding application with a working distance of about 200 mm. For a higher optical seam quality, argon was used as a shielding gas in the laser welding process.
The high wall plug efficiency and the relative low investment costs in combination with the preferred wavelength window (900–1,000 nm) for aluminium welding make this laser source the ideal tool for that application. The laser optics in use is an adaptive laser processing optical system (ALO3) from Scansonic IPT GmbH. Several features are integrated in the ALO3 device, such as the functionality of beam-shaping optics with optional autofocus module and seam-tracking sensors. With these features, a weldseam deviation in the millimetre range from the programmed robot path can be automatically compensated.
The challenge of the Audi A6 door application was to weld the three single door parts with 49 laser seams within a cycle time of 300 s per door. Due to high optical and functional quality demands of the welds, the welding speed was limited to 3 m/min. To make all 49 seam positions accessible for a single six-axis robot, a rotatable clamping device was used. A highly dynamic robotic path could be achieved for the welding process by avoiding the robotic movement through the single-axis singularities. The so-called axis singularities are fixed locations in the robotic frame of reference where two or more joints no longer independently control the position and orientation of the tool. In the American National Standard for Industrial Robots and Robot System – Safety Requirements (ANSI/RIA R15.06-1999) a singularity is defined as ‘a condition caused by the collinear alignment of two or more robot axes resulting in unpredictable robot motion and velocities.’
Laser welding divided tailgate application of Audi A8
The demands of this project were similar to that of the laser welding door application. The tailgate of the Audi A8 could also not be produced as a single part due to high deep drawing degree in the region of the badge hollow. As a consequence, a divided tailgate was transcribed with the guideline that the joint, in that case a zero gap laser joint, must not be visible to the customer as a junction of two single parts and additionally no post-treatment (e.g., a finish process), was acceptable.
Therefore the laser welding process with its very high optical seam quality was chosen. To raise the optical seam quality to the maximum, an additional shielding gas (He) was used. The basic conditions for the divided tailgate application of the Audi A8 were similar to that of the door application of the Audi A6. The cycle time was also 300 s and the welding speed 3 m/ min. The same tactile guided process optics (ALO3) in combination with a 4 kW Laserline direct diode laser (LDF 4000-40) has been used. The joining length for the divided tailgate laser welding application was roughly 1 m.
21.4 Quality issues
The quality issues for joining technologies can roughly be distinguished into two different groups: the group of inner and the group of outer findings of a joint. Quality criteria like the optical impression of the seam, seam geometry, edge notches, spatters, outer cracks and surface pores among the surface are included in the outer findings. They can normally be identified non-destructively by visual/optical inspection, which can be done manually or via automated process control. Optical camera systems can generate a three-dimensional profile of the seam surface that can be analysed in a further analysis step. The inner findings are characterized through the strength properties of the joint. Typical volume imperfections are inner pores and cracks or a reduced binding length.
21.4.1 Stability
The binding or weld length is the minimal joint length where two metal sheets are fused together in a way that an intact metallic compound is formed. Inner pores reduce the effective binding length of a laser joint and the maximum force that a laser joint can transmit is reduced. The minimal binding length for a correctly performed laser joint depends on the thickness of the metal sheets used and the joint geometry. As a coarse estimate, a minimal binding length of more than 70% of the thinner sheet thickness should be achieved. Microcracks directly in the weld or hot cracks in the heat-affected zone lead to crack propagation under stress that can cause complete failure of the joint.
Seam geometries used in laser door applications are mostly overlap and fillet joints. Laser processing parameters like laser power, focusing conditions or welding speed are well known and can be controlled during the welding process. External process parameters (e.g., surface coatings or contaminants like oils and drying lubricants), the dimensional stability of the single assembly parts and the gap situation between the metal sheets in the clamped situation are not normally known exactly during the welding process and they also cannot be controlled that easily, but they greatly influence the quality of the joint. For laser welds used in crash-relevant areas, preliminary treatment before the laser welding process is therefore essential. A detailed overview of pre-treatment methods for zinc-coated metal and aluminium sheets is given in the next section.
21.4.2 Preliminary treatments
Surface cleaning of aluminium metal sheets
The surface conditions of an aluminium metal sheet play a major role in the quality of the laser welding process. The stability of the laser process and the formation of defects, like pores, are massively influenced by the surface conditions of an aluminium metal sheet. To guarantee a constant and stable surface quality for the laser welding process, the clean surface conditions have to be ‘recovered’ in a separate cleaning process. That should be done as close as possible to the laser welding process to guarantee the best surface conditions for joining.
The cleaning of aluminium can be implemented with different pre-treatments. The most efficient treatment is a chemical washing process, where the aluminium parts are handled through different immersion baths. In the first treatment step, surface contaminants like oils and lubricants are washed away, in a second step the oxide layer is chemically etched, and finally the aluminium surface is passivated. The chemical cleaning of aluminium parts is very space and cost-intensive, because the cleaning chemicals have to be renewed at regular intervals. Additionally, the cleaned parts have to be transferred to and from the chemical cleaning facility, which requires a high logistical effort.
An alternative method is the so-called laser-clean process. The laser-clean process is industrially available (commercially distributed by Clean-Lasersysteme GmbH) and established. It is implemented in several Audi car projects, e.g. the pre-cleaning of the zero gap joint of the Audi TT and the divided tailgate of the Audi Q5. The physical principle that is used for this cleaning process arises from the different optical properties of the aluminium surface and the oxide or dirt layer for a laser radiation of 1 mm wavelength. The oxide layer absorbs that wavelength particularly well and blasts away from the surface. Existing dirt on top of the oxide layer will also be ejected and can then be removed easily. Blasting away the oxide layer is realized through very short but intense laser pulses.
The aluminium surface is highly reflective to the laser light used and therefore the cleaning process does not remove the aluminium surface underneath the oxide layer. The result is a bare metallic and oxide-free surface. The cleaning speed is limited by the laser track width and the ablation rate. In fact, a cleaning speed of 65 mm/s can be achieved. For best seam quality, all relevant flange surfaces that are affected in the joining process have to be cleaned by that method and, at worst, that can be up to four in an overlap joint situation with two metal sheets. Due to the use of highly intense laser radiation, generally increased security requirements, e.g. laser safety cabins, are required.
Pre-treatment of zinc-coated metal sheets
As stated in Section 21.3.1, a special pre-treatment is necessary for laser welding applications with zinc-coated metal sheets. To consider the situation for an overlap joint geometry with two double-sided zinc-coated metal sheets, two different sections have to be differentiated: the outer surfaces of the overlap joint on the one hand, and the inner surfaces, where the two metal sheets are in direct contact, on the other. When the joint is performed, the steel is melted and the zinc coating is vaporized suddenly due to the high welding temperatures required. For the outer surfaces the zinc coating can freely expand when vaporization temperature is reached. That only barely affects the quality of the welded seam.
The situation is completely different for the inner surfaces of the joint. For a zero-gap situation, the two zinc layers will be vaporized under high local pressure when the laser beam strikes the intermediate zone through the keyhole. As a result of the zero-gap situation, the zinc vapour can only leak through the molten metal, because the lower sheet is still in the solid phase. The consequence is an uncontrolled vaporization of the zinc layer with the side effect of spatters, pores and holes that negatively affect the quality of the joint (see Fig. 21.4).
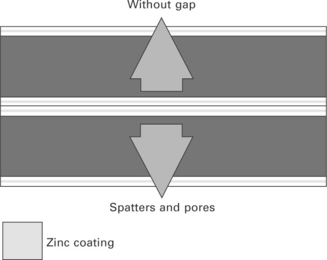
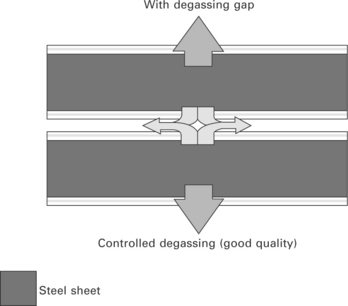
A technological solution is obtained when a controlled degassing situation can be guaranteed where the zinc vapour must not pass through the molten metal. How can such a situation be generated? With a defined gap between the two metal sheets, the zinc vapour that is generated through vaporization of the inner layers can leak out to the sides and the quality of the joint is not affected (Fig. 21.5). The easiest solution is a ‘spacer’ between the two metal sheets. With this spacer in between, the metal sheets can be clamped with a constant gap. These spacers are normally performed in the form of small, so-called humps. These humps can be produced directly in the manufacturing process of the single part by stamping them into the surface of the sheet metal or they are produced in a separate process afterwards. For the door application of the Audi A4/Q5, the latter option was chosen as it has some advantages over a mechanical process. The best gap distance for a controlled degassing in the laser welding process is only approximately 0.15 mm. Therefore, sub-millimetre fluctuations in the humping height affect the quality of the welding process considerably. Influencing factors, such as a continuing tool wear during the single part production, would lead to a continuing deterioration of the degassing gap in the mechanical process, which should be avoided.
An alternative generating process for the humps is laser pulsing. For this purpose, the laser optics are guided over the welding flange of the underlying part before clamping the two parts together for the welding process. With short but highly intensive laser pulses, the humps, are ‘shot’ into the surface of the component. The right choice of pulse energy and pulse duration melts the surface locally as the melt is swapped aside. Solidification of the melt leads to a crater in the centre of the laser focus and to a ‘hump’ at the edges. These humps generate the necessary degassing gap for the following welding process between the zinc-coated sheet metals. Through the high quality and precision of the laser tool, the heat quantity and the pulse duration can be controlled very exactly. This results in a very reproducible and stable humping process and, as a direct consequence, in the high stability of the laser welding process.
21.5 Future trends
The most important objective targets in automotive car body manufacture are stable and highly efficient production processes with highest reliability and quality output. To ensure that these targets can be reached requires a lot of effort and expense from the first car body concepts to the final automobile.
For a new car body concept, all potential metal sheet combinations for construction have to be validated before the first prototypes can be produced. The starting point of the validation of new materials or metal sheet combinations for a laser welding application is normally a joining test in the laboratory. After successful welding tests, individual prototypes of structural components are produced. If all pre-tests have been successfully finished, more validation with a larger number of parts, produced with prototype tools and finally with the tools for volume productions follows.
Additional to the evaluation of the materials used and the joining process itself, there are a lot more relevant technical parameters that can only be estimated in the real volume production process. The variation of material quality, temperature effects, local contaminations, abrasions, fitting accuracy of the component parts, vibrations and additional effects that only appear after the production of a large number of parts cannot be safeguarded without the production of original parts in the serial plant. This time-intensive and costly safeguarding process is necessary to guarantee an optimal start of production (SOP). The basis for an efficient validation process is a detailed knowledge of the laser process and all the relevant explanatory variables. This is essential for stable processes and a high quality.
21.5.1 Car body construction
Enhanced environmental responsibility and the fact that fossil fuels are limited induce alternative mobility concepts like electro mobility and CO2 reduction in terms of lowering fuel consumption. New concepts for energy storage have to be developed and integrated into the car structure. Additional components induce additional car weights that have to be compensated if the driving dynamics are to be maintained. For that reason, future car body concepts will be driven by lightweight design. This trend will also affect more and more hang-on parts like doors and tailgates. Lightweight metals will increasingly substitute classical steel hang-on parts in the future.
Weight reduction in the car body can be reached by functional use of multi-material design. Therefore the Audi philosophy for car body design is the use of materials with specific properties exactly where they are needed and where they generate maximum benefit for car body functionality.
This leads to the challenge to join different materials with different physical properties. At the moment, laser welding is only possible for a few different material combinations. For example, laser joining of aluminium with steel is principally possible, but problems like contact corrosion in the presence of an electrolyte and the huge difference in the coefficients of thermal expansion lead to physical problems of the joint during later thermal treatment of aluminium parts (temperatures up to 180°C are possible). Also laser remote welding, which is the most efficient laser welding technology, is not yet available for lightweight materials like aluminium, where an additional filler wire is essential.
On the one hand, the developments of new laser welding processes have the potential to overcome those limitations and to transfer the steel remote welding performance to aluminium. The active control of welding dynamics, for example keyhole formation/stability and temperature control of the melt, is a promising approach. On the other hand, the development of new materials (e.g. sandwich structures) with better welding characteristics and optimized physical properties has continuously to be pursued.
21.5.2 Laser process monitoring and control
Laser joining technologies are very successful applications, if prerequisites of the technical process are considered correctly. Every process device in the laser application has technical limitations in accuracy. For every single car body component there are tolerances due to the production process that lead to variations in the assembly parts. The surface quality of the metal sheet varies and surface impurities can occur. These inaccuracies affect process stability and the quality of the joining process. In the worst case, these inaccuracies produce imperfections that make the component or the assembly part useless.
In order to be able to secure uniform quality demands at worldwide production sites, objective assessment criteria are necessary. These criteria have to be interpreted fully automated and non-destructive during the production process. This enables an automated control of construction parts of different quality for post-stored process steps, e.g. special rework procedures. Due to the complexity of quality criteria, the manual evaluation of component quality is strongly restricted.
The simplest form of process monitoring is a quality rating after the laser welding process where the corresponding quality criteria are checked. Optical camera systems for three-dimensional (3D) seam visualization are state-of-the-art for laser welding applications. A measuring principle for the visual process analysis is laser triangulation, for example. For this purpose, the laser seam geometry is optically analysed and the three-dimensional information of the seam surface is generated and compared with defined quality criteria like seam length or seam height, for example. General quality criteria like seaming location, welding sink, edge notches or surface pores and cracks can only be detected within certain limits. For volume information optical systems are normally not usable. Volume defects like volume pores and inner microcracks or the binding length that is representative of the maximum force level cannot be detected that way.
For these quality criteria, non-destructive analysis for industrial applications is not yet available and alternatives have to be developed. Methods like computer tomography, ultrasonic or thermo-graphic procedures are promising approaches.
The success of a monitoring method is also determined by local conditions like the seam variation (e.g. fillet or overlap joints), and of the component contour. The quality of a process monitoring system is decided through the reliable detection of actual imperfections in combination with minimal pseudo error rate. Pseudo errors are events where the process monitoring system reports an imperfection that is not, however, present according to the pre-defined assessment criteria.
Therefore an intensive qualification phase is necessary for each process monitoring system when maximum reliability should be reached. These quality limits are manual prerequisites for margins of error that are verified in a regular qualification process.
In the next degree of complexity of process monitoring systems, inline process detection of characteristic process variables (e.g., the temperature or the length of the melting bath), is required. Certain process variables are then correlated with characteristic quality features. A typical example is the correlation between thermal conductance and the reduction of effective weld width when two metal sheets are not joined correctly. With defects in the welding seam, the effective weld width is reduced and the thermal conductance through that cross section drops. As a result, the heat that the laser beam induces into the upper metal sheet cannot drain off freely into the lower sheet and the temperature of the upper sheet rises due to heat accumulation. That can be measured inline during the welding process and thus deliver additional information for the process quality.
However, the real goals are process-monitoring systems that contribute actively to error prevention. For this purpose, it is no longer sufficient to only detect a defect, but process variables have to be identified that are good quality regulating variables at the timescale of the welding process.
The regulation of laser processes is very difficult due to their high process complexity and the high process dynamics. Nevertheless, there are first approaches such as the full penetration hole extraction in laser welding processes for overlap joints (Nicolosi et al., 2009). The future challenges in this field lie in the development of new, at this time unknown, error prevention strategies for laser welding applications on one hand, and the qualification of existing approaches for industrial practicability on the other.
21.5.3 Simulation of laser processes
To reduce development times and costs, the need for virtual validation concepts that allow a detailed variation of technical parameters to locate the stable process window for joining technologies is essential. For laser joining technologies, process simulations are not yet available because of the complexity of the laser welding process. For that reason, the further development of laser process simulations is essential to completely understand the laser welding process in detail. With a deeper process understanding, the quality of laser applications can be improved if the causes of seam imperfections like pores, cracks and spatters can be identified and avoided by specific process optimization.
Even for a quite simple laser weld model, like an overlap joint with two plain metal sheets, process simulation has to factor a lot of physical properties and dynamic effects: wavelength-dependent absorption of laser light for different incident angles, polarization, the temperature-dependent properties of the material in different phases (solid, liquid and gas phase/ plasma) and pressures which determine the dynamics in the melt and in the keyhole/vapour plume to take only a few into consideration. Many of those physical properties are only available for concrete temperatures under idealized preparation and laboratory conditions, but for the relevant temperature range of the real laser welding process, they are not universally known. The unknown values can only be estimated or calculated if suitable physical models exist. Nevertheless, there are approaches of process simulation models (Otto and Schmidt, 2010) that can compete with real laser welding processes under special circumstances but computational effort is enormous.
In the next step, laser process simulation models have to be developed further to steadily predict real laser welding processes more exactly. When laser welding process simulation can make reliable predictions for real laser applications, the question whether new multi-material car body designs can be realized with laser welding technology can then be estimated before the first hardware prototypes of structural elements exist. That will reduce the development period, raise the quality of laser welding applications and massively reduce costs and capacities for expensive safeguard experiments. At this point, virtual technologies like laser process simulation will become an essential tool for all future laser application in the body shop and beyond.
21.5.4 Environmental compatibility
Environmental compatibility is one of the main targets for Audi as a premium automotive manufacturer. The current CO2 debate and new regulations will lead to further developments of new technologies that aim to reduce energy consumption. One approach is the improvement of existing combustion engine concepts, but in future the focus will shift increasingly to alternative concepts such as electric engines or fuel cells. In addition to the improvement of existing engine concepts, the overall weight of the car has to be reduced to fulfil the environmental demands. Moreover, an integrated approach with total life cycle energy demands per car is important. Taking this approach one step further, the necessary energy for producing a car becomes as important as the fuel consumption. For that reason Audi board member for production, Dr Frank Dreves, has stated that a CO2-neutral production plant is one of the major targets for Audi and ‘Ingolstadt should be the first CO2 neutral automotive plant world wide’.
Mr Arne Lakeit, Head of Manufacturing Engineering, explains how to reach that challenging target: ‘All sectors of the production plant, from the primary energy production over the complete production process to intelligent concepts for waste-heat recovery have to be taken into account. In the primary energy production process, Audi uses the heat of a waste incinerating plant and renewable energy concepts like photovoltaic cells on the roof of buildings and wind turbines for the production plant in Ingolstadt. Furthermore every single energy consumer in the production process is analysed and energy consumption will be optimised.’
With the developments in laser source efficiency and the technological advantages of laser applications in terms of weight saving, laser technology has become a very important part on the way to CO2-neutral production. The nearly ten times higher wall plug efficiency when replacing a lamp-pumped Nd:YAG laser with a direct diode laser in combination with the huge number of laser sources in use in the Audi body shop, lead to massive energy and CO2 savings per year. Besides the direct energy saving as a result of the higher wall plug efficiency, the reduced waste heat enables smaller and more efficient laser cooling systems, which conserves cooling water. For Mr Lakeit, energy saving is an important contribution for an environmentally correct production but he is establishing a more holistic approach: ‘The reduction and recycling of waste, air pollution and water consumption are equally important to realize a worldwide environmental correct production for Audi’.
21.6 References
Fahrenwaldt, H. J. Praxiswissen Schweißtechnik. Wiesbaden: Vieweg+Teubner; 2009.
Hornbogen, E., Eggeler, G., Werner, E. Werkstoffe. Berlin-Heidelberg: Springer; 2008.
Lide D. R., ed. CRC Handbook of Chemistry and Physics, 90th Edition (Internet Version 2010). Boca Raton, FL: CRC Press/Taylor & Francis, 2010.
Nicolosi, L., Tetzlaff, R., Abt, F., Hofler, H., Blug, A., Carl, D. New CNN based algorithms for the full penetration hole extraction in laser welding processes. In: IEEE International Symposium on Circuits and Systems ISCAS. Taiwan: Taipei; 2009.
Ostermann, F. Anwendungstechnologie Aluminium. Berlin-Heidelberg: Springer; 2007.
Otto, A., Schmidt, M. Towards a Universal Numerical Simulation Model for Laser Material Processing. Physics Procedia. 2010; 5:35–46.