
Applications of laser welding in the shipbuilding industry
Abstract:
Laser welding, especially hybrid MAG-laser welding, shows great potential in the welding of structural steels in the shipbuilding industry. Advantageous properties include low distortion, high welding speed and easy automation. The shipbuilding industry has been one of the first to introduce high power laser and laser-hybrid welding for structural applications, with reducing distortion being the major motivation. However, many challenges had to be dealt with before laser welding processes could be introduced on an industrial scale. Today, laser-based welding is used quite extensively in European yards. This chapter reviews the advantages and challenges associated with laser welding, the mechanical properties that can be achieved, and its development and application in the shipbuilding industry.
23.1 Introduction
Laser and laser-hybrid welding offer many advantages over traditional welding processes due to their higher power density. The advantages include high speed seam welding, low distortion, single pass welding of thick workpieces, easy automation, and positive effects on the working environment. For these reasons, the use of laser-based welding in structural applications has increased dramatically in heavier sections. In the fully synergetic hybrid processes, plasma formed at the interaction point of the laser on the workpiece surface controls the arc-root by reducing the cathode voltage drop, so that the interaction point becomes the same for the laser and the arc. When welding thick parts and/or in the presence of a gap, a hybrid laser welding process using the MAG process is most advantageous because, integrated in the process, it offers easy addition of filler material. In heavy-section laser-arc hybrid welding, penetration is to a first approximation determined by the laser alone, but a high welding speed may be maintained even in the case of a relatively large gap. Increased ability to bridge a gap as well as a significant increase in speed may thus be taken advantage of by using the hybrid process rather than traditional high power pure laser welding and, furthermore, the heat input per unit length (and therefore also the distortion) is typically not increased significantly.
Laser and especially laser-hybrid welding are now making an important impact on the medium- and heavy-section welding industry. The shipbuilding industry has been one of the first to introduce high-power laser and laser hybrid welding, but this technology is also relevant to other areas, for example, pipe and boiler manufacturing. Many concrete initiatives have been taken during the last two decades, and several European shipyards have now introduced the process. The major motivation for this is reduced distortion; it is estimated that between 20 and 30% of the man-hours used in shipbuilding presently is due to reworking caused by welding distortions. Figure 23.1 illustrates this very convincingly.

23.2 The approval of laser-based welding in shipbuilding
In addition to physical defects produced during welding, a welded structure may develop flaws or completely fail in service owing to:
• limited strength or ductility,
• limited toughness (e.g. impact or quasi-static),
• environmentally assisted cracking (hydrogen cracking and/or stress corrosion cracking),
For traditional arc welding, a number of mechanical tests have been developed for assuring that the ductility and toughness is sufficient and that serious cracks do not develop during the lifetime of a product. Evaluating a number of the following mechanical properties is usually recommended as part of welding procedure testing:
• impact toughness, sometimes supplemented by crock tip opening displacement (CTOD) values,
• weld defects, such as geometrical defects, cracks or pores.
Compared to traditional arc welding techniques, laser-based welding offers many advantages, owing to the low distortion and high speed characterising the deep penetration laser welding process. However, the properties of the weldment pose a major challenge. The introduction of first pure laser welding and later hybrid laser-arc welding necessitated a number of general problems related to the properties of welded structures being solved. Developments during the previous three to four decades in materials and their response to welding had to be reconsidered in the light of this new technology.
The ductility of the weld could no longer be measured by the standard tensile testing techniques due to the narrow weld and potentially hard weld metal. Impact and toughness testing showed fracture path deviation, making evaluation of the tests difficult. Solidification cracking also turned out to be a challenge when welding thicker sections and the techniques for performing non-destructive evaluation of welds also had to be reconsidered. Related to fatigue, concern was raised about the potential sharpness of the geometrical stress concentration imperfections in, for example, the top bead and the weld toe regions, and similarly the fatigue crack growth rate in the potentially martensitic weld metal was questioned, as was the general and stress corrosion properties of the weldments.
23.2.1 Self-quenching
Comparing the heat input per unit length for typical arc and laser welds (for the same penetration or throat thickness, respectively) shows that the heat input in laser welds is typically almost an order of magnitude lower than in arc welds. It must therefore be taken into consideration that structural steels may harden significantly in both the weld metal (WM) and the heat-affected zone (HAZ) as a consequence of the fast thermal cycle inherently connected to high-power, high-speed laser welding. This immediately gave rise to concerns related to hardness, ductility, toughness, fatigue and corrosion. Three approaches to controlling this challenge may be identified:
• Scenario 1: Limiting the weld speed so that the microstructure and consequently also the mechanical properties become acceptable for the relevant steels.
• Scenario 2: Preheating in order to decrease the cooling time and thus the hardness. It is primarily the cooling rate in the temperature interval 800–500°C that influences the hardness in steels.
• Scenario 3: Limiting the steel composition so that the mechanical properties become acceptable for all welding speeds, i.e. also for a fully martensitic microstructure.
All three approaches are used industrially. Important consequences of scenario 1 are limitations to productivity as well as a need to use steel composition dependent welding parameters. Scenario 2 is of course difficult to use on large structures. The third scenario takes advantage of the fact that the maximum hardness of a fully martensitic structure to a first approximation is determined solely by the carbon content. This talks in favour of scenario 3, but it must be taken into account that a consequence of this scenario may be a limitation in carbon content to, e.g., approx. 0.12% in order to limit the maximum hardness to roughly 380 HV, and this limitation in composition of course sets further limits on the manufacturing of the steels.
23.2.2 The effects of mismatching
Compared to arc welds, where HAZ properties often control the performance of a welded joint, in laser welds the weld metal dominates the properties. Furthermore, the possibility of influencing the composition of the weld metal by the filler material is very limited, because the zero gap situation must normally be accepted. In general, a high degree of overmatching in strength will occur and an overmatch by a factor of two is not unusual. The high level of overmatching combined with the aforementioned narrowness of the weld makes laser-based welds of structural steels an extreme example of a mismatching joint of the ‘sandwich-type’.
The effect of such heterogeneities has been much investigated and discussed. It is, however, generally found that weld metal notched wide-plate tests under transverse loading conditions show a beneficial effect of weld metal strength overmatching, by promoting failure in the lower strength, but higher toughness base plate. In contrast, undermatched welds require a high straining capacity in the soft weld metal due to the deformation being localised here. It may also be noted that crack propagation preferably takes place in the softer zones, i.e. the fracture path for a crack initiated in the weld metal of an overmatched weld deviates into the softer and tougher base metal. These conclusions are supported by experimental and numerical investigations on laser welds using smaller specimens as well as wide plates [1]–[4].
The impact toughness of the weld metal was at first very difficult to measure by the standard Charpy V-notch test technique due to fracture path deviation into the softer base metal. These test results were therefore originally disregarded but, based on the understanding described above, the traditional Charpy test is now considered valid even in the presence of fracture path deviation.
23.2.3 Solidification flaws
Solidification flaws constitute a type of weld imperfection which is occasionally found in laser welds in structural steels. The imperfection is a solidification defect but, unlike usual solidification cracks or hot cracks, solidification flaws are generally small, isolated imperfections occurring with a certain regularity along the weld. The flaws are normally embedded and seen only in the weld centreline. The causes of the flaws are manifold and their interactions complex, but controlling this phenomenon is a key challenge in thick plate structural steel laser welding. If total freedom from the flaws is to be achieved then the steel composition and also the welding parameters have to be controlled.
One approach has been to correlate the steel composition with the volume of the weld parameter tolerance box (weldability lobe). In this way, the steel is tested by a range of weld parameters, and the size of the weld parameter box obtained is taken as a measure of the weldability with respect to solidification flaw formation of the actual steel. For pure laser welding, this approach has been adopted since 2004 in many Classification Society rules for shipbuilding (e.g., [5]). The approach was later extended to use in laser hybrid welding [6].
23.2.4 Mechanical properties
Shipbuilding steels are typically ferritic steels strengthened by C, Mn and various microalloying elements such as Ti, V or Nb. Different production routes are used depending on the demands on the steels and the techniques available at given steelworks. Carbon is typically in the range 0.05–0.18% (weight), Mn in the range 0.5–1.5% and S & P in the range 0.005–0.03%. The guaranteed yield strength of structural steels for shipbuilding typically falls in the range 235–460 MPa, but higher grades are also used.
The heat input per unit length for typical laser-based (pure or hybrid) welds is typically almost an order of magnitude lower than for a similar arc weld. It must therefore be taken into consideration that structural steels may become hard in both the weld metal and the HAZ as a consequence of the fast thermal cycle. The resulting hardness for a given heat input depends very much on the composition of the steel, which determines hardenability, as well as on the carbon content alone, as this controls the maximum possible hardness in a fully martensitic structure. Figure 23.2 [7] thus shows three examples of hardness traverses in three different 15 mm steels, which were welded with the hybrid MAG-laser process using an EN 440-G3Si1 (SG2) solid wire, 0.5 mm gap, a total power of 18.5 kW and a welding speed of 1.2 m/min.
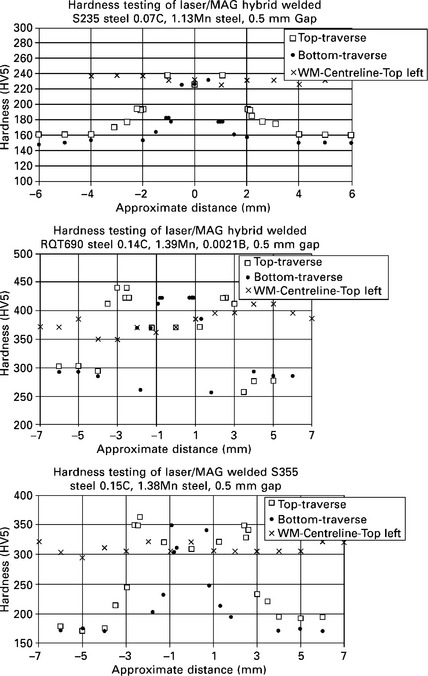
23.2 Hardness profiles for welds in S235 (0.07C, 1.13Mn) (top), S355 (0.15C, 1.38Mn) (bottom) and RQT 690 (0.14C, 1.39Mn, 0.0021B) (middle) steels. The welding data are given in the text. Source: Ref. [7].
Measuring the impact toughness of the weld metal was initially very challenging to using the standard Charpy V-notch test due to fracture path deviation into the softer base metal. These test results were disregarded at first, but based on a large number of wide plate and other large-scale tests as well as numerical simulation, the traditional Charpy test is now considered valid even in the presence of fracture path deviation. As an example, Fig. 23.3 [7] shows a full Charpy V-notch transition curve for a weld in the 12 mm S235 structural steel welded with an initial gap of 0.5 mm, a total power of 18.5 kW and a welding speed of 1.2 m/min. The transition temperature is below –40°C and, due to the very tough combined structure, the level of the high temperature shoulder is significantly higher than the level of the base metal alone.
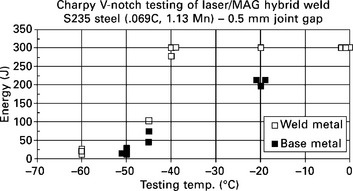
23.3 Charpy V-notch transition curve for the 0.5 mm gap weld made in 12 mm S235 structural steel. The maximum energy of the testing equipment is 300 J. Source: Ref [7].
There are inherent differences, such as weld profile, mismatch level, residual stress, and heterogeneity of the weld metal that may affect the fatigue behaviour of hybrid laser welds, perhaps for the better compared to conventional fusion welds. Fatigue behaviour has been extensively investigated using four-point bending and uniaxial loading, and Fig. 23.4 [7] shows as an example the results of a four-point bending test in laser hybrid welded 20 mm RQT690 steel. In general, fatigue tests show similar results, i.e. that the fatigue behaviour of laser-based welds in structural steels shows properties in excess of the FAT100 line.
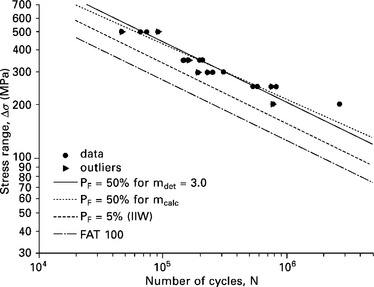
23.4 Four-point bending test of a 20 mm RQT690 steel. Source: Ref. [7].
23.2.5 Unified guidelines
The challenge of getting approval for the new welding approach that pure laser and laser hybrid welding represented from the ship classification societies was tremendous and could not be overcome by one shipyard or one country alone. A large number of tests have been performed in various European collaboration projects over more than two decades, which involved several yards and classification societies as well as many institutes and universities.
• process development (including filler metal addition),
• sensor-based seam tracking and real-time adaptive control,
• weld imperfections and defects:
• hydrogen introduced cracking (cold cracking),
• NDT (non-destructive testing):
The European ship classification societies issued their first unified guidelines for the approval of pure CO2 laser welding in 1996 [8]. These guidelines only considered pure CO2 laser welding and, because solidification cracking was still a problem in thicker sections, 100% non-destructive testing was typically demanded, which made it economically unfavourable for shipyards to apply laser welding to a larger scale. Normal NDT practice has only been allowed in shipyards since 2004, as have other laser sources and hybrid laser/MAG welding [5].
23.3 Industrial examples
The shipbuilding industry was a pioneer in being first to adopt pure laser and later laser hybrid welding in the manufacture of large steel structures. In particular, cruise and passenger ships are well suited to this application, because the steelwork is dominated by the large amount of deck structures needed, which typically are made in 5–10 mm plate thickness. Figure 23.5 shows a large (the world’s biggest – in 2008) cruise ship that was built at Aker Yard in Turku, Finland, now STX Finland Cruise Oy.

23.5 Large cruise ship built at Aker Yard in Turku, Finland, now STX Finland Cruise Oy. (Courtesy: Kari Laiho, STX Finland Cruise Oy, Turku.)
23.3.1 Meyer Werft, Germany
By 1995 Meyer Werft had included the first simple sandwich panels in ship structures, though these were of minor structural importance. From 1998, these panels were also used for passenger decks. The panels were of the type shown in Fig. 23.6.
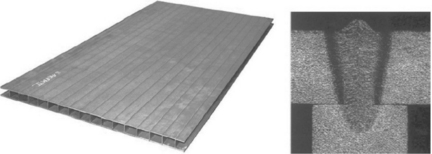
23.6 The first laser welded sandwich panels produced at Meyer Werft, Germany. (Courtesy: Guido Pethan, Meyer Werft.)
Meyer Werft invested in a new and technically ambitious panel manufacturing line in 2001, which is equipped with a total of four high-power CO2 laser (12 kW) hybrid welding machines. Since 20 m long plates were not available for the entire range of required plate thicknesses (4.5–30 mm), and structural optimisation called for a high flexibility in plate thickness and materials used within one section (‘tailored decks’), a butt welding station was needed to produce plate ‘strips’ of up to 20 m long and 4 m wide [9]. These 20 m long ‘strips’ delivered from the first butt welding station are then joined and strengthened with stiffeners in order to form deck panels, which can be up to 20 m × 20 m in size. In order to reduce man-hours, fully automated operation including material handling, edge preparation by grinding/ milling and welding is used along the entire panel line [9]. The resulting principal layout of the steel pre-manufacturing workshop is shown in Fig. 23.7, and Fig. 23.8 shows the installation as well as a stiffener welding head and clamping tools.
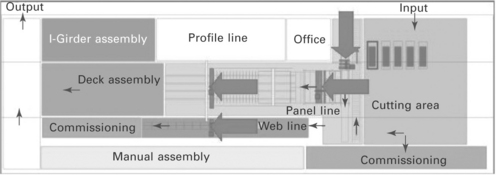
23.7 Layout of new pre-manufacturing workshop at Meyer Werft, arrows indicate laser hybrid welding positions. (Courtesy: Guido Pethan, Meyer Werft.)

23.8 Photos of the installation as well as of a stiffener welding head and clamping tools. (Courtesy: Guido Pethan, Meyer Werft.)
In 2010 a further system was installed that can join deck sections with a width of up to 30 m and a length of 25 m (maximum 750 m2). Interestingly, disc laser-based hybrid welding is used for the butt welds. The installation area in the workshop covers 2,300 m2 and the longitudinal traverses, which the laser welding system moves upon, have a length of 43.5 m and a weight of 73 tons [10]. Laser hybrid welds in a large cruise ship now account for approximately 50% of the total weld length, which may be in the order of 400 km, and it is estimated that a total of 1,300 km laser weld is performed yearly at the yard [11]. The majority of the plates welded are ‘thin’ plates, i.e. in the order of 5–8 mm [9].
23.3.2 Fincantieri, Italy
The Fincantieri yard has also had a laser installation since around 1996. The original installation was for butt welding of plates for deck structures and uses a 17 kW laser source in combination with an advanced clamping system. This installation has, however, been used mainly for development work. In 2008 the yard invested in a new highly automated panel line installation of 4–20 mm thick panels, somewhat similar to the above at Meyer Werft, in which butt welding is performed using a 10 kW fibre laser for hybrid welding. This installation may produce panels up to 16 × 36 m and, due to the small distortion, the time and the cost of following ordinary filled welding of stiffeners are reduced as is the cost of the later fitting processes. The stiffener mounting and welding gantry only require one operator. The automated mounting process allows welding without initial tack welding [12].
23.3.3 Blohm + Voss, Germany
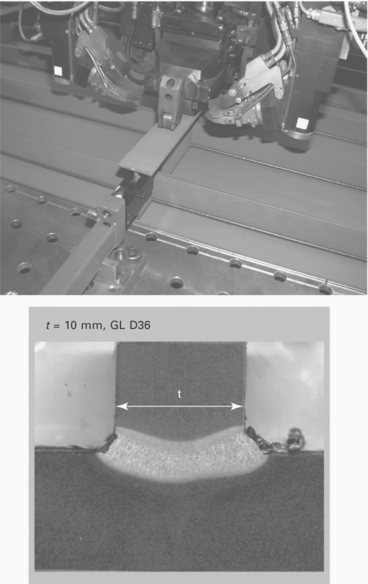
Blohm + Voss GmbH typically builds frigates, corvettes and mega-yachts, and the yard has used laser technology for more than ten years for manufacturing complete deck parts (including frames, and longitudinal and transversal stiffeners). These welds are typically T-joints in the plate thickness range t = 3–12 mm, which are welded with two 12 kW CO2 lasers simultaneously without additional wire, with nitrogen laser cutting for the edge preparation [13] . Figure 23.9 shows a T-joint welding head and cross section.
23.3.4 STX Finland Cruise Oy, Turku, Finland
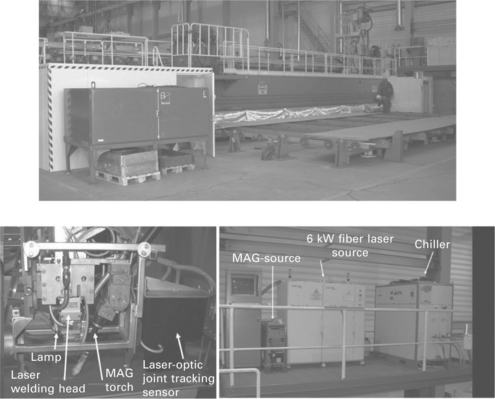
These yards mainly build cruise ships and ferries. STX has implemented laser hybrid welding into production since December 2006. The laser technology is installed on the existing panel line, which reduced the total costs of the investment. At this stage, laser hybrid is used for welding butt welds in panel fabrication. The laser beam is delivered by a 6 kW fibre laser [14] . Figure 23.10 shows an overview of the installation as well as various elements of it.
23.3.5 Odense Steel Shipyard, Denmark
Unlike the other yards mentioned, Odense Steel Shipyard builds mainly very large commercial ships, particularly container ships such as the one shown in Fig. 23.11, which in 2008 was the largest container ship in the world. At Odense Steel Shipyard, a combined laser welding and cutting installation was installed in 1997. Interestingly, the same 12 kW CO2 laser source is used for both purposes. The first production of ship elements with laser welding took place in January 1998 followed by various instances of laser welding in production. In August 2000 the first trials using CO2 laser/MAG hybrid welding was performed, followed by the production of parts for different blocks with laser hybrid welding [15]. Figure 23.12 shows the installation together with a welding head. Sadly the yard is in the process of being closed down and the last ship was delivered in January 2012.


23.4 Future trends
Laser welding in shipbuilding has so far mainly been a European speciality, but the technique will most likely also be taken up in other areas of the world where shipbuilding is a major activity, such as Japan, Korea and China. A recent paper reviewing basic investigations was presented by authors from Nagasaki Shipyard of Mitsubishi Heavy Industries [16]. Many joint European projects have been carried out over the years and recently they have been including laser sources that allow fibre delivery of the laser light (e.g. [17]). Fibre and disc laser sources seem to have great potential for automated or robotised welding, and much effort is being devoted to solving safety challenges that arise when welding in open areas such as docks.
23.5 Conclusion
Laser welding shows great potential in the welding of structural steels in general and in shipbuilding in particular. Its attractive properties include high welding speed, low distortion and easy automation. In comparison to pure laser welding, hybrid MAG-laser welding has the advantage of an increased ability to bridge a gap as well as a significant increase in speed when welding a wide gap.
As a result of intensive work during the last two decades, tests have been modified to suit the demands of laser welds. Furthermore, relevant standards and Classification Society guidelines have been made, allowing the use of laser hybrid welding in ship production.
Wide-plate and other large-scale tests using a pre-placed artificial weld defect have been performed. The findings of the large-scale tests are in accordance with the results of the small-scale tests, and it may be concluded that laser welds behave at least as well as arc welds. In all cases, the fracture deviated into the base metal immediately after initiation. In the narrow zone of a laser weld, overmatching seems to be beneficial in preventing flaws from developing in transverse loading conditions. The impact toughness properties also generally show acceptable results as does the ductility.
With regard to hardness and strength, pure and hybrid laser/MAG welding are very similar, owing to their similar weld geometries and degree of overmatching. The resulting hardness may, due to the fast thermal cycle inherently connected to the processes, become quite high. Besides the heat input caused by welding, the hardenability depends very much on steel composition and carbon content. Fatigue behaviour has also been extensively investigated, and tests typically show results in excess of the FAT100 line.
The weld imperfections most likely to occur are pores and solidification flaws, of which the latter are more critical owing to their flat and sharp character. An understanding of the influence of steel composition and weld parameters on the occurrence of solidification flaws has been achieved, and it seems possible to avoid solidification flaws entirely in laser-based welding of structural steels, by combining control of the steel composition and welding parameters.
Today, laser-based welding is used quite extensively in European yards, and fibre and disc laser sources have great potential for robotised welding as well as welding in the dock area.
23.6 References
[1] Koçak, M., Kim, Y. -J., Cam, G., Dos Santos, J., Riekehr, S., Totster, F., Instran, A., Cardianl, N., Webster, S., Klætrup Kristensen, J., Borggreen, K. Recommendations on Tensile and Fracture Toughness Testing Procedures for Power Beam Welds. Proc. of European Symposium on Assessment of Power Beam Welds, Geesthacht, Germany. February 1999.
[2] Kim, Y. -C., Koçak, M., Schwalbe, K. -H. Defect Assessment Procedures for Power Beam Welds. February 1999.
[3] Koçak, M., Riekehr, S., dos Santos, J., Cardinal, N., Webster, S., Klætrup Kristensen, J., Borggreen, K., Klein, R., Fischer, R. Analysis of Fracture Behavior of Laser Beam Welded Wide Plates. Proc. of European Symposium on Assessment of Power Beam Welds, Geesthacht, Germany. February 1999.
[4] Senogles, D. J., Harrison, P. L., Cardinal, N. Analysis of Wide Plate Behavior of Steel Laser Welds. Proc. of European Symposium on Assessment of Power Beam Welds, Geesthacht, Germany. February 1999.
[5] Classification Guidelines for the Approval of Autogenous Laser Welding and Hybrid Laser Welding, May 2004.
[6] Klaestrup Kristensen, J., Webster, S., Petring, D. Hybrid laser welding of thick section steels – The HYBLAS project. Proc. of 12th NOLAMP Conference, Copenhagen, Denmark. August 2009.
[7] Klaestrup Kristensen, J. State of the art in shipbuilding applications of hybrid laser-arc welding. Proc. of 12th NOLAMP Conference, Copenhagen, Denmark. August 2009.
[8] Laser Welding in Ship Construction – Classification Society Unified Guidelines for the Approval of CO2 Laser Welding, 1996.
[9] Pethan, G. Meyer Werft, personal communication, January 2008.
[10] The website of the company Graebener Maschinenrechnik:. http://www. graebener-maschinentechnik. de/Shipbuilding. gmt-schiffbau+M52087573ab0. 0. html [(accessed January 2012)].
[11] The website of the journal ‘BänderBleche Rohrer’, Henrich Publikationen:. http://www. bbr. de/index. cfm?pid=1441&pk=92414 [(accessed January 2012). ].
[12] Seyffarth, P., Gaede, R. p. 127, Stralsund, Germany. Fully automated panel line with highest accuracy minimizes reworking and assemblying. Proc. of 3rd European Conf. on Production Technologies in Shipbuilding. October 2008.
[13] Keil, J. Blohm + Voss, personal communication, January 2008.
[14] Laiho, K. STX Finland Cruise Oy – Turku, personal communication, January 2008.
[15] Elvang, M. Odense steel Shipyard, personal communication, 2008.
[16] Goda, H., Koga, H. IIW Document IV-1017-10, International Institute of Welding. Application of laser-arc hybrid welding to shipbuilding. 2010.
[17] The official website of the European projec. Breakthrough in European Ship and Shipbuilding Technologies (BEEST). http://www. besst. it/, January 2012. [accessed].
This chapter is a revised and updated version of Chapter 8 ‘Shipbuilding applications of hybrid laser-arc welding’ by J. K. Kristensen originally published in Hybrid laser-arc welding, edited by Flemming Olsen, Woodhead Publishing Ltd, 2009, ISBN 978-1-84569-370-1.